Hoe een hydraulische pijpenbuiger te bouwen?
Het ontwerp van een hydraulische pijpenbuiger met uw eigen handen wordt gepresenteerd in de onderstaande video.
Het zal niet moeilijk zijn om een dergelijk gereedschap te bouwen als je twee kanalen van elk 0,5 meter hebt. De volgende elementen zijn opgenomen in de basis van een dergelijk apparaat:
- hydraulische cylinder;
- stopt;
- aanjager.
Daarnaast moet u ook het volgende benadrukken:
- Een krik die lasten tot 5 ton kan weerstaan.
- Rollen inclusief 2-3 stuks.
- Kanaal - 3-4 mm.
- Dikke platen.
Het principe van het gebruik van een dergelijk gereedschap ligt in het feit dat u een geprofileerde buis in de schoen moet installeren. De gewenste buigradius wordt ingesteld met een krik. Bij het oppompen van de krik gaat de stang omhoog en drukt op de rol. Na het instellen van de buighoek kunt u de buis verwijderen. Deze versie van het buigapparaat is relevant wanneer het nodig is om de buis op één plaats te buigen, bijvoorbeeld bij het aanbrengen van een verwarmingssysteem.

Het apparaat en het werkingsprincipe van de elektrische pijpenbuiger
De hoofdbelasting tijdens de werking van een pijpenbuiger met een elektrische aandrijving valt op een krachtige motor. Hij is het die de rotatiebelasting op het gebogen element overdraagt. Op de rotor worden verschillende sproeiers geplaatst, waarvan de vorm afhangt van het verwachte resultaat.
Bovendien bevat de structuur van de pijpenbuiger de volgende details:
- kader;
- klem apparaten;
- bevestigingen;
- Controlepaneel.

Als het een goedkopere optie is voor gewone gebruikers, heeft het meestal knoppen voor instellingen en een bedieningspaneel. Op industriële machines van dit type zijn displays geïnstalleerd, met behulp waarvan de instellingen worden gemaakt.
De belangrijkste functies van de klemmen zijn:
- betrouwbare fixatie van het werkstuk;
- bescherm de werknemer tegen mogelijk letsel.
Bevestigingsmiddelen dienen ook om het gebogen element in de gewenste werkpositie te houden.
Hoe maak je een pijpenbuiger met je eigen handen instructies
Als er een voorbeeld of diagram van een pijpenbuiger is, zal het niet moeilijk zijn om een machine met je eigen handen te maken. U moet de juiste volgorde van acties volgen. Om een pijpenbuiger voor een profielpijp te maken, worden de volgende manipulaties uitgevoerd:
- Tandwielen moeten op de as worden geplaatst, evenals lagers en ringen. De fabricage van assen wordt toevertrouwd aan een ervaren draaier. Als u van plan bent om alle details zelf te maken, heeft u drie assen nodig, waarvan er twee zijn verdeeld over de onderste basis (het kanaal dient), en de derde is opgehangen aan veren.
- In de ringen worden de bijbehorende gaten geboord die nodig zijn om de draad door te snijden. Deze schroefdraad is nodig om tandwielen aan de assen te bevestigen.
- De plank voor het bevestigen van de derde rol is ook gemaakt van een kanaal.
- Alle elementen zijn verdeeld over het frame en gecombineerd door lassen of bouten.
- Allereerst wordt een frame gemonteerd waarop de bijbehorende structurele elementen worden verdeeld.
- De plank is loodrecht op de basis gelast.
- Aan een van de schachten is een handvat bevestigd.
- Ten slotte, om de buigradius van de profielbuizen aan te passen, moet u een hydraulische krik op de bovenste plank installeren.
Als je een tool maakt volgens een sjabloon, zijn er geen problemen
Om enkele punten te verduidelijken, moet u op de volgende factoren letten:
- De aandrukrol, die zich op de plank bevindt, moet er bovendien aan worden bevestigd. Het is ook beveiligd met pluggen.
- De drukrol wordt gemaakt door de volgende manipulaties uit te voeren: een as wordt op de plank bevestigd, evenals veren die zijn bevestigd aan vooraf geïnstalleerde moeren. Na het vervaardigen van de plank kan deze aan het frame van het hoofdapparaat worden gelast.
- Om de ketting te spannen, moet u een magnetische hoek gebruiken. Hij zal als houder dienen.
- De tandwielen worden vastgezet met pluggen van Grover.
- De handgreep voor de aandrijving is gemaakt van een stalen buis.
- De krik wordt op een hangende plank geplaatst.
Het ontwerp van de eenvoudigste zelfgemaakte eenheid voor het buigen van geprofileerde buizen wordt getoond in de onderstaande video.
Een eenvoudige pijpenbuiger van het sjabloontype maken
Een eenvoudige pijpbuigmachine kan zelfs van hout worden gemaakt. Uiteraard wordt dit een handmatige pijpenbuiger, die bij gebruik voor dunwandige producten misschien niet eens een aandrukrol heeft. De sjabloon voor een dergelijk apparaat is gemaakt van een houten plank, waarvan de dikte zodanig moet zijn dat deze de diameter van de buis zelf overschrijdt.

Houten sjabloon voor een eenvoudige handmatige pijpenbuiger
Voor het gemak van het werk is het logisch om verbaasd te zijn over de profilering van de sjabloon vanaf de zijkant van het uiteinde om te voorkomen dat de pijp eraf springt tijdens het buigproces. Hiervoor kun je twee planken vouwen, die langs één rand zijn voorgesneden, waardoor een soort goot ontstaat. Een vooraf gemaakte tekening helpt fouten te voorkomen.
Bij gebruik van een dergelijke pijpenbuiger wordt de sjabloon op een betrouwbare basis bevestigd en wordt de nadruk aan de linkerkant ervan bevestigd (voor rechtshandigen). De buis, die langs de vereiste straal moet worden gebogen, wordt tussen de sjabloon en de stop gestoken en voorzichtig gebogen, waarbij ervoor wordt gezorgd dat deze niet van de sjabloon springt.

Opvouwbare haaksjabloon
Met behulp van zo'n pijpenbuiger, gemaakt van geïmproviseerde materialen, is het mogelijk om langs een grote buigradius te buigen. Het is mogelijk om de vervaardiging van een houten sjabloon te vermijden en de bevestiging te vereenvoudigen door deze te vervangen door metalen haken die op de basis zijn bevestigd, rond de omtrek met de vereiste buigradius. Een dergelijke inrichting is handig omdat de afmetingen van de bocht op elk moment kunnen worden gewijzigd door de haakstops rond een cirkel met een andere straal te plaatsen.
Gewapend met een handmatige lier kunt u het werkbereik aanzienlijk uitbreiden dankzij een merkbare toename van de tractie voor het buigen van buizen.

De lier helpt de functionaliteit van de eenvoudigste handmatige pijpenbuiger uit te breiden
Hoe maak je verschillende soorten pijpenbuigers
Het werkingsprincipe van pijpenbuigers is anders - u kunt een pijpsegment op verschillende manieren beïnvloeden. Een apparaat van het veertype helpt bijvoorbeeld polymeerbuizen te vervormen als gevolg van druk. Segmentapparaten rekken ze uit, waardoor kromming ontstaat.
De methode voor het vervaardigen van een sjabloonpijpenbuiger is zelfs beschikbaar voor een beginner. Om dit te doen, moet u nauwkeurig een deel van de cirkel met de vereiste diameter (of een ander type kromming) tekenen. Deze halve bol of andere curve is getekend op een houten blanco, zoals op de foto van een zelfgemaakte pijpenbuiger van het sjabloontype.

Het resulterende onderdeel moet op een stabiele basis langs het vlak (muur, tafel) worden bevestigd.


Nadat de sjabloonstop gereed is, moet u uitzoeken hoe u dit type pijpenbuiger kunt gebruiken. Dit is duidelijk uit de figuur - de buis wordt bevestigd tussen de sjabloon en de drukbalk.

Door het andere uiteinde van een verwarmde aluminium of dunne stalen knuppel bloot te leggen, wordt de gewenste buiging verkregen. Maak indien nodig verschillende geschikte sjablonen om segmenten met verschillende krommingen te verkrijgen.

Soorten pijpbuigmechanismen
Apparaten waarmee u een stalen buis tot een bepaalde straal kunt buigen, zijn verdeeld volgens de volgende kenmerken:
- Mobiliteit. Pijpenbuigers kunnen stationair en draagbaar zijn.
- Type aandrijving. Afhankelijk van deze functie worden handmatige, elektrische, hydraulische en elektrohydraulische apparaten onderscheiden.
- Methode van beïnvloeding. Het buisvormige product wordt gebogen onder invloed van walsen, wikkelen, walsen en staven.
Voordat u thuis een pijpenbuiger maakt, moet u begrijpen hoe het apparaat het werkstuk beïnvloedt en moet u vertrouwd raken met elk proces afzonderlijk.

binnenlopen
Deze methode omvat de volgende stappen: het ene uiteinde van het buisvormige product wordt tegen een vast sjabloon gedrukt en de buis wordt er omheen gerold door middel van aandrukrollen.
opwinden
In dit type apparaat is een verplaatsbare sjabloon aanwezig. Er wordt direct een pijp op gewikkeld, die tussen de sjabloon en een speciale stop aan het begin van de bocht loopt.
Pijpenbuiger van het kruisboogtype:
Zo'n apparaat is uitgerust met twee vaste rollen en een sjabloon gemonteerd op een beweegbare staaf. Wanneer de staaf in het midden van een bepaalde sectie wordt gedrukt, buigt de pijp.

aan het rollen
Het ontwerp is gemaakt op basis van twee ondersteunende en één centrale rol. Een dergelijk mechanisme met drie rollen helpt bij het verkrijgen van de gewenste buigradius door het aandrukken van de centrale rol op de buis, waarvan de positie de buigradius bepaalt. Dit maakt het mogelijk om dit type pijpenbuiger universeel te noemen, aangezien alle andere typen de pijp volgens een bepaald patroon buigen.
Een pijpenbuiger die werkt volgens het wikkelprincipe is vrij moeilijk thuis te maken, dus industriële ondernemingen zijn bezig met de productie van dergelijke mechanismen. In het geval van het gebruik van een kruisboogpijpenbuiger, is het de moeite waard eraan te denken dat de impact van de staaf op het buisvormige product ertoe kan leiden dat het materiaal breekt. Daarom zijn deze mechanismen niet geschikt voor het buigen van producten met dunnere wanden. Het rolapparaat heeft geen significante nadelen, het wordt gebruikt bij de fabrieksproductie van bochten.

Het ontwerp van de machine voor het buigen van buisvormige producten van zelfgemaakte kan worden gevarieerd. Kies het juiste apparaat volgens de vereiste buigradius
Bovendien is het de moeite waard om de aanbevelingen voor het kiezen van een apparaat te bestuderen en rekening te houden met de belangrijkste parameters van de gebruikte buizen: diametrale doorsnede en wanddikte.
Handmatig buigapparaat
Randbuigmachines, met enige gelijkenis met plaatbuigers, hebben een fundamenteel verschil - de hoogte van de plank is meestal niet groter dan 5 ... 20% van hun lengte. Een kleinere waarde komt overeen met een uitlopende binnenrand. Bij het buigen is er geen dergelijke beperking, die vooraf merkbare structurele veranderingen in de vergeleken apparaten bepaalt.
De eerste heeft betrekking op de lengte van het werkgebied van de flenzen - voor handmatige zoombuigmachines kan deze klein zijn, omdat de hoogte van de zijkant en de kromtestraal niet veranderen. Dienovereenkomstig worden draagbare handmatige kantenbuigers geproduceerd, die langs een vooraf gemarkeerde flenslijn bewegen en het vereiste profiel verkrijgen.

Met een grote lengte van de randvormingszone moet het proces gelijktijdig worden uitgevoerd. In dergelijke gevallen lijkt de kantenbuiger meer op de plaatbuiger en verschilt in feite alleen in de manier waarop het werkstuk wordt geperst.
Overweeg de eerste versie van het apparaat. Draagbare handmatige kralenbuiger voor geleidelijke kralenvorming omvat:
- Twee handgrepen, en een ervan kan verplaatsbaar zijn, of beide.
- Hefboomversterkingssysteem om de benodigde flenzen te creëren.
- Werkbekken met een profiel dat past bij de afmetingen van de rand. Gewoonlijk voltooit de fabrikant een handmatige kantenbuiger met een set van verschillende kaken en de in de praktijk meest voorkomende randhoogte en kromtestraal bij de overgang van de rand naar het hoofdvlak.
- Instelbare slagbegrenzer: meestal is dit een spiebaanschroef met een drukschroefdraad.
Voor gebruiksgemak zijn de handgrepen met rubber bekleed, wat voorkomt dat de hand van de operator wegglijdt tijdens het uitoefenen van inspanning.
De tweede variant van een draagbare handmatige kantenbuiger is een roller, waarbij de glijdende wrijving van de kaken op het werkstuk wordt vervangen door rollende wrijving wanneer de werkrollen draaien. In dit geval wordt de vormkracht aanzienlijk verminderd, maar het gereedschap blijkt minder veelzijdig te zijn, omdat er slechts één paar rollen is en het niet mogelijk is om de parameters voor randvorming te wijzigen, behalve door een paar rollen te vervangen , wat nogal omslachtig is. Bovendien slagen rolbuigers er in de meeste gevallen niet in om interne flenzen langs kleine radii uit te voeren.
Het grootste nadeel van handmatige draagbare kantenbuigers is hun lage nauwkeurigheid: wanneer het gereedschap langs de ongelijke lijn van de toekomstige rand wordt verplaatst, hoopt zich geleidelijk een fout op, die aan het einde van de bewerking een millimeter of meer kan bereiken. Dit is onaanvaardbaar tijdens carrosseriereparaties, dus de kwaliteit van de hielvorming wordt alleen bepaald door de ervaring van de uitvoerder.
Doe-het-zelf handmatige kantenbuiger
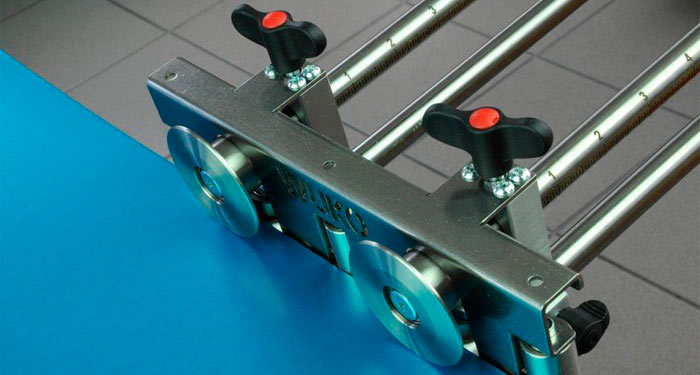
Laten we stilstaan bij de mogelijkheid om een handmatige kantenbuiger te ontwerpen en te vervaardigen met gelijktijdige verkrijging van een interne of externe contour over de gehele lengte van een vooraf gemarkeerd werkstuk. Het algemene beeld van het apparaat wordt getoond in de afbeelding. Een dergelijke handmatige buigmachine kan niet alleen worden gebruikt in een autoservice, maar ook bij de productie van dakbedekking, de vervaardiging van tinnen ventilatiekanalen en andere ruimtelijke plaatwerkproducten.
De afmetingen van een zelfgemaakte handbediende kantenbuiger worden bepaald afhankelijk van de grootste afmetingen van het werkstuk waarvoor het flenzen wordt uitgevoerd. Voor grote producten is het bijvoorbeeld handiger om een tafel van hout of multiplex te bouwen waarop de buigmachine kan worden gemonteerd, in andere gevallen wordt de structuur gelast uit kanalen en plaatwerk.
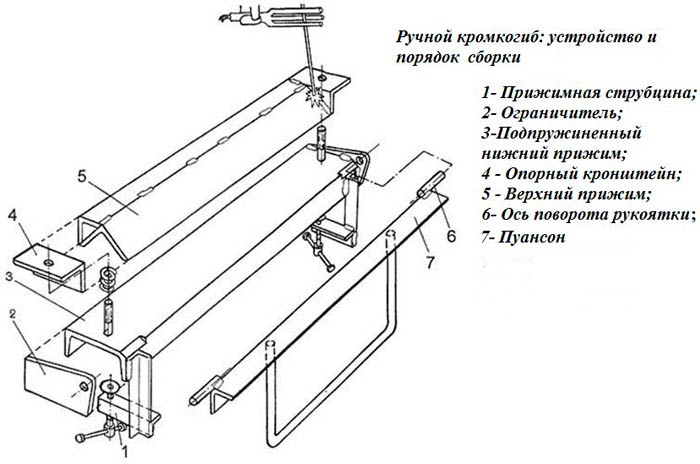
Het ontwerp van de handmatige kantenbuiger is ontworpen voor het achtereenvolgens uitvoeren van twee overgangen:
- het werkstuk vastklemmen met een klem en een onderste klem;
- flenzen langs een bepaalde contour door de hendel te draaien met een pons erop.
Het wordt meestal aanbevolen om een gelaste versie van een dergelijke assemblage uit te voeren, maar dit is onpraktisch: de parameters van de flenscurve kunnen veranderen en het is niet langer mogelijk om de pons te veranderen. Daarom is het, rekening houdend met de kleine krachten die optreden tijdens vervorming, beter om een inklapbare pons te maken, een verzameling afzonderlijke modules, gekenmerkt door hun kromtestraal en randhoogte.
De bevestiging van dergelijke ponsen op de balk wordt uitgevoerd met bouten (uiteraard moeten alle stoelen met de grootst mogelijke nauwkeurigheid worden ontworpen en gemaakt).

De randvorming zelf wordt uitgevoerd nadat het werkstuk stevig tussen de bovenste en onderste klemmen is bevestigd (de laatste zorgt voor een soepele klemming dankzij de veer die op de staaf in het bovenste vlak is gemonteerd). De combinatie van de twee helften van de flensmatrijs wordt uitgevoerd door de steunbeugel langs het pasvlak van de begrenzers te bewegen, die fungeren als geleidingselementen van de handmatige kantenbuiger.
Door de configuratie van de ponsmodules te wijzigen, is het mogelijk om flenzen niet alleen in een rechte lijn uit te voeren, maar ook onder elke andere hoek - tot 110 ...
Knijprolbuigers
Complexer in ontwerp is een handmatige pijpenbuiger die een aandrukrol gebruikt. Voor de vervaardiging van een dergelijk apparaat kunt u zowel hout als metaal gebruiken.
Voor buizen gemaakt van zachte materialen (bijvoorbeeld koper), zijn houten rollen de beste optie, omdat ze geen metaalvervorming veroorzaken. Dergelijke video's zijn niet moeilijk om thuis te maken, als u foto's of tekeningen van dergelijke apparaten gebruikt, die op internet algemeen beschikbaar zijn.Als fabricagemateriaal kunt u dikke planken of meerdere lagen multiplex gebruiken.

Tekening van een pijpenbuiger met een aandrukrol
Een zelfgemaakte pijpenbuiger met een vergelijkbaar ontwerp, gebaseerd op rollen - beweegbaar (klemmend) en vast, stelt u in staat om ronde buizen te buigen die zelfs in aanzienlijke diameters verschillen.
Om te begrijpen dat zo'n apparaat eenvoudig in ontwerp en gebruik is, hoeft u alleen maar naar de foto of tekening te kijken. Afhankelijk van de te verwachten belastingen voor dit type pijpenbuiger, is de basis ervoor gemaakt van metaal of duurzaam multiplex. De U-vormige houder, waarop de midden- en aandrukrollen worden geplaatst, is van metaal.
Ten opzichte van de as van de centrale rol, stevig bevestigd op de basis, moet een dergelijke houder kunnen draaien. Aan de achterkant van de centrale rol is een handvat aan de houder bevestigd, wat een hefboom is, dus de gegenereerde kracht is direct afhankelijk van de lengte. Met een dergelijke hefboombuiger kunt u bewerkingen uitvoeren met verschillende buigradii voor buizen.
Velen vragen zich af of het mogelijk is om met uw eigen handen een pijpenbuiger te maken. Natuurlijk is het in eerste instantie wenselijk om de tekening of foto van een dergelijk apparaat te bestuderen, waarbij de basis niet wordt benadrukt. Het ontwerp van dit type pijpenbuiger is gebaseerd op twee katrollen, een frame met een hefboom en een aandrukrol en een betrouwbare basis. Het buigen met een dergelijke inrichting wordt uitgevoerd vanwege het feit dat de buis, die in de groef van de vaste katrol is geplaatst en met een klem is vastgeklemd, met een hefboom en een beweegbare rol om de sjabloon wordt gewikkeld.

Pijpenbuiger voor zachte pijpen voor twee verschillende buigradii
Voor kleine en zachte producten (aluminium of koper) is een zelfgemaakte pijpenbuiger geschikt, die buigen met twee verschillende radii mogelijk maakt. Foto's van zo'n apparaat zijn gemakkelijk te vinden op internet. Deze pijpenbuiger maakt gebruik van één aandrukrol en de sjabloon wordt gelijktijdig gemaakt met twee radii op één plaat. Uiteraard moet voor elke buigoptie de handgreep van de pijpenbuiger opnieuw worden geïnstalleerd, waarvoor in de basis twee gaten zijn aangebracht.
Hoe ET zelf in elkaar te zetten
Indien gewenst kunt u met uw eigen handen een pijpenbuiger met een elektrische aandrijving monteren, u hoeft alleen maar een reeks opeenvolgende stappen te volgen.
In de beginfase is het de moeite waard om te beslissen wat het frame van het apparaat zal zijn. Je kunt zo'n ontwerp samenstellen uit rechthoekige buizen met wanddikte op 3mm.
Maak aan het einde van het profiel, 3 cm van het einde, een gat met een doorsnede gelijk aan de afmetingen van de as.
De volgende stap bij het met uw eigen handen monteren van een elektrische pijpenbuiger omvat verschillende stappen:
- Op het frame is een bedieningshendel gemonteerd met een beweegbaar wiel dat de riem aandrijft.
- Installeer het stationaire wiel.
- Bevestig de vallende as. Een poelie met een riemaandrijving van de motor wordt in het eindgedeelte van de as geplaatst.
- Aan het tweede uiteinde van het bed is een ster geplaatst voor het aandrijftandwiel.
- De tweede as wordt als laatste bevestigd.
Vervolgens kunt u beginnen met het bijsnijden van het profiel. De mate van trimmen van dit onderdeel hangt af van de gewenste buighoek, rekening houdend met een marge van 5 cm.Alles wat overbodig is, kan worden afgesneden met een ijzerzaag.
De as waarop het wiel en de hendel worden gemonteerd, is eenvoudig zelf te maken:
- je hebt twee stalen platen nodig met een breedte gelijk aan de diameter van de as en een dikte van 5 mm;
- na het samenstellen van een stalen buis en deze twee platen, is het noodzakelijk om de structuur te lassen.
Nu kunt u de montage van het hele mechanisme op zich nemen.
Dit doe je in een paar stappen:
- Het afgewerkte frame van het profiel moet stevig in een bankschroef worden bevestigd.
- Nu installeren we de as in de vooraf gemaakte gaten.
- We maken het koppelen van een as met het handvat en een wiel.
- Draai het wiel stevig vast met een bout.
- Aan het einde monteren we de houder met een haarspeld.
Aangezien de aansturing van de zelf samengestelde pijpenbuiger is bedacht door aansluiting op het lichtnet, is het laatste wat je hoeft te doen de elektrische aandrijving op de machine aan te sluiten. Dit armatuur zorgt ervoor dat de as gaat draaien.
We kunnen dus zeggen dat pijpenbuigers van het elektrische type zich onderscheiden door hun efficiëntie en veelzijdigheid. Bovendien maakt het vermogen om snel werk uit te voeren ze onmisbaar in industriële ondernemingen en bij het uitvoeren van werk op professioneel niveau.
Soorten elektrische pijpenbuigers
Het werkingsmechanisme voor elektrische pijpenbuigers kan verschillen. Laten we een paar van deze producten bekijken.
opwindmachines. In dit geval wordt een speciale as op het apparaat geïnstalleerd, die langs een in de machine bevestigde pijp wordt gerold, waardoor een bocht met de gewenste configuratie ontstaat.
Rollende pijpenbuigers. Dergelijke apparaten hebben gepaarde rollen. Het werkingsmechanisme van dergelijke apparatuur wordt doornloos genoemd. De eigenaardigheid van dergelijke pijpenbuigers ligt in de beperkte buighoek van de producten, die samenvalt met de diameter van de vaste as. Gewoonlijk wordt een set van verschillende rollen meegeleverd met apparatuur van dit type, ontworpen om de mogelijkheden van het apparaat te vergroten.

Producten met een rolmechanisme. In dergelijke pijpenbuigers zijn drie ritmisch werkende rollen geïnstalleerd. Apparatuur van dit type wordt vaak gebruikt bij de vervaardiging van decoratieve ornamenten uit gevormde pijpen.
Met extrusieprincipe van actie:. Dit is het meest voorkomende type product, in de vorm van een kruisboog. In dit geval wordt de buis aan beide zijden bevestigd en wordt de bocht gemaakt door extrusie. De vouwconfiguratie is afhankelijk van het type mondstuk. Het werken aan dergelijke apparatuur kost echter veel tijd.
Stationaire pijpenbuigers
Voor stationaire apparatuur is het vereist om een aparte plaats toe te wijzen, omdat ze verschillen in groot gewicht en formaat. In dergelijke ET-modellen is een sterk groot frame voorzien dat een redelijk krachtige motor ondersteunt.

Dergelijke apparaten kunnen werken met pijpproducten van verschillende soorten en maten. Ze kunnen met name geprofileerde stalen buizen met dunne wanden verwerken, producten met een grote doorsnede en dikke wanden die worden gebruikt in hogedrukwaterleidingen.
In vergelijking met stationaire apparaten zijn draagbare ET's beperkter in hun mogelijkheden, hoewel ze ook zeer nuttig kunnen zijn voor hun doeleinden.
Pijpenbuiger stationair stap voor stap instructies
Als u van plan bent om zelfstandig een kas te maken van stalen buizen, moet u niet alleen een gewone pijpenbuiger aanschaffen, maar ook een betrouwbaar product. Met deze aanpak moet u immers meer dan een dozijn profielbuizen buigen. Om het ontwerp van de kas netjes en mooi te maken, moet u een stationaire pijpenbuiger gebruiken.
Voordat u doorgaat met de vervaardiging van de kas, moet u zorgen voor de aanwezigheid van het juiste gereedschap voor het buigen van profielproducten. Voor het ontwerpen van een stationaire pijpenbuiger heb je de volgende elementen nodig:
- staaf voor 25;
- 6 lagers;
- kanaal.
Je hebt ook een lasapparaat nodig, met behulp waarvan alle componenten worden aangesloten. Een stapsgewijze instructie voor het maken van een stationaire pijpenbuiger is als volgt:
- Lagers zijn aan de basis (kanaal) gelast, die onderling zijn verbonden door een as in de vorm van een stalen buis met de juiste diameter.
- Om te voorkomen dat de as te dicht bij de basis komt, moeten de lagers worden gelast op sneden van een rechthoekige buis van elk 5 cm.
- Om opzettelijk een eenheid te maken die de buigradius zou kunnen regelen, moet de basis worden gemaakt van twee kanalen die zijn verbonden door gordijnen, zoals te zien is op de bovenstaande foto.
- Twee assen met lagers bevinden zich op dezelfde hoogte en de derde (centrale) is gelast met een rechthoekige buis die 15-20 cm hoger is.
- Aan de bovenste as moet een extra buis worden gelast, waaraan het handvat wordt bevestigd. Deze as wordt aangedreven door spierkracht.
- De handgreep wordt aan de bovenas gelast, waarna het resulterende product op werking kan worden gecontroleerd.
Bij het installeren van een profielbuis van elke maat, moet u de straal van de laatste bocht aanpassen. Dit kan worden gedaan met behulp van een krik die zich onder de basis bevindt, waarop een van de assen is bevestigd. Nadat de vereiste buigradius is ingesteld, draait de hendel. Het resultaat zijn gebogen buizen van hoge kwaliteit. Het voordeel van een pijpenbuiger is de mogelijkheid om materialen van elke grootte en diameter te buigen.
Van de tekortkomingen kan alleen de mogelijkheid van bediening op één plaats worden opgemerkt.
Het is belangrijk om te begrijpen dat een dergelijk apparaat voor elke behoefte kan worden gebruikt. Voor de vervaardiging van een dergelijk apparaat is een investering van niet meer dan 500 roebel vereist.
U hoeft slechts 6 lagers te kopen en alle andere elementen zijn te vinden in het huishouden van elke meester.
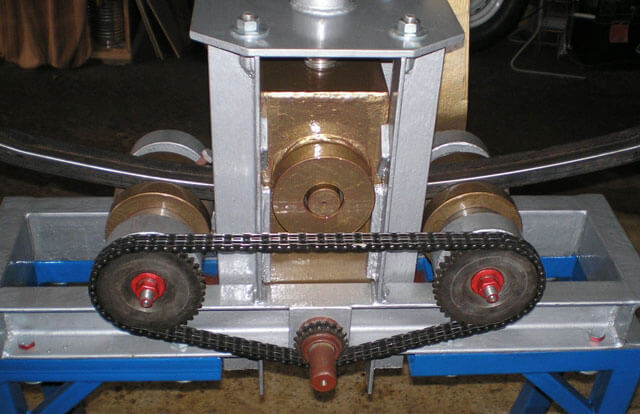
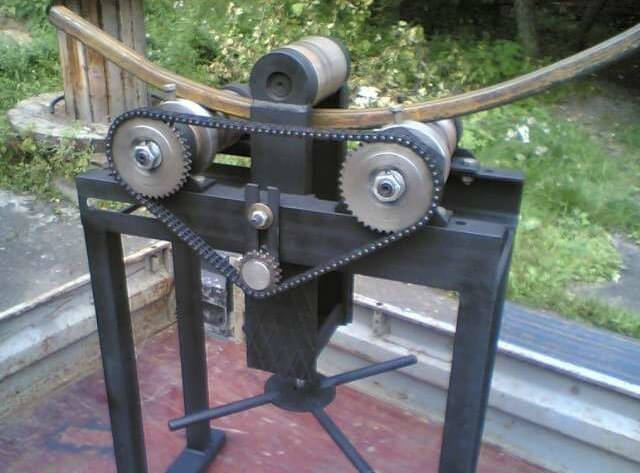
Stap voor stap ontwerpinstructies voor kruisboogpijpen
De kruisboogpijpenbuiger dankt zijn naam aan de vorm van een handkruisboog. De kosten van kruisboogapparaten bedragen ongeveer 10.000 roebel. Om te besparen op de aanschaf van een dergelijk apparaat, is het raadzaam om het zelf te maken.

De foto toont twee opties voor kruisboogapparaten voor het buigen van buizen. De eerste optie is een fabrieksontwerp en de tweede is een zelfgemaakte machine. Het verschil tussen deze twee machines is aanzienlijk, aangezien de fabrieksversie is gemaakt van staal met een afmeting van niet meer dan 2 mm, terwijl metaal 3-4 mm dik werd gebruikt voor zelfgemaakte. Dit betekent dat een zelfgemaakte unit niet alleen gemaakt is om te zijn, maar voor dagelijks gebruik.
Elke meester voelt het verschil en wil een kruisboogpijpenbuiger aanschaffen door hem zelf te maken. Het nadeel van deze versie van de pijpenbuiger is dat je maar op één punt een pijpbocht kunt maken. Dit komt doordat het toestel is voorzien van een vaste schoen. Deze optie wordt gebruikt voor ronde buizen wanneer u een bepaalde buigradius op één plaats moet krijgen.
Om zo'n apparaat te ontwerpen, hebt u een kanaal en een hydraulische krik nodig. Voor de krik is een speciale plank gemaakt waarin deze is geïnstalleerd. In het bovenste werkgedeelte zijn tussen twee kanalen twee rollen van stalen buis gemonteerd. De afstand tussen de rollen en het nikkel van de krik moet gelijk zijn om gelijkmatige en nette bochten te kunnen maken.
Apparaten van het sjabloontype maken
En hoe maak je thuis een pijpenbuiger? Het eenvoudigste rolmechanisme kan van hout zijn. Je kunt zo'n pijpenbuiger met je eigen handen maken, waardoor je geld bespaart. Het buigen van dunwandige buizen wordt uitgevoerd zonder aandrukrol. Om een sjabloon te maken, volstaat het om een bord te nemen met een dikte die iets groter is dan de diameter van het buisvormige product.
De profilering van de sjabloon vanaf het einde maakt het proces gemakkelijker, dit voorkomt dat het werkstuk wegglijdt wanneer het wordt gebogen. Een andere oplossing voor dit probleem kunnen twee planken zijn die samengevouwen zijn met gezaagde randen, die een soort goot vormen.
De structuur moet stevig op het frame worden bevestigd en aan de linkerkant ervan de stop bevestigen
Het te buigen werkstuk wordt in de vrije opening tussen de stop en de sjabloon gestoken en ze beginnen het voorzichtig te buigen, waarbij ze de positie in de sjabloon regelen. Een dergelijke pijpenbuiger kan worden gemaakt van geïmproviseerde materialen, maar met zijn hulp een grote straal bocht wordt verkregen
Soms wordt de houten sjabloon vervangen door metalen haken, die stevig op het vlak langs de gevestigde cirkel zijn bevestigd. Door de locatie van de haken te wijzigen, kunt u de buigradius op elk moment wijzigen. De toevoeging van een handlier vergroot het werkbereik aanzienlijk.
Zo'n pijpenbuiger kan worden gemaakt van geïmproviseerde materialen, maar met zijn hulp wordt een bocht met een grote straal verkregen. Soms wordt de houten sjabloon vervangen door metalen haken, die stevig op het vlak langs de gevestigde cirkel zijn bevestigd. Door de locatie van de haken te wijzigen, kunt u de buigradius op elk moment wijzigen. De toevoeging van een handlier vergroot het werkbereik aanzienlijk.
