Teknologisk prosess for PP-sveising
Sveising av polypropylenrør er basert på evnen til denne plasttypen til å myke opp når den varmes opp til en viss temperatur, og får en tilstand som ligner myk plastelina. Med nær kontakt mellom to smeltede deler oppstår prosessen med gjensidig penetrering (diffusjon) av materialer, noe som resulterer i en sterk forbindelse, som ikke er dårligere i holdbarhet til en helhetlig struktur.
Det er to hovedmåter å koble til polypropylenrør: butt og kobling. I det første alternativet varmes endene av delene opp samtidig med et spesielt loddejern, hvoretter de kobles sammen; denne teknologien er mye brukt ved sammenføyning av rør med stor diameter i industriell konstruksjon.
Når den brukes i byggebransjen for legging av vann- og oppvarmingsnettverk av polypropylenrør med små diametre (opptil 63 mm), er buttmetoden absolutt uegnet av følgende grunner:
- sveising av polypropylenrør med bare en diameter kan realiseres;
- etter dokking dannes en konveks søm inne i rørledningen, noe som reduserer tverrsnittet av passasjekanalen - dette øker den hydrauliske motstanden til en rørledning med liten diameter betydelig og reduserer effektiviteten av bruken, øker sannsynligheten for blokkeringer.
- koblingen har mindre styrke enn koblingen.
Teknologien for lodding med bruk av koblinger består i bruken av et overgangsstykke for sammenføyning av rør (et segment av et konvensjonelt enkeltlags PP-rør) med en indre diameter som tilsvarer den ytre diameteren til rørsegmentene som skal kobles sammen. For å utføre arbeid med en spesiell loddebolt, oppvarmes den ytre overflaten av røret og den indre overgangshylsen samtidig, hvoretter delene raskt kobles manuelt. En lignende prosedyre med oppvarming av hylsen og den ytre rørformede kappen utføres med det andre sammenføyde segmentet. Det er klart at etter innføring i koblingen er endene av begge rørseksjonene nesten sammenføyd ende-til-ende uten en konveks søm, og hvis en adapter med forskjellige diametre brukes, kan rørledninger av enhver størrelse sammenføyes.

Ris. 5 Lodding av plastrør - en teknologisk prosess
Hva er levetiden til polypropylenrør, hvilken temperatur tåler de
Polypropylenrør har vist seg i varmesystemer. De har blitt en verdig erstatning for metallvarmerørledninger.
Levetiden til polypropylenrør er ikke mindre enn levetiden til metallrør.
PP-rør er ikke redd for korrosjon, motstandsdyktige mot kjemikalier som brukes i hverdagen, i tillegg, når vannet fryser, kollapser de ikke. Derfor kan polypropylenrør brukes i varmesystemer i 25 år, og i kaldtvannsrørledninger i ca 50 år.
Styrken og påliteligheten til et vannforsyningssystem av polypropylen er også sikret ved tilkoblingsmetoden. Det utføres ved sveising. Dette gir soliditet og styrke. Under drift er det ikke nødvendig å hele tiden stramme tilkoblingene, slik tilfellet er med metallrørledninger.
Hvilken temperatur tåler polypropylenrør?
Mange er fortsatt mistenksomme overfor polypropylenrør i varmesystemer. La oss se hvilken temperatur de tåler, hva er levetiden til polypropylenrør og om det er mulig å bruke dem til oppvarming av hjemmet.
Materialet som tas for produksjon av rør oppnås ved polymerisering av polypropylen med deltakelse av metallkatalysatorer. Polypropylen mykner ved +140C, dette materialet smelter ved +175C.
Det blir åpenbart at langvarig eksponering for høy temperatur og overtrykk vil føre til deformasjon av rørledningen.
Produsenter garanterer normal drift av polypropylenrør i varmesystemet ved temperaturer opp til + 95C. Men det er fortsatt en sikkerhetsmargin, som tillater en kortsiktig økning i temperaturen på kjølevæsken til en temperatur på + 140C. Men hyppige temperaturhopp til denne verdien vil føre til en reduksjon i rørledningens levetid, selv om den ikke vil smelte seg selv.
Når du kjøper polypropylenrør, må du være oppmerksom på merkingen deres. For et kaldtvannsforsyningssystem brukes rør laget av polypropylen PN10 til PN25
PN20-rør kan brukes opp til +60C, og PN25-rør kan brukes hvis kjølevæsketemperaturen er opp til +95C.
Hvilket trykk tåler polypropylenrør av forskjellige typer?
Mange kjøpere som bestemmer seg for å installere en polypropylenrørledning for kaldtvannsforsyning eller for oppvarming, er interessert i hvor mye trykk de tåler. Levetiden til polypropylenrør vil avhenge av dette. Dette spørsmålet er veldig viktig. Siden trykket i rørleggersystemet eller i varmesystemet, som polypropylen opplever gjennom hele bruksperioden, påvirker produktets levetid. Hvis rørledningen har en konstant høy temperatur, men lavt trykk (eller omvendt), så vil røret vare lenge. Men hvis det er både høyt trykk og høy temperatur i systemet samtidig, vil levetiden reduseres drastisk.
For at rørledningen skal tjene de 50 årene som er lovet av produsenten, er det nødvendig at trykket i systemet er 4-6 atmosfærer, og temperaturen på kjølevæsken ikke overstiger 75 grader.
Polypropylenrør i varmesystemet
Polypropylenrør er nå ganske populært materiale for å installere et varmesystem. De er motstandsdyktige mot deformasjon, slitasje og er preget av lav oksygenpermeabilitet. I tillegg tåler de temperaturer med minus perfekt, er ikke redde for å fryse vann.
Men når du velger dem, må du vurdere slike punkter:
Polypropylenrør er stive, bøyes ikke. For å lage konturer eller svinger må du bruke hjørner, noe som ikke alltid er praktisk.
For polypropylenrør produseres beslag med stort tverrsnitt sammenlignet med beslag til andre elementer i systemet, for eksempel radiatorer. Denne omstendigheten påvirker systemets utseende negativt.
Polypropylen strekker seg sterkt ved oppvarming
Hvis systemet er laget på en åpen måte, ser det stygt ut på grunn av hengende rør.
Det er viktig å ikke overopphete rørene under installasjonen, da passasjen kan avta når rørene settes inn i beslagene. En slik installasjonsfeil vil føre til dårlig ytelse av varmesystemet.
Det anbefales ikke å bruke polypropylenrør ved rørlegging av kjeler. I fyrrom endres ofte temperaturen på rørene, mens polypropylen ikke er et egnet materiale for slike forhold.
Gitt alle de negative punktene beskrevet ovenfor, er polypropylenrør for varmesystemer et godt alternativ.
Hvilken temperatur tåler polypropylenrør?
For å bestemme formålet med et polypropylenrør i utseende, er det en spesiell merking. I tillegg til produsenten og merkenavnet, brukes den generelt aksepterte klassifiseringen på røret.
- navnet på polypropylen modifikasjon;
- standard proporsjonalt forhold;
- nominell ytre diameter og veggtykkelse;
- nominelt trykk;
- produsentens standarder.

Maksimal temperatur på PP-rør er 95 ° C. Dette er kanskje den eneste ulempen med polypropylen, den tåler ikke høye temperaturer. Ved t 140° blir materialet mykt og lett deformert, og smelter ved 175°.
Temperaturen i varmesystemer er heller ikke designet for slike indikatorer, så PP-rør er ganske egnet for å bruke dem til varmerørledninger.
Kortsiktige økninger i temperaturindikatorer fører sjelden til feil, men det er viktig å tenke på at når rørene drives ved temperaturer på 100 °, reduseres levetiden betydelig. De 50 årene deklarert av produsenten kan faktisk bli til et og et halvt år, fordi holdbarheten avhenger ikke bare av dens tekniske egenskaper, men også av driftsforholdene
De 50 årene som er deklarert av produsenten, kan faktisk bli til et og et halvt år, fordi holdbarheten avhenger ikke bare av dens tekniske egenskaper, men også av driftsforholdene.
Nyanser ved lodding av polypropylenrør
Lodding av propylenrør krever visse ferdigheter og erfaring; når de utfører arbeid, bør uerfarne installatører ta hensyn til noen av nyansene:
- Polypropylenrør forsterket med et innvendig aluminiumsskall krever noe lengre oppvarmingstid, noe som kan bestemmes eksperimentelt ved å utføre forsøk på sammenføyning av snarveier.
- PP-rør forsterket med aluminium plassert under et tynt ytre skall av polypropylen krever forberedelse for lodding, det er nødvendig å fjerne dette aluminiumslaget til dybden av forbindelsen med beslaget slik at folien ikke forstyrrer lodding. For å gjøre dette, bruk en spesiell enhet for stripping - en barbermaskin, produsert i flere versjoner: manuell og for en drill. Hvis du må forholde deg til installasjon av aluminiumsarmerte PP-rør i store volumer, er det bedre å kjøpe en dyse for en bor (skrutrekker) - fjerningen av aluminiumslaget ved bruk er raskere og med høyere kvalitet enn en perforerende modell.
- Hvis aluminiumsarmeringen er plassert midt mellom indre og ytre rørvegger, rengjør vanligvis ikke erfarne sveisere røret. Men hvis erfaring ikke er nok, anbefales det å bruke stripping for intern forsterkning - trimmere. Designet deres skiller seg fra barbermaskinene nevnt ovenfor ved tilstedeværelsen av en kniv som kutter folien fra innsiden fra enden av røret.

Ris. 13 Loddingsekvens av PP-rør forsterket ovenfra med folie
- De renser ikke rørskallet til de sammenføyde delene fra smuss - denne feilen fører til dårlig diffusjon av polypropylen og ytterligere trykkavlastning av skjøten.
- Klarer ikke 90 graders kutt. Feilen fører til det faktum at når rørseksjonene settes inn i varmedysene, er de ikke helt nedsenket, og under installasjonen dannes det for mye klaring mellom endene deres - dette svekker forbindelsen og fører til akkumulering av smuss i dannet spor.
- Rørene i koblingen er sammenføyd for tett eller ikke dypt nok, i det første tilfellet dannes en indre aksel ved krysset, noe som reduserer diameteren på passasjekanalen. Hvis rørene i koblingen plasseres for langt fra hverandre, vil det dannes et innvendig spor og koblingens styrkeegenskaper forringes.
- Ikke observer en rett vinkel ved sammenføyning av deler. I fravær av et kontrollverktøy, er det ganske vanskelig for en nybegynner installatør å opprettholde en rett vinkel, eller snarere justeringen av forbindelsen, forvrengninger påvirker kvaliteten på skjøtene negativt og gjør det vanskelig å installere lange seksjoner i forhåndskåret rette spor.
- Underopphetede eller overopphetede deler. I det første tilfellet vil diffusjonen være utilstrekkelig, skjøten vil senere delaminere og det vil oppstå en lekkasje, når rørskallene er overopphetet, vil en overflate som innsnevrer det gjennomgående hullet vises på innsiden.
- Roter eller korriger posisjonen til delene under sveiseprosessen. Dette bruddet på teknologien fører til ytterligere trykkavlastning av forbindelsen.
- Ikke observer tidsintervaller ved lodding, dokking. Avvik fra de anbefalte tabellverdiene fører til defekter i form av overoppheting eller underoppheting av rørskallene, deres delaminering og følgelig til tilkobling av deler av dårlig kvalitet.

Ris. 14 Hvordan ikke sveise polypropylenrør
Hvorfor trenger du rørarmering
For å sikre et tilstrekkelig nivå av varme i leilighetene, er det nødvendig å slå på returrørledningen og heve vanntemperaturen til 10 ° C. Ved nære driftstemperaturer begynner enkle polypropylenrør å miste egenskapene og i tillegg en lineær utvidelse av deres dimensjoner er mulig.
Ved legging av rørledninger med høye temperaturer i en betongmasse er dette spesielt viktig.Det er mulighet for betongsprekker og brudd på hele varmesystemet
For å redusere denne effekten og helt eliminere den, er polypropylenrør forsterket.
Forsterkning er styrking av bæreevnen til produktets basismateriale med et annet materiale med høyere styrke. Dermed økes evnen til å tåle temperaturendringer. Forsterkede rør samsvarer fullt ut med standardene til varmesystemet, og deformeres ikke når det økes betydelig.
For forsterkning av rør laget av polypropylen brukes materialer:
- aluminiumsfolie påført overflaten;
- det indre laget av aluminium, plassert langs hele rørets diameter, nærmere den ytre overflaten;
- glassfiber indre lag;
- et indre lag som kombinerer fiber og glassfiber.
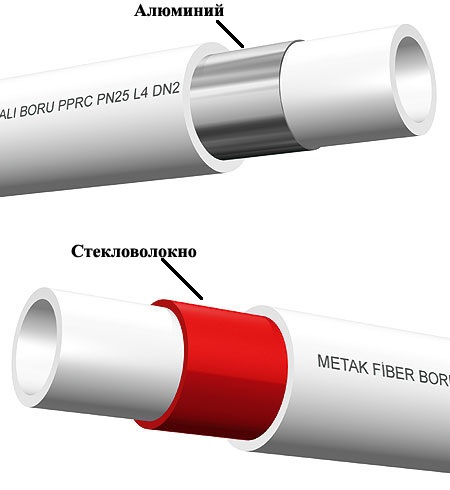
Aluminium og glassfiber koster omtrent det samme. Prisen avhenger hovedsakelig av parametrene til selve røret og produsenten. Likevel har glassfiberarmering flere fordeler fremfor aluminium:
- under installasjon er det ikke nødvendig med rengjøring av kanten av røret;
- kort loddetid for skjøter (som i ikke-forsterkede rør);
- det er ingen intern delaminering på grunn av sammensmeltingen av glassfiber til polypropylen;
- øker styrken til produktet.
Det er bare én ulempe med glassfiber - den lineære termiske utvidelsen av rør forsterket med glassfiber er 6% høyere enn for rør forsterket med aluminium.
Lodding av polypropylenrør trinn for trinn instruksjoner
En av hovedfordelene med å koble til polypropylenrør ved lodding er hastigheten på installasjonsarbeidet, prosessen med dokking og beredskap for videre installasjon av rør med den vanligste diameteren på 25 mm tar ikke mer enn 15 sekunder. For å gjøre arbeidet uten unødvendige tidskostnader, utfører de ansvarlig alle forberedende operasjoner og monterer deretter rørledningen, strengt etter den teknologiske operasjonsprosessen.

Ris. 9 Verktøy som brukes til å sveise PP-rør
1. Klargjøring av verktøy og tilbehør
Før lodding av polypropylenrør forberedes komponenter: rørsegmenter, T-stykker, albuer, koblinger, adaptere fra plast til metall, ventilavstengningsventiler.
For å utføre arbeidet trenger du et loddejern og et sett med dyser, samt hjelpeverktøy, hvorav noen er inkludert i enhetspakken:
- Rørkutter, vanligvis for å kutte rør, brukes saks med en maksimal tillatt kuttediameter på 40 mm, for større størrelser brukes kraftigere saks eller rullekutter.
- Målebånd, tusj eller blyant for å markere lengden på den rørformede sliren.
- Hansker for å beskytte hendene mot brannskader under arbeid.
- Nivå for kontroll av horisonten ved montering av vannuttak.
- Skrutrekker eller sekskantnøkkel for å feste festene til varmejernet.

Ris. 10 Hovedstadier av PP-sveising
2. Merking og skjæring
For enkelhets skyld frigjør de plass i midten av rommet og setter bordet i en passende høyde, legger ut alle elementene rundt omkretsen av rommet i henhold til skjemaet, hvoretter de begynner sin sekvensielle kutting med lodding. . Hvis rørledningen går langs omkretsen av rommet, starter leggingen fra endeveggen - det er mer praktisk å utføre installasjonen. Arbeidet utføres i følgende rekkefølge:
- Mål ønsket del av røret og sett et merke på overflaten med en markør eller blyant, gå tilbake fra enden av avstanden, ta hensyn til oppvarmingsdybden.
- Klipp røret med saks for polypropylenrør, prøv å opprettholde en vinkel på 90 grader nøyaktig. Hvis verktøyet skjerpes skarpt, vil det ikke være noen grader på innerveggene, og røret vil beholde sin geometri.
- Hvis røret på enden har små støt eller grader, er dette i prinsippet ikke et stort problem, siden når røret varmes opp, vil de fortsatt smelte.

Ris. 11 Lodding av PP-rør - hovedtrinn
3. Lodding
For lodding av polypropylen brukes hovedsakelig loddejern med flattjern, arbeidet utføres i følgende rekkefølge:
- Koble to deler av dysen til skruen med en sekskantnøkkel til enheten, koble den til nettverket og slå på varmeelementet eller begge varmeelementene ved å trykke på tastene.
- Den nødvendige temperaturindikatoren stilles inn med en termostat, standardtemperaturen for lodding av polypropylenrør er vanligvis satt til 260 ° C.
- Etter at indikatoren endrer farge til grønn, og signaliserer at varmeelementet har nådd den innstilte varmetemperaturen, begynner lodding. Til å begynne med er det bedre å utføre prøvearbeid på korte rørkutt, etter å ha bestemt den optimale holdetiden (for dette brukes tabellen for lodding av polypropylenrør), begynner de å sveise hovedrørledningen.
- De ytre eller indre overflatene til delene som skal sammenføyes plasseres samtidig fra begge sider i varmehylsene, og prøver å opprettholde en strengt horisontal posisjon av delene, for å holde den korte ermen, hansker som følger med settet brukes. Etter en viss tid fjernes delene raskt fra loddebolten og kobles til hverandre i en strengt fast posisjon, og prøver å holde dem på samme akse i den tildelte tiden.
- Etter at kjøletiden er utløpt, er sammenstillingen klar for videre drift - lodding av den andre rørseksjonen inn i koblingen.

Ris. 12 Barbermaskiner for fjerning av utvendig armering av PP-rør og eksempel på bruk