Kenmerken van het lassen van zinken buizen
Beslis met welke elektroden u wilt verzinken, kies het gewenste merk op basis van de bedrijfsomstandigheden van het gelaste product tijdens verder gebruik. Lassen is niet anders dan conventioneel lassen, met uitzondering van enkele nuances:
- Het temperatuureffect op de zinklaag leidt tot burn-out met de vorming van giftige gassen, daarom moeten tijdens het lassen veiligheidsmaatregelen in acht worden genomen - gebruik stroomventilatie en bescherm de ademhalingsorganen tegen gassen.
- Alvorens werkzaamheden uit te voeren, moeten testlassen worden uitgevoerd op korte pijpsecties voor de selectie van elektroden en de optimale modus van de stroomvoorziening.
- Om zink te verbranden is extra energie nodig, dus de stroom op het lasapparaat wordt 10% hoger ingesteld dan bij het lassen van ongecoat staal.
- Een betere naad wordt verkregen bij het gebruik van rutielelektroden (dit is algemeen bekend), bij het lassen met elektroden met een basische coating verslechtert zink de kwaliteit van de naad verder, waardoor de randen van de randen gescheurd en ongelijkmatig worden. Daarom wordt aanbevolen om vóór het lassen met elektroden met de hoofdcoating de plaats van de toekomstige verbinding voor te bereiden - verwijder de zinklaag met zure of schurende materialen.

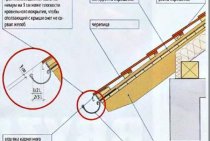
Rijst. 13 Oppervlaktebehandeling met zinkverf voor corrosiebescherming
Kenmerken van lassen:
De directe technologische kaart voor het lassen van gegalvaniseerde buizen voorziet in bepaalde parameters van het werk en de workflow, die aan de voorschriften moeten voldoen. Het lasproces moet voorzien in bepaalde kenmerken, met als doel schade aan het oppervlak van de verzinkte coating tijdens technologisch lassen te voorkomen. Zo omvat elektrisch lassen van gegalvaniseerde buizen de toepassing van een speciale flux op het oppervlak van de gegalvaniseerde coating. Dit voorkomt doorbranden van zink tijdens het lassen.
 Lassen van gegalvaniseerde buizen
Lassen van gegalvaniseerde buizen
Volgens de procedure voor het lassen van gegalvaniseerde buizen voorziet de joint venture in de volgende stappen:
- Op de plaats van lassen wordt een fluxverbinding aangebracht, die een vloeistof-viskeuze technologische staat heeft.
- Tijdens het lassen gaat de fluxverbinding over in een andere structuur, terwijl smelten optreedt, en de flux stoot geen verbrandingsproducten uit en verdampt ook niet, maar het lassen van gegalvaniseerde buizen is schadelijk voor de gezondheid, zonder het gebruik van speciale beschermende apparaten voor de bediener van lasapparatuur.
- Aan het einde van het technologisch lassen wordt op de kruising een perfect gelijkmatige en sterke naad verkregen. Het oppervlak is volledig beschermd tegen het optreden van corrosieprocessen in de toekomst.
https://youtube.com/watch?v=QFoiF2vXzVE
Hoe pijpen te lassen door elektrisch lassen correct stap voor stap handleiding
Selectie van elektrodenVerscheidenheden van lassen en pijpverbindingenVoorbereidende werkzaamheden met onderdelenLasprocesSubtiliteiten van elektrisch lassenMontageverbindingenWerken met roterende en vaste verbindingenControleren van de betrouwbaarheid van verbindingenVeiligheidsregels bij het werken met een lasapparaat
Tijdens het huishouden zijn er vaak gevallen waarin het nodig is om een soort structuur te bouwen van gewone buizen of profielen. Vaak worden voor deze doeleinden lichte en eenvoudig te installeren kunststof buizen gebruikt, evenals stalen producten met schroefdraadbevestigingen. In dit artikel zullen we echter bekijken hoe u een leiding voor verwarming of andere noodzakelijke systemen in uw huis goed kunt lassen, omdat de bovengenoemde opties niet altijd acceptabel en geschikt zijn.
Selectie van elektroden
Het eerste dat u nodig hebt om laswerkzaamheden aan verwarmingsbuizen of andere constructies uit te voeren, zijn elektroden. Niet alleen de betrouwbaarheid van de verkregen lassen en de dichtheid van het systeem, maar ook het proces van het uitvoeren van werkzaamheden hangt af van de kwaliteit van dit verbruiksartikel.
Een elektrode wordt opgevat als een dunne stalen staaf met een speciale coating, die een stabiele boog mogelijk maakt tijdens het elektrisch lassen van pijpen, en is betrokken bij de vorming van een las, en voorkomt ook metaaloxidatie.
Afhankelijk van het type kern zijn er dergelijke elektroden:
- Met niet-smeltend centrum. Het materiaal voor dergelijke producten is grafiet, elektrische kolen of wolfraam.
- Met smeltcentrum. In dit geval is de kern een draad, waarvan de dikte afhangt van het type laswerk.
Wat betreft de buitenste schil, de vele elektroden die op de markt zijn, moeten in verschillende groepen worden verdeeld.
De dekking kan dus zijn:
- Cellulose (graad C). Deze producten worden voornamelijk gebruikt voor laswerkzaamheden met buizen met grote doorsneden. Bijvoorbeeld voor het aanleggen van leidingen voor het transport van gas of water.
- Rutielzuur (RA). Dergelijke elektroden zijn optimaal voor het lassen van metalen buizen voor verwarming of sanitair. In dit geval is de las bedekt met een kleine laag slak, die gemakkelijk kan worden verwijderd door te tikken.
- Rutiel (RR). Dit type elektrode maakt het mogelijk om zeer nauwkeurige lasnaden te verkrijgen en de tijdens het bedrijf gevormde slak wordt zeer eenvoudig verwijderd. Meestal worden dergelijke elektroden gebruikt op plaatsen van hoekverbindingen of bij het lassen van de tweede of derde laag.
- Rutielcellulose (RC). Dergelijke elektroden kunnen in absoluut elk vlak lassen. Ze worden met name zeer actief gebruikt om een lange verticale naad te creëren.
- Basis (B)
Soorten lassen en verbindingen
Het lassen van stalen buizen wordt uitgevoerd door een lasmachine met behulp van de smeltmethode. Het lasapparaat vormt een gelijkstroom uit wisselstroom en verwarmt door middel van een elektrische boog een lokaal gebied van het product tot de gewenste temperatuur. De vorming van een elektrische boog vindt plaats op een metalen staaf (elektrode). Waar de boog werkt, wordt een speciale atmosfeer gevormd, die, wanneer het metaal smelt, niet toestaat dat het oxideert. Dankzij de hoogwaardige lasnaad zijn lekken volledig uitgesloten, omdat de verbinding is afgedicht.
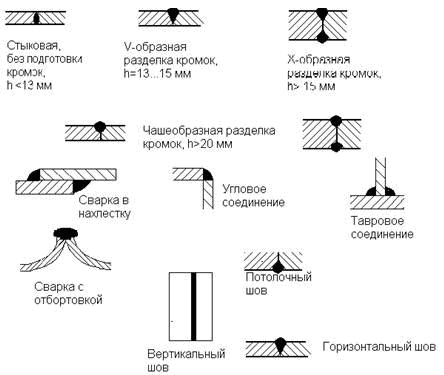
Er zijn veel manieren om te hechten. Welke methode u kiest, hangt af van de dikte van de buizen en het materiaal waaruit ze zijn gemaakt. De belangrijkste soorten naden:
- in Stier;
- kont;
- overlappen;
- hoekig.
Het is ook belangrijk om rekening te houden met de locatie van de leidingen ten opzichte van elkaar:
- onderste naad. Tijdens het lassen wordt de elektrode over de te verbinden elementen geplaatst. Met deze methode kan de lasser alle gelaste gebieden duidelijk zien, dus deze methode is het handigst.
- Plafond naad. De elektrode wordt onder het te lassen element geplaatst. In dit geval heft de operator zijn hand op en houdt deze boven zijn hoofd, dus deze methode wordt alleen gebruikt tijdens reparaties of bij het vervangen van een vervormd buisgedeelte. Bij het inrichten van een nieuw systeem wordt het niet gebruikt.
- verticale naad. Deze aansluitmethode wordt gebruikt als 2 leidingen horizontaal liggen. De lasser beweegt de elektrode op en neer en van onder naar boven (in verticale richting).
- Horizontale naad. Vaak maken horizontale verbindingen de installatie van verwarmings- en sanitaire systemen. In dit geval bevinden de twee buizen zich in een verticale positie.
Is het mogelijk om gegalvaniseerde buizen te lassen?
De regels voor het samenstellen van pijpleidingen worden bepaald door GOST's. De standaardeisen zijn echter niet geschikt voor het werken met verzinkte buizen. De beschermlaag van zink kookt bij een temperatuur van 906 graden Celsius. De basis moet echter worden verwarmd tot 1200 graden.Hierdoor werden innovaties geïntroduceerd, volgens welke twee mogelijke manieren om het probleem op te lossen werden aangegeven:
- Lassen met flux. De samenstelling mag geen componenten bevatten die oplossen in water.
- Verminderde lastijd. Zink heeft dus geen tijd om te verdampen. Om het werk sneller te voltooien, moet u de temperatuur verhogen met behulp van de huidige regelaar.
De lasser kiest de methode afhankelijk van de situatie, technische vereisten.