Keuze van de grootte van de buisoven:
Doel: een oven selecteren die voldoet aan de initiële gegevens en eerder berekende parameters, en kennis maken met de kenmerken en het ontwerp.
De keuze van de standaardafmeting van de buisoven wordt uitgevoerd volgens de catalogus, afhankelijk van het doel, de warmteafgifte en het type brandstof dat wordt gebruikt.
In ons geval is het doel van de oven verwarming en gedeeltelijke verdamping van olie, warmteafgifte Qt is 36,44 MW en de brandstof is stookolie. Op basis van deze voorwaarden selecteren we een buisoven voor gecombineerde brandstof (stookolie + gas) SKG1.
Tafel 2.
Technische kenmerken van de oven SKG1.
|
Indicator |
Betekenis |
|
Stralingsleidingen: verwarmingsoppervlak, m2 werklengte, m |
730 18 |
|
Aantal middensecties n |
7 |
|
Warmteafgifte, MW (Gcal/h) |
39,5 (34,1) |
|
Toegestane thermische belasting van stralingsbuizen, kW/m2 (Mcal/m2h) |
40,6 (35) |
|
Totale afmetingen (met serviceplatforms), m: lengte L breedte hoogte |
24,44 6 22 |
|
Gewicht, t: oven metaal (zonder spoel) voeringen |
113,8 197 |
Ovens van het type SKG1 zijn vrije verticale vlamverbrandingsovens, doosvormig, met een horizontale opstelling van spoelbuizen in één stralingskamer. Branders van het type GGM-5 of GP bevinden zich in één rij in de ovenbodem. Aan weerszijden van de stralingskamer zijn enkele rij wandgemonteerde buisschermen aangebracht, die worden bestraald door een aantal verticale toortsen. Het buisscherm kan enkelrijig en dubbelrijig aan de wand worden gemonteerd.
Omdat in de oven gecombineerde brandstof wordt verbrand, is op de oven een gascollector aangebracht, waardoor de verbrandingsgassen in een aparte schoorsteen worden afgevoerd.
De branders worden bediend vanaf één kant van de oven, waardoor twee eenkamerovens naast elkaar kunnen worden geïnstalleerd op een gemeenschappelijke fundering, verbonden door een bordes, en zo een soort tweekameroven vormen.
Het ontwerp van de oven van het type SKG1 is weergegeven in Fig.2.
Fig. 2. Buisoven type SKG1:
1 - landingen; 2 - spoel; 3 - kader; 4 - voering; 5 - branders.
Conclusie: bij het kiezen van de grootte van de oven werd rekening gehouden met de toestand van de dichtste benadering, d.w.z. van alle standaardmaten met een grotere warmteafgifte dan de berekende is gekozen voor de laagste warmteafgifte (met een kleine marge).
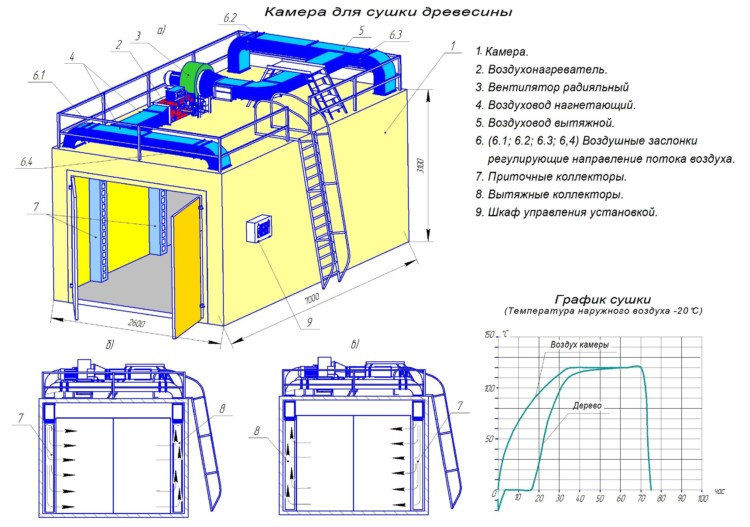
Droogstanden
Tijdens het droogproces kan de oven op lage temperatuur, normale of hoge temperatuur werken.
Lage temperatuur en normale modus
Het verwerken van hout op een lage temperatuur wordt uitgevoerd bij 45°. Dit is de zachtste methode, het behoudt alle oorspronkelijke eigenschappen van de boom tot in de kleinste nuances en wordt beschouwd als een hoogwaardige technologie. Aan het einde van het proces is het vochtgehalte van het hout ongeveer 20%, dat wil zeggen dat een dergelijke droging als voorlopig kan worden beschouwd.

Wat de normale modus betreft, deze gaat door bij temperaturen tot 90 °. Na het drogen verandert het materiaal niet van vorm en grootte, licht verminderde kleurhelderheid, sterkte. Dit is de meest gebruikte techniek voor verschillende houtsoorten.
Hoge temperatuur modus:
In deze modus vindt drogen plaats door de werking van oververhitte stoom (temperatuur boven 100 °) of hete lucht. Het droogproces bij hoge temperatuur vermindert de sterkte van het hout, waardoor het een donkerdere tint krijgt, zodat het materiaal wordt gebruikt om secundaire bouw- en meubelcomponenten te maken. Tegelijkertijd is drogen met oververhitte stoom zachter dan met lucht.
—
LET OP 2
|
СÑема поÑоков в двÑÑкамеÑной пеÑи. een |
Rij "Ð Ð" РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРгоÐð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μ ² Ð ²ððññ½½μμðð¹¹ððμμμððððð¸ð𸸸¸¸¹¸¸ð¹ меевик конвекÑионной камеÑÑ ´Ð½Ð¾Ð¿Ð¾ÑоÑнÑй
een
|
ТÐμÑнологиÑеÑÐºÐ°Ñ een |
ÐÑÐμÐ'вР° ÑиÑÐμÐ »Ñно иÑпР° ÑÐμнноÐμ и пÐμÑÐμгÑÐμÑоÐμ Ñгл ÐμвоÐ'оÑоÐ'ноÐμ ÑÑÑÑÐμ поÑÑÑпР° ÐμÑ Ð² Ð'вÑÑпоÑоÑнÑÑ ÑÑÑÐ ± ÑÐ ° ÑÑÑ Ð¿ÐμÑÑ 3 katapult; Ð Ð Ð Ð Ð Ð ÐμÐ Ð Ð ÐμÐ Ð Ð ÐμÐ Ð Ð Ð Ðμ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² ² ² ² Ð ² ² ² μ Ð ¢ ÐμÑмиÑÐμÑкоÐμ ÑÐ ° Ð · Ð »Ð¾Ð¶ÐμниÐμ Ñгл ÐμвоÐ'оÑоÐ'ов оÑÑÑÐμÑÑвР»ÑÐμÑÑÑ Ð · Ð ° ÑÑÐμÑ ÑÐμпл Ð ° ÑгоÑÐ ° Ð½Ð¸Ñ ÑопР»Ð¸Ð²Ð½Ð¾Ð³Ð¾ гР°Ð·Ð°. ÐаÑо-ÑглеводоÑÐ¾Ð´Ð½Ð°Ñ ÑмеÑÑ Ð¿ÑоÑÐ¾Ð´Ð¸Ñ Ð·Ð¼ÐµÐµÐ²Ð¸ÐºÐ¸ конвекÑионной камеÑÑ Ð¿ÐµÑи500 - 600 roebel. rug Ð Ð · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμРРРРРРРРРРРРРРРРРРиз ÑÐдианÑнÑÑÑÑÑÑÑÑÑÑÑÑѱ ÑоÑÑавлÑÐµÑ Ð¾Ñ 770 до 830 С. SCHOMMELKAMER · РРкРРРРРРЕт фом Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° РРРРРе и пÑомÑвкÑ.
een
Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μñð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · Ñ), пÐμÑÐμвР° Ð »Ð¸Ð²Ð ° ÑÑÑ ÑÐμÑÐμÐ · пÐμÑÐμвР° л ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ ÐºÐ °Ð¼ÐµÑÑ Ð¸ ÑÑодÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной камеÑÑ.
een
|
оððμμºººº ° ðμμÐððººðð ²²μððÐð ðð½²²²½ -¸ñððð½½²½½¸ð¾¸ ððð𸸸¸¸¸¸¸¸¸¸¸¸¸¸¸¸ een |
UITVOEREN Ð Ð Ð Ð Ð ÐÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · Ñ), пÐμÑÐμмÐμÑÐ ° ÑÑÑ ÑÐμÑÐμÐ · пÐμÑÐμвР° Ð »ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ ÐºÐ ° мÐμÑÑ Ð¸ ÑÑоÐ' ÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной камеÑÑ, а заÑем - ÑадианÑной.
een
Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² δÐ𾾺ºº¸¸¸¸¸¸¸¸¸¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μ вÑÐµÑ Ð¿Ð¾Ñоков. Ð Ð · Ð ° виÑимоÑÑи Ð¾Ñ Ð¿ÑÐμÐ'поР»Ð ° гР° Ðμмого нР° поÑÐ ° и ÑÐ ° Ð · ового ÑоÑÑоÑÐ½Ð¸Ñ Ð½Ð ° гÑÐμвР° Ðμмого пÑоÐ' Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μl ° . 29 Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð RлÑзаÑиÑÑ Ð·Ð¼ÐµÐµÐ²Ð¸ÐºÐ° конвекÑионной камеÑÑ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð °Ð·ÑеженнÑм Ñагом. ²ÐμÑÑноÑÑÑ Ð · мÐμÐμвикР° Ð · Ð ° ÑиÑного ÑкÑÐ ° нР° вÑоÐ'Ð¸Ñ Ð² вÐμÐ »Ð¸ÑÐ¸Ð½Ñ Ð¿Ð¾Ð²ÐμÑÑноÑÑи Ð · мÐμÐμвикР° ÑÐ ° Ð'иР° нÑной камеÑÑ.
een
Met schuin gewelf
Onder
stralingswarmteoverdracht wordt begrepen
absorptie van stralingswarmte, onder
convectief - warmteoverdracht door
pijpoppervlakken wassen met rook
gassen.
V
stralingskamer basishoeveelheid
warmte wordt overgedragen door straling en alleen
onbeduidend - convectie, en in
convectiekamer - vice versa.
brandstof
of het gas wordt verbrand met branders,
gelegen op de muren of vloer van de kamer
straling. Dit zorgt voor een lichtgevende
fakkel, die gloeiend heet is
hete brandstofdeeltjes
verwarmd tot 1300-1600 ° C, emitteren
warmte. Warmtestralen vallen op buiten
oppervlakken van leidingen van de stralingssectie
en geabsorbeerd, waardoor de zogenaamde
absorberend oppervlak. ook thermisch
stralen bereiken ook de binnenoppervlakken
wanden van de stralingskamer van de oven. Verhitte
wandoppervlakken stralen op hun beurt uit
warmte die ook wordt geabsorbeerd
oppervlakken van stralingsbuizen.
Bij
dit oppervlak van de stralingsvoering
sectie creëert een zogenaamd reflecterend
oppervlak dat (theoretisch) niet is
absorbeert de warmte die door het gas wordt overgedragen;
ovenomgeving, maar alleen door straling zendt
het op een buisvormige spoel. Als niet
houd rekening met verliezen door gemetselde muren, dan
tijdens normaal bedrijf
ovenbinnenoppervlakken van ovenwanden
evenveel warmte afgeven als ze absorberen.
Producten
brandstofverbranding zijn primair en
belangrijkste bron van geabsorbeerde warmte
in de stralingssectie van buisovens
– 60-80% van de totale warmte die in de oven wordt gebruikt
uitgezonden in de stralingskamer, de rest
– in het convectiegedeelte.
Triatomisch
gassen in rookgassen
(waterdamp, kooldioxide en
zwaveldioxide), ook absorberen en
stralingsenergie uitzenden in bepaalde
golflengte intervallen.
Hoeveelheid
stralingswarmte geabsorbeerd in de radiant
kamer, hangt af van het oppervlak van de toorts,
zijn configuratie en mate van afscherming
ovens. Groot toortsoppervlak
verbetert de efficiëntie
directe warmteoverdracht naar oppervlakken
pijpen. Toename van het metselwerkoppervlak
draagt ook bij aan de groei
efficiëntie van warmteoverdracht in de radiant
camera.
Temperatuur
gassen die het stralingsgedeelte verlaten,
is meestal vrij hoog, en de warmte hiervan
gassen kunnen verder worden gebruikt in
heteluchtoven.
gassen
verbranding vanuit de stralingskamer, waggelen
door de pasmuur, ga naar binnen
convectie kamer. convectiekamer
dient om het fysieke te gebruiken
warmte van verbrandingsproducten die uit de
stralingssectie, meestal met een temperatuur
700-900 °С. Warmte in de convectiekamer
grondstoffen worden voornamelijk door convectie overgebracht
en deels door de straling van triatomic
rookgas componenten. Volgende rook
gassen worden naar de schoorsteen en het rookkanaal geleid
leidingen worden afgevoerd naar de atmosfeer.
Product,
te verwarmen, één of
meerdere stromen komen de leidingen binnen
convectieve spoel, passeert leidingen
stralingskamerschermen en verwarmd tot
gewenste temperatuur, uitgangen
ovens.
Waarde
convectieve sectie, meestal
zodanig geselecteerd dat
de temperatuur van de verbrandingsproducten die weggaan
bij varkens, was bijna 150 °C hoger dan
de temperatuur van de verwarmde stoffen bij
ingang oven. Daarom is de warmtebelasting
minder leidingen in het convectieve gedeelte dan
in straling, wat te wijten is aan lage
warmteoverdrachtscoëfficiënt vanaf de zijkant
griepsgassen.
efficiëntie
warmteoverdracht door convectie is te wijten aan,
allereerst de bewegingssnelheid van rook
gassen in de convectiekamer. Nastreven
tot hoge snelheden wordt echter beperkt
toegestane weerstandswaarden
de beweging van gassen.
Voor
strakkere stroming rond de leidingen
gassen en grotere stroomturbulentie
rookgasleidingen in convectie
kamers worden meestal geplaatst in
dambord patroon. In sommige ovens
structuren gebruiken geribbeld
convectiebuizen met een hoogontwikkelde
oppervlakte.
Bijna
alle ovens die momenteel in bedrijf zijn
tijd in raffinaderijen,
zijn stralingsconvectie,
die.pijpspiralen bevinden zich in
convectie- en stralingskamers.
Met zo'n tegenstroom van grondstoffen
en producten van brandstofverbranding meest
volledig gebruik van de gegenereerde warmte
wanneer het wordt verbrand.
—
LET OP 1
|
УÑÑÑойÑÑво еÑÑикалÑно-ÑакелÑной пеÑи. een |
rамеÑа конвекÑии ÑаÑположена над камеÑой ÑадиаÑии. Ð Ð Ð Ð Ð Ð Ð Ð δРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРо ÐÐ »Ñ ÑÐ ° вномÐμÑного ÑÐ ° ÑпÑÐμÐ'Ðμл ÐμÐ½Ð¸Ñ ÑÐμпР»Ð¾Ð²ÑÑ Ð¿Ð¾Ñоков ÑоÑÑÑнки ÑÐ ° Ñпол Ð ° гР° ÑÑ Ð² ÑÐ ° ÑмР° Ñном поÑÑÐ'кÐμ Ð ¿Ð¾ ÑенÑÑÑ Ð¿Ð¾Ð´Ð° пеÑи в два ÑÑда.
een
|
Ð¾Ð´Ð¾Ð²Ð°Ñ ÑаÑÑÑкоÑÑикалÑной ÑилиндÑиÑеÑÑиой коÑÑикай 1 — ÑадианÑнÑе ÑÑÑби. 2 - µÐ»Ð¸. · - . een |
rамеÑа конвекÑии Ñ ñ ñ ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μm
een
|
| ññºððð¼¼¾¼¼¼¼¼¼¼ð¼¼¼ð¼¼ een |
rамеÑа конвекÑии наÑодиÑÑÑÑÑÑÑнад камеÑой ÑадиаÑии. Ð Ð Ð Ð Ð Ð ¿Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð L. Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ ÐоР»ÑÑиÐμ пÐμÑи Ð'л Ñ ÑÐ ° вномÐμÑного оÑвоÐ'Ð ° ÑопоÑнÑÑ Ð³Ð ° Ð · ов имÐμÑÑ Ð½ÐμÑкоР»Ñко Ð'ÑмовÑÑ ÑÑÑÐ ±.
een
|
µÑи Ñипа . een |
rамеÑа конвекÑии Ð · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¸Ñ. ÐÐμÑÑикР° Ð »ÑнÑÐμ ÑÑÑÐ ± Ñ ÐºÐ¾Ð½Ð²ÐμкÑионного Ð · мÐμÐμвикР° могÑÑ Ð ± ÑÑÑ Ð³Ð» Ð ° Ð'кими, ÑÑÐμÐ ± ÑÐμннÑми иР»Ð¸ оÑиповР° r½Ð½Ñми.
een
RÐ°Ð¶Ð´Ð°Ñ ÐºÐ°Ð¼ÐµÑа конвекÑии µÐµÑмееÑмееÑмой газоÑбоÑник и ÑегÑлиÑÑÑий ÑибеÑ.
een
µÐµÐ²Ð¸ÐºÐ¸ камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ð Ð Ð Ð ñð¶ð¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
een
µÐµÐ²Ð¸ÐºÐ¸ камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ð Ð Ð Ð ñð¶ð¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
een
µÐµÐ²Ð¸ÐºÐ¸ камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ð Ð Ð Ð ñð¶ð¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð ÐÑÐ »Ð¸ÑиÑÐμл ÑнР° Ñ Ð¾ÑоР± ÐμнноÑÑÑ ÐºÐ¾Ð½ÑÑÑÑкÑии ÑиР»Ð¸Ð½Ð'ÑиÑÐμÑÐºÐ¸Ñ Ð¿ÐμÑÐμй - Ð ± ол ÐμÐμ ÑÐ ° вномÐμÑноÐμ ÑÐ ° ÑпÑÐμÐ'ÐμÐ »Ð РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРопÑÑкР° ÐμмоÐμ ÑÐμÑÑнР° пÑÑжÐμниÐμ повÐμÑÑноÑÑи ÑÐ ° Ð'иР° нÑнÑÑ ÑÑÑÐ ± нР° 20 - 30% и ÑмÐμнÑÑиÑÑ Ð²Ð¾Ð · можноÑÑÑ Ð¾ÑÐ »Ð¾Ð¶ÐμнР¸Ñ кокÑа на внÑÑÑенней повеÑÑноÑÑи ÑÑÑб.
een
|
ТÑÑбÑаÑÐ°Ñ Ð¿ÐµÑÑÑÑÑÑÑнаклоннÑм Ñводом. een |
R камеÑе конвекÑии оÑновнР° Ñ Ð¿ÐμÑÐμÐ'Ð ° ÑÐ ° ÑÐμпР»Ð ° оÑÑÑÐμÑÑвл ÑÐμÑÑÑ, кР° к ÑкР° Ð · Ð ° но вÑÑÐμ, пÑÑÐμм ÑопÑикоÑновÐμÐ½Ð¸Ñ Ð³Ð ° Ð · ов Ñ ÑÑÑÐ ± ð Рм𸸠(60 - 70%), оññðð Ð Ð ñð½ððμ ñðμп¿¿¾ (20 - 30%) - о и РРРРРРРРРРРРо изР»ÑÑÐµÐ½Ð¸Ñ Ð Ð Ð Ð ² Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · 700 rbl.
een
R камеÑе конвекÑии Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμð, пÑимÐμÑ Ð'Ð »Ñ поÐ' огÑÐμвР° воР· Ð'ÑÑÐ ° ил и пР° ÑÐ °, нР° Ð »Ð¸ÑиÐμ конвÐμкÑионной ÑÐ ° ÑÑÐ ¸ пеÑи не обÑзаÑел .
een
Fysische en mechanische eigenschappen van Solcoat Composite Compounds
| Compositie opties | Groene Solcoat | CroMag Solcoat | Zwarte Solcoat | witte zoutlaag | Hi-e Solcoat | Hi-e-buizen |
| Verschijning | Mat groen | lichtgroen glad | zwart grijs glad | Lichtgrijs glad | donkergroen glad | groen grijs glad |
| Smelttemperatuur | >1900 | 1800 | 700 | 1500 | >1900 | 1870 |
| Viscositeit (4mm) 1) | 13 | 11 | 11 | 13 | 14,6 | 14,6 |
| thermische expansie | 7,2×10-6 tot 6,4×10-5 | 6,4×10-6 tot 4,8×10-5 | 1.1 – 4.3×10-5 | 9,3×10-6 tot 4,8×10-5 | 6,9×10-6 tot 4,8×10-5 | 9.8x10-5 |
| Warmtegeleidingsvermogen [W/m.K] bij 300ºC 2) | 0,088 | 0,088 | 0,189 | 0,083 | 0,089 | 0,089 |
| Dichtheid na calcineren [g/cm3] | 2,4 | 1,9 | 3,3 | 2,4 | 2,8 | 2,8 |
| Gewichtsverlies na verhitting tot 750ºC | ||||||
| Emissiviteit (zwartheid) | 0,92 | 0,9 | 0,32 | 0,98 | 0,98 | |
| porositeit | ||||||
| Thermische schokbestendigheid [ºC/sec] | >600 | >500 | >200 | >500 | >800 | >780 |
| Adhesie | ||||||
| naar metaal 3) | 13 – 15 | 13 – 15 | 11 – 13 | 12 – 14 | 13 – 14 | 11 – 13 |
| naar keramiek 3) | >40 | >40 | 28 — 45 | >40 | >40 | 28 — 45 |
| slijtvastheid: | ||||||
| bij 20ºC 4) | 3,7 (100%) | 3.6 (100%) | 1,5 (100%) 6) | 4,6 (100%) | 3.8 (100%) | 3.9 (100%) 6) |
| bij 1000ºC 4.5) | 3,5 (106%) | 3.6 (105%) | 1,2 (125%) 6) | 4,4 (105%) | 4.6 (105%) | 4.6 (125%) 6) |
| Vast bestanddeel van de compositie | ||||||
| Schijnbare (bulk)dichtheid [g/cm3] | 1,43 | 1,27 | 3 | 1,35 | 1,65 | 1,68 |
| Verschijning | Lichtgroen poeder | Lichtgroen poeder | zwart poeder | Lichtgrijs poeder | Donkergroen poeder | Grijsgroen poeder |
1) bij 18ºC 2) op rode hete draad 3) CSN EN 24624 4) ASTM C 704 – 94 5) ∆T= -980ºC 6) Start bij 700ºC, ∆T= -680ْC
—
LET OP 2
R камеÑе конвекÑии Ð ° Ð Ð Ð Ð Ð Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРг
een
R камеÑе конвекÑии пÐðñÐðÐ Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðі и Ð¾Ñ Ð ¸Ð·Ð»ÑÑÐµÐ½Ð¸Ñ ÑÑенок кладки. ÐÐ ° иР± оР»ÑÑÐμÐμ кол иÑÐμÑÑво ÑÐμпР»Ð ° в кР° мÐμÑÐμ конвÐμкÑии пÐμÑÐμÐ'Ð ° ÐμÑÑÑ Ð¿ÑÑÐμм конвÐμкÑии; оð½ðððð 60 60ðð ° ° ñ 60 - 70%. 30% Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
een
R камеÑе конвекÑии ÑÐ ° ÑпоР»Ð¾Ð¶ÐμÐ½Ñ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÐμ ÑÑÑÐ ± Ñ, воÑпÑинимР° ÑÑиÐμ ÑÐμпл о гР»Ð ° внÑм оР± ÑÐ ° Ð · ом пÑÑÐμм конвÐμкÑиР¸ - Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
een
|
Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ñ Ð Ð Ð . een |
R камеÑе конвекÑии Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Hervatten. ÐÐ ° иР± оР»ÑÑÐμÐμ кол иÑÐμÑÑво ÑÐμпР»Ð ° в кР° мÐμÑÐμ конвÐμкÑии пÐμÑÐμÐ'Ð ° ÐμÑÑÑ Ð¿ÑÑÐμм конвÐμкÑии; оð½ððððð 60ñððð ° ° Ðμñ 60 - 70% Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
een
R камеÑе конвекÑии Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ РРРРРРРРРРРРРРРРРРг
een
R камеÑе конвекÑии Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² ¿Ð РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРг
een
R камеÑе конвекÑии Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · Ð Ð Ð Ð Ð Ð Ð Ð ·Ð¾Ð² Ð¾Ñ Ð¸Ð·Ð»ÑÑÐµÐ½Ð¸Ñ ÑÑенок кладки. ÐÐ ° иР± оР»ÑÑÐμÐμ кол иÑÐμÑÑво ÑÐμпР»Ð ° в кР° мÐμÑÐμ конвÐμкÑии пÐμÑÐμÐ'Ð ° ÐμÑÑÑ Ð¿ÑÑÐμм конвÐμкÑии; оð½ðððð 60 60ðð ° ° ñ 60 - 70%. 30% Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
een
R камеÑе конвекÑии ÑÑÑÑевой поÑок наÑодиÑÑÑв жидком ÑоÑÑоÑни¸.
een
|
СÑема пеÑедаÑи Ñепаа камеÑе конвекÑии. een |
R камеÑе конвекÑии пÐðÐðÐð² Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ññððμ ½½ÐÐðÐμμμÐμкккμÐμÐ °Ðºμμμв Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¿ °ÐµÑÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑией; оð½ððððð 60 60 60ñ¸¸ðð ° Ðμñ 60 - 70% Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
een
R камеÑе конвекÑии Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² ¿Ð РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРг
een
|
Ð Ð Ð Ð Ð Ð Ð 'Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¶ÐµÐ½Ð¸Ð¸ ÑÑÑб. een |
R камеÑе конвекÑии Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · Ð Ð Ð Ð Ð Ð Ð Ð ·Ð¾Ð² Ð¾Ñ Ð¸Ð·Ð»ÑÑÐµÐ½Ð¸Ñ ÑÑенок кладки.
een
|
rh. 1-гоÑелка. 2 - kemphaan 3-змеевики. een |
Vereenvoudigde berekening van de stralingskamer
Het doel van deze rekenstap is het bepalen van de temperatuur van de verbrandingsproducten die de oven verlaten en de werkelijke warmtedichtheid van het oppervlak van de stralingsbuizen.
De temperatuur van de verbrandingsproducten die de oven verlaten, wordt gevonden door de methode van opeenvolgende benadering (methode van iteraties), met behulp van de vergelijking:
,
waar QR en Qrk — hittestress van het oppervlak van stralingsbuizen (werkelijk) en toe te schrijven aan vrije convectie, kcal/m2h;
HR — verwarmingsoppervlak van stralingsbuizen, m2 (zie tabel 2);
HR /Hs - de verhouding van oppervlakken, afhankelijk van het type oven, van het type en de methode van verbranding van brandstof; aanvaarden HR /Hs = 3,05 ;
is de gemiddelde temperatuur van de buitenwand van de stralingsbuizen, K;
- coëfficiënt, voor vuurhaarden met een vrije toorts = 1,2;
METs \u003d 4,96 kcal / m2 hK - de stralingscoëfficiënt van een volledig zwart lichaam.
De essentie van de berekening door de iteratiemethode is dat we de temperatuur van de verbrandingsproducten instellen tP, wat binnen 10001200 K ligt, en bij deze temperatuur bepalen we alle parameters die zijn opgenomen in de vergelijking voor het berekenen tP. Vervolgens berekent deze vergelijking tP en vergelijkt de ontvangen waarde met de eerder ontvangen waarde. Komen ze niet overeen, dan wordt de berekening hervat met de adoptie tPgelijk aan die berekend in de vorige iteratie. De berekening gaat door tot de gegeven en berekende waarden tP komen niet met voldoende nauwkeurigheid overeen.
Voor de eerste iteratie nemen we tP = 1000 K.
Gemiddelde massawarmtecapaciteiten van gassen bij een gegeven temperatuur, kJ/kgK:
; ;
; ; .
Warmte-inhoud van verbrandingsproducten bij temperatuur tP = 1000K:
kJ/kg.
De maximale temperatuur van de verbrandingsproducten wordt bepaald door de formule:
,
waar t is de verlaagde temperatuur van de verbrandingsproducten; t = 313 K;
t = 0,96 - efficiëntie ovens;
NAAR.
Gemiddelde massawarmtecapaciteiten van gassen bij temperatuur tmax, kJ/kgK:
; ;
; ; .
Warmte-inhoud van verbrandingsproducten bij temperatuur tmax:
kJ/kg.
Warmte-inhoud van verbrandingsproducten bij temperatuur tWauw.:
kJ/kg.
Directe retourratio:
De werkelijke hittestress van het oppervlak van stralingsbuizen:
kcal/m2u.
De temperatuur van de buitenwand van het scherm wordt berekend met de formule:
,
waar 2 = 6001000 kcal/m2hK is de warmteoverdrachtscoëfficiënt van de muur naar het verwarmde product; aanvaarden 2 = 800 kcal/m2hK;
- buiswanddikte, = 0,008 m (2, Tabel 5);
= 30 kcal/mchK is de thermische geleidbaarheidscoëfficiënt van de buiswand;
boos / boos - de verhouding van dikte tot de thermische geleidbaarheidscoëfficiënt van asafzettingen; voor vloeibare brandstoffen boos / boos = 0,002 m2hK/kcal (2, p.43);
C is de gemiddelde temperatuur van het verwarmde product;
NAAR.
De hittestress van het oppervlak van stralingsbuizen, toe te schrijven aan vrije convectie:
kcal/m2u.
Dus de temperatuur van de verbrandingsproducten die de oven verlaten:
NAAR.
Zoals je kunt zien, berekend tP komt niet overeen met de waarde die aan het begin van de berekening is genomen, daarom herhalen we de berekening, waarbij tP = 1062,47 K.
De rekenresultaten worden gepresenteerd in de vorm van een tabel.
tafel 3
|
iteratie nummer |
I |
Tmax, NAAR |
imax, |
, |
, NAAR |
, |
tp, NAAR |
|
|
2 |
16978,0 |
2197,5 |
45574,6 |
0,6952 |
24467,9 |
599,1 |
3870,3 |
1038,43 |
|
3 |
16415,4 |
2202,7 |
45712,2 |
0,7108 |
25016,9 |
601,0 |
3601,1 |
1046,12 |
|
4 |
16638,2 |
2200,7 |
45658,0 |
0,7046 |
24798,7 |
600,2 |
3707,5 |
1045,81 |
We berekenen de hoeveelheid warmte die wordt overgedragen aan het product in de stralingskamer:
kJ/h
Afb.3. Schema van de stralingskamer van een buisoven:
I - grondstoffen (input); II - grondstof (output); III - brandstofverbrandingsproducten; IV - brandstof en lucht.
Conclusies: 1) berekende de temperatuur van de verbrandingsproducten die de oven verlaten met behulp van de methode van opeenvolgende benadering; zijn betekenis tP = 1045,81 K;
2) de werkelijke warmtedichtheid van het oppervlak van de stralingsbuizen was in dit geval: QR = 24798,7 kcal/m2u;
3) het vergelijken van de verkregen waarde van de werkelijke warmtedichtheid met de toegestane waarde voor deze oven Qtoevoegen.= 35 Mcal/m2h (zie tabel 2), kunnen we stellen dat onze oven onderbelast is.
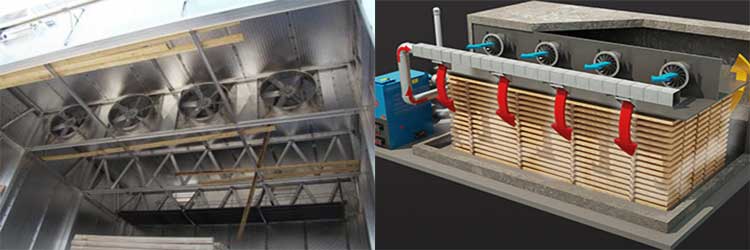
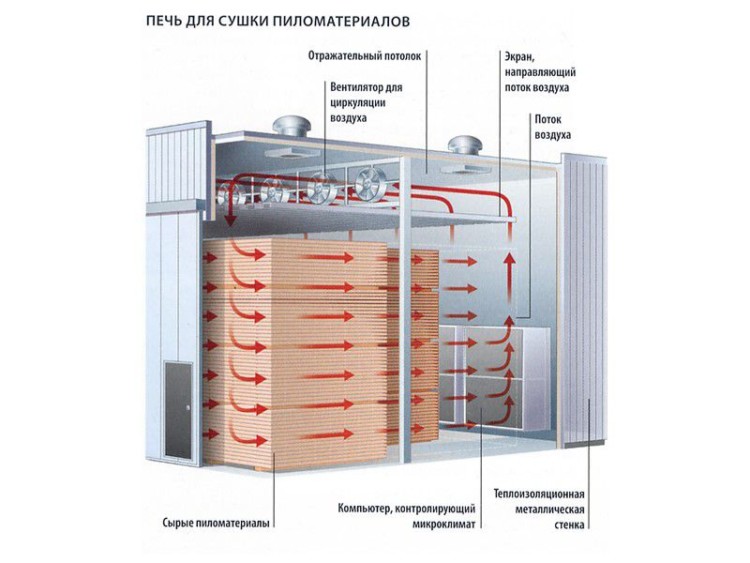
Doe-het-zelf productie
Voor het privé drogen van hout is een speciale kamer nodig, die u zelf kunt maken. Als u met uw eigen handen een droger voor hout moet bouwen, moet u op een stuk grond een oppervlakte van ongeveer 10 m2 toewijzen voor installatie. U heeft beton nodig voor de fundering, materiaal en thermische isolatie voor de muren, montageschuim, een ventilatiesysteem, een ketel en hulpapparatuur.

Stadia van de bouw
De constructie van een minidroger bestaat uit opeenvolgende fasen:
- voorbereiding van de fundering voor installatie;
- muren;
- thermische isolatie;
- installatie van het dak en de deuren;
- installatie aan het plafond van radiatoren en ventilatoren;
- installatie van de ketel in overeenstemming met de veiligheidsvoorschriften, het leggen van leidingen.