Innhold
-
lysbilde 1
Student: Plekhanov A.G.
Gruppe: ZOSb-0901
Foreleser: Goncharov V.S. -
lysbilde 2
-
lysbilde 3
Kjemiske metoder for behandling av avløpsvann inkluderer nøytralisering, oksidasjon og reduksjon. De brukes til å fjerne løselige stoffer og i lukkede vannforsyningssystemer. Kjemisk behandling utføres noen ganger som en innledende til biologisk behandling eller etter den som en metode for etterbehandling av avløpsvann.
G
-
lysbilde 4
Avløpsvann som inneholder mineralsyrer eller alkalier nøytraliseres før det slippes ut i vannforekomster eller før det brukes i teknologiske prosesser. Vann med pH = 6,5 ... 8,5 anses som praktisk talt nøytrale.
Nøytralisering kan utføres på ulike måter: blande surt og alkalisk avløpsvann, tilsette reagenser, filtrere surt vann gjennom nøytraliserende materialer, absorbere sure gasser med alkalisk vann, eller absorbere ammoniakk med surt vann. Nedbør kan dannes under nøytraliseringsprosessen. -
lysbilde 5
Biokjemiske metoder brukes til å rense husholdnings- og industriavløpsvann fra mange oppløste organiske og noen uorganiske (hydrogensulfid, sulfider, ammoniakk, nitritt) stoffer. Renseprosessen er basert på mikroorganismers evne til å bruke disse stoffene til ernæring i livets prosess, siden organiske stoffer er en kilde til karbon for mikroorganismer.
-
lysbilde 6
6.3.2. Oksidasjon av avløpsvannforurensninger
Følgende oksidasjonsmidler brukes til avløpsvannbehandling; gassformig og flytende klor, klordioksid, kalsiumklorat, kalsium- og natriumhypokloritt, kaliumpermanganat, kaliumdikromat, hydrogenperoksid, atmosfærisk oksygen, peroksosvovelsyrer, ozon, pyrolusitt, etc.
Under oksidasjonsprosessen går giftige forurensninger i avløpsvannet, som et resultat av kjemiske reaksjoner, over i mindre giftige, som fjernes fra vannet. -
Lysbilde 7
Reduktive behandlingsmetoder for avløpsvann brukes til å fjerne kvikksølv, krom og arsenforbindelser fra avløpsvann.
Under renseprosessen reduseres uorganiske kvikksølvforbindelser til metallisk kvikksølv, som skilles fra vann ved bunnfelling, filtrering eller flotasjon. For å redusere kvikksølv og dets forbindelser brukes jernsulfid, natriumborhydrid, natriumhydrosulfitt, hydrazin, jernpulver, hydrogensulfid og aluminiumpulver.
Den vanligste måten å fjerne arsen fra avløpsvannet på er å utfelle det i form av tungtløselige forbindelser med svoveldioksid. -
Lysbilde 8
For å fjerne forbindelser av kvikksølv, krom, kadmium, sink, bly, kobber, nikkel, arsen og andre stoffer fra avløpsvann, de vanligste reagensbehandlingsmetodene, hvis essens er å omdanne vannløselige stoffer til uløselige stoffer ved å tilsette forskjellige reagenser , etterfulgt av deres separasjon fra vann i form av nedbør.
Kalsium- og natriumhydroksider, natriumkarbonat, natriumsulfider og diverse avfall brukes som reagenser for å fjerne tungmetallioner fra avløpsvann. -
Lysbilde 9
Kjente aerobe og anaerobe metoder for biokjemisk behandling av avløpsvann. Den aerobe metoden er basert på bruk av aerobe grupper av organismer, hvis levetid krever konstant tilførsel av oksygen og en temperatur på 20...40°C. Ved aerob behandling dyrkes mikroorganismer i aktivert slam eller biofilm. Anaerobe rensemetoder fortsetter uten oksygentilgang; de brukes hovedsakelig til nøytralisering av sedimenter.
-
Lysbilde 10
Metoder for behandling av termisk avløpsvann
Termiske metoder nøytraliserer avløpsvann som inneholder
mineralsalter av kalsium, magnesium, natrium, etc., samt organiske stoffer
stva.Slikt avløpsvann kan nøytraliseres:
- konsentrasjon av avløpsvann med påfølgende utslipp av løsningen
aktive stoffer;
- oksidasjon av organiske stoffer i nærvær av en katalysator;
— væskefaseoksidasjon av organiske stoffer;
- deponering av brann.
Se alle lysbildene
Elektromekanisk bearbeiding
Essensen av elektromekanisk prosessering ligger i det faktum at en strøm med høy effekt og lav spenning føres gjennom kontaktflaten til verktøyet og arbeidsstykket. Fremspringene av mikroruheter i overflatelaget utsettes for sterk oppvarming og under kraften fra verktøyet deformeres og glattes, og overflatelaget styrkes på grunn av rask fjerning av varme inn i hoveddelen av metallet og rask avkjøling. I dette tilfellet er oppvarming til fasetransformasjonstemperaturer en nødvendig betingelse for herding av prosesseringsmoduser.
Herdeeffekten oppnås på grunn av det faktum at ultraraske oppvarmings- og kjølehastigheter oppnås og en høy grad av kornforfining oppnås.
Elektromekanisk prosessering er preget av følgende funksjoner:
- termisk og kraftpåvirkning på overflatelaget utføres samtidig;
- varmeavgivelse i kontaktsonen mellom verktøyet og arbeidsstykket er en konsekvens av virkningen av to varmekilder - ekstern og intern;
- den termiske syklusen (oppvarming, holding og avkjøling) er svært kort og måles i brøkdeler av et sekund.
Det er forskjellige måter å tilføre elektrisk strøm til kontaktpunktet mellom verktøyet og arbeidsstykket (fig. 2).
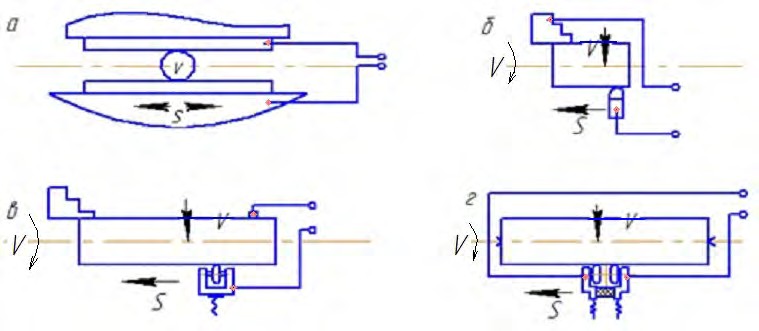
Figur 2 - Måter å tilføre elektrisk strøm: a - gjennom en fast kontakt; b - gjennom roterende utstyrselementer; inn - gjennom valsen; d - gjennom doble ruller
Hver av de nåværende forsyningsmetodene har sine egne fordeler og ulemper. Avhengig av formål og type utstyr for elektromekanisk bearbeiding, kan dreie-, frese-, bore- og andre metallskjæremaskiner brukes. Det er følgende moduser for elektromekanisk herding.
Hard herdemodus, som innebærer høy overflatestrømtetthet (700...1500 A/mm²), lav prosesseringshastighet (0,5...5 m/min) og lave krav til ruhetsparametere. Det dannes fint spredt martensitt i overflatelaget, og det er ingen vesentlige plastiske deformasjoner.
Den gjennomsnittlige forsterkningsmodusen utføres ved en overflatestrømtetthet på 800 A / mm² og er preget av tilstedeværelsen av en ferritisk-martensittisk struktur og betydelige deformasjoner av overflatelaget. Behandlingshastighetene er omtrent lik eller litt høyere enn hastighetene i hard modus.
Etterbehandlingsmodusen er preget av fravær av fasetransformasjoner, lav overflatestrømtetthet og høye prosesseringshastigheter (10..120 m/min). Brukes til overflateherding. Dette gir høy ytelse.
Optimale moduser for elektromekanisk herding gjør det mulig å oppnå ikke bare de nødvendige ruhetsparametrene, men også å oppnå en komplett struktur av overflatelaget med økt slitestyrke.
Trykkrestspenninger i overflatelaget på grunn av deformasjonskrefter virker forsterkende på ulike typer bruddlaster. Herding av overflatelagene øker deres korrosjonsbestandighet. Dette forklares ikke bare av den høye graden av herding, den spesielle strukturen og spredningen av overflatelaget, men også av kombinasjonen av gunstige fysiske og mekaniske egenskaper til dette laget.
I forbindelse med økningen i operasjonelle egenskaper, er det tilrådelig å bruke elektromekanisk herding for et bredt spekter av deler som opererer under forskjellige forhold med slitasjefriksjon.
Magnetisk slipende behandling
Essensen av magnetisk-slipende maskinering er slipende fjerning av kvoten ved å skape et magnetfelt direkte i skjæresonen fra en ekstern kilde.Følgende brukes som slipeverktøy: magnetiske slipepulver, slipende suspensjoner, magnetiske reologiske væsker.
Bevegelsen til et metallarbeidsstykke i et magnetfelt er ledsaget av utseendet av induksjonsstrømmer i en vekslende retning i det under gjentatt magnetiseringsreversering.
Slipende skjæring med påføring av disse fenomenene har en rekke funksjoner. Som et resultat av de magnetiske og elektroplastiske effektene endres styrkeegenskapene til det behandlede materialet, hovedsakelig i det nære overflatelaget. Kreftene som kreves for skjæring og plastisk utjevning av den maskinerte overflaten reduseres; forholdene legges til rette for dannelse av en overflate med små ruhetsparametere og med økt bæreareal.
Den elektriske ladningen til den behandlede overflaten forsterker elektrokjemiske fenomener. Dette forklarer den høye effektiviteten ved bruk av kjemisk og overflateaktive skjærevæsker i prosessene med magnetisk slipemiddelbehandling sammenlignet med tradisjonelle typer slipemiddelbehandling.
De mekaniske egenskapene til magnetisk slipemiddelbehandling er:
- kontinuerlig kontakt av pulveret med den behandlede overflaten, noe som gjør det mulig å øke nøyaktigheten av geometriske dimensjoner og form, samt å redusere sykliske belastninger på systemet "maskin - armatur - verktøy - del";
- fraværet av en stiv festing av slipekornet i bunten, bidrar til spontan utjevning av skjæreverktøyet i forhold til overflaten som skal behandles;
- evnen til å kontrollere stivheten til verktøyet lar deg justere fjerningen av metall fra formingsoverflaten;
- fraværet av friksjon av bindemidlet på overflaten av produktet reduserer temperaturen i slipebehandlingssonen og ruheten Ra fra 1,25 ... 0,32 til 0,08 ... 0,01.
Magnetisk slipepulver brukes i magnetiske slipende prosesser. Magnetfeltet skapes ved hjelp av spesielle magnetiske induktorer. På den aktive overflaten til de magnetiske induktorene og i arbeidsgapet holdes pulveret av magnetfeltets krefter og pulverets friksjonskrefter mot overflaten av induktoren. Kreftene som kreves for abrasiv skjæring skapes på grunn av komprimeringen av pulvermediet i arbeidsområdet av magnetiske krefter og avstandstrykk. Friksjonskreftene i pulverets kontakt med arbeidsstykket skaper ytterligere trykk i pulvermediet og ved dets grenser.
Skjemaer for magnetisk-slipende behandling er vist i figur 3.
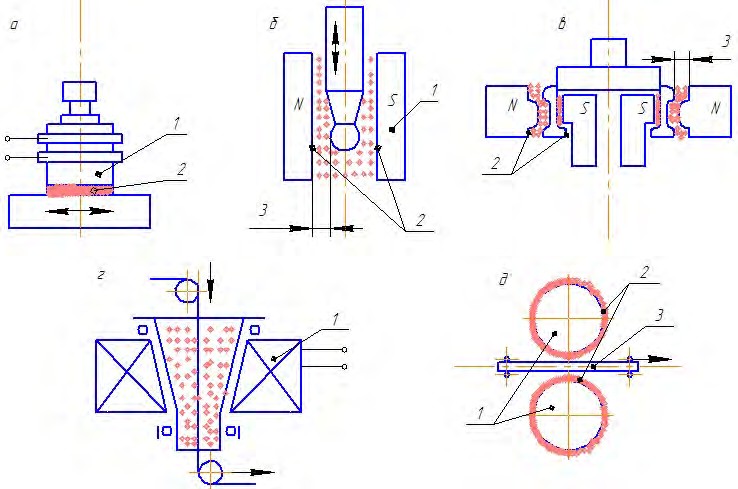
Figur 3 - Skjemaer for magnetisk-slipende pulverbehandling: a - flate overflater; b - ytre sylindriske overflater av revolusjon med pulver i arbeidsområdet; c - formet ytre og indre overflate med pulver i arbeidsspaltene; g - ledning ved å trekke gjennom en roterende trakt; e - arkmateriale; 1- magnetisk induktor; 2 - aktiv overflate; 3 - arbeidsgap
Magnetisk-slipende prosessering utføres på spesialiserte maskiner utstyrt med spesialteknologisk utstyr for MAO. Utformingen av maskinene forutsetter tilstedeværelsen av stasjoner for arbeids- og hjelpebevegelser, en magnetisk induktor, en pulverbeholder med en dispenser, en enhet for rengjøring av arbeidsområdet fra avfallspulver.
Magnetisk slipende pulverbehandling brukes i etterbehandling av teknologiske operasjoner for polering av overflater, rengjøring av dem fra oksid- og kjemiske filmer, fjerning av små grader, avrunding av kanter, etterbehandling og herding av skjære- og stanseverktøy.
Visninger:
277
Skjæremetode
Metallkutting er en av metodene som lar deg behandle elementer mekanisk på forskjellige typer enheter. Det vanskeligste er å jobbe med fargede varianter av materiale som er vanskelig å deformere. Tidligere ble plasmabehandling brukt til å kutte dem. Men med bruken av laseren har denne metoden mistet sin relevans.
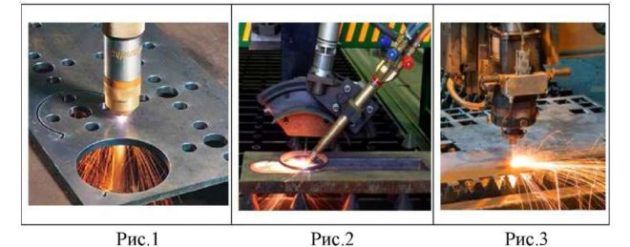 Alternativer for skjæring av metall
Alternativer for skjæring av metall
For tiden brukes en fiberlaser som gjør det mulig å behandle materialet på andre måter, for eksempel ved boring eller gravering. Det finnes flere typer metallskjæring:
- snu;
- boring;
- høvling;
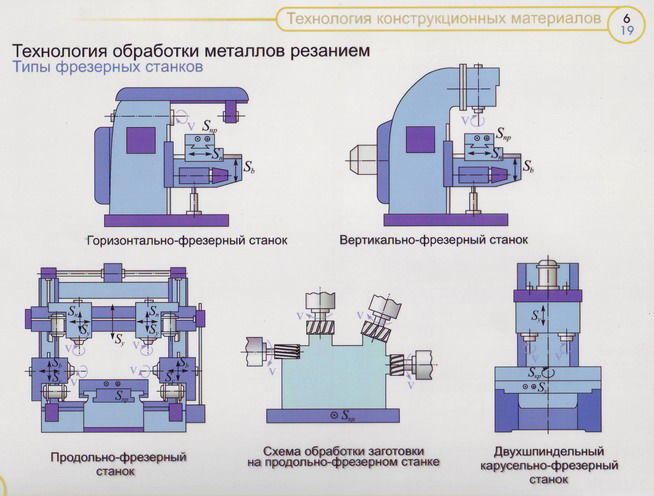
- fresing;
- sliping.
Prinsipper for dreiing og boring. Når du snur en del, endres dens størrelse praktisk talt ikke. Dreiing innebærer prosessering på en dreiebenk eller andre typer enheter, inkludert boring og sliping.
 Parametre for hovedtyper av metallskjæring
Parametre for hovedtyper av metallskjæring
Boring brukes til å lage et hull som endrer utseendet til en del. Denne mekaniske metoden kan utføres på hvilken som helst enhet. Hovedbetingelsen er tilstedeværelsen av en drill og en skrustikke der arbeidsstykket er installert.
Høvledetaljer. Høvling utføres på en spesialhøvel utstyrt med kutter. Kompleksiteten til denne typen bearbeiding ligger i behovet for nøyaktige beregninger av tomgangs- og arbeidsslag som lar kutteren gå inn og ut av arbeidsstykket.
Metoder for fresing og sliping. Fresing er en kompleks mekanisk metode som utføres på en horisontal fresemaskin. Arbeidsstykket festes på arbeidsflaten, og behandles deretter ved hjelp av en kutter som virker på arbeidsstykket i en vinkel.
Metallsliping er det siste stadiet, som lar deg gi overflaten av delen den nødvendige glattheten og fjerne overflødig lag. Sliping krever ikke spesielle enheter. Det endelige utseendet til delen kan gis uavhengig ved hjelp av et slipehjul. Under produksjonsforhold brukes slipemaskiner til disse formålene. Sylindriske deler er maskinert ved rotasjon bevegelser med rette og sirkulære mate. Når det gjelder et flatt arbeidsstykke, utføres metallsliping kun i foroverretningen.
Relatert video: Presisjonsmetallbehandling
https://youtube.com/watch?v=ZyqCmfg8aBQ
Et utvalg spørsmål
- Mikhail, Lipetsk — Hvilke skiver for metallskjæring bør brukes?
- Ivan, Moskva — Hva er GOST for metallvalset stålplate?
- Maksim, Tver — Hva er de beste stativene for oppbevaring av valsede metallprodukter?
- Vladimir, Novosibirsk — Hva betyr ultralydbehandling av metaller uten bruk av slipende stoffer?
- Valery, Moskva - Hvordan smi en kniv fra et lager med egne hender?
- Stanislav, Voronezh — Hvilket utstyr brukes til produksjon av galvaniserte stålluftkanaler?
Generelle egenskaper ved antimikrobielle midler
Betydelige
antall menneskelige sykdommer forårsaket
bakterier, virus, sopp, spiroketter og
også noen helminths. Stoffer
som nøytraliserer patogener
miljøet eller i kroppen
mennesker kalles antimikrobielle
midler.
Farmakologisk
effekten av stoffer i denne gruppen er
bakteriostatisk (evnen
slutte å vokse og reprodusere
mikroorganismer) eller bakteriedrepende
(egenskap for å nøytralisere mikroorganismer).
Antimikrobiell
Midlene er delt inn i to grupper:
JEG.
Antiseptisk og desinfiserende
fasiliteter.
narkotika,
ikke viser selektiv antimikrobiell aktivitet
handlinger og har betydelig toksisitet
for en person.
Antiseptisk middel
midler kan føre til døden
eller slutte å vokse og utvikle seg
mikroorganismer på overflaten av kroppen
menneske (hud eller slimhinner).
Desinfeksjon
betyr å nøytralisere patogener
mikroorganismer i miljøet, deres
brukes til rombehandling
sengetøy, servise, medisinske instrumenter,
utstyr, pasientbehandlingsartikler.
Klassifisering
antiseptisk og desinfiserende
midler
JEG.
Antiseptisk og desinfiserende
midler av uorganisk natur
1.
Halogener (halogenider)
1.1.
Preparater som inneholder klor - klor
kalk, kloramin B, klorheksidin
diglukonat, klorantoin, natriumhypokloritt
1.2.
Preparater som inneholder jod - jodløsning
alkohol, jod, jodform
(trijodmetan), Lugols løsning, jod-dicerin,
jodinol, povidon-jod (betadin)
2.
Oksidasjonsmidler - hydrogenperoksidløsning
(hydrogenperoksid) fortynnet og
konsentrert, kaliumpermanganat,
benzoyl pe-hydroksyd (hydroksy 5, 10)
3.
Syrer og baser - borsyre,
benzosyre, ammoniakkløsning,
natriumtetraborat (boraks)
4.
Tungmetallsalter - kvikksølvdiklorid
(sublimert), sølvnitrat, collargol,
protargol, sinksulfat, dermatol,
xeroform
II.
Antiseptisk og desinfiserende
betyr av organisk opprinnelse
1.
Fenoler - ren fenol (karbonsyre),
bjørketjære, resorcinol, trikresol,
polykresulen (vagotyl)
2.
Tjære og harpiks - ichthyol (ichthammol), vinizol
3.
Fargestoffer - strålende grønn,
metylenblått, etacridin-laktat
(rivanol)
4.
Nitrofuranderivater - furatsilin
(Nitrofural), furoplast, furagin
(furazidin)
5.
Aldehyder og alkoholer - etylalkohol,
formaldehyd (formalin), Lysoform
6.
Vaskemidler - grønnsåpe, Zerigel,
etonium, decametoksin (septefril),
miramistin.
II.
Kjemoterapeutiske legemidler.
narkotika,
som gir selektive
antimikrobiell aktivitet, utstilling
bredt spekter av terapeutiske
deres handlinger brukes til å behandle og
forebygging av infeksjonssykdommer.
Generell beskrivelse av den teknologiske prosessen
Maskinering av emner kan gjøres på to måter:
- trykk (uten sponfjerning);
- kutting (med sponfjerning).
I det første tilfellet får materialet ønsket form og volum av kraften til verktøyet, for eksempel smiing. I det andre tilfellet fjernes overflatelag (godtgjørelse) fra det, for eksempel fresing, høvling, sliping.
Maskinering av metaller er en av stadiene for å oppnå et ferdig produkt fra et arbeidsstykke og krever foreløpig utarbeidelse av et teknologisk kart som indikerer de nødvendige dimensjonene og nøyaktighetsklassene. Basert på det teknologiske kartet tegnes det opp en tegning av det ferdige materialet, som også angir dimensjoner og nøyaktighetsklasser.
https://youtube.com/watch?v=WmTQqaIKFNc
Vibrerende mekanisk skjæring
Vibrasjonsoverlagret maskinering blir mer og mer utbredt. Det er to retninger for vibrasjonspåvirkning. Den første retningen er assosiert med demping av ugunstige vibrasjoner under bearbeiding, som forårsaker en reduksjon i overflatekvalitet, maskineringsnøyaktighet og verktøylevetid. Denne retningen er spesielt viktig ved skjæring av materialer som er vanskelige å kutte.
Den andre retningen er forbundet med oppnåelsen av en positiv effekt i prosessen med å påføre vibrasjoner. Bruken av vibrasjonsskjæring gir effektiv sponbryting, samt en betydelig forbedring i bearbeidbarheten til en rekke materialer.
De generelle fysiske egenskapene til skjæring med vibrasjon er:
- kortsiktig periodisk økning i skjærehastighet;
- variabel syklisk belastning på det deformerbare materialet;
- reduksjon av friksjonskrefter på kontaktflatene til verktøyet med spon og arbeidsstykke;
- økt effektivitet i bruken av skjærevæske.
I handlingsretningen kan vibrasjoner være aksiale, radielle eller tangentielle.
Kutting med aksiale vibrasjoner brukes til sponbryting. Hovedtrekkene ved vibrasjonsskjæring med aksiale oscillasjoner er en stor endring i matinger (kuttetykkelse) i en syklus med verktøysvingninger, samt en betydelig endring i arbeidsskjærevinklene. I alle tilfeller, når du snur, reduseres slitasjedybden på frontflaten til kutterne.
Den mest effektive bruken av aksial vibrasjonsskjæring er ved boring, hvor forholdene for knusing og fjerning av spon er betydelig forbedret.Ved konvensjonell boring, i ferd med å bevege seg langs det spiralformede sporet, setter flisene seg fast og danner med jevne mellomrom plugger, noe som gjør det nødvendig å stoppe og trekke ut boret fra hullet. Denne omstendigheten kompliserer automatisering av boring.
Sammen med muligheten for automatisering kan vibrasjonsboring øke produktiviteten med 2,5 ganger og øke verktøyets levetid med tre ganger.
Kutting med radiell vibrasjon påvirker resultatet av behandlingen negativt - ruhetsparametrene øker, siden bevegelsen til skjærekanten under vibrasjon er direkte festet på den maskinerte overflaten. Arbeidsforholdene til skjærekanten er også utilfredsstillende, siden en stor belastning under oscillerende bevegelse oppfattes av skjærekanten, som et resultat er det økt slitasje og flising av kantene.
Kutting med tangentielle svingninger, dvs. med svingninger i retning av omkretsskjærehastigheten, brukes for å øke produktiviteten og verktøyets levetid betydelig. Metoden viste positive resultater ved dreiing, fresing, rømming, gjenging, sliping, sliping av slipeverktøy.
Brukt utstyr
Maskinering brukes i spesialiserte virksomheter utstyrt med et tilstrekkelig antall produksjonsanlegg og nødvendig utstyr.
For å fjerne overflatelagene behandles produktet på dreiebenk og fresemaskiner. De mest populære blant dem er:
- CNC dreiesentre;
- vertikale fresemaskiner.


Nye modeller av arbeidsredskaper gjør det mulig å opprettholde høy geometrinøyaktighet og overflateruhet.
Utstyr som lar deg behandle materialet mekanisk, presenteres i et bredt utvalg. Hvert selskap bestemmer uavhengig om behovet for å kjøpe en bestemt enhet. I noen bransjer er det for eksempel installert roterende maskiner som kan behandle produkter opp til 9 meter i diameter.
 Følgende enheter er blant standardutstyret som er utstyrt med enhver bedrift som behandler metallprodukter på mekanisk måte:
Følgende enheter er blant standardutstyret som er utstyrt med enhver bedrift som behandler metallprodukter på mekanisk måte:
- fresing;
- utstyr hobbing;
- radiell boring;
- horisontal boring;
- vertikal boring.
Trykkbehandlingsutstyr
Smiing kan gjøres for hånd med hammer og ambolt. Den mekaniske metoden består i å bruke en presse senket ned på en oppvarmet metalloverflate.
Begge enhetene er mekaniske. Men hammeren slår, på grunn av hvilken den behandlede overflaten får ønsket form, og pressen utøver press.
Hammeren kan være av følgende typer:
- damp;
- damp-luft;
- fallende;
- vår.
 Hammer
Hammer
Det finnes også flere typer presseenheter:
 Presseopplegg
Presseopplegg
- hydrauliske;
- damp-hydraulisk;
- skru;
- friksjon;
- eksentrisk;
- sveiv;
- vår.
Før du fortsetter med trykkbehandling, varmes overflaten av metallet opp. Men de siste årene, i stedet for varm eksponering, er kald eksponering, kalt stempling, oftere brukt. Stempling er egnet for arbeid med alle typer metall. Det lar deg gi produktet ønsket form uten å påvirke de fysiske egenskapene til materialet.
De mest populære typene stempling inkluderer:
- bøying;
- strekk;
- kompresjon;
- molding;
- knekking;
- demontering.
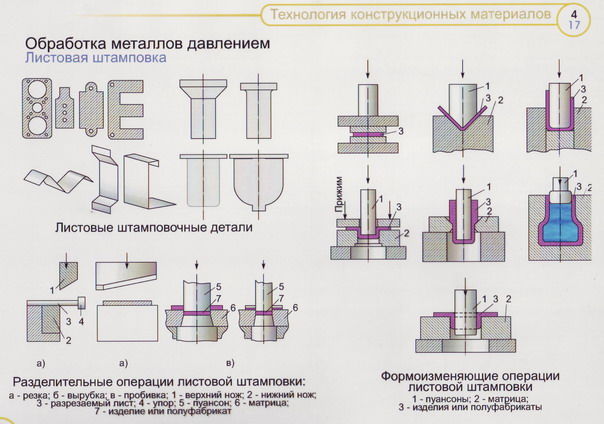 metallstempling
metallstempling
Bøying brukes til å endre den aksiale formen til et metallelement og utføres ved hjelp av en skrustikke montert på bøyedyser og presser. Stretching utføres på en spinnemaskin og brukes til å lage komplekse produkter. Ved kompresjon reduseres tverrsnittet av delen med hulrommet. Shaping brukes til å lage elementer av romlige former. For å utføre disse arbeidene brukes spesielle støpeformer.
Presentasjon om emnet Biologiske metoder for behandling av avløpsvann. Prinsippet for biologisk avløpsvannbehandling er at mikrober under visse forhold er i stand til å bryte ned organisk materiale. transkripsjon
1
Biologiske avløpsvannbehandlingsmetoder
2
Prinsippet for biologisk avløpsvannbehandling er at mikrober under visse forhold er i stand til å bryte ned organisk materiale til enkle stoffer, som vann, karbondioksid, etc.
3
Biologiske metoder for avløpsvannbehandling kan deles inn i to typer, i henhold til hvilke typer mikroorganismer som er involvert i behandlingen av avløpsvannforurensende stoffer: 1. aerobe biologiske metoder for industriell og husholdningsavløpsbehandling (mikroorganismer trenger oksygen for sin vitale aktivitet) uten oksygen).
4
Metoder for behandling av avløpsvann som involverer aerobe bakterier er delt inn etter hvilken type tank avløpsvannet oksideres i. Beholderen kan være en biodam, et biologisk filter eller et filtreringsfelt.
5
Prinsipper for drift av aerobe behandlingsmetoder: a) med aktivert slam (aerotanker); b) med biofilm (biofiltre), c) med aktivert slam og biofilm (bioten).

6
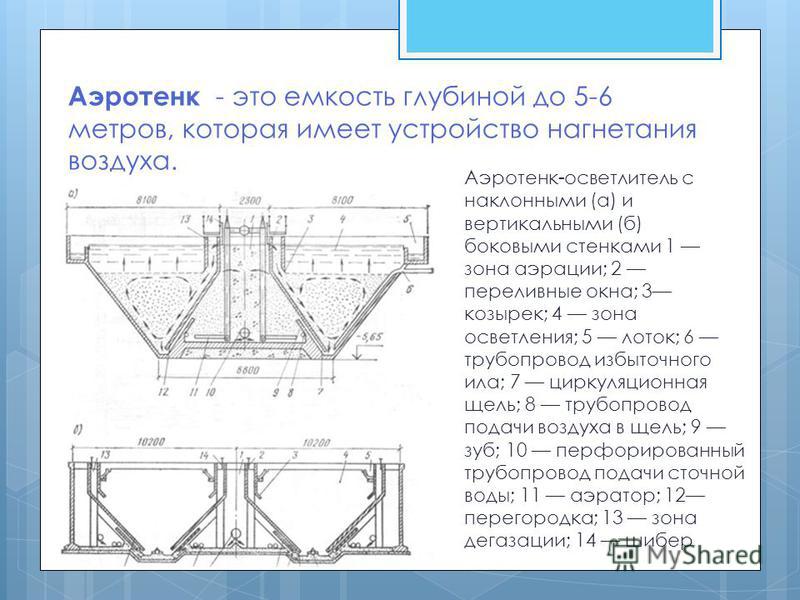
En aerotank er en container opp til 5-6 meter dyp, som har en luftinjeksjonsanordning. Aerotank-klarer med skrå (a) og vertikale (b) sidevegger 1 luftingssone; 2 overløpsvinduer; 3 visir; 4 avklaringssone; 5 brett; 6 overflødig slamrørledning; 7 sirkulasjonsgap; 8 rørledning for tilførsel av luft til spalten; 9 tenner; 10 perforert avløpsrørledning; 11 lufter; 12 partisjon; 13 avgassingssone; 14 port
7
Aerotanks-displacers brukes til å behandle husholdnings- og industriavløpsvann med en konsentrasjon av forurensninger i form av BODp ikke mer enn 500 mg / dm 3.

8
Aerotanks-blandere (aerotanks av fullstendig blanding) er preget av en jevn tilførsel av kildevann og aktivert slam langs lengden av strukturen og en jevn fjerning av slamblandingen.

9
Biologisk filter Et biologisk filter er en beholder fylt med grovt materiale. Kolonier av mikroorganismer lever på partiklene av dette materialet.
10
I et konvensjonelt biofilter kan nitrifikasjons- og denitrifikasjonsprosesser utføres sammen med biologisk nedbrytning av organiske stoffer i avløpsvann. nitrifiers omdanner ammoniumnitrogen til nitrogen av nitritter og nitrater denitrifiers omdanner nitratnitrogen til molekylært nitrogen eller andre flyktige former for nitrogen Høye belastninger på organiske stoffer faller på biocenosen til den øvre delen av biofilteret, derfor dannes det en biofilm i denne delen, bestående av heterotrofer som intensivt oksiderer avfallsorganiske stoffer vann.
11
I henhold til type lastemateriale er alle biofiltre delt inn i to kategorier: med volumetrisk belastning I biologiske filtre med volumetrisk belastning brukes pukk av sterke bergarter, småstein, slagg og ekspandert leire. med plane In-filtre med plan belastning - plast som tåler temperaturer på 6 - 30 0C uten tap av styrke.
12
I henhold til den generelt aksepterte klassifiseringen skilles biofiltre med volumetrisk belastning: drypp høylasttårn med flat belastning med hard fylling hard blokk myk belastning
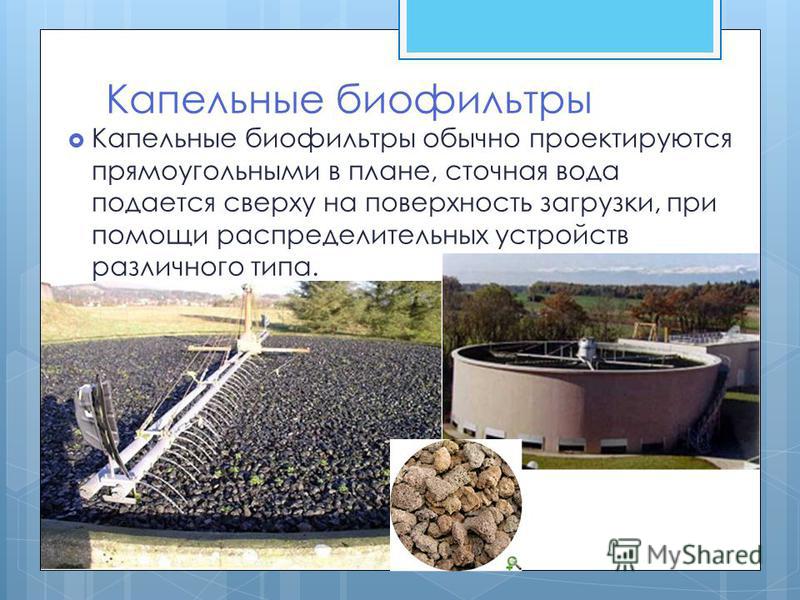
13
Dryppbiofiltre Dryppbiofiltre er vanligvis utformet rektangulært i plan, avløpsvann tilføres ovenfra til lasteflaten ved hjelp av ulike typer koblingsanlegg.
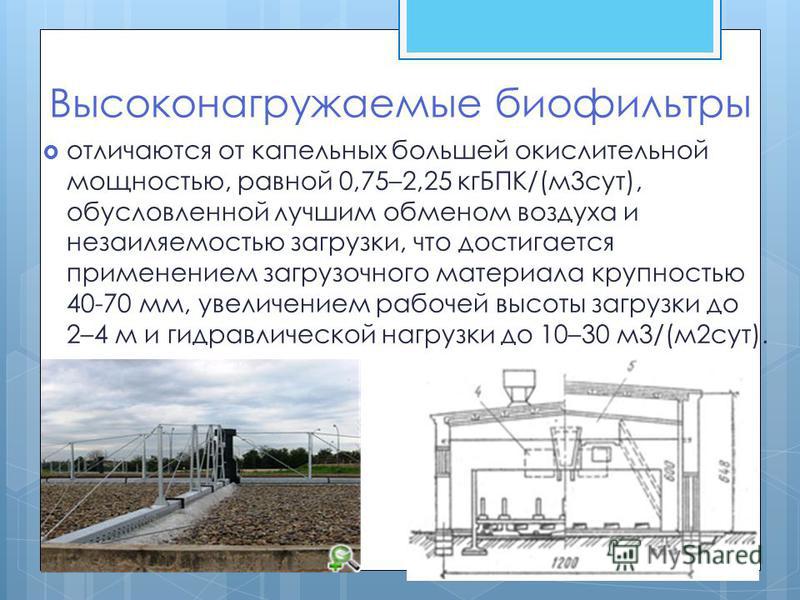
14
Høyt belastede biofiltre skiller seg fra drypp-biofiltre ved en høyere oksidasjonseffekt lik 0,75–2,25 kgBOD/(m 3 dag), på grunn av bedre luftutveksling og ikke-siltbelastning, som oppnås ved å bruke lastemateriale med partikkelstørrelse på mm, øke arbeidslastehøyden til 2–4 m og hydraulisk last opp til 10–30 m3/(m2 dag).
15
Flatbelastningsfiltre For å øke gjennomstrømningen av biofiltre brukes en flatbelastning, hvis porøsitet er %. Arbeidsflaten for biofilmdannelse er fra 60 til 250 m 2 /m 3 belastning.

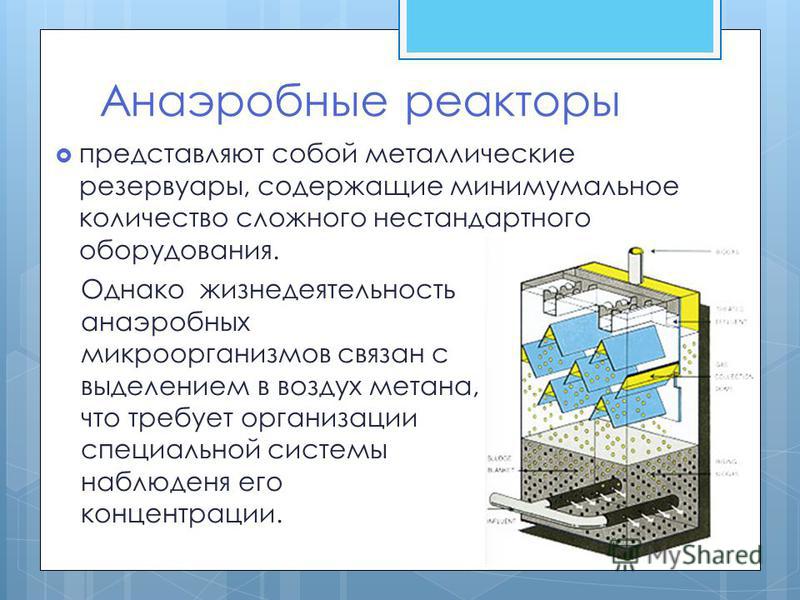
16
Anaerobe reaktorer Imidlertid er den vitale aktiviteten til anaerobe mikroorganismer assosiert med frigjøring av metan i luften, noe som krever organisering av et spesielt system for å overvåke konsentrasjonen. er metalltanker som inneholder en minimumsmengde komplekst ikke-standardutstyr.
17
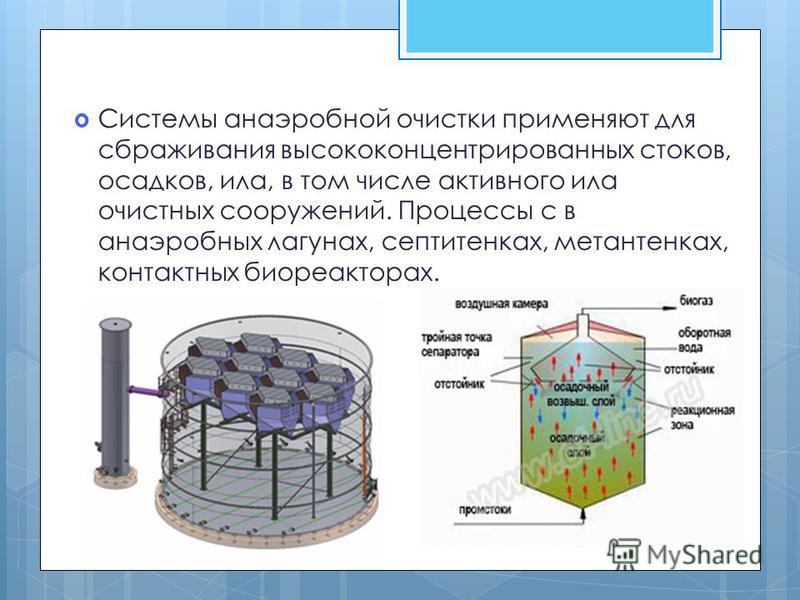
Anaerobe rensesystemer brukes til gjæring av høyt konsentrert avløp, nedbør, slam, inkludert aktivert slam fra renseanlegg. Prosesser i anaerobe laguner, septiktanker, kokere, kontaktbioreaktorer.
18
Takk for din oppmerksomhet!
Kjemiske steriliseringsmidler
Ødeleggelse
mikroorganismer gjennom kjemikalier
stoffer kalles desinfeksjon
(fra lat.
infeksjon
- infeksjon og fransk. negativ
prefikser des).
Kjemikalier brukes til
ødeleggelse av patogene mikroorganismer
i gjenstander av det ytre miljø - på arbeidsplassen
plass, innendørs, på arbeidsklær,
hender, teknologisk utstyr og
inventar.
TIL
stoffer som brukes til formålet
desinfeksjon, en rekke
krav:
- de
må være lett løselig i vann;
- v
kort tid til å vise seg bakteriedrepende
handling;
- ikke
har en giftig effekt på
mennesker og dyr;
- ikke
forårsake skade på desinfiserte
gjenstander.
Desinfeksjonsmidler
stoffer er delt inn i flere
grupper:
1.
Klorholdige forbindelser (klor
kalk, natriumhypokloritt, kloramin,
pantocid, klordesinsulfokloranthin og
etc.).
2.
Forbindelser basert på jod og brom
(jodpyrin, dibromantin).
3.
Oksidasjonsmidler (hydrogenperoksid, permanganat
kalium, etc.).
4.
Fenoler og deres derivater (fenol, lysol,
kreolin, heksaklorofen).
5.
Tungmetallsalter (natriummertiolat,
etsende sublimat).
Antimikrobiell
syrer og deres
salter (borsyre, salisylsyre), alkalier, alkoholer
(70 % etanolløsning) aldehyder
(formaldehyd).
Utstedt
også bakteriedrepende såper: fenoliske,
tjære, "Hygiene", som inneholder 3-5 %
heksaklorofen.
Utstyr for mekanisk avløpsvannbehandling
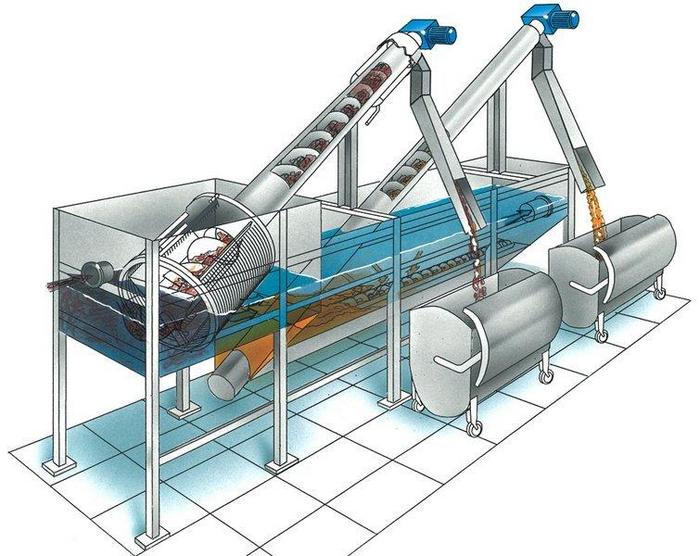
For at renseprosessen skal foregå så grundig som mulig, brukes ulike strukturer:
Gitter holder elementer fra store til mellomstore. Ristene er montert i retning av væskestrømmen, og elementene kan installeres skrått eller vertikalt, men det er nødvendig å utstyre bihulene til ristene med raketenner som fjerner rusk og sender avfall til beltet. Etter det sendes søppelet til knuseren, dersom metoden ikke umiddelbart innebærer installasjon av knuserister for å fange og male søppelet.
Sandfang brukes til å holde partikler med lav egenvekt. På grunn av det faktum at den spesifikke vekten til selv små partikler er større enn den spesifikke vekten til vann, legger inneslutningene seg til bunnen. Derfor avhenger funksjonaliteten til sandfang direkte av hastigheten på vannstrømmen. Som regel er utstyret designet for å holde elementer ikke mer enn 0,25 mm, mens strømningshastigheten er spesialregulert: 0,15-0,3 m/s med horisontal strømning
Det er viktig å forstå at vannbevegelsen må være rettlinjet eller sirkulær, men horisontal, bare i dette tilfellet vil elementene i sandfellene fungere med full styrke. Metoden for rengjøring av utstyr kan enten være å bruke en pumpe som suger ut den oppsamlede sanden eller ved hjelp av skraper, skruer, hydrauliske heiser ved sentraliserte renseanlegg
Sandfeller er i stand til å rense bekker med 75% av mineralske urenheter - dette er en nesten ideell indikator.
Sedimenteringstanker brukes også som utstyr for å separere mekaniske urenheter fra avløpsvann. Det finnes mange typer sedimentasjonstanker:
primær, montert foran biobehandlingsstasjoner;
sekundære, som er installert etter bioprosesseringsstasjoner.
I henhold til designfunksjonene kan sedimentasjonstanker være horisontale, radielle og vertikale.
- Slambed er også inkludert i prosessen med mekanisk avløpsvannbehandling. De brukes til å samle sediment som blir igjen i sedimentasjonstanker og andre strukturer. Prosessen med tørking og fordeling av utslipp skjer nøyaktig på slamplassene, mens luftfuktigheten synker til 75%, noe som reduserer volumet av utslipp med 3-8 ganger. Som en struktur er et sted et sted avgrenset av jordvoller. Etter tørking samles slamrestene opp og fjernes, og væskestrømmen, renset på denne måten, kommer delvis inn i jorda, delvis fordamper. Resten av det mellomliggende vannet pumpes til renseanlegg, hvor biologisk rensing allerede benyttes på grunn av innholdet av et stort antall fine partikler som ikke kan utfelles av mekaniske feller.
Det er verdt å huske at prosessen med mekanisk fjerning av urenheter ikke alltid frigjør skadelige stoffer fullstendig, og det er nødvendig med biologisk behandling av bekker.


