Typer polypropylenrør
Levetiden til produktene avhenger av temperaturen på mediet og trykket som skapes i dem. Med riktig valg av type materiale er det mulig å utvide sine operasjonelle evner betydelig.
Det er 4 typer rørmaterialer som har forskjellige egenskaper avhengig av temperaturen på deres drift.
|
Produkttype og tilhørende merking |
Hensikt | Middels temperatur, С |
Arbeidspress, MPa |
|
PN10 |
For kaldtvannsforsyning og gulvvarme | 20 for kaldtvannsforsyning, 45 for varme systemgulv | 1 |
| PN16 | For tilførsel av kaldt og varmt vann | Opp til 60 |
1,6 |
|
PN20 |
For varmtvannsforsyning | Opp til 80 | 2 |
| PN25 | For sentralvarmesystemer, forsterkede produkter, varmtvannsforsyningssystemer | Opp til 95 |
2,5 |
PN10-materialer refererer til produkter beregnet for kaldtvannsforsyning. De er ikke i stand til å motstå den høye temperaturen i miljøet. Den andre typen, merket PN16, refererer til blandede produkter og er designet for kald- og varmtvannsforsyning, men med begrenset driftstemperatur. PN20 og PN25 er materialer beregnet for varmtvannsforsyning. Slike rørledninger tåler høye temperaturer, og produkter merket PN25 er i tillegg forsterket med metall, noe som øker levetiden og evnen til å motstå høye trykk- og temperaturforhold.
Rørsveisesett
Hvis sveising av polypropylenprodukter må utføres regelmessig, er det tilrådelig å kjøpe et spesielt sveisesett, som umiddelbart selges i en passende koffert. Den gjennomsnittlige kostnaden er omtrent hundre dollar, og den består av:

- varmeelement;
- Teflondyser i forskjellige størrelser;
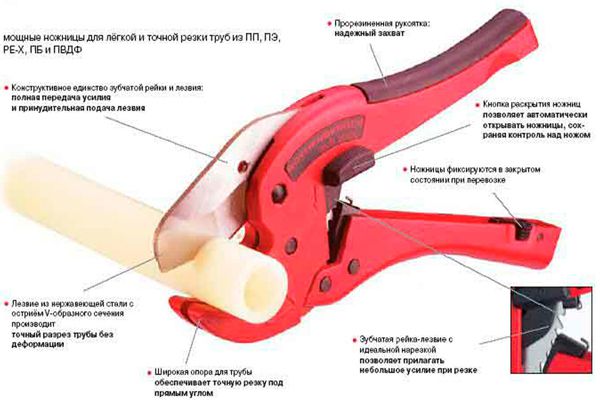
- saks for å kutte polypropylenrør;
- bolter som er festet til varmeelementet til dysen;
- nivå;
- støtter for varmeelementet;
- sekskant for å stramme bolter.
I tilfelle det utføres sveisearbeid fra tid til annen, er det mer rasjonelt å leie sveiseutstyr.
Typer og formål
Polypropylenrør er tilgjengelig i fire farger - grønn, grå, hvit og svart. Bare svarte er forskjellige i egenskaper - de har økt motstand mot ultrafiolett stråling og brukes når du legger et vanningssystem på bakken. Alle de andre har lignende egenskaper og legges innendørs eller graves ned i bakken.
Etter avtale er polypropylenrør av følgende typer:
- For kaldt vann (temperatur opp til +45°C). Det er lett å skille dem med den langsgående blå stripen.
- For varmtvannsforsyning (oppvarming opp til +85°C). Et særtrekk er en rød stripe.
-
Universal (maksimal oppvarming opp til +65-75°C avhengig av produsent). To striper påføres side ved side - blå og rød.
For både kaldt og varmt vann finnes det rør med ulike egenskaper. Dette vises på etiketten:
- PN10 brukes utelukkende i kaldtvannsforsyningssystemer (opptil +45°C) med lavt trykk (opptil 1 MPa). De har en liten veggtykkelse. Ikke egnet for høyhus.
- PN16. De er ofte merket som universelle, men oftere brukt til kaldt vann - de tåler oppvarming av mediet opp til + 65 ° C og trykk opp til 1,6 MPa.
- PN20. Tykkveggede rør, som kan transportere medium med temperaturer opp til +80°C, tåler trykk opp til 2 MPa. Brukes i distribusjon av varmtvann og varmeanlegg.
- PN25. Disse er forsterkede polypropylenrør (folie eller glassfiber). På grunn av tilstedeværelsen av et forsterkende lag har de ofte en mindre veggtykkelse enn PN20. Middels oppvarmingstemperatur - opptil +95°C, trykk - opptil 2,5 MPa. De brukes til varmtvannsforsyning og oppvarming.
Alle produseres i forskjellige diametre - opptil 600 mm, men i leiligheter og private hus brukes de hovedsakelig i størrelser fra 16 mm til 110 mm.
Vær oppmerksom på at den indre diameteren er angitt, da veggtykkelsen kan variere.
Etappe to. Sveising av polypropylenrør

Denne prosedyren vil kreve en elektrisk stikksag (skjæring av polypropylen) og spesielt sveiseutstyr.

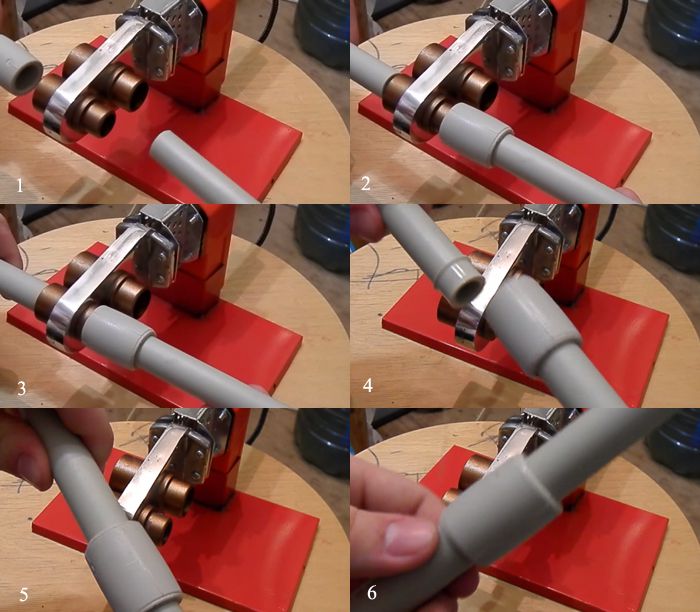
Steg en.
Mens apparatet varmes opp, tas de nødvendige målingene, rørene merkes og kuttes.
Trinn to.
Endene av produktene som er planlagt å kobles sammen blir nøye rengjort og avfettet.
Trinn tre.
Ved hjelp av en blyant markeres dybden av hvert produkt inn i hylsen. Det er karakteristisk at det samtidig skal være minst en millimeterspalte, slik at rørene ikke støter mot koblingen til beslaget.
Trinn fire.
Et PP-rør med beslag settes på hylsen i henhold til merkene som er laget, og oppvarming av alle elementer må skje samtidig.
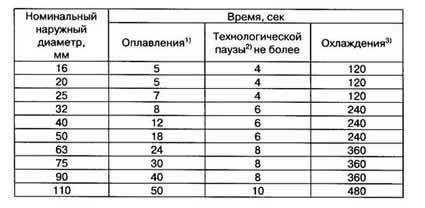
Varigheten av oppvarmingen avhenger ikke bare av diameteren til produktene, men også av sveisedybden (dette kan finnes i tabellen nedenfor).
Trinn fem.
Etter en viss tid fjernes produktene og kobles sammen, med liten innsats, og sitter på hverandre. Samtidig er det forbudt å rotere elementene langs aksiallinjen.

Trinn seks.
I løpet av noen få sekunder etter tilkoblingen utføres den primære justeringen, deretter er elementene endelig fikset.

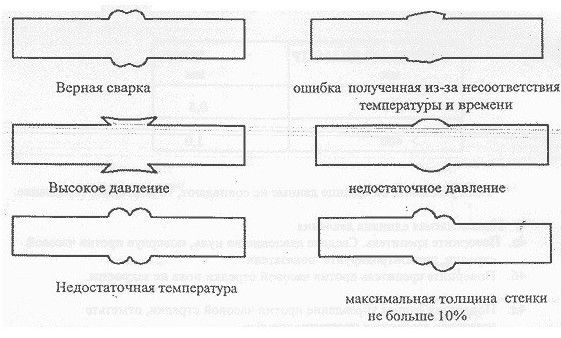
Hvis det ikke er hull igjen i krysset, kan det (forbindelsen) anses av høy kvalitet.
Produksjon av sveisemaskin
Med tanke på at en mer eller mindre god koster over tusen rubler, er det billigere å leie den eller lage den selv. Hvis sistnevnte ble valgt, bør du forberede deg for arbeid:

Rekkefølgen av handlinger bør være som følger.
Steg en.
For å forbedre varmeoverføringen behandles sålen på strykejernet med termisk pasta, deretter festes en teflonhylse. Plasseringen av sistnevnte er bestemt på forhånd - den brede delen opp eller ned.
Trinn to.
En skarp "nese" sages av for mer praktisk arbeid nær veggene.
Trinn tre.
Oppvarmingen av strykejernet utføres til enheten slår seg av for andre gang.
Trinn fire.
Det er bra hvis strykejernet er utstyrt med en temperatursensor - dette vil tillate deg å nøyaktig bestemme oppvarmingstemperaturen. Men det er en enklere vei - gjennom bly. Dette metallet smelter ved 230ᵒС og høyere, noe som tilnærmet sammenfaller med temperaturen som kreves for sveising.
Videre teknologi er identisk med den som er beskrevet ovenfor.
Nødvendige verktøy
montering;
Polypropylen rør selv;
Spesielt apparat for sveising av slike rør;
Sveisemaskin
En baufil for å kutte dem, en spesiell kutter selges ofte komplett med en sveisemaskin; for store mengder arbeid kan du bruke en ringkutter eller spesiell saks;
Avfettingsmiddel (etyl- eller isobutylalkohol); aceton i dette tilfellet er forbudt å bruke, da det er i stand til å myke plasten;
Faser: Interiøret ligner en blyantspisser, men siden fasingen må kuttes jevnt, er knivene i en annen vinkel; du kan erstatte beveleren med en vanlig fil og en kniv;
 Faser for plastrør
Faser for plastrør
Barbermaskin: et verktøy for å fjerne det forsterkede laget (hvis rørene våre har et forsterkningslag).
 Barbermaskin
Barbermaskin
Råd.
Rør som passer nær varmekjelen (i en avstand på mindre enn en halv meter) bør kun være laget av metall. De er koblet til polypropylen ved hjelp av adaptere fra en sveiset skjøt til en gjenget.
Arbeid med polypropylenrør
Dagens rørinstallasjonssystem av polypropylen inkluderer alle nødvendige elementer for tilkobling av rør av forskjellige størrelser, konturer, beslag, festemidler og inneslutninger.Monteringsprosessen er ganske enkel, og med de nødvendige ferdighetene er den rask.
Elementsettet kan tilpasses slik du ønsker, slik at resultatet blir et helt unikt system. Kompleksiteten og utstyret avhenger kun av kundens preferanser og ønsker, det vil si deg. Den eneste funksjonen som noen tilskriver ulempene med polypropylen er den sveisede tilkoblingsmetoden. Etter sveising er det ikke lenger mulig å skille rørene og rette feilen. Derfor må du tenke over alt på forhånd og prøve å unngå unøyaktigheter i handlinger.
Hvis vi bryter ned rørsveiseprosessen i separate trinn, vil den se slik ut:
- Med en loddebolt for polypropylen er det nødvendig å varme opp begge delene som du vil feste til hverandre.
- Etter at du må koble til de oppvarmede delene;
- Etter en kort periode, fjern de allerede festede elementene fra apparatet.
Sveising gir elementene en så sterk forbindelse at det er nesten umulig å skille delene uten å bryte dem. Derfor anses polypropylenrør for å være av høy kvalitet, holdbare og tåle nesten ethvert trykk.
Hovedfaser i arbeidet
1. Vi tar et rør av riktig størrelse.
2. Vi renser kantene fra grader dannet under kutting med en fil eller beveler.
3. Vi markerer med en blyant på enden av røret (se bilde) hvilken seksjon vi trenger for å smelte, det vil si at vi skisserer stedet der beslaget skal settes på.
 Vi skisserer stedet for lodding med en blyant
Vi skisserer stedet for lodding med en blyant
4. Vi behandler rør og armatur med et avfettingsmiddel.
5. Fest sveisemaskinen godt til bordet.
6. Settet inneholder dyser med forskjellige diametre. Vi tar de nødvendige dysene (en for beslaget og en for røret) og fester dem på begge sider av enheten.
7. Still inn temperaturen til 260°.
8. Så snart lysene slukker (dette betyr at enheten har varmet opp nok), kan du begynne å jobbe. Gjennomsnittlig oppvarmingstid er 2-3 minutter.
9. Vi legger på varme dyser (det er to av dem) en beslag og et rør til et blyantmerke. For mye press på delene som skal sveises eller roteres bør ikke være det.
 Stumsveisemaskin. Beslag og rør settes på varme dyser
Stumsveisemaskin. Beslag og rør settes på varme dyser
10. Vi teller den foreskrevne tiden. Oppvarmingstiden er alltid angitt i bruksanvisningen. For eksempel, for et 25 mm rør er det nøyaktig 7 sekunder).
 Oppvarmingstiden til enheten avhenger av diameteren på røret
Oppvarmingstiden til enheten avhenger av diameteren på røret
11. Fjern raskt og nøyaktig de oppvarmede delene, hold litt fast i sveisemaskinen.
12. Vi forbinder dem med hverandre. Overdreven press på dem eller rotasjon er også uakseptabelt.
13. Vi venter i noen sekunder.
14. Hvis vi gjorde alt riktig, får vi en perfekt jevn, homogen forbindelse.
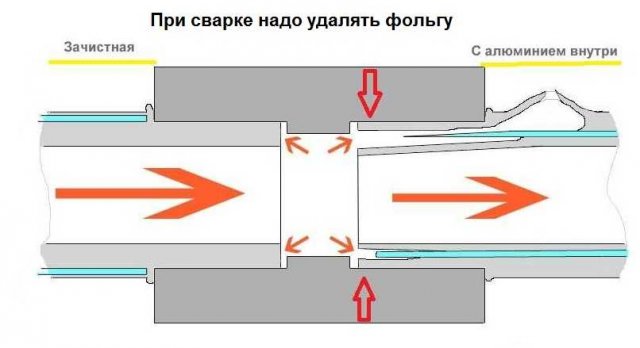
Det forsterkede laget på segmentet av forbindelsen må fjernes, ellers vil forbindelsen være inhomogen og skjør;
Når du kjøper en enhet, er det ikke nødvendig å bruke ekstra penger og kjøpe en modell med termostat, fordi vi trenger et enkelt temperaturregime på 260 ° C; bruk av andre moduser kan føre til dårlig tilkobling;
Vann må strømme fritt gjennom rørene; slik at en hindring i form av frossen plast ikke dannes på stedet for lodding, ikke legg for mye press på de smeltede delene når du kobler til; lavt trykk er imidlertid også uakseptabelt - lengden på tilkoblingen for pålitelig feste vil ikke være nok; dette kan føre til dannelse av turbulens og trykkfall i systemet;
Den grunnleggende regelen for slik lodding er: beslaget settes på dysen først, og først deretter røret; nedtellingen starter når begge deler er på maskinen;
Polypropylen griper på 4-8 sekunder, men du bør ikke la det gå med en gang - for at det skal fryse helt, må du vente 20-30 sekunder;
Deler under kjøling må være ubevegelige, det minste skiftet kan bryte tettheten til forbindelsen; derfor, før lodding, er det bedre å forberede spesielle klemmer for å fikse dem; du kan lage dem fra hvilken som helst trestang eller sterk ledning;
Avkjøling av den resulterende noden med vann eller en stråle av kald luft er forbudt - forbindelsen vil være skjør;
Ikke varm opp røret og monteringen mer enn den tildelte tiden - polypropylen vil bli deformert; med mindre tid til oppvarming vil tilkoblingen av deler være vanskelig;
Ved riktig sveising bør en del av plasten danne en liten tilstrømning på hylsen;
Du kan sjekke kvaliteten på arbeidet ditt ved å kutte den tilkoblede delen i to; du bør se i krysset en jevn monolittisk forbindelse uten deformasjoner og tomrom.
Avløpssystem fra PP-rør
Som nevnt tidligere, brukes polypropylenrør aktivt i dag i arrangementet. Installasjonsprosedyren i dette tilfellet har sine egne nyanser.

Innvendig avløp
Det er en rekke regler som må overholdes ved installasjon av kloakk i huset.
- Rørledningen legges i vinkel i retning av kloakkstigeledningen (ca. 3 cm pr. lineær meter).
- Hvis rommet ikke er oppvarmet, er rørene i tillegg isolert med mineralull.
- Ikke foreta skarpe svinger i en vinkel på 90ᵒ, i stedet brukes såkalte halvbøyninger.
- Ventilasjon av viftetype er en obligatorisk komponent i kloakksystemet, som vil forhindre inntrengning av en ubehagelig lukt inn i hjemmet.
- Toalettet kobles først til etter vasken, ellers vil vannforseglingen bryte.
Utendørs avløp

Steg en.
Diameteren på rørene bestemmes, hovedsakelig avhengig av antall personer som bor i huset.
Trinn to.
En grøft graves fra kloakkstigerøret til en septiktank eller avløpsbrønn. Samtidig observeres en skråning, avhengig av jordfryselinjen, eller rørledningen er isolert med mineralull.


Trinn tre.
Bunnen er dekket med en "pute" av sand. Tykkelsen bør være minst 20 cm.
Trinn fire.
Rørledning legges
Det er viktig å unngå mulig henging, ellers vil forbindelsene snart kollapse.
Boring foregår ved hjelp av en kjegleformet spiss av stål. Lignende teknologi brukes i konstruksjonen av:
Horisontal boring av en grøft for rørledningen utføres ved bruk av spesialutstyr med trykkjekkpumper. Boring foregår ved hjelp av en kjegleformet spiss av stål. Lignende teknologi brukes i konstruksjonen av:
- bil- og jernbaneveier;
- rørledninger til kjellere;
- motorveier til arbeidsbrønner.
Gjør-det-selv installasjon av en PP-rørledning vil bidra til å spare mye, men bare hvis det gjøres riktig.
Produkter laget av polypropylen brukes som regel når du lager drenerings- og vanningssystemer, så vel som når du legger et vannforsyningssystem eller arrangerer et varmesystem. Polypropylen tilhører klassen polyolefiner, noe som betyr at alle produkter laget av dette materialet utmerker seg med en høy grad av miljøsikkerhet.
I tillegg kan dreneringssystemer av polypropylen vare veldig lenge, mens kostnadene for driften vil være minimale. Men når du arbeider med slike produkter, må du vite det hvordan sveise polypropylenrør på en slik måte at de unngår deformasjon
og forhindre lekkasje.
DIY sveising
Arbeid bør utføres i et godt ventilert område. Polypropylen, når det oppvarmes, er i stand til å frigjøre giftige stoffer, og de kan være helseskadelige og forårsake forgiftning.
Trinnvise instruksjoner for sveising:
- Først installeres den nødvendige munnstykket av riktig størrelse på loddebolten;
- For å smelte polypropylen må en temperatur på 260 grader nås;
- Forbered deler for tilkobling, utfør rengjøring og riktig plassering;
- Deretter settes loddebolten i drift;
- Det er nødvendig å vente på nødvendig tid for oppvarming, og dette indikeres av den grønne fargen på sensoren.
 Ved lodding er det bedre å plassere enheten på en slik måte at den står stødig
Ved lodding er det bedre å plassere enheten på en slik måte at den står stødig
Deretter settes røret og beslaget samtidig på emnet og loddeverktøyet. Røret settes inn i emnet. Beslaget er plassert på utsiden. Det skyves helt inn, og røret skyves inn til ferdigmerket. Det viktigste er å holde tiden riktig.
Hvis verktøyet varmes opp dårlig, vil diffusjonsnivået være lite, og dette vil krenke kvaliteten på legeringen. En høy temperatur vil føre til overoppheting av delene. Den optimale tiden avhenger av diameteren på røret og beslagene.
Etter oppvarming er det viktig å umiddelbart legge til kai. Hovedforhandlingsregelen er overholdelse av toleranse
De første sekundene tillater en korrigering, men det er ikke tillatt å snu. Samtidig er det nødvendig å ikke skynde seg og ikke trekke, og overholde den gyldne middelvei.
Etappe tre. Installasjon av rørledninger
Når du legger motorveien trenger du:
- rør;
- tees;
- Kuleventiler;
- plugger;
- adaptere;
- bøyer;
- koblinger;
- avtakbare koblingselementer;
- gjengede beslag;
- plastklemmer.
Først av alt utføres installasjonen av hovedelementene i systemet (rørleggerarbeid, radiatorer, kjeler, etc.), hvoretter den fremtidige motorveien er merket i samsvar med det utarbeidede prosjektet. Elementene i rørledningen er sammenkoblet ved hjelp av koblinger.
Hvis vi snakker om oppvarming eller varmt vann, tas termisk ekspansjon i betraktning. For å kompensere for det siste er det ønskelig å bruke mobilforbindelser. Når du installerer en lukket rørledning, blir veggene først grøftet (et spor er laget på de riktige stedene med en bredde på to rørdiametre).
Rørledningen kan først fylles med væske etter at det har gått en time fra slutten av installasjonen. En hydraulisk test kan bare utføres etter en dag.


Hvorfor polypropylen
I dag tilbyr rørprodusenter et stort utvalg produkter for legging av vannforsyning, kloakk eller varmesystemer. Du kan kjøpe metall-plast-, metall- eller polypropylenrør. I dag foretrekker et økende antall forbrukere å velge polypropylenrør, som har mange fordeler:
- ikke korroderer;
- enkel å installere;
- krever ikke konstant reparasjon;
- holdbar og pålitelig i drift;
- kan legges inne i en vegg eller et gulv;
- er betydelig billigere enn metallrør.
Polypropylenrør kan brukes til å installere varmesystemer, for vannrør og til kloakk.
Hvilke rør passer for deg
For å velge polypropylenrør må du vite:
- forholdene som rørene skal drives under;
- væsketrykk i systemet og dets temperatur;
- den nødvendige gjennomstrømningen til produktet, som bestemmer arbeidsdiameteren.
Polypropylenrør har en spesiell merking avhengig av formålet med produktet.
- PPH
- ventilasjon, kaldtvannsforsyning. - PPB
– systemer for kaldtvannsforsyning, oppvarming. - PPR
– systemer for varmt og kaldt vannforsyning, oppvarming.
Rør med PPR-merking
- er universelle. Derfor er de mest etterspurt. De er svært motstandsdyktige mot både høye og negative temperaturer.
Etappe én. Utarbeide et prosjekt
Installasjonsarbeidet bør begynne med utformingen av den fremtidige motorveien. Et viktig kriterium her er ergonomi, slik at antall svinger og koblingselementer bør holdes på et minimum.

Når du arrangerer varmesystemet, er et godt designet prosjekt spesielt viktig, der plasseringen av slike elementer som:
- koblinger;
- adaptere;
- festemidler;
- hjørner;
- varmeutstyr.
Ledningen er koblet til radiatorene på en eller to-rørs måte, fra siden eller fra bunnen.

Rørleggerarbeid

Her er motorveien koblet til et sentralisert system for å forsyne nødvendig rørleggerutstyr - en toalettskål, vasker, en kjele, etc. Det er to måter å utføre kabling på.
Metode nummer 1.
Åpne alternativ. Horisontale rør monteres litt over gulvnivå, og vertikale rør monteres utelukkende i hjørnene. Alt dette gjør rørledningen mindre merkbar.
Metode nummer 2.
Lukket alternativ. Det er ekstremt vanskelig å utføre, siden det innebærer foreløpig å utføre de mest nøyaktige beregningene. Rør (nødvendigvis solide) er immurert inn i veggene, og det skal være fri tilgang til hver skjøt.

I tillegg kan rørleggerarbeid være:
- sekvensiell type (det mest budsjettmessige og enkleste alternativet å implementere);
- kollektortype (en samler brukes ved tilførsel av vann);
- med gjennomgående stikkontakter (lite populært).
Stadier av arbeidssveiseprosessen
Etter å ha målt den nødvendige lengden på røret, lag et merke på det med en markør. Med en rørkutter eller saks, kutt produktet i en vinkel på 90º i forhold til aksen. Verktøyet må være skarpt nok til at røret ikke deformeres.

Røret kuttes i en vinkel på 90º i forhold til aksen
Kanten på det forsterkede produktet må rengjøres, og bli kvitt topplaget og folien. Uten dette stadiet vil aluminiumsfolien, som er en del av rørene, komme i kontakt med væsken under drift. Som et resultat vil korrosjon av det forsterkede laget føre til et brudd på sømmens integritet. En slik forbindelse vil lekke over tid.

Kanten på armerte rør rengjøres
For ikke-forsterkede produkter i enden av røret er sveisedybden angitt, med fokus på lengden på monteringshylsen. Et annet viktig poeng ved klargjøring av rør for sveising er avfetting av overflaten. Behandling av krysset med alkohol vil gi mer pålitelig kontakt med delene.
Klargjøring av sveisemaskinen
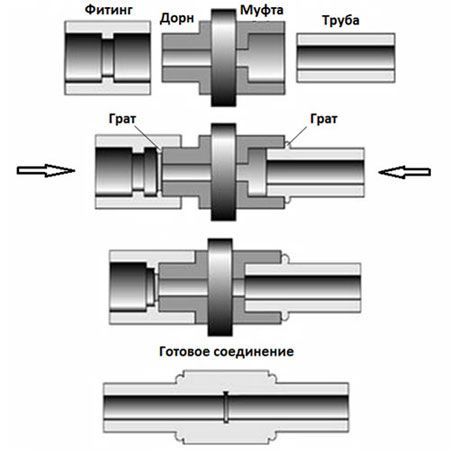
Før sveising av plastrør er det nødvendig å forberede sveisemaskinen. Den håndholdte enheten er festet på en flat overflate. Maskindeler skal være rene og fri for defekter. Rengjør dem med en klut fuktet i alkohol. Varmeelementene settes på når verktøyet er av. En dor brukes til å smelte sammen en beslag, en hylse brukes til å smelte sammen et rør.

Oppvarmingstiden for deler for sveising bestemmes i henhold til tabellen
Deretter kobles enheten til nettverket. Samtidig skal indikatorene på enhetens kropp lyse opp. En av dem signaliserer at enheten er koblet til nettverket. Den andre, etter å ha nådd den nødvendige oppvarmingstemperaturen, skal gå ut. Etter at indikatoren går ut, er det ønskelig at det går fem minutter og først da begynner sveiseprosessen. Denne tiden avhenger av omgivelsestemperaturen og varer fra 10 minutter til en halv time.
Hva er sveiseprosessen?
Etter oppvarming av apparatet setter du beslaget på doren og setter røret inn i hylsen. Dette gjøres samtidig og med liten innsats.

Etter oppvarming av enheten, sett beslaget på doren, og sett røret inn i hylsen
For å vite hvordan du skal sveise polypropylenrør riktig, er det nødvendig å ta hensyn til oppvarmingstiden. Riktig periode vil tillate at delene varmes opp til ønsket temperatur og ikke smelter. Det avhenger av diameteren på røret.
Etter den nødvendige tidsperioden fjernes delene fra apparatet og kobles til. I dette tilfellet må røret gå inn i beslaget strengt opp til merket. Under denne prosessen er det forbudt å rotere delene langs aksen.

I ferd med å koble sammen deler er det forbudt å rotere produkter langs aksen
Etter sammenføyning av delene er mekanisk påvirkning på sømmen ikke tillatt før den er helt avkjølt. Med forbehold om teknologi, skal resultatet være en sterk og tett søm.
Artikkelen gir de nødvendige anbefalingene om hvordan du skal sveise rør riktig, med en detaljert beskrivelse av hvert trinn. Ved å sette disse tipsene ut i livet, kan du uavhengig gjennomføre en rørledning for vannforsyning eller oppvarming. Det viktigste er å velge riktige rør og følge prosessteknologien. Først da vil polypropylenrørledningen tjene i lang tid og uavbrutt.
Støpejern har ikke vært brukt i moderne vannforsyning og varmesystemer på lenge. Den ble erstattet av lett, lett å installere og ikke-korrosiv plast. I dag vil vi snakke om sveising av polypropylenrør med egne hender for nybegynnere - hovedstadiene i denne prosessen og dens forviklinger.
Hvorfor polypropylen er bedre for sveising enn metall
En rekke albuer og beslag, samt profil- og runde bøyninger laget av polypropylen, er velfortjent populære fordi:
- Etter riktig sveising danner de monolittiske deler som kan vare mer enn femti år.
- Under drift reduserer de ikke gjennomstrømningen.
- De har en veldig høy motstand mot forskjellige husholdningskjemikalier.
- Kostnaden for slike produkter er flere ganger lavere enn kostnadene for lignende produkter laget av metall.
I tillegg, hvis produktet er valgt riktig og sveisingen er utført med høy kvalitet, kan vi si at polypropylenrør i mange tilfeller ganske enkelt er et ideelt element i det tilsvarende systemet, inkludert.