Tilkobling av metallrør
Ikke mindre ofte, når du legger kommunikasjon, brukes også metallrør. Av disse er de mest populære støpejern og metall.
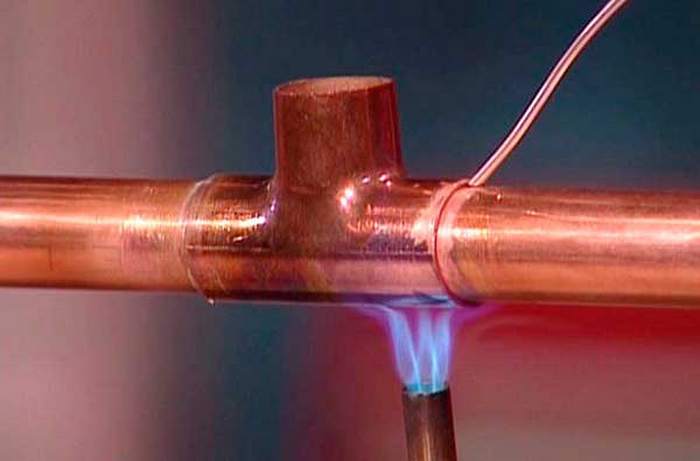
For å lodde et kobberrør, må du kjøpe et spesialverktøy - lodde. Den er laget av myke smeltbare metaller som tinn, messing osv. Loddemetallet er i form av metallstenger (hardloddemetall for lodding ved høye temperaturer) eller fintråd (for lodding ved temperaturer opp til 459 grader).
Koblingen av kobberrør ved lodding ser slik ut:
- De nødvendige bitene av tubaen kuttes av;
- Ved hjelp av en rørekspander utvider støpejernsrøret seg fra den ene enden (i fremtiden vil en slik utvidelse spille rollen som en stikkontakt);
- To rør avfettes og behandles med en spesiell flusspasta for en høykvalitets forbindelse av loddemetall med kobber;
- Etter det må du bruke loddetinn for lodding.
- Dermed behandler vi skjøtene til to rør med en brenner til loddetinn smelter.
- Etter at tilkoblingen av kobberrør er fullført, må du fjerne restene av loddetinn med en tørr klut og la elementene avkjøles helt.
- For å lage linjevendinger brukes spesielle kobberbeslag, som loddes på samme måte.
Vi slår sammen støpejern

Støpejernsrør brukes sjeldnere i dag, men de har også livets rett. Tilkobling av støpejernsrør utføres oftest i en stikkontakt. Teknologien ser slik ut:
- Den utvidede enden av røret er fullstendig rengjort og avfettet;
- Den tynne enden av røret er også satt inn i den, også fettfri;
- Nå er den ledige plassen i stikkontakten fylt med slep med en hastighet på 1/3 av hele det tilgjengelige området, slik at slepet senere ikke kommer inn i systemet;
- Etter det fylles det gjenværende rommet med asbestsement, svovel, fugemasse eller ekspanderende sement. Venter på fullstendig tørking. Slik kobles to støpejernsrør sammen.
I tillegg er det mulig å skjøte sammen støpejernsrør ved hjelp av beslag av forskjellige konfigurasjoner. Så det brukes beslag, saler, koblinger osv.
Sveising av støpejern med kobberbaserte elektroder
Sveising med kobberbaserte elektroder brukes i alle tilfeller der det ikke er nødvendig med høy styrke på sveisen. Kobber, som nikkel, danner ikke forbindelser med karbon, men det løses praktisk talt ikke opp i jern. Derfor er den avsatte sømmen ikke homogen; inneslutninger av en høykarbonjernfase med økt hardhet er plassert i kobberbasen.
Kobberjernelektroder OZCH-2, OZCH-6 er laget av en kobberstang med et kalsiumfluoridbelegg, som tilsettes 50 % jernpulver. Disse elektrodene brukes til sveising av sprekker i vannkapper av motorblokker, blokkhoder, etc. Sprekken bores i endene og kuttes i en vinkel på 70-90 ° for 2/3 av delens tykkelse. Kantene på sprekken rengjøres nøye, da spor av rust, olje og andre forurensninger forårsaker sømmens porøsitet. Sveising utføres med en kort lysbue ved likestrøm med omvendt polaritet med avbrudd for å avkjøle delen til en temperatur på 50-60 ° C. For å få en tettere søm smids seksjoner på 40-60 mm umiddelbart etter sveising. Laget avsatt med OZCH-elektroder er kobbermettet med jern ispedd herdet stål med høy hardhet. På kanten av sømmen er blekesoner plassert i separate seksjoner. Til tross for den ganske høye hardheten, kan sømmen bearbeides med et karbidverktøy. Kobber-nikkelelektroder MNP-2 er stenger laget av monelmetall (28% kobber, 2,5% jern, 1,5% mangan, resten er nikkel). Nikkelen til disse elektrodene danner ikke forbindelser med karbon, så sveisen oppnås med lav hardhet, den avkjølte støpejernssonen er nesten fraværende, den herdede støpejernssonen har lav hardhet, som lett kan reduseres ved litt herding.I tillegg dannes det færre porer og sprekker i sømmen, den er lettere å behandle, men styrken er lav. Derfor brukes kobber-nikkel-elektroder ofte i kombinasjon med kobber-jern-elektroder. Det første og siste laget påføres kobber-nikkel-elektroder (for å sikre tetthet i det første laget, og forbedre behandlingen i det siste), resten er smeltet sammen med kobber-jern-elektroder. Overflatebehandling med kobber-nikkel-elektroder utføres på samme måte som med kobber-jern-elektroder.
For kaldsveising og overflatebehandling av støpejern (dvs. sveising og overflatebehandling utført uten forvarming) med spesielle elektroder, er det typisk å utføre prosessen med minimum varmetilførsel i korte perler 25-60 mm lange med avkjøling av hver overlagrede perle i luft til en temperatur på ikke mer enn 60 °C. Noen ganger anbefales det å smi hver valse med lette hammerslag.
Sveisespenninger som oppstår i strukturen som følge av oppvarming kan fjernes nesten helt dersom det skapes ytterligere plastiske deformasjoner i sveisen og den varmepåvirkede sonen. Dette kan oppnås ved å smi sømmer. Smiing utføres i prosessen med å avkjøle metallet ved temperaturer på 450 °C og over, eller fra 150 °C og under. I temperaturområdet 400–200 °C, på grunn av metallets reduserte plastisitet under smiing, kan det dannes rifter. Spesiell oppvarming av sveiseskjøten for smiing er som regel ikke nødvendig. Slag påføres manuelt med en hammer som veier 0,6-1,2 kg med et avrundet hode eller en pneumatisk hammer med en liten innsats for å endre sømmønsteret. Ved flerlagssveising er hvert lag smidd, med unntak av det første, der sprekker og overflate kan oppstå ved støt. Denne teknikken er svært effektiv for å avlaste påkjenninger ved sveising av sprekker og lukking av sveiser i stive konturer av deler og sammenstillinger laget av konstruksjonsstål og støpejern.
Smiing av en sveiset skjøt bidrar også til en økning i utmattelsesstyrken til strukturen.
Visninger:
152
Støpejern grå
Grått støpejern er mye brukt i maskinteknikk. Den har fått navnet sitt fra den grå fargen på bruddet, på grunn av tilstedeværelsen av fritt karbon i form av grafitt i støpejernsstrukturen. I henhold til typen metallbase er grå støpejern perlitisk, perlitisk-ferritisk og ferritisk.
Tabell 1. Grått støpejern, deres hovedegenskaper og bruksområder
| merke | σv MPa | HB | Egenskaper og anvendelse |
| SC10 | 275 | 139-274 | Støpegods med lavt ansvar med en veggtykkelse på opptil 15 mm (hus, deksler, foringsrør, etc.), deler hvor styrkekarakteristikken ikke er obligatorisk - kolber, beslag, rammer, panner, dekorative deler, massive bygningssøyler, fundament plater |
| MF15 | 314 | 160-224 | Støpegods med lavt ansvar med en veggtykkelse på 10 - 30 mm (rør, ventilhus, ventiler ved et trykk på opptil 20 MPa, etc.), lett belastede kroppsdeler, undermotorplater, spaker, trinser, svinghjul, olje og kjølevæskebeholdere, filterhus, flenser, deksler, kjedehjul |
| MF18 | 354 | 167-224 | Ansvarlig støpegods med en veggtykkelse på 10 - 20 mm (remskiver, tannhjul, senger, kalipere, etc.) |
| MF20 | 397 | 167-236 | Kritiske støpegods med veggtykkelse opptil 30 mm (sylinderblokker, stempler, bremsetromler, vogner, etc.), for fremstilling av grunnleggende kroppsdeler med økt styrke og slitestyrke, deler som krever tetthet ved trykk opp til 8 MPa (80) kgf / cm2 ), hus, girkasser, topplokk, balansere, frontplater, hylser, vogner, sylindre, pumper, spoler, beslag, kompressorer |
| MF25 | 450 | 176-245 | Kritiske støpegods med en veggtykkelse på opptil 40 mm (dyseformer, stempelringer etc.), for fremstilling av grunnleggende kroppsdeler med økt styrke og slitestyrke, deler som er underlagt økte krav til tetthet |
| SC3O | 490 | 177-250 | Kritiske støpegods med veggtykkelse opp til 60 mm (stempler, dieselforinger, rammer, dyser, etc.), for produksjon av braketter, bord- og skyvelledere, overflateherdede deler, sylindre, pumpehus, dieselmotorer og forbrenningsmotorer, stempelringer, veivaksler og kamaksler |
| MF35 MF45 | 540 | 193-264 | Ansvarlig høyt belastet støpegods med en veggtykkelse på opptil 100 mm (små veivaksler, deler av dampmaskiner, etc.) av deler som det stilles krav til tetthet ved et trykk på mer enn 8 MPa |
Grafitt har lave mekaniske egenskaper. Det krenker integriteten til metallbasen. Ligger mellom kornene på metallbasen, svekker grafitt bindingen mellom dem. Derfor har grått støpejern dårlig strekkfasthet og svært lav duktilitet og seighet. Jo større og rettere grafittinneslutningene er, desto dårligere er de mekaniske egenskapene til støpejern. Hardheten til grått støpejern, så vel som dets motstand mot kompresjon, er nær de for stål, som har samme struktur som metallbasen til støpejern.
Grafitt har også en positiv effekt på egenskapene til støpejern, spesielt øker den slitestyrken, virker på samme måte som smøring, øker bearbeidbarheten, ettersom den gjør spon sprø, bidrar til å dempe produktvibrasjoner og reduserer krymping ved fremstilling av støpegods. .
De mekaniske egenskapene til grått støpejern kan forbedres ved å fordele den fine lamellære grafitten jevnt i støpen. Dette oppnås ved spesiell prosessering - modifikasjon, når tilsetningsstoffer introduseres i flytende jern før støping, som danner ytterligere sentre for grafitisering, noe som resulterer i finlamellær grafitt. Støpejern med slik grafitt kalles modifisert. Det skiller seg fra vanlig grått støpejern i en høyere strekkfasthet, men dets duktilitet og seighet blir ikke bedre under modifisering.
I følge GOST 1412-85 betyr bokstavene SCh i betegnelsen på støpejernsklassen - grått støpejern. Det tosifrede tallet tilsvarer strekkfastheten σv MPa. Standarden normaliserer strekkfastheten til grå støpejern σv = 274÷637 MPa, hardhet - 143÷637 HB og kjemisk sammensetning.
Hovedegenskapene til grått støpejern og dets anvendelse er vist i tabell 1.
Ventilanordning
To typer ventiler kan installeres på rørlegger- og varmesystemer:
- ball;
- ventil.
Arbeidselementet til en kuleventil er en kule plassert inne i kroppen. Ballen har et gjennomgående hull. Hvis ventilen er åpen, dreies kulen av hullet mot vannstrømmen. I lukket stilling snur ballen til vannet med en døv side. Vridningen av låseelementet utføres ved hjelp av et håndtak.

Kuleventilanordning
Ventilventilens stengeelement er en ventil med en pakning, plassert på en spindel, som senkes og heves ved å vri håndtaket.
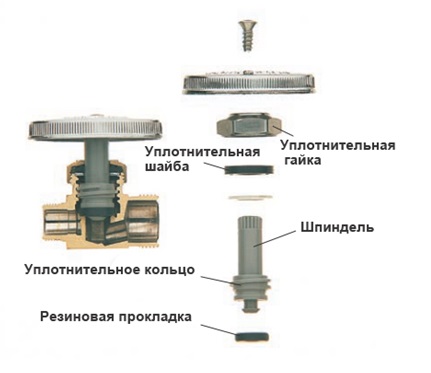
Ventilventilanordning
En kuleventil, i motsetning til en ventilanordning, er en stengeventil og kan ikke brukes til å regulere væskestrømmen. Kuleventilen kan ikke repareres, og i tilfelle feil i driften av enheten, er fullstendig utskifting nødvendig.
Fordeler med duktile jernrør
I noen tilfeller er ekstra sterke støpejernsrør brukt til vannforsyning uunnværlige fordi de har følgende egenskaper og egenskaper:
- Evnen til å motstå væsketrykk i systemet opp til 1,6 MPa og over.
- God motstand mot endringer i fuktighet og plutselige endringer i temperatur.
- Korrosjonsbestandig.
- Motstand mot mekanisk skade.
- Styrke.
- Plast.
- Enkel installasjon.
- Lang levetid - opptil 100 år.
I tillegg til utmerkede fysiske og mekaniske egenskaper er kloakkrøret i duktilt jern også miljøvennlig:
- vann som passerer gjennom slike rør forblir absolutt ufarlig og egnet for forbruk, siden det ikke er forurenset av utenlandske urenheter;
- ved slutten av levetiden kan rørene kasseres fullstendig uten å skade miljøet.
Sammenkobling av plast- og støpejernsrør
Hvordan koble støpejernsrør med plast? Alt avhenger av årsaken som presser til dette trinnet. Og dette vil ikke nødvendigvis være en erstatning (forlengelse) av en støpejernslinje.
Et av de mulige scenariene er forekomsten av nødsituasjoner ved det eksisterende krysset mellom plast og støpejern.
I utgangspunktet er det antatt at tilkobling av støpejernsrør med plast ikke vil bli utsatt for ytre påvirkninger (temperatur eller mekanisk påvirkning). Enkelt sagt, lekkasjer oppstår på grunn av trykkavlastning (tettheten er brutt) av krysset.
Lekkasje kan oppstå som følge av:
- Vannhammer, som er ekstremt sjelden.
- Plutselige temperaturendringer (for eksempel når du slår av/på varmt vann eller bytter fra kaldt til varmt vann).
I sistnevnte tilfelle ligger årsaken til problemet i de forskjellige ekspansjonskoeffisientene til støpejern og plast, samt i en armatur av dårlig kvalitet (kloakkadapter fra støpejern til plast). Sistnevnte kan utvikle en sprekk fordi støpejern ikke utvider seg like jevnt som plast. I tillegg kan beslaget ganske enkelt slappe av (festet svekkes).
For å løse problemet som har oppstått, må du bytte ut den slitte delen (overgang fra støpejern til plast) eller stramme den "selvrullende". Det skal bemerkes at moderne beslag av høy kvalitet er beskyttet mot spontan avvikling. I tillegg kan du bruke krymping av slike produkter. Derfor er det bedre å ikke spare på tilbehør.
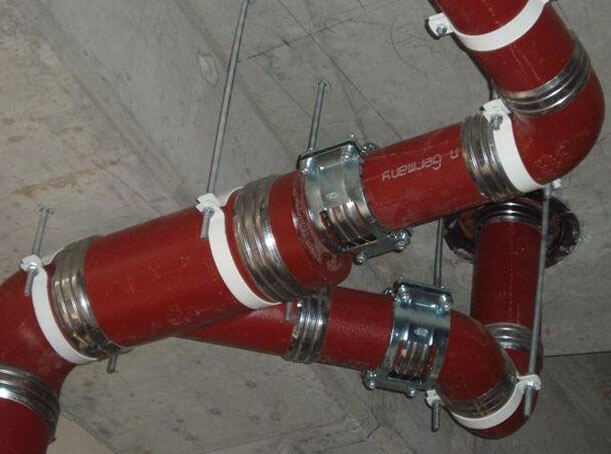
Polypropylenbeslag, designet for å koble sammen plast- og metallrør
Et annet scenario er behovet for å forlenge støpejernslinjen. Muligheten til å spare penger ved å fullføre plastledningen rundt leiligheten, koblet til det eksisterende støpejernsstigerøret, kan skyve det samme trinnet. Men hvis et metallstigerør forblir, vil problemet ikke bli fullstendig eliminert - det er stor sannsynlighet for lekkasje ved skjøten (overgang av kloakk fra plast til støpejern).
Siden dokkingen av "støpejern-plast"-systemer lenge har blitt satt i drift, kan du på det moderne markedet finne et slikt element som en overgangsgummimansjett (standarddiametre).
Hvordan binde metall til plast praktisk talt
Valget av rørtilkoblingsmetode avhenger av hvilken type støpejernsrør som er tilgjengelig:
- støpejern socketless pipe;
- rør med muffe.
I sistnevnte tilfelle vil en ordinær bruker (uten spesiell opplæring) kunne forankre enkeltelementer. Ellers (kontakten er skadet eller den fantes ikke), må du bruke en pressfitting som har en bestemt design - i den ene enden er det en stikkontakt (tilkobling til en plastledning), og i den andre er en gjenge kuttet for tilkobling med en støpejernsende. Du kan selv sette inn et plastrør i et støpejernsrør hvis du kjøper på forhånd:
- adapter for et støpejerns kloakkrør eller pressfitting;
- tetningsmateriale, som kan brukes slep eller teflontape;
- skiftenøkler (to stykker).
Stadiene i en slik forbindelse kan beskrives som følger:
- Skru av eksisterende kobling (glidestøpejernskobling) på stedet hvor det er planlagt å bringe plastledningen. Alternativt kan du ganske enkelt kutte av støpejernsrøret ved hjelp av en kvern.
- På den forberedte metallenden, kutt tråden, smør dette stedet med olje (fast olje).
- Tørk av gjengene, vind tetningsmateriale rundt og smør med silikonforsegling.
- Skru på pressfittingen - operasjonen anbefales å utføres manuelt, uten bruk av nøkkel. Ellers er det en mulighet for mekanisk skade på delen. Beslaget må strammes etter at systemet er fylt med vann (på denne måten vil det være mulig å unngå lekkasje og ikke klemme selve beslaget).
https://youtube.com/watch?v=39fa3je7waI
SE PÅ VIDEO
Hvis du planlegger å bygge en varmeledning eller levere varmt vann, anbefales det å bruke en spesiell adapter (overgangshylse fra støpejern til plast), som har en tettende gummipakning. En alternativ løsning er å bruke en delt messinghylse, som har et PVC-element.
Til slutt er det verdt å si at det er bedre å erstatte de interne ledningene med plast på forhånd, uten å vente på en nødsituasjon. Tross alt er plastkonstruksjonen mindre krevende (trenger ikke vedlikehold), og driften er ikke ledsaget av utseendet på ubehagelige lukter. Bare en kunnskapsrik person kan koble et støpejernsrør med et plastikk!
Mulige funksjonsfeil og måter å eliminere dem på
Enheten må repareres hvis:
- ventilen stenger ikke vannet. Årsakene til feilen kan være:
- slitasje på tetningspakningen som tjener som en låseanordning;
- frakobling av stengeventilen fra spindelen;
- spindel kink;
- forurensning av ventilen med avleiringer i vannet;
Hvis spindelen er bøyd eller ventilen er frakoblet, må bøssingen skiftes.
- ventil som lekker eller drypper. Hovedårsakene til en slik feil kan være:
- dannelsen av en sprekk på enhetens kropp;
- fravær eller utilstrekkelig mengde kjertelpakning.
Skifte pakning og rengjøring av kassen
For å reparere ventilen med egne hender når pakningen er slitt, trenger du følgende verktøy og materialer:
- skiftenøkkel;
- et stykke rørleggergummi;
- saks;
- tang;
- kniv;
- lintråd eller annet tetningsmateriale.
Gummi og saks er nødvendig for egenproduksjon av pakningen. Hvis du vet hvilken pakning som er installert på spindelen, kan du kjøpe det ferdige produktet i en rørleggerbutikk.
Pakningen skiftes som følger:
- ved hjelp av en justerbar skiftenøkkel er det nødvendig å skru av kranboksen som fikserer ventilspindelen;

Demontering av ventil for bytte av pakning
- tang skru av mutteren som fikser pakningen;
- skiven og den mislykkede pakningen fjernes;
- et stykke gummi er kuttet ut, hvis dimensjoner er litt større enn dimensjonene til ventilen;
- et hull er laget i midten av det kuttede gummistykket;
- gummi er montert på ventilen og festet med en mutter;
- overflødig gummi kuttes av med saks rundt ventilen. Den ferdige pakningen må være i samsvar med dimensjonene til ventilen;

Feste en ny pakning til spindelen
- ved hjelp av en kniv rengjøres ventilhuset. Det anbefales å fjerne alle avleiringer forsiktig, ikke bare i enhetens kabinett, men også i den gjengede forbindelsen;
Hvis det ikke er mulig å rengjøre kabinettet ved mekanisk handling, kan parafin eller WD-40-væske brukes.
- kranboksen er montert på gjengen;
- forbindelsen er forseglet, hvoretter enheten kan fikses fullstendig.
Gjengeforsegling med lintråd
Reparasjon av ventilen skal utføres når vanntilførselen (varme) er stengt.
Utskifting av kjertelpakning
Hvis kranventilen lekker, er problemet i de fleste tilfeller fraværet eller overdreven tetting av pakningen. For reparasjoner trenger du:
- en justerbar skiftenøkkel eller skiftenøkkel av passende størrelse;
- kjertel pakking;
- kniv eller flat skrutrekker for forsegling.
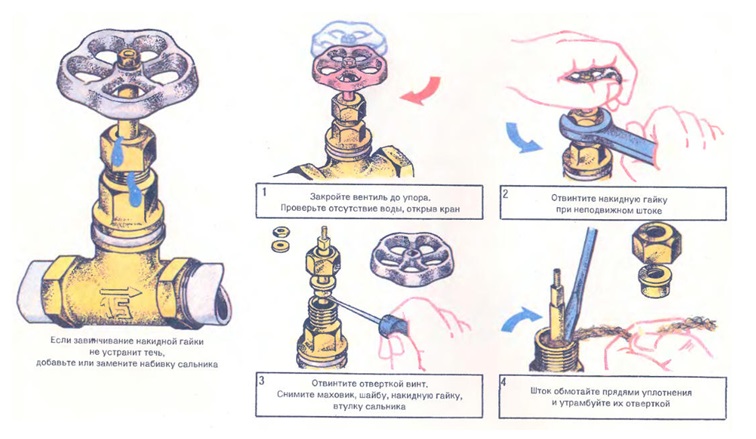
I denne situasjonen kan du reparere ventilen selv i henhold til følgende skjema:
- slå av vannforsyningen til systemet;
- fjern rotasjonshåndtaket;
- skru av festemutteren.Når du løsner fikseringen, anbefales det å holde spindelen i en posisjon;
- fjern tetningsringen som fester pakningen;
- bruk en kniv eller skrutrekker for å fjerne den gamle pakningen;
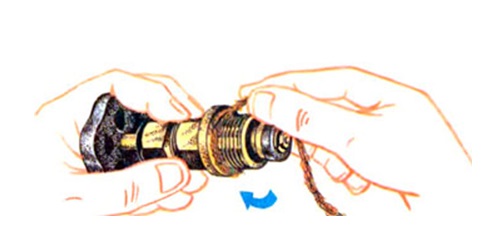
Prosessen med å bytte ut kjertelpakningen for å eliminere lekkasjen
- påfør og tamp ned nytt forseglingsmateriale;
- sett sammen kranen i omvendt rekkefølge.
Prosessen med å erstatte pakningen og pakningen er beskrevet i detalj i videoen.
https://youtube.com/watch?v=r7a44zQX2oo
Reparasjon av sprekker
Hvis ventilen lekker og årsaken til lekkasjen er en sprekk på ventilhuset, kan du:
- skift ut ventilen helt;
- lukk sprekken med spesielle materialer.
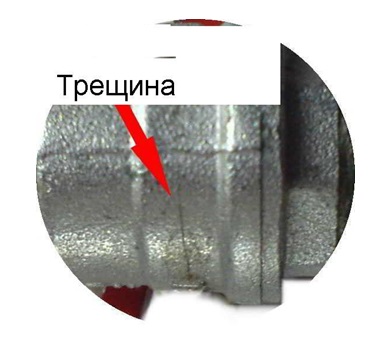
Sprekk i ventilhuset
Blant materialene som brukes til å tette sprekker, kan man skille mellom et middel for kaldsveising.

Midler for kald metallsveising
Detaljerte instruksjoner for bruk av produktet er angitt på pakken. Det generelle bruksmønsteret er som følger:
- stedet hvor sprekken må repareres er renset for smuss og avfettet med aceton;
- sammensetningen er forberedt for påføring;
- den ferdige blandingen påføres sprekken og fordeles jevnt over overflaten;
For sveisestyrke anbefales det å påføre blandingen på et større område enn selve sprekken opptar.
- fullstendig tørking av sammensetningen forventes, hvoretter det er mulig å rengjøre og male sveisestedet.

Metoden for å bruke kald sveising for å reparere en sprekk
Dermed kan du selv eliminere de vanligste ventilproblemene. Hvis reparasjonsarbeidet som ble utført ikke hjalp til med å rette opp situasjonen, må ventilen skiftes ut.
Sammensetninger av støpejern og plast
Avløpsutskiftingsprosessen bruker i dag mer avanserte materialer enn støpejern. I dette tilfellet må du koble din del av systemet til en vanlig støpejernsrørledning. Ofte utføres uavhengig implementering av dette ved å sette inn ett produkt i et annet, etterfulgt av forsegling med sementmørtel.
Denne tilnærmingen kan ikke kalles pålitelig, siden det er en trussel om plastisk deformasjon og lekkasje. Det er nødvendig å sammenføye plast- og støpejernsrør med stor forsiktighet, fordi reaksjonen på oppvarming av de to materialene er ganske forskjellig (for flere detaljer: ""). Alt dette kan oppheve forseglingen. En annen skadelig effekt på en slik skjøt er periodisk forekommende vibrasjoner og støt i kloakksystemet.


I fravær av en stikkontakt, utføres montering med to adaptere. Først rengjøres røret for smuss og rust, hvoretter støpejernsrøret først er utstyrt med en gummiadapter, og etter det med en plastikk. Når det gjelder plastrøret, er det satt inn i plastadapteren.
Hvordan sveise støpejern til metall ved elektrisk sveising

31.12.2018
Når du utfører reparasjonsarbeid, oppstår det situasjoner når det er nødvendig å koble til forskjellige metaller. Kan støpejern sveises til stål? Ja, men folk med erfaring kan gjøre det.
Støpejernslegeringer er preget av et høyt karboninnhold; når det brenner ut, endres strukturen til metallet. Skjøten sveises i lavtemperaturmodus, opptil 120°C. Stål, tvert imot, må varmes opp sterkt.
For å koble støpejernsdeler med andre jernlegeringer er det utviklet en bufferlagsteknologi. Nikkeloverlegg gir sterk binding av forskjellige metaller.
Teknologi for sveising av støpejern med forbrukselektrode av stål
Det er flere måter å sveise støpejern på, de brukes til å sammenføye støpejernslegeringer med andre metaller:
- Varm - før delene sammenføyes, forvarmes ovnene til 600 ° C fullstendig. Oppvarming med blåselampe er kun tillatt i arbeidsområdet (støpejern blir rødt). Brukes for sikre tilkoblinger.
- Halvvarm, bra for legerte legeringer. Delene som skal skjøtes oppvarmes helt eller delvis til 200–300°C.
- Kaldt - delene kobles sammen uten oppvarming, det brukes til overlegg - sømmer som jobber i kompresjon.
Sammenføyning av metaller ved manuell elektrisk sveising innebærer foreløpig forberedelse av overflater. Støpejernslegering er porøs og absorberer olje godt. Det er ikke nok å avfette flekken, den må rengjøres til et rent lag, ellers vil sømmen vise seg å være løs.
Hvordan stål sveises til støpejern:
Først må du velge gjeldende parametere. Hvis sveisemaskinen bare fungerer på konstant, bytter du polariteten til motsatt. Det er nødvendig å ta hensyn til åpen kretsindikator (spenning mellom polene uten en bue), den tillatte verdien er opptil 54 V. Det er kun tillatt å jobbe med vekselstrøm med en åpen krets på 54 V.
Sveising utføres i små seksjoner, rullene lages ikke mer enn 3 cm lange. Først avsettes støpejern, deretter sveises en ståldel til bufferlaget.
Tykkveggede sømmer sveises i lag, hver er smidd før den neste påføres
Den er laget vinkelrett på den første - dette er hvordan styrken til forbindelsen oppnås.
Etter å ha sammenføyd støpejernslegeringen med stål ved hjelp av varme og halvvarme metoder, er det viktig å observere modusen for avkjøling av overflatesonen. Sømmen varmes opp med jevne mellomrom slik at den kjøles ned gradvis
Ved plutselig avkjøling sprekker støpejernslegeringen på grunn av de resulterende indre spenningene.
Valg av elektroder
Bruk spesielle som har:
- enkel tenning ved oppstart;
- lav penetrasjonsevne;
- høy avsetningshastighet;
- hardheten til den resulterende perlen.
Russiske merker:
- TsCh-4 - multifunksjonell med et cellulosebelegg utmerker seg ved stabil forbrenning, god overflate;
- OZCH-2, OZCH-25 - brukes til sveising av tynnveggede elementer, de brenner ikke gjennom metaller til stor dybde;
- MNP-2, OZZHN-2 brukes kun for varm sammenføyning av støpejernsdeler med metaller.
Importert, brukt til kritiske sømmer:
- Zeller 866, Zeller 855 - universal, de koker støpejern med jern uten forvarming;
- Ficast NiFe - lag forbindelser som fungerer stabilt i bøying, torsjon.
Viktig!
Før arbeid er det viktig å tørke elektrodene godt, varme dem opp, de varmes opp fra 160 til 300 ° C. Men bare noen få stykker tas ut av pakken - ved gjentørking og oppvarming vil belegget smuldre opp
Påføring av argon buesveising
Bruk av ildfaste elektroder og kobber-nikkel fylltråd gir et godt resultat.
Hvordan stål sveises til støpejern (noen anbefalinger):
- Tilsetningsstoffet velges i henhold til type metall og type støpejern. Nikkelbasert flusskjernet ledning velges oftere, belegget blir først slått av det.
- Argon brukes som en beskyttende atmosfære, det sparer sømmen fra oksidasjon.
- Ildfaste wolframelektroder velges for arbeid.
- For arbeid med tynnveggede elementer bruker erfarne sveisere små tynne biter av støpejern i stedet for tråd.
- For forbindelser som kun opplever statiske belastninger (kompresjon), kan nikkellegeringer brukes. De fester seg godt til alle stålkvaliteter.
Viktige punkter i sveiseprosessen av støpejern og stål
- Arbeidet utføres i lav stilling.
- Rullen lages raskt uten å skape et bredt smeltebasseng.
- Grått støpejern kokes dårligere, det må varmes opp, så avsettes et nikkelholdig lag. Da blir forbindelsen sterk.
- Med legert stål danner støpejern en løs søm, den må være godt smidd.
- Det er nødvendig å koke sømmen jevnt, uten skarpe svingninger med holderen.
Hvordan sveise støpejern til metall ved elektrisk sveising Link til hovedpublikasjonen
Vi slår sammen polypropylen

Metoder for å koble polypropylen er helt avhengig av diameteren på produktene. Så rør med en diameter på opptil 63 mm er sammenføyd ved socketsveising eller inn i en socket. Rør med større diameter er forbundet med stumpsveising.Samtidig er det verdt å huske at ved hjelp av en manuell loddebolt kan lodding bare utføres for rør med en diameter på opptil 40 mm. Store elementer er loddet på profesjonelt sentreringsutstyr.
Sveisetemperaturen til polypropylenrør er 220-230 grader.
Loddeteknologi ser slik ut:
- Rør kuttes i de ønskede segmentene;
- Kantene på polymeren er grundig avfettet;
- Et merke påføres kanten av neste segment, hvis lengde vil være 2 mm lengre enn dybden på stikkontakten;
- Begge ender av produktene som skal sammenføyes er i kontakt med loddebolten (røret settes inn i dysen, og stikkontakten settes på den);
- Elementene som er varmet opp i 3-5 sekunder, kobles til stoppet og kjøles helt ned.
PP-rør kan også skjøtes ved hjelp av kompresjonsfittings.
Tilkobling av glatte støpejernsrør
Rørledningen kan lages ikke bare med støpejernsrør: Bruken av glatte strukturer praktiseres ofte. Hvordan koble et støpejernsrør til et stål i dette tilfellet? Her trenger du tilstedeværelsen av forskjellige enheter for tilkobling: først og fremst snakker vi om koblinger, saler, kryss, bøyer. Hvilket alternativ som vil være det mest egnede bestemmes av diameteren på rørledningen og typen tilkobling.
Oftest brukes koblinger for et støpejernsrør av en av variantene til dette:
- Sylinder. Egnet for tilkobling av rør med samme diameter. Oftest er en slik beslag utstyrt med en tråd.
- To-sylindret. De brukes i tilfeller der diameteren på de tilkoblede rørene varierer. Det er også en gjenge inne i en slik kobling.
- Futorki. Denne armaturen er utstyrt med både innvendige og utvendige gjenger, hovedsakelig brukt i varmesystemer.
Clutchen er veldig enkel å bruke. Det første trinnet er merking, hvor nedsenkingsnivået for hvert rør inne i beslaget bestemmes
I dette tilfellet er det viktig å oppnå tilkoblingen av endene nøyaktig i midten av koblingen. Tett skjøten mellom to spesielle fugemasser
Ofte har rørledningen en viss leggingsvinkel, eller forgreninger. I dette tilfellet kommer andre beslag til unnsetning. Du kan koble til støpejernskloakkrør i vinkel ved hjelp av bend. Utseendemessig er dette rørstykker som har en viss bøyevinkel (10, 15, 30, 60 og 90 grader).

Det er også mulig å koble støpejern og stålrør med slike enheter:
-
T-skjorte
. Tillater tilkobling av tre rørledninger samtidig. Oftest plasseres den på et sted hvor kloakken gafler seg. -
kryss
. Tillater tilkobling av fire rør samtidig. -
Sal
. Den brukes i tilfellet når et rør med mindre diameter er koblet til hovedledningen. Oftest kobles på denne måten frittstående VVS-armaturer sammen.
Endene av disse enhetene kan utstyres med stikkontakter eller rette seksjoner. Tetting av fuger utføres med ulike fugemasser og slep.


