Soorten polypropyleen buizen
De levensduur van producten is afhankelijk van de temperatuur van het medium en de druk die erin wordt gecreëerd. Met de juiste keuze van het type materiaal is het mogelijk om de operationele mogelijkheden aanzienlijk uit te breiden.
Er zijn 4 soorten buismaterialen die verschillende kenmerken hebben, afhankelijk van de temperatuur van hun werking.
|
Producttype en bijbehorende markering |
Doel | Gemiddelde temperatuur, |
Werkdruk, MPa |
|
PN10 |
Voor koudwatervoorziening en vloerverwarming | 20 voor koudwatervoorziening, 45 voor warme systeemvloeren | 1 |
| PN16 | Voor koud- en warmwatervoorziening | Tot 60 |
1,6 |
|
PN20 |
Voor warmwatervoorziening | Tot 80 | 2 |
| PN25 | Voor centrale verwarmingssystemen, versterkte producten, warmwatervoorzieningssystemen | Tot 95 |
2,5 |
Materialen van het PN10-merk verwijzen naar producten die bedoeld zijn voor koudwatervoorziening. Ze zijn niet bestand tegen de hoge temperatuur van de omgeving. Het tweede type, gemarkeerd met PN16, verwijst naar producten van het gemengde type en is ontworpen voor koud- en warmwatervoorziening, maar met een beperkte bedrijfstemperatuur. PN20 en PN25 zijn materialen bedoeld voor warmwatervoorziening. Dergelijke pijpleidingen zijn bestand tegen hoge temperaturen en producten met de aanduiding PN25 zijn extra versterkt met metaal, wat hun levensduur en het vermogen om hoge druk- en temperatuuromstandigheden te weerstaan verlengt.
Pijplasset
Als er regelmatig gelast moet worden aan polypropyleen producten, dan is het raadzaam om een speciale lasset aan te schaffen, deze wordt direct in een passende koffer verkocht. De gemiddelde kosten bedragen ongeveer honderd dollar en het bestaat uit:

- verwarmingselement;
- Teflon-spuitmonden van verschillende groottes;
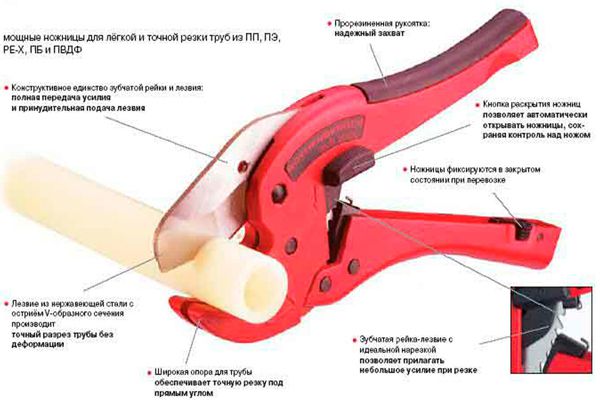
- schaar voor het knippen van polypropyleen buizen;
- bouten die aan het verwarmingselement van het mondstuk zijn bevestigd;
- peil;
- steunen voor het verwarmingselement;
- zeskant voor het aandraaien van bouten.
In het geval dat er af en toe laswerkzaamheden worden uitgevoerd, is het rationeler om lasapparatuur te huren.
Soorten en doel
Polypropyleen buizen zijn verkrijgbaar in vier kleuren - groen, grijs, wit en zwart. Alleen zwarte verschillen in kenmerken - ze hebben een verhoogde weerstand tegen ultraviolette straling en worden gebruikt bij het leggen van een irrigatiesysteem op de grond. Al de rest heeft vergelijkbare kenmerken en wordt binnenshuis gelegd of in de grond begraven.
Op afspraak zijn polypropyleen buizen van de volgende typen:
- Voor koud water (temperatuur tot +45°C). Ze zijn gemakkelijk te onderscheiden door de blauwe streep in de lengterichting.
- Voor warmwatervoorziening (verwarmen tot +85°C). Een onderscheidend kenmerk is een rode streep.
-
Universeel (maximale verwarming tot +65-75°C afhankelijk van de fabrikant). Twee strepen worden naast elkaar aangebracht - blauw en rood.
Voor zowel koud als warm water zijn er leidingen met verschillende eigenschappen. Dit wordt weergegeven in het label:
- PN10 wordt uitsluitend gebruikt in koudwatervoorzieningssystemen (tot +45°C) met lage druk (tot 1 MPa). Ze hebben een kleine wanddikte. Niet geschikt voor hoge gebouwen.
- PN16. Vaak bestempeld als universeel, maar vaker gebruikt voor koud water - ze zijn bestand tegen verwarming van het medium tot + 65 ° C en een druk tot 1,6 MPa.
- PN20. Dikwandige buizen, die medium met temperaturen tot +80°C kunnen transporteren, zijn bestand tegen drukken tot 2 MPa. Gebruikt bij de distributie van warmwater- en verwarmingssystemen.
- PN25. Dit zijn buizen van versterkt polypropyleen (folie of glasvezel). Door de aanwezigheid van een versterkende laag hebben ze vaak een kleinere wanddikte dan PN20. Medium verwarmingstemperatuur - tot +95°C, druk - tot 2,5 MPa. Ze worden gebruikt voor warmwatervoorziening en verwarming.
Ze worden allemaal geproduceerd in verschillende diameters - tot 600 mm, maar in appartementen en privéwoningen worden ze voornamelijk gebruikt in maten van 16 mm tot 110 mm.
Houd er rekening mee dat de binnendiameter is aangegeven, aangezien de wanddikte kan variëren.
Fase twee. Lassen van polypropyleen buizen

Voor deze procedure zijn een elektrische decoupeerzaag (snijden van polypropyleen) en speciale lasapparatuur vereist.

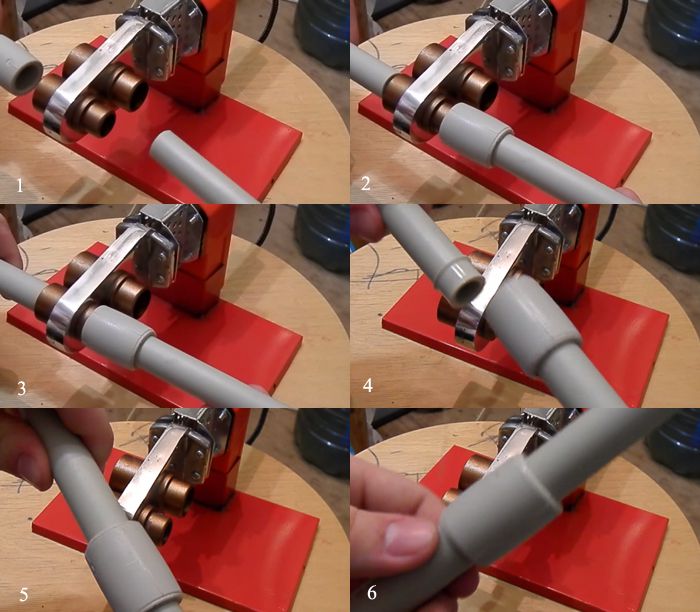
Stap een.
Terwijl het apparaat aan het opwarmen is, worden de nodige metingen gedaan, de leidingen gemarkeerd en gesneden.
Stap twee.
De uiteinden van de producten die met elkaar moeten worden verbonden, worden zorgvuldig gereinigd en ontvet.
Stap drie.
Met een potlood wordt de invoerdiepte van elk product in de hoes gemarkeerd. Kenmerkend is dat er tegelijkertijd minimaal een millimeter spleet moet zijn, zodat de leidingen niet tegen de koppeling van de fitting aanliggen.
Stap vier.
Een PP-buis met een fitting wordt op de huls geplaatst in overeenstemming met de gemaakte markeringen en de verwarming van alle elementen moet tegelijkertijd plaatsvinden.
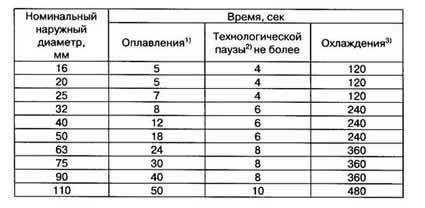
De duur van het opwarmen is niet alleen afhankelijk van de diameter van de producten, maar ook van de lasdiepte (deze vind je in onderstaande tabel).
Stap vijf.
Na een bepaalde tijd worden de producten verwijderd en met weinig moeite zittend op elkaar aangesloten. Het is verboden om de elementen langs de axiale lijn te roteren.

Stap zes.
Binnen enkele seconden na de aansluiting wordt de primaire afstelling uitgevoerd, daarna worden de elementen definitief gefixeerd.

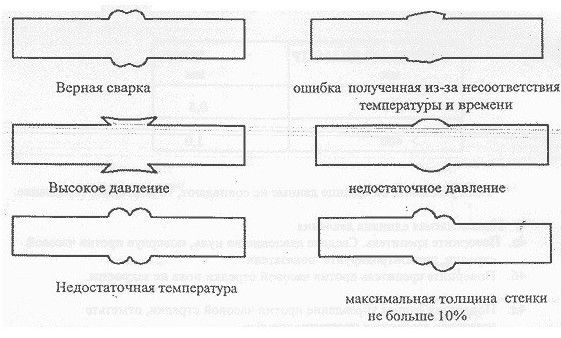
Als er geen gaten meer zijn op de kruising, dan kan deze (de verbinding) als van hoge kwaliteit worden beschouwd.
Productie van lasmachines
Aangezien een min of meer goede meer dan duizend roebel kost, is het goedkoper om het te huren of zelf te maken. Als het laatste is gekozen, moet u zich voorbereiden op het werk:

De volgorde van acties moet als volgt zijn.
Stap een.
Om de warmteoverdracht te verbeteren, wordt de zool van het strijkijzer behandeld met thermische pasta, waarna een teflon-huls wordt bevestigd. De locatie van deze laatste wordt vooraf bepaald - het brede deel naar boven of naar beneden.
Stap twee.
Een scherpe "neus" wordt afgezaagd voor handiger werk in de buurt van de muren.
Stap drie.
De verwarming van het strijkijzer wordt uitgevoerd totdat het apparaat een tweede keer wordt uitgeschakeld.
Stap vier.
Het is goed als het strijkijzer is uitgerust met een temperatuursensor - hiermee kunt u de verwarmingstemperatuur nauwkeurig bepalen. Maar er is een gemakkelijkere manier - door lood. Dit metaal smelt bij 230ᵒС en hoger, wat ongeveer samenvalt met de temperatuur die nodig is voor het lassen.
Verdere technologie is identiek aan die hierboven beschreven.
Benodigd gereedschap
Montage;
Polypropyleen buizen zelf;
Speciale apparaten voor het lassen van dergelijke buizen;
Lasapparaat
Een ijzerzaag om ze te snijden, een speciale snijder wordt vaak compleet met een lasmachine verkocht, voor grote hoeveelheden werk kunt u een ringsnijder of een speciale schaar gebruiken;
Ontvetter (ethyl- of isobutylalcohol); aceton is in dit geval verboden om te gebruiken, omdat het het plastic kan verzachten;
Beveler: Het interieur lijkt op een puntenslijper, maar omdat de schuine kant gelijkmatig moet worden gesneden, staan de messen in een andere hoek; je kunt de beveler vervangen door een gewone vijl en een mes;
 Afschuiner voor kunststof buizen
Afschuiner voor kunststof buizen
Scheerapparaat: een hulpmiddel om de versterkte laag te verwijderen (als onze buizen een wapeningslaag hebben).
 Scheerapparaat
Scheerapparaat
Advies.
Leidingen die dicht bij de verwarmingsketel passen (op een afstand van minder dan een halve meter) mogen alleen van metaal zijn. Ze zijn verbonden met polypropyleen met behulp van adapters van een lasverbinding naar een draadverbinding.
Werken met polypropyleen buizen
Het huidige polypropyleen pijpinstallatiesysteem bevat alle noodzakelijke elementen voor het aansluiten van pijpen van verschillende afmetingen, contouren, fittingen, bevestigingsmiddelen en insluitsels.Het montageproces is vrij eenvoudig en, met de nodige vaardigheden, snel.
De set van elementen kan naar wens worden aangepast, zodat het resultaat een geheel uniek systeem is. De complexiteit en uitrusting hangt alleen af van de voorkeuren en wensen van de klant, dat wil zeggen u. Het enige kenmerk dat sommigen aan de nadelen van polypropyleen toeschrijven, is de gelaste verbindingsmethode. Na het lassen is het niet meer mogelijk om de leidingen te scheiden en de fout te corrigeren. Daarom moet u van tevoren alles overdenken en onnauwkeurigheden in acties proberen te voorkomen.
Als we het pijplasproces opsplitsen in afzonderlijke stappen, ziet het er als volgt uit:
- Bij een soldeerbout voor polypropyleen is het nodig om beide delen die je aan elkaar wilt bevestigen te verwarmen.
- Nadat u de verwarmde delen moet aansluiten;
- Verwijder na korte tijd de reeds bevestigde elementen uit het apparaat.
Lassen geeft de elementen zo'n sterke verbinding dat het bijna onmogelijk is om de onderdelen te scheiden zonder ze te breken. Daarom worden polypropyleen buizen beschouwd als van hoge kwaliteit, duurzaam en bestand tegen bijna elke druk.
Hoofdstadia van het werk
1. We nemen een pijp van de juiste maat.
2. We reinigen de randen van bramen gevormd tijdens het snijden met een vijl of afschuinmachine.
3. We markeren met een potlood aan het uiteinde van de buis (zie foto) welk gedeelte we moeten smelten, dat wil zeggen, we schetsen de plaats waar de fitting zal worden geplaatst.
 We schetsen de plaats van solderen met een potlood
We schetsen de plaats van solderen met een potlood
4. Wij verwerken de buis en fitting met een ontvettingsmiddel.
5. Bevestig het lasapparaat stevig aan de tafel.
6. De kit bevat sproeiers met verschillende diameters. We nemen de benodigde mondstukken (een voor de fitting en een voor de buis) en bevestigen deze aan beide zijden van het apparaat.
7. Stel de temperatuur in op 260°.
8. Zodra de lampjes uitgaan (dit betekent dat het apparaat voldoende is opgewarmd), kun je aan de slag. De gemiddelde opwarmtijd is 2-3 minuten.
9. We plaatsen hete sproeiers (er zijn er twee) een fitting en een pijp naar een potloodmarkering. Te veel druk op de te lassen delen of draaien mag niet.
 Stomp lasapparaat. Fitting en pijp worden op hete sproeiers geplaatst
Stomp lasapparaat. Fitting en pijp worden op hete sproeiers geplaatst
10. We tellen de voorgeschreven tijd. De opwarmtijd wordt altijd aangegeven in de instructies. Voor een buis van 25 mm is dat bijvoorbeeld precies 7 seconden).
 De opwarmtijd van het apparaat is afhankelijk van de diameter van de leiding
De opwarmtijd van het apparaat is afhankelijk van de diameter van de leiding
11. Verwijder snel en nauwkeurig de verwarmde delen, terwijl u het lasapparaat lichtjes vasthoudt.
12. We verbinden ze met elkaar. Overmatige druk erop of rotatie is ook onaanvaardbaar.
13. We wachten een paar seconden.
14. Als we alles goed hebben gedaan, krijgen we een perfect gelijkmatige, homogene verbinding.
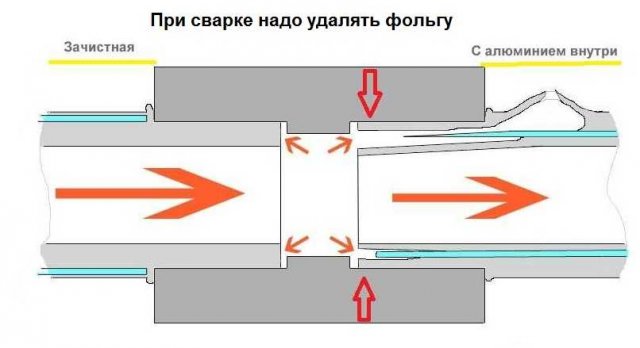
De versterkte laag op het segment van de verbinding moet worden verwijderd, anders wordt de verbinding inhomogeen en kwetsbaar;
Bij het kopen van een apparaat is het niet nodig om extra geld uit te geven en een model met een thermostaat aan te schaffen, omdat we een enkel temperatuurregime van 260 ° C nodig hebben; het gebruik van andere modi kan resulteren in een slechte verbinding;
Water moet vrij door de leidingen kunnen stromen; zodat er zich geen obstakel in de vorm van bevroren plastic vormt op de plaats van solderen, oefen niet te veel druk uit op de gesmolten delen bij het aansluiten; lage druk is echter ook onaanvaardbaar - de lengte van de verbinding voor een betrouwbare bevestiging is niet voldoende; dit kan leiden tot de vorming van turbulentie en drukval in het systeem;
De basisregel van dergelijk solderen is: de fitting wordt eerst op het mondstuk geplaatst en pas daarna op de buis; het aftellen begint wanneer beide onderdelen op het apparaat zitten;
Polypropyleen grijpt in 4-8 seconden, maar je moet het niet meteen laten gaan - om het volledig te laten bevriezen, moet je 20-30 seconden wachten;
Onderdelen tijdens het koelen moeten onbeweeglijk zijn, de minste verschuiving kan de dichtheid van de verbinding verbreken; daarom is het beter om, voordat u begint met solderen, speciale klemmen voor te bereiden om ze te bevestigen; je kunt ze maken van elke staaf hout of sterke draad;
Het is verboden om het resulterende knooppunt af te koelen met water of een straal koude lucht - de verbinding zal kwetsbaar zijn;
Verwarm de buis en fitting niet langer dan de toegewezen tijd - polypropyleen zal vervormen; met minder tijd voor verwarming, zal de verbinding van onderdelen moeilijk zijn;
Bij goed lassen moet een deel van het plastic een lichte instroom op de huls vormen;
U kunt de kwaliteit van uw werk controleren door het aangesloten gedeelte doormidden te knippen; je zou op de kruising een gelijkmatige monolithische verbinding moeten zien zonder vervormingen en holtes.
Rioolsysteem van PP-buizen
Zoals eerder opgemerkt, worden tegenwoordig polypropyleenbuizen actief gebruikt in de opstelling. De installatieprocedure heeft in dit geval zijn eigen nuances.

Interne riolering
Bij het aanleggen van riolering in huis zijn er een aantal regels die in acht moeten worden genomen.
- De leiding wordt onder een hoek in de richting van de stijgbuis gelegd (circa 3 cm per strekkende meter).
- Als de kamer niet wordt verwarmd, worden de leidingen extra geïsoleerd met minerale wol.
- Maak geen scherpe bochten onder een hoek van 90ᵒ, in plaats daarvan worden zogenaamde halve bochten gebruikt.
- Ventilatie van het ventilatortype is een verplicht onderdeel van het rioleringssysteem, dat het binnendringen van een onaangename geur in het huis zal voorkomen.
- Het toilet wordt pas na de gootsteen aangesloten, anders breekt het waterslot.
Buitenriolering

Stap een.
De diameter van de leidingen wordt bepaald, voornamelijk afhankelijk van het aantal mensen dat in het huis woont.
Stap twee.
Er wordt een greppel gegraven van de rioolverhoger naar een septic tank of beerput. Tegelijkertijd wordt een helling waargenomen, afhankelijk van de grondbevriezingslijn, of de pijpleiding is geïsoleerd met minerale wol.


Stap drie.
De bodem is bedekt met een "kussen" van zand. De dikte moet minimaal 20 cm zijn.
Stap vier.
Pijpleiding wordt gelegd
Het is belangrijk om eventuele verzakkingen te voorkomen, anders bezwijken de verbindingen al snel.
Het boren vindt plaats met behulp van een stalen kegelvormige punt. Soortgelijke technologie wordt gebruikt bij de constructie van:
Het horizontaal boren van een sleuf voor de pijpleiding wordt uitgevoerd met behulp van speciale apparatuur met drukpompen. Het boren vindt plaats met behulp van een stalen kegelvormige punt. Soortgelijke technologie wordt gebruikt bij de constructie van:
- auto- en spoorwegwegen;
- pijpleidingen naar kelders;
- snelwegen naar werkende putten.
Doe-het-zelf-installatie van een PP-pijpleiding zal veel helpen besparen, maar alleen als het correct wordt gedaan.
Producten gemaakt van polypropyleen worden in de regel gebruikt bij het maken van drainage- en irrigatiesystemen, maar ook bij het leggen van een watertoevoersysteem of het regelen van een verwarmingssysteem. Polypropyleen behoort tot de klasse van de polyolefinen, wat betekent dat alle producten die van dit materiaal zijn gemaakt, zich onderscheiden door een hoge mate van milieuveiligheid.
Bovendien kunnen polypropyleen drainagesystemen zeer lang meegaan, terwijl de kosten van hun werking minimaal zullen zijn. Als u echter met dergelijke producten werkt, moet u weten: hoe polypropyleen buizen zo te lassen dat ze niet vervormen?
en lekkage te voorkomen.
Zelf lassen
Werk moet worden uitgevoerd in een goed geventileerde ruimte. Polypropyleen kan bij verhitting giftige stoffen afgeven en deze kunnen schadelijk zijn voor de gezondheid en vergiftiging veroorzaken.
Stap voor stap instructies voor het lassen:
- Eerst wordt het benodigde mondstuk van de juiste maat op de soldeerbout geïnstalleerd;
- Om polypropyleen te smelten moet een temperatuur van 260 graden worden bereikt;
- Onderdelen voorbereiden voor aansluiting, reiniging en juiste plaatsing uitvoeren;
- Vervolgens wordt de soldeerbout in gebruik genomen;
- Het is noodzakelijk om te wachten op de vereiste tijd voor verwarming, en dit wordt aangegeven door de groene kleur van de sensor.
 Bij het solderen is het beter om het apparaat zo te plaatsen dat het stevig staat
Bij het solderen is het beter om het apparaat zo te plaatsen dat het stevig staat
Vervolgens worden de buis en fitting tegelijkertijd op de blank en het soldeergereedschap geplaatst. De pijp wordt in de blanco gestoken. Het beslag wordt aan de buitenzijde geplaatst. Het wordt helemaal naar binnen geduwd en de buis wordt tot het voltooide merkteken naar binnen geduwd. Het belangrijkste is om de tijd goed te houden.
Als het gereedschap slecht opwarmt, zal het diffusieniveau klein zijn en dit zal de kwaliteit van de legering aantasten. Een hoge temperatuur leidt tot oververhitting van de onderdelen. De optimale tijd hangt af van de diameter van de buis en fittingen.
Na het opwarmen is het belangrijk om direct aan te meren. De belangrijkste procedureregel is naleving van de verdraagbaarheid
De eerste paar seconden laten een correctie toe, maar draaien is niet toegestaan. Tegelijkertijd is het vereist om niet te haasten en niet te trekken, vast te houden aan de gulden middenweg.
Fase drie. Installatie van pijpleidingen
Bij het leggen van de snelweg heb je nodig:
- pijpen;
- T-stukken;
- Kogelkranen;
- stekkers;
- adapters;
- bochten;
- koppelingen;
- verwijderbare verbindingselementen;
- schroefdraad fittingen;
- kunststof klemmen.
Allereerst wordt de installatie van de belangrijkste elementen van het systeem (sanitair, radiatoren, ketels, enz.) Uitgevoerd, waarna, in overeenstemming met het opgestelde project, de toekomstige snelweg wordt gemarkeerd. De elementen van de leiding zijn door middel van koppelingen met elkaar verbonden.
Als we het hebben over verwarming of warm water, dan wordt er rekening gehouden met thermische uitzetting. Om dit laatste te compenseren is het wenselijk om gebruik te maken van mobiele verbindingen. Bij het installeren van een gesloten pijpleiding worden de wanden eerst gegraven (op de juiste plaatsen wordt een groef gemaakt met een breedte van twee buisdiameters).
De leiding mag pas na een uur na het einde van de installatie met vloeistof worden gevuld. Een hydraulische test kan pas na een dag worden uitgevoerd.


Waarom polypropyleen
Tegenwoordig bieden pijpfabrikanten een enorm scala aan producten voor het leggen van watervoorziening, riolering of verwarmingssystemen. U kunt buizen van metaal, kunststof of polypropyleen kopen. Tegenwoordig kiezen steeds meer consumenten voor polypropyleen buizen, die veel voordelen hebben:
- corroderen niet;
- makkelijk te installeren;
- vereisen geen constante reparatie;
- duurzaam en betrouwbaar in gebruik;
- kan in een muur of vloer worden gelegd;
- zijn aanzienlijk goedkoper dan metalen buizen.
Polypropyleen buizen kunnen worden gebruikt voor het installeren van verwarmingssystemen, voor waterleidingen en voor riolering.
Welke buizen passen bij jou
Om polypropyleen buizen te kiezen, moet u weten:
- de voorwaarden waaronder de leidingen zullen worden geëxploiteerd;
- vloeistofdruk in het systeem en de temperatuur ervan;
- de vereiste doorvoer van het product, die de werkdiameter bepaalt.
Polypropyleen buizen hebben een speciale markering afhankelijk van het doel van het product.
- PPH
- ventilatie, koudwatervoorziening. - PPB
– systemen voor koudwatervoorziening, verwarming. - PPR
– systemen voor warm- en koudwatervoorziening, verwarming.
Leidingen met PPR-markering
- zijn universeel. Daarom zijn ze het meest gevraagd. Ze zijn zeer goed bestand tegen zowel hoge als negatieve temperaturen.
Fase een. Een project opstellen
Installatiewerkzaamheden moeten beginnen met het opstellen van de toekomstige snelweg. Een belangrijk criterium hierbij is ergonomie, zodat het aantal windingen en verbindingselementen tot een minimum beperkt moet blijven.

Bij het regelen van het verwarmingssysteem is vooral een goed ontworpen project belangrijk, waarbij de locatie van elementen als:
- koppelingen;
- adapters;
- bevestigingsmiddelen;
- hoeken;
- verwarmingsapparatuur.
De leiding wordt één- of tweepijps aangesloten op de radiatoren, vanaf de zijkant of vanaf de onderkant.

Loodgieter

Hier is de snelweg aangesloten op een gecentraliseerd systeem om de nodige sanitaire voorzieningen te leveren - een toiletpot, gootstenen, een boiler, enz. Er zijn twee manieren om bedrading uit te voeren.
Methode nummer 1.
Optie openen. Horizontale buizen worden iets boven het vloerniveau geïnstalleerd en verticale buizen worden uitsluitend op de hoeken geïnstalleerd. Dit alles maakt de pijplijn minder opvallend.
Methode nummer 2.
Gesloten optie. Het is buitengewoon moeilijk uit te voeren, omdat het gaat om het voorbereidend uitvoeren van de meest nauwkeurige berekeningen. Leidingen (noodzakelijk solide) worden in de muren gestoken en elke verbinding moet vrije toegang hebben.

Daarnaast kan sanitair zijn:
- sequentieel type (de meest budgettaire en gemakkelijkste optie om te implementeren);
- collectortype (bij watertoevoer wordt een collector gebruikt);
- met doorlopende stopcontacten (weinig populair).
Stadia van het werklasproces
Nadat u de vereiste lengte van de buis hebt gemeten, markeert u deze met een markering. Snijd het product met een pijpsnijder of schaar in een hoek van 90º ten opzichte van de as. Het gereedschap moet scherp genoeg zijn zodat de buis niet vervormt.

De buis wordt onder een hoek van 90º op de as gesneden
De rand van het versterkte product moet worden schoongemaakt, waarbij de toplaag en folie worden verwijderd. Zonder deze fase zal de aluminiumfolie, die deel uitmaakt van de leidingen, tijdens bedrijf in contact komen met de vloeistof. Als gevolg hiervan zal corrosie van de versterkte laag leiden tot een schending van de integriteit van de naad. Zo'n verbinding zal na verloop van tijd lekken.

De rand van versterkte buizen wordt gereinigd
Voor niet-versterkte producten aan het uiteinde van de buis wordt de lasdiepte aangegeven, waarbij de nadruk ligt op de lengte van de fittinghuls. Een ander belangrijk punt bij het voorbereiden van pijpen voor het lassen is het ontvetten van het oppervlak. Behandeling van de kruising met alcohol zorgt voor een betrouwbaarder contact van de onderdelen.
Het lasapparaat voorbereiden
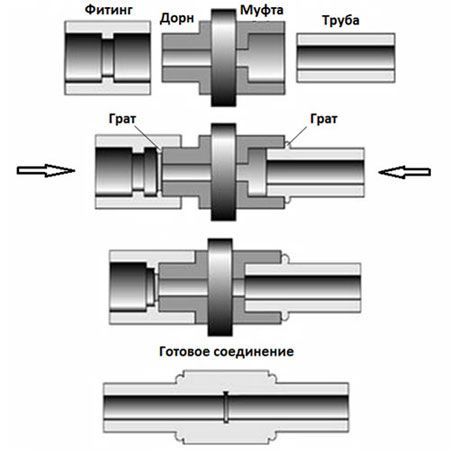
Voordat u kunststof buizen gaat lassen, moet u de lasmachine voorbereiden. Het handheld-apparaat wordt op een vlakke ondergrond bevestigd. Machineonderdelen dienen schoon en vrij van gebreken te zijn. Maak ze schoon met een in alcohol gedrenkte doek. De verwarmingselementen worden ingeschakeld wanneer het gereedschap is uitgeschakeld. Een doorn wordt gebruikt om een fitting te smelten, een huls wordt gebruikt om een pijp te smelten.

De opwarmtijd van onderdelen voor het lassen wordt bepaald volgens de tabel
Vervolgens wordt het apparaat verbonden met het netwerk. Tegelijkertijd moeten de indicatoren op de behuizing van de unit oplichten. Een daarvan geeft aan dat het apparaat is aangesloten op het netwerk. De tweede moet, na het bereiken van de vereiste verwarmingstemperatuur, uitgaan. Nadat de indicator uitgaat, is het wenselijk dat er vijf minuten verstrijken en pas dan het lasproces begint. Deze tijd is afhankelijk van de omgevingstemperatuur en duurt van 10 minuten tot een half uur.
Wat is het lasproces?
Nadat het apparaat is verwarmd, plaatst u de fitting op de doorn en steekt u de buis in de huls. Dit gebeurt tegelijkertijd en met weinig inspanning.

Nadat het apparaat is verwarmd, plaatst u de fitting op de doorn en steekt u de buis in de huls
Om te weten hoe je polypropyleen buizen goed moet lassen, moet je rekening houden met de opwarmtijd. Door de juiste periode kunnen de onderdelen opwarmen tot de vereiste temperatuur en niet smelten. Het hangt af van de diameter van de buis.
Na de benodigde tijd worden de onderdelen uit het apparaat gehaald en aangesloten. In dit geval moet de buis de fitting strikt tot aan het merkteken ingaan. Tijdens dit proces is het verboden om de onderdelen langs de as te roteren.

Tijdens het verbinden van onderdelen is het verboden om producten langs de as te roteren
Na het samenvoegen van de onderdelen is mechanische impact op de naad niet toegestaan totdat deze volledig is afgekoeld. Afhankelijk van de technologie zou het resultaat een sterke en strakke naad moeten zijn.
Het artikel geeft de nodige aanbevelingen voor het correct lassen van buizen, met een gedetailleerde beschrijving van elke fase. Door deze tips in de praktijk te brengen, kunt u zelfstandig een leiding voor watervoorziening of verwarming aanleggen. Het belangrijkste is om de juiste leidingen te kiezen en de procestechnologie te volgen. Alleen dan zal de polypropyleenleiding lang en ononderbroken dienst doen.
Gietijzer wordt al lang niet meer gebruikt in moderne watervoorzienings- en verwarmingssystemen. Het werd vervangen door licht, gemakkelijk te installeren en niet-corrosief plastic. Vandaag zullen we het hebben over het lassen van polypropyleen buizen met onze eigen handen voor beginners - de belangrijkste fasen van dit proces en de fijne kneepjes ervan.
Waarom polypropyleen beter is om te lassen dan metaal
Een verscheidenheid aan bochten en fittingen, evenals profiel- en ronde bochten van polypropyleen, zijn terecht populair omdat:
- Na goed te zijn gelast, vormen ze monolithische onderdelen die meer dan vijftig jaar meegaan.
- Tijdens bedrijf verminderen ze hun doorvoer niet.
- Ze hebben een zeer hoge weerstand tegen verschillende huishoudelijke chemicaliën.
- De kosten van dergelijke producten zijn meerdere malen lager dan de kosten van vergelijkbare producten van metaal.
Als het product correct is geselecteerd en het lassen met hoge kwaliteit wordt uitgevoerd, kunnen we bovendien zeggen dat polypropyleenbuizen in veel gevallen gewoon een ideaal onderdeel zijn van het bijbehorende systeem, inclusief.