Hoe plastic buizen buigen met een pijpenbuiger?
Tijdens het assembleren van de pijpleiding is het vaak nodig om de pijp te buigen. Als er voor de installatie metaal-kunststofproducten worden gebruikt, is dit werk geen erg moeilijke taak. Metaal-kunststof is een kunststof materiaal, maar bij het werken ermee moeten een aantal regels worden toegepast. We zullen uitzoeken hoe we metalen kunststof buizen kunnen buigen.
Metaal-kunststof wordt vaak gebruikt voor de installatie van technische systemen van woongebouwen. Dit materiaal is geschikt voor de installatie van sanitair, ventilatie- en verwarmingssystemen. Doe-het-zelf buigen van metaal-kunststof buizen is niet zo'n moeilijke taak, maar als dit werk verkeerd wordt gedaan, kan dit leiden tot productfalen door vervorming.
Het buigen van buizen is een proces waarbij de positie van de centrale as van het product verandert. In dit geval ontstaat er een trekspanning op de buitenwand en een drukspanning op de binnenwand.
De buis moet worden gebogen, waarbij de optimale buigradius behouden blijft. Deze indicator is afhankelijk van:
- buismaat;
- verhouding van binnen- en buitendiameters.
Welke armaturen worden gebruikt?
Het is niet moeilijk om de buis thuis handmatig te buigen, maar tegelijkertijd is het risico op het bederven van het werkstuk te groot. Daarom is het noodzakelijk om een pijpenbuiger te gebruiken voor metalen kunststof buizen. Dit apparaat is:
- mechanisch;
- met hydraulische aandrijving;
- elektromechanisch.
Door het gebruik van een pijpenbuiger kun je metaal-kunststof zonder schade buigen. Voordelen van het gebruik van de apparatuur:
- extreem laag risico op bederf van het werkstuk;
- eenvoudig gebruik;
- het vermogen om te buigen op producten van verschillende afmetingen.
hydraulisch
Het hydraulische model is aanzienlijk duurder dan de veerpijpenbuiger, maar het is veel gemakkelijker om mee te werken. Dit model is uitgerust met een ingebouwde pomp, waardoor het niet nodig is om grote fysieke inspanning te leveren om te buigen.
De pijpenbuiger heeft een duurzame metalen behuizing die bescherming biedt aan het hydraulische deel van het apparaat. De operator bestuurt de bediening van het apparaat met behulp van een hendel. Er zijn modellen pijpenbuigers met een open of gesloten frame.
Dure modellen pijpenbuigers zijn uitgerust met een elektrische hydraulische pomp, goedkopere opties hebben een handmatige hydraulische aandrijving. De tweede optie is handig omdat deze kan worden gebruikt zonder dat deze op een stroombron is aangesloten.
Een andere versie van de pijpenbuiger wordt de kruisboog genoemd. Er zijn drie soorten van dergelijke apparaten:
- kronkelend;
- binnenlopen;
- referentie.
Bij gebruik van een inrichting van het eerste type wordt het gebogen segment tegen een rol met een bepaalde afmeting gedrukt. Hoe groter de diameter van de werkrol, hoe groter de buigradius. Wanneer het apparaat wordt ingeschakeld, begint de rol te draaien, waarbij het gebogen segment van de metalen kunststof buis wordt opgerold totdat de gewenste mate van buiging is bereikt.
Drie rollen zijn geïnstalleerd in apparatuur van dit type, een daarvan is klemmen, hij is het die druk uitoefent op de buis en een bocht maakt. De andere twee rollen ondersteunen. Apparatuur van dit type wordt gebruikt als het nodig is om een groot metaal-plastic product te buigen.
Dus voordat u met de montage van de pijpleiding begint, moet u leren hoe u thuis een metalen kunststof buis kunt buigen. Om dit werk uit te voeren, is het de moeite waard om een eenvoudige veerpijpbuiger te gebruiken.
Professionele apparatuur met hydraulische aandrijving is duur en het is niet rationeel om deze aan te schaffen voor het uitvoeren van eenmalige werkzaamheden.
Door het gebruik van een verenpijpenbuiger buigt u metaal-kunststof producten zo snel en eenvoudig mogelijk.
Standaardvereisten voor buigradius
Bij het buigen van buiselementen mogen hun wanden hun profiel, doorsnede en doorvoer niet veranderen (verandering in binnendiameter) - dit wordt bereikt door een bepaalde draaicirkel, die door de normen wordt bepaald.
Bij het bepalen van de minimumlimieten voor afronding, wordt rekening gehouden met de methoden om deze te verkrijgen - de beste neerwaartse indicatoren worden geleverd door doornpijpenbuigers met wikkeltechnologie en warmtebehandeling, waardoor de grootte van de cirkel kan worden verkleind.
De indicator hangt ook af van het fabricagemateriaal en de afmetingen van het product: buitendiameter (Dn) en wanddikte (S), de tabellen tonen ook de lengte van het rechte gedeelte, wat nodig is om de aangegeven waarden te verkrijgen.
Tijdens het werken is het belangrijk om de afmetingen van het fragment te kennen waarop deze straalwaarden zijn verkregen - ze worden berekend door de lengtes van twee rechte secties op te tellen en een boog berekend met behulp van een speciale formule
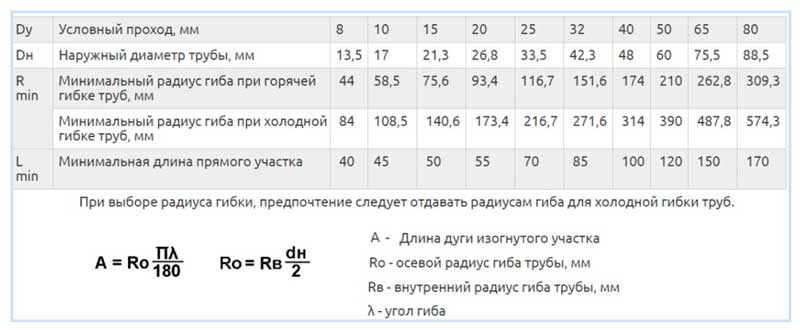
Rijst. 2 Minimale buigradius van stalen pijpleidingen en booglengteberekening
De gegevens in de tabellen garanderen, afhankelijk van de dimensionale parameters, de vereiste GOST-ellips en ovaliteit tot 12,5%.
Volgens GOST 17365-71V voor pijpleidingen voor agressieve omgevingen is de volgende minimale buigradius van de pijp aangegeven:
- voor elementen met buitendiameter D tot 20 mm. – niet minder dan 2,5 D;
- bij D meer dan 20 mm. de straal mag niet kleiner zijn dan 3,5 D.
In dit geval mag de verdunning van de wanden in de buigzone niet meer bedragen dan 20% voor staal en 25% voor aluminium.
Voordelen van toepassingshydraulica
In veel handmatige en bijna alle industriële pijpbuigunits wordt een hydraulische aandrijving gebruikt, die de volgende voordelen heeft ten opzichte van een mechanische schroef:
- traploze toevoer van de aandrijving naar het gebogen product;
- het vermogen om grote statische krachten te ontwikkelen in heen en weer gaande beweging, onbereikbaar bij gebruik van alleen elektrische aandrijvingen;
- kleine afmetingen van de hoofdunits;
- hoge snelheid;
- betrouwbaarheid en duurzaamheid;
- gebrek aan wrijvende knooppunten en goede gladheid.

Rijst. 10 Buigmethode van stalen metalen knuppel:
De structuur van metaal-kunststof buizen
De basis van de metaal-kunststof buis is een laag polyethyleen. Hij is het die de hoge sterkte van dergelijke producten biedt, zodat de buis een dragende functie kan vervullen. Met behulp van een kleefstofsamenstelling wordt aluminiumfolie bevestigd aan de polyethyleenlaag, die bij gebruik van een buis de diffusie van zuurstof zal voorkomen. De randen van de buis zijn end-to-end gelast met een laser. De lineaire expansietemperatuur van op deze manier geproduceerde buizen wordt vergelijkbaar met die van metalen buizen. Beschermende en decorerende functies worden uitgevoerd door de buitenste laag van witte kleur, die polyethyleen is.
Een metaal-kunststof buis is dus een structuur die uit de volgende lagen bestaat:
- polyethyleen laag,
- laag lijm
- aluminiumfolie,
- nog een laag lijm
- buitenlaag van polyethyleen.
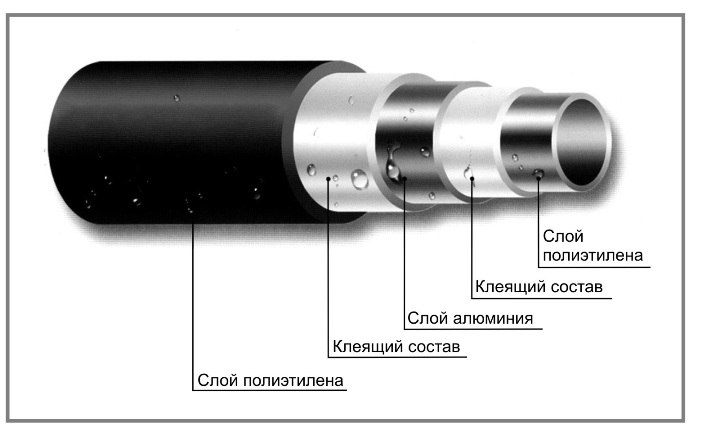
De structuur van de metaal-kunststof buis:
De unieke meerlaagse constructie van deze producten zorgt voor een lange levensduur. Vernet polyethyleen, dat de binnenlaag vormt, stelt u in staat om het nodige niveau van gladheid van het binnenoppervlak te creëren en de buis te beschermen tegen kalkaanslag en andere afzettingen, zodat de binnendiameter van de metaal-kunststof buis ongewijzigd blijft bij normaal gebruik conditie. Dankzij twee polymeerlagen wordt de aluminiumkern betrouwbaar beschermd tegen de vorming van galvanische paren met messing en stalen leidingelementen. Bovendien verminderen polyethyleenlagen de thermische geleidbaarheid van pijpen en de intensiteit van condensvorming op hun oppervlak.
Methoden voor het buigen van een vierkant metalen profiel
Het buigen van een profiel van een vierkante of rechthoekige sectie, hoewel het in de industrie wordt gebruikt, is in het dagelijks leven meer gevraagd naar een gebogen metalen profiel.Bij het aanleggen van kasvloeren is een gebogen profiel vereist, dat met een eenvoudig apparaat kan worden gemaakt. Het werkingsprincipe van dit apparaat bestaat uit het rollen van een geprofileerde plano door een systeem van drie roterende rollen, waarvan de twee buitenste stationair zijn, en de derde beweegt in de lengterichting, waarbij de buighoek wordt ingesteld.
Als het nodig is om een kleinere kromtestraal in een rechthoekig profiel te verkrijgen, gebruik dan thermische verwarming van het metalen profiel met een brander of gasbrander met gelijktijdige fysieke impact.

Rijst. 6 Hendelbochten in handmatige armaturen
Kenmerken van metaal-kunststof producten
Belangrijkste technische kenmerken:
- De wanddikte van een buis met een diameter van 16 mm is 2 mm en een buis met een diameter van 20 mm is 2,25 mm. Tegelijkertijd is de aluminiumlaag in dergelijke producten respectievelijk 0,2 mm en 0,24 mm.
- 1 strekkende meter van een buis van 16 mm weegt 115 g, een buis van 20 mm weegt 170 g.
- 1 strekkende meter van een buis met een diameter van 16 mm bevat 0,113 liter vloeistof en een buis van 20 mm bevat 0,201 liter.
- De uitzettingscoëfficiënt van metalen kunststof buizen is 0,26x10-4 per 1 graad.
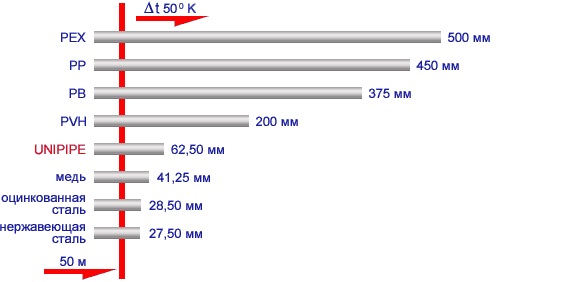
Thermische uitzetting van metaal-kunststof is 10 minder dan die van PEX-buizen
- De oppervlakteruwheidscoëfficiënt is 0,07.
- Dergelijke buizen worden gekenmerkt door een thermische geleidbaarheidscoëfficiënt gelijk aan 0,43 W / m * K.
- Lijm- en lasverbindingen met aluminium zijn respectievelijk 70 en 57 N/mm2.
- Bij een transversale breuk is de sterkte-index 2880 H.
- De minimale buigradius van een buis van 16 mm met de hand is 80 mm en die van een buis van 20 mm is 45 mm.
- De diffusie van zuurstof tijdens de werking van dergelijke producten wordt gekenmerkt door een indicator gelijk aan 0 g/m3.
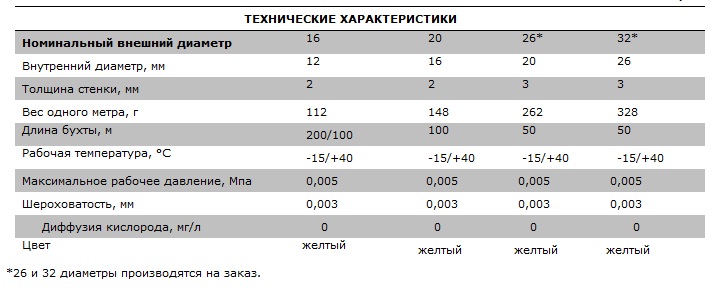
Technische kenmerken van buizen met verschillende diameters
Toegestane temperatuur en druk
De druk die buizen van metaal-kunststof kunnen weerstaan, moet afzonderlijk worden besproken:
De bedrijfstemperatuur ligt in het bereik van 0-95 graden bij een druk in de leiding van 10 bar. De bedrijfstemperatuur is beperkt tot 0 en 25 graden als de vloeistof onder een druk van 25 bar wordt toegevoerd.
- De maximale werkdruk bij de bovenste temperatuurdrempel van het werkmedium is 10 bar.
- Schending van de integriteit van de pijpleiding bij een gemiddelde temperatuur in de pijp van 20 graden is 94 bar.

Omstandigheden waaronder de levensduur van leidingen maximaal is
Als de temperatuur en druk ongewijzigd blijven, is de levensduur van metalen kunststof buizen:
- gedurende 1 uur bij t=20 graden en een minimale druk van 5,71 MPa,
- gedurende 1 uur bij t=95 graden met een minimale druk van 3,3 MPa,
- gedurende 100 uur bij t=95 graden met een minimale druk van 2,93 MPa,
- gedurende 1000 uur bij t=95 graden met een minimale druk van 2,57 MPa.
Het is vermeldenswaard de weerstand tegen hoge temperaturen die metalen kunststof buizen bezitten: de eigenschappen van de producten blijven stabiel, zelfs bij kortstondige verwarming tot 110 graden.