Overflate forberedelser
Før du begynner fortinning, må du utføre følgende trinn:
- avfett overflaten med aceton, bensin eller andre løsemidler;
- fjern oksidfilmen fra stedet der loddingen skal utføres. Til rengjøring brukes sandpapir, en slipeskive eller en børste med ståltrådbust. Alternativt kan etsning brukes, men denne prosedyren er ikke så vanlig på grunn av dens spesifisitet.
Det bør huskes at det ikke vil være mulig å fjerne oksidfilmen fullstendig, siden en ny formasjon umiddelbart vises på det rensede stedet. Derfor utføres stripping ikke for å fjerne filmen fullstendig, men for å redusere dens tykkelse for å forenkle fluksen.
Loddepunktoppvarming
For lodding av små deler kan du bruke en loddebolt med en effekt på minst 100W. Massive gjenstander vil kreve et kraftigere varmeverktøy.
 300W loddebolt
300W loddebolt
Det beste alternativet for oppvarming er å bruke en gassbrenner eller en blåselampe.
 Enkel gassbrenner
Enkel gassbrenner
Når du bruker brenneren som et varmeverktøy, bør følgende nyanser tas i betraktning:
- ikke overopphete grunnmetallet, da det kan smelte. Derfor må temperaturen overvåkes jevnlig under prosessen. Dette kan gjøres ved å berøre det oppvarmede elementet med loddetinn. Ved å smelte loddet får du vite at den nødvendige temperaturen er nådd;
- oksygen bør ikke brukes til å berike gassblandingen, siden det bidrar til sterk oksidasjon av metalloverflaten.
Typer og funksjoner for gassbrennere
En gassbrenner regnes med rette som den mest praktiske enheten for sveising av kobberprodukter. Enheten har liten vekt og dimensjoner, den er praktisk i arbeid og økonomisk. Evnen til å justere kraften til flammen lar deg stille inn parametrene for spesifikke typer arbeid.
Standarddesignet til en gassbrenner inkluderer følgende elementer:
- Knute for å feste tanken med drivstoff.
- Instrumenthode.
- Dyse.
- Reduser.
- Flammeintensitetsregulator.

I tillegg inkluderer produsenter tilleggselementer i designet: adaptere, tips, flammeavleder, etc.
Enheter er klassifisert i henhold til flere parametere. Så i henhold til de tekniske egenskapene til enheten er det:
- Husstand. Rimelige enheter med et minimum av funksjoner. Temperaturen på brannen er regulert i området 1000-1500°C.
- Profesjonell. Dyrere brennere designet for seriøst arbeid. Flammen har en temperatur på 1500-2000°C.
Avhengig av gassblandingen som brukes, er brennere delt inn i flere typer:
- Propan. De er spesialiserte eller generelle. anses som den vanligste. Gassen produserer en jevn, intens flamme.
- På MARR-gass. De utmerker seg med en myk, men energisk flamme, som er skånsom mot rørmaterialet og forhindrer skaden.
- Acetylen. Oftest brukt når du arbeider med hovedobjekter. De mates fra engangssylindre, eller er stasjonære. Gassen genererer høy flammetemperatur, noe som har en positiv effekt på økonomien, men fører ofte til overoppheting av deler og øker sannsynligheten for skade.
Gassbrennere med engangsflasker er enkle å bruke, uavhengige av strømkilder, kompakte og trygge. Den eneste ulempen er behovet for hyppig skifte av sylindere.
Stasjonære installasjoner utmerker seg med en kraftig flammebrenner, som tillater lodding raskt og effektivt. I hverdagen brukes ekstremt sjelden.
Hvordan bruke loddetinn
For at sømmen etter lodding skal være sterk og lufttett, er det nødvendig:
- klargjør nøye rør før lodding.For å gjøre dette rengjøres endene av rørene for oksider og andre typer forurensninger med en metallbørste, og gratene som dannes etter kutting av rørene, fjernes ved hjelp av en spesiell enhet - en beveler;

Klargjøring av kobberrør for lodding
- utvide enden av det ene røret med noen millimeter slik at rørene lett passer sammen. Hvis lodding utføres ved hjelp av beslag (spesielle elementer designet for å sette sammen en rørledning av forskjellige konfigurasjoner), øker diameteren på beslaget, og ikke røret;

Økning av rørdiameteren
- behandle stedene for lodding av rør med fluss;

Flussing av røret før lodding
Siden fluksen er en giftig forbindelse, må sikkerhetsregler følges strengt når du arbeider med den: arbeid må utføres med hansker og i et ventilert område.
- klargjør en gassbrenner (utstyr designet for lodding av rør laget av kobber) og oppvarm litt områdene som skal loddes;
- påfør forsiktig loddemiddel rundt hele omkretsen av røret, som under oppvarming gradvis vil endre seg fra en fast til en flytende tilstand, og dermed fylle hele det tomme rommet;
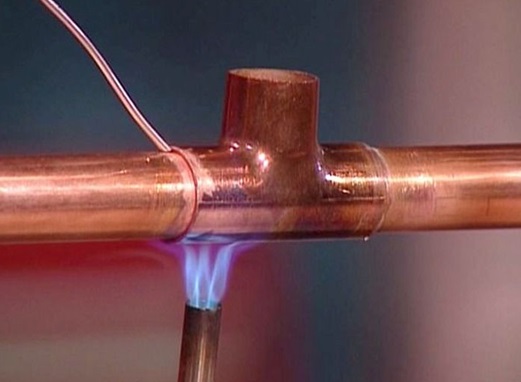
Lodding med loddetinn
- La loddetinn avkjøles helt mens det fortsatt er. For fullstendig kjøling, avhengig av type loddemetall, kreves det i gjennomsnitt 3-5 minutter.
Prosessen med å lodde kobberrør med loddetinn er vist i videoen.
Når du velger lodde og fluss, er det nødvendig å ta hensyn til alle hovedegenskapene til stoffene, det vil si at hvis høytemperaturloddemidler brukes til lodding, bør fluksen også utformes for høytemperaturlodding. Riktig utvalgte og tilpassede materialer bidrar til å oppnå ikke bare en forseglet søm, men også den mest holdbare forbindelsen.
De mest populære modellene og produsentene
Byggemarkedet presenterer i dag et stort antall enheter fra ulike produsenter. Gassbrennere av innenlandsk produksjon er populære: Profi-Tools; Allgass; Donmet. Utenlandske produsenter nyter også godt omdømme: Rothenberger; Kemper; Virax; Rems; Uniweld.
De fleste selskaper tilbyr brennere av forskjellige klasser – fra håndholdte mobile enheter til profesjonelle kraftige enheter. En semi-profesjonell propanbrenner koster fra 1,5 til 10 tusen rubler. Profesjonelle enheter vil koste mer - minimumskostnaden er fra 20 tusen rubler.
Det du trenger for lodding
For kapillærforbindelse kobberrør vil kreve følgende verktøy og materialer:
- verktøy for forbehandling av tilkoblede elementer;
- fluss og loddetinn;
- spesielle fum tape;
- gjengeverktøy og hylser;
Typer loddemidler
Loddemidler er av to typer - harde og myke. Myk loddemetall er en ledning laget av metaller og legeringer med lavt smeltepunkt (tinn, bly, sølv, etc.). Diameteren til slik loddemetall er ikke mer enn 3 mm.
Hardloddemetaller er laget av ildfaste metaller og har en større diameter.
Flussmiddel og loddepasta
Flux eller pasta brukes for å sikre forbindelsen. Dette stoffet forhindrer fremmedelementer i å komme inn i krysset, sømmen er pålitelig uten porer. Fluksen er basert på borsyre eller saltsyre, sinkklorid. For å lage en beskyttende film i krysset, brukes harpiks, kolofonium og voks.

Loddeflussmidler er delt inn i flytende, faste og spesielle pastaer. Den ferdige blandingen er dyrere enn andre materialer, men det er mye mer praktisk å jobbe med det.
Tilpasning
Fittings kalles spesielle deler som er montert i krysset mellom emner med forskjellige diametre, kobler flere rør på ett punkt eller når du bytter til et annet rørledningsmateriale.
Hvis det er nødvendig å bruke beslag fra et annet materiale, er det viktig at varmeutvidelseskoeffisienten og andre tekniske parametere for materialet til rør og beslag stemmer overens.
Flux
Når du velger en fluss, må det tas hensyn til at ikke alle kan være aktive mot aluminium. Vi kan anbefale å bruke for slike formål produktene fra en innenlandsk produsent - F-59A, F-61A, F-64, de består av ammoniumfluorborater med tilsetning av trietanolamin. Som regel er det et merke på hetteglasset - "for aluminium" eller "for lodding av aluminium".
 Flux av innenlandsk produksjon
Flux av innenlandsk produksjon
For høytemperaturlodding bør du kjøpe flussmiddel, produsert under merkenavnet 34A. Den består av kaliumklorid (50%), litiumklorid (32%), natriumfluorid (10%) og sinkklorid (8%). En slik sammensetning er mest optimal hvis høytemperaturlodding utføres.
 Anbefalt flussmiddel for paki ved høy temperatur
Anbefalt flussmiddel for paki ved høy temperatur
Flux
For de fleste typer loddemetall er det nødvendig med forbehandling av rør med en spesiell sammensetning, som kalles fluss.
Flux produseres:
i flytende form;

Loddeforbindelser i flytende form
i form av en pasta.

Loddemasse i form av en pasta
Det er mer foretrukket og mer praktisk å bruke en fluss laget i form av en pasta, siden en mer solid sammensetning bidrar til jevn påføring og ikke sprer seg over overflaten av røret.
Flux tillater:
- utføre ytterligere rengjøring av rør fra oksider;
- mer jevnt fordele loddetinn under loddeprosessen;
- beskytte skjøten mot korrosjon og dannelse av oksider.
Utstyr og materialer som trengs for lodding
Som enhver teknologisk prosess krever lodding bruk av spesielle enheter og verktøy. Først av alt er følgende verktøy nødvendig for lodding av kobberrør.
Brenner. Det kan ha ulike design. Når du velger, er det verdt å vurdere hva slags loddemetall du skal jobbe med, fordi hver av dem trenger en viss temperatur.

Lommelykt for lodding av kobberrør
Strukturelt kan brennere fungere:
- fra engangspatroner med brennbar gass (mer kompakt versjon),
- fra standard etterfyllbare sylindre.

Rørkutter for kobberrør
For å kutte emner er det best å bruke spesielle rørkuttere. I prinsippet kan du klare deg med en enkel baufil, men det er svært problematisk å skjære med den på noen vanskelig tilgjengelige steder, og rensligheten av snittet blir lav. Kostnaden for verktøyet avhenger direkte av diameteren på rørene som de kan kutte.
Koblingen av kobberrør uten kostbare beslag, ved metoden med teleskopisk docking (ett rør går inn i et annet, som har en litt større diameter), etterfulgt av kapillærlodding, kan utføres fullstendig for husholdningsrør- og varmenettverk, vanntemperaturen i som ikke overstiger 110 grader. Dette krever en spesiell rørutvider.
For å eliminere grader og grader på kanten av arbeidsstykket, kreves en avfasningsanordning, de er også tilgjengelige i forskjellige modifikasjoner.
For lodding av rørledninger for ulike formål, og enda mer for elementer som vil fungere under spesielt kritiske forhold, er det nødvendig med spesielle loddemidler.
- Standard. Det brukes oftest, men anbefales ikke for bruk i drikkevannssystemer.
- Myk loddetinn. Forbruksstoffet som brukes til loddebeslag og rødbronseprodukter er mye brukt for å koble kobberrør med messingbeslag.
- Harde lodninger. De mest populære loddene ved tilkobling av kobberrør. Bruken til kapillærlodding av nesten hvilken som helst kommunikasjon, selv gasslinjer, gir en pålitelig forbindelse. Disse loddene, som er i kategorien kobber-fosforsølvholdige loddemidler, krever ikke ekstra fluss. Det anbefales imidlertid ikke ved sammenføyning av produkter laget av aluminiumbronse og legeringer som inneholder mer enn 10 % nikkel, dette skyldes noe sprøhet i loddetinn.
- Sølvloddemetaller er de dyreste, men de kan brukes til å slå sammen en rekke fargede materialer.
For å forhindre dannelse av oksider på stedet for lodding, ved bruk av standard og myke lodninger, er flussbehandling obligatorisk.
loddeprosess
Før du fortsetter direkte til tilkoblingen av de kuttede emnene, må de forhåndsbehandles. Først rengjøres skjøten, mindre defekter og grader elimineres. Etter det behandles overflatene på rørene som skal skjøtes med børster og børster fra utsiden og fra innsiden. Ikke bruk slipende verktøy, ellers vil det oppstå riper.
Om nødvendig utvides ett rør. Diameteren på kobberrørene må være slik at det ene arbeidsstykket fritt kommer inn i det andre. Før det må den varmes opp, ellers vil det oppstå mekanisk skade, noe som vil påvirke tettheten til forbindelsen ytterligere.
For å beskytte mot luftinntrenging i sømmen og for bedre vedheft, påføres en fluss eller pasta på overflaten.

Først etter å ha fullført det forberedende arbeidet, bør du begynne å varme loddetinn og rørene med en brenner. Oppvarming må utføres jevnt for å unngå overoppheting.
Etter at rørene er varmet opp, føres loddetråd inn i gapet mellom dem. Det smelter og fyller gapet ved rørskjøten, og danner en søm. Etter avkjøling fjernes flussmidlet.
Sikkerhet
For å unngå skader og andre ubehagelige konsekvenser, er det viktig å overholde sikkerhetskravene: installer og reparer rørledninger kun med vernehansker og vernebriller, i arbeidsdress, hindre at brennerflammen og varmt metall kommer i kontakt med ubeskyttet hud, ikke arbeid med åpen ild i nærheten av brennbare materialer
Grunnleggende feil
Prosessen med å lodde kobberrør er ikke spesielt komplisert, men nybegynnere gjør ofte feil som senere påvirker kvaliteten på forbindelsen. Vanlige feil nybegynnere gjør:
- utilstrekkelig forbehandling av stedet for lodding;
- pressing - ikke-overholdelse av et tilstrekkelig gap mellom rørene, som et resultat av at sømmen er ujevn;
- bruker feil loddemetall;
- overoppheting av rør, noe som fører til en forringelse av ytelsen;
- utilstrekkelig grundig rengjøring av flussmidlet etter lodding, noe som forårsaker korrosjon.
I tillegg er det påkrevd å følge et forhåndsutarbeidet designskjema.
Behandle video
For en bedre forståelse av installasjonsprosessen, se videoen her:
Abonner på nye artikler - det er mye interessant i vente!
Varianter av brennere
Utstyret som presenteres på byggemarkedet er delt inn i flere typer.
Brennere med faste og engangssylindre
Slike enheter er utstyrt med engangsgassflasker med propan, acetylen, etc. Fordelene ved å bruke denne typen utstyr inkluderer mobilitet, enkel betjening og sikkerhet.
Du kan bruke et slikt verktøy både for installasjon av rørleggerarbeid og varmesystemer.
Håndbrennere
Fordelene med slikt utstyr inkluderer først og fremst kompakthet. Ved å bruke et håndloddejern er det praktisk å sette sammen en rørledning i et lite rom, lodde rør på de mest utilgjengelige stedene.

Håndbrenneren går på en engangs brennbar gassflaske. Verktøyet er utstyrt med en flammelengderegulator, settet inkluderer vanligvis dyser med forskjellige diametre. Verktøyet krever ikke elektrisk tilkobling. Hvis du følger alle arbeidsreglene, er forbindelsen pålitelig og holdbar. Et håndverktøy vil enkelt takle installasjonen av klimaanlegg og annen husholdningskommunikasjon.
Profesjonelle brennere
Utstyr som tilhører den profesjonelle kategorien er i stand til å arbeide med spesielt ildfast loddemetall. Den brukes til installasjon av strukturer ved industrianlegg der rørledningen er utsatt for betydelige belastninger.
Stor vekt og dimensjoner vil ikke tillate deg å jobbe i en trang leilighet. For husholdningsbruk og personlig bruk er det ikke tilrådelig å kjøpe slike enheter - husholdningskommunikasjon krever ikke en slik tilkoblingskvalitet, og kostnadene for enheten er høyere enn for andre typer.
Hjemmelagde brennere
Noen ganger bruker mestere enheter satt sammen av egne hender. De er forskjellige i sine egenskaper og tilhører både manuelle og stasjonære typer. Hjemmelagde brennere består av de samme grunnelementene som kjøpte. Det anbefales imidlertid ikke å bruke slike enheter, da det ikke er noen garanti for sikker drift. Og når det gjelder ytelse, er de vanligvis dårligere enn fabrikkutstyr.


