Metode de filetare
Filetul este realizat prin două metode principale: folosind un dispozitiv manual și o mașină. Tăiați manual spații libere într-o singură copie sau într-o cantitate mică. În producția pe scară largă, se folosesc echipamente - mașini:
 Filetat
Filetat
- Tip de tăiere cu șuruburi;
- Laminarea filetului cu participarea rolelor și matrițelor plate;
- Frezare, unde fac un pas mare;
- Tip de șlefuire folosind roți de un profil dat, unde se obțin șuruburi cu pas fin și de înaltă precizie;
- Tip șurub;
- Pentru filetare interioara in nuci;
- Pentru tăierea rotativă cu capete cu mai multe margini de tăiere.
La filetarea într-o metodă de vortex, în lucru sunt implicate patru elemente fixate în cap. Capul însuși se rotește dintr-o unitate separată. Întreaga structură este instalată pe un strung - suportul său. Metoda se caracterizează printr-o viteză crescută de prelucrare datorită încălzirii mai mici a sculei de tăiere (contact alternativ cu piesa de prelucrat). De asemenea, spirala este mai puțin aspră și are un profil mai clar.
Tăierea unui fir pe o țeavă nu este atât de dificilă.

Articole
Pentru a conecta în siguranță un robinet la o țeavă sau pentru a instala un încălzitor într-un sistem de încălzire, este important să știți cum și cu ce să tăiați un fir pe o țeavă. La urma urmei, majoritatea supapelor sunt filetate, respectiv conectarea unor astfel de elemente prin sudare este imposibilă.
La urma urmei, majoritatea supapelor sunt filetate, respectiv conectarea unor astfel de elemente prin sudare este imposibilă.
Conducta de apa filetata
De exemplu, dacă în apartamentul dvs. urmează să fie instalată o nouă chiuvetă sau toaletă și nu este posibil să desfaceți o conexiune pe termen lung pe o conductă de apă din oțel, atunci cea mai bună opțiune este:
- Opriți alimentarea cu apă;
- Tăiați o parte a țevii cu o râșniță la locul de instalare al chiuvetei;
- Efectuați filetarea țevii;
- Instalați o supapă cu bilă sau un T pe conductă;
- Conectați-l cu un furtun flexibil la robinetul chiuvetei.
Această lucrare poate fi făcută cu ușurință de un instalator calificat. Cu toate acestea, orice proprietar al unui apartament, după ce a achiziționat un instrument pentru filetarea țevilor, este capabil să efectueze independent această lucrare.
Matrice de tăiere
Până în prezent, pentru a echipa o țeavă cu o conexiune filetată, sunt utilizate 2 tipuri de dispozitive de filetare:
- Matrice de tăiere a filetului;
- țeavă Klupp.
Cu ajutorul lor, puteți tăia fire pe orice canalizare sau conductă de apă, care este utilizată în rețelele de inginerie ale clădirilor rezidențiale și cabanelor private.
țeavă Klupp
Sfat!
Dacă nu ați tăiat niciodată un fir, atunci va fi dificil să faceți acest lucru cu o matriță. Cea mai mică deformare a instrumentului poate duce la un defect.
Prin urmare, este mai bine să utilizați o mașină de tăiere, deoarece are un ghidaj care simplifică foarte mult procesul de tăiere.
Să perfecționăm teoria din spatele procesului de filetare.
Asa de:
- filetarea pe țevi este formarea unei suprafețe elicoidale pe exteriorul țevii (sistem sanitar sau de încălzire);
- suprafața elicoidală este un element de legătură care se rotește uniform în jurul axei,
- tee sau robinet, cu o mișcare uniformă de translație de-a lungul acestei axe;
- pasul filetului este mișcarea de translație a elementului înșurubat față de axa filetului, corespunzătoare unei ture complete.
Cu alte cuvinte, pentru a instala supape de oprire, este necesar să tăiați fire pe țevi, al căror pas se potrivește cu pasul elementelor de legătură. Apoi, o astfel de conexiune a conductelor de canalizare sau de apă va fi etanșă și durabilă și va putea rezista la presiune ridicată.
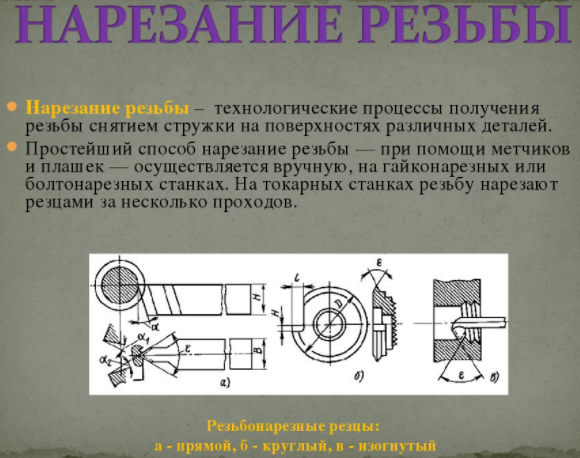
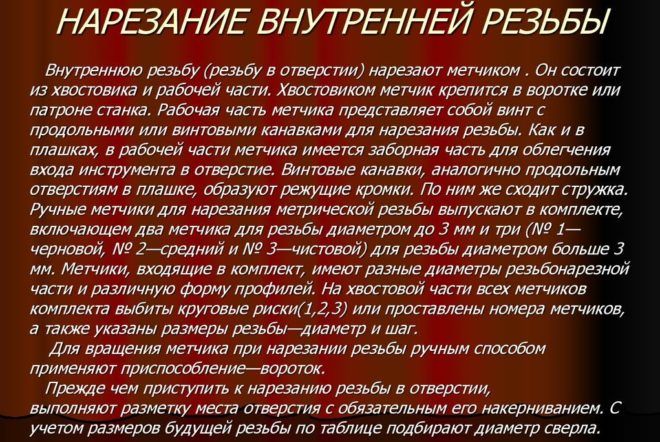
Ce freze se folosesc pentru filetare
Pe unitatea de strunjire se pot efectua operațiuni de tăiere - atât pe suprafața exterioară, cât și pe cea interioară. În acest caz, se folosesc diferite tipuri de elemente de tăiere. Ele pot fi împărțite în trei grupuri principale:
- Tijă;
- Prismatic;
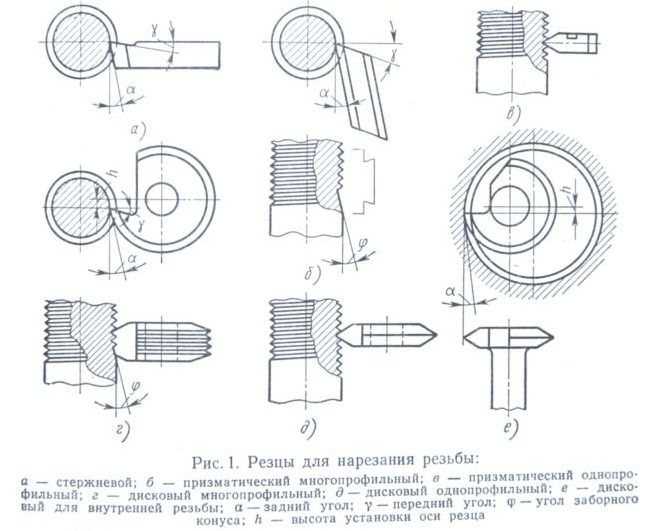
- Rundă.



Prima grupă include instrumentul de cel mai simplu tip. Prin design, acesta este un cap de lucru pe o tijă de diferite secțiuni și forme. Forma profilului se potrivește cu capul. Unele modele de tăietoare de tije au lipire cu carbură pe fețele de lucru. Acest lucru crește resursele acestora din urmă, care sunt mai puțin supuse abraziunii suprafeței de lucru și, ca urmare, nu sunt ascuțite la fel de des.
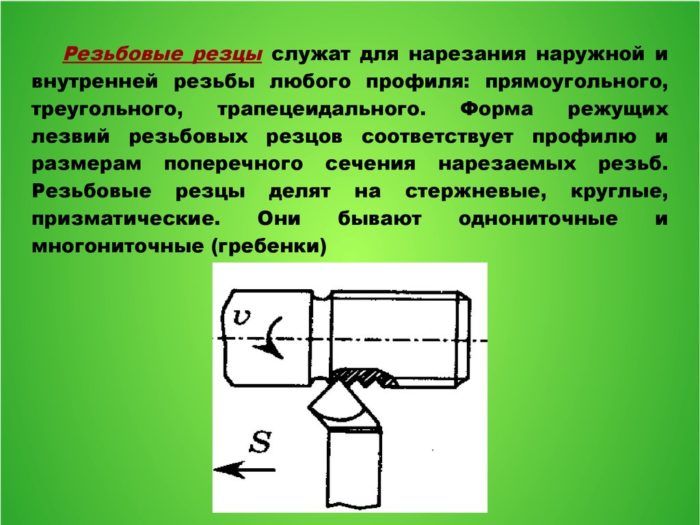 Freze cu filet
Freze cu filet
Dispozitivele de tip prismatic efectuează prelucrarea pieselor numai din exterior. Față de grupul precedent, pot face față suprafețelor mai mari, pot fi ascuțiți de mai multe ori. Într-un strung, elementul este fixat cu un suport de coadă de rândunică.
Elementele de tăiere rotunde pot fi folosite pentru a realiza fire interne și externe. Sunt mai comod de lucrat decât cele prismatice, sunt mai versatile - au o gamă largă de aplicații. Se pretează bine la remăcinare de un număr mare de ori. Atașați frezele din suport la orificiul de la capăt. Elementele prismatice și rotunde sunt clasificate ca unelte profilate pentru echipamentele de strunjire.
Instrumente
Pentru a efectua lucrarea, trebuie să pregătiți toate instrumentele și dispozitivele necesare pentru tăiere. În fiecare caz, un set filetat pentru țevi va varia în compoziție, dar pentru utilizare manuală este format din matrițe, o matriță și un suport pentru clichet. Compoziția setului este, de asemenea, echipată cu un tăietor de țevi, o cheie de gaz, o pilă, un ferăstrău, o polizor, lubrifianți și alte unelte. Pentru cei care nu doresc să lucreze la modă veche cu metoda clasică, există o alternativă - o unealtă electrică.




Tăierea în sine este efectuată folosind matrițe. Unele sunt tăiate doar pe o parte, altele pe ambele.
Pentru filetarea internă, trusa poate include și mai multe robinete cu adâncimi diferite de tăiere. Unele sunt concepute pentru degroșarea suprafeței interioare a țevii, altele pentru finisare. Acest echipament este prezentat sub forma unui șurub cu caneluri pentru așchii. Se prinde de gulere cu ajutorul secțiunii de coadă.


Cu ajutorul unui robinet, tăierea interioară se realizează în mai multe abordări. Numărul lor depinde de materialul cu care lucrează. De exemplu, pentru filetarea aliajelor de titan, sunt proiectate seturi speciale de mai multe robinete.
O matriță, progonka sau lerka este folosită pentru a sculpta diverse forme pe țevi. Este o piuliță din oțel cu o bază de tăiere în interior, în care există găuri speciale - caneluri pentru deșeuri. Molele sunt tubulare, hexagonale, rotunde și pătrate. Modificarea corpului lor este solidă, despicată și alunecătoare.

Modelele glisante (prismatice) sunt numite și semiplăci, sunt atașate la matriță cu șuruburi și o garnitură specială - cracker. Acest lucru este necesar pentru a distribui uniform presiunea pe șurub. Cu ajutorul matrițelor se taie fire cilindrice, conice, rotunde sau metrice. Părțile componente ale matriței sunt chei speciale și cartușe cu care este atașat de corpul cadrului.


Klupp constă dintr-un cadru în care sunt fixate elemente de tăiere - matrițe. Fiecare dorn este echipat cu patru matrițe din oțel. Klupp este, de asemenea, echipat cu un mâner special cu clichet. Doar o matriță poate fi introdusă în suportul matriței, mai multe pot fi introduse în suportul matriței. Mecanismul de tăiere al curselor este capabil să taie două tipuri de fire: 0,5 - 1 ¼, 1 ½ - 2 inci.


O mașină de tăiere manuală, de regulă, taie țevi de diametru mic. Sunt echipate cu un maner - suport special.Ele pot fi folosite și cu o cheie pentru țevi adecvată. Este de dimensiuni mici, simplu și ușor de utilizat.


Un șurub cu șurub pentru suport cu clichet este o modificare a designului cu un mecanism de angrenaj conceput pentru a face filete cu un diametru mai mare de un inch. Clichetul este un mecanism indispensabil. Clichetele din stânga și din dreapta facilitează lucrul în locuri greu accesibile, cum ar fi lângă pereți. Folosind pârghia cu clichet, matrița este îndepărtată rapid din fir rotind-o în direcția opusă, oferind o metodă alternativă de filetare.


Se numește klupp oblic deoarece distanța dintre matrițele de alunecare este reglementată în el. Aceasta indică diametrul tăieturii. Modelele de acest tip sunt cele mai ușor de utilizat.


Pentru filetarea țevilor se folosesc dopurile cu șuruburi ale lui Mayevsky cu un design mai complex. Acestea conțin trei seturi de matrițe interschimbabile și sunt specializate în diametre de filet de până la 2 inci. Modelele de acest tip sunt folosite pentru filetarea țevilor cu un diametru mic.

Tăierea țevilor cu diametru mare se realizează la scară industrială. De exemplu, pentru a tăia o țeavă fără sudură cu un diametru de 219 mm, este nevoie de o mașină specială. Țevile de carcasă (stâlpii) sunt tăiate numai la mașini speciale în condiții speciale, cu respectarea tuturor măsurilor de siguranță.
Cum să tăiați un fir exterior. Tăierea filetelor pe țevi și fitinguri. A muri. Klupp

Cum să tăiați un fir exterior. Tăierea filetelor pe țevi și fitinguri. A muri. Klupp. 4,46/5 (89,23%) au pierdut 13
Un filet exterior este tăiat folosind matrițe rotunde sau glisante, precum și plăci cu șuruburi. Tăierea filetului se poate face atât la mașini, cât și manual.
Filetare cu matrițe rotunde (leks).
Moarele rotunde (lehrs) sunt un disc cu o gaură tăiată. Pentru a îndepărta așchii și a forma pene cu muchii tăietoare (Fig. 1), în matriță se fac mai multe găuri pentru așchii. Matrițele (lehrs) sunt introduse în suportul lerko și prinse cu șuruburi (Fig. 2).
Orez. 1. matriță tăiată rotundă (lerka).
Orez. 2. Suport Lerko:
1 - cadru; 2 - mâner; 3 - șurub de strângere.
Diametrul tijei tăiate este luat puțin mai puțin decât diametrul exterior al firului și tăiat în formă de con pentru ca lehr să intre. Alegerea tijelor pentru tăierea filetelor metrice sau în inci este dată în tabel. unu:
Tabel 1. Diametre arbore pentru șuruburi filetate.
| Filet metric | Filet de centimetri | ||
| Diametrul exterior în mm | Diametrul tijei în mm | Diametrul exterior în inci | Diametrul tijei în mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Matrițele glisante (Fig. 3, a) constau din două jumătăți prismatice cu o gaură tăiată. În partea de mijloc a găurii matriței este făcută o canelură, care formează muchiile de tăiere.
Orez. 3. Matrice glisante și biscuiți:
a - farfurie; b - biscuit.
Klupp pentru filet.
Pentru fixarea matrițelor se folosește o clemă cu șurub cu cadru dreptunghiular sau oblic (Fig. 4). Proeminențele prismatice ale klupp-ului intră în canelurile matrițelor, iar din lateral matrițele sunt presate cu șuruburi.
Orez. 4. Klupp (oblic)
1 - cadru; 2 - mâner; 3 - șurub de strângere.
Pentru a evita presiunea directă a șurubului asupra matrițelor, între matrițe și șurub se instalează un așa-numit cracker (vezi Fig. 3, b), care are forma unei matrițe.
Tehnologia de tăiere a filetului.
Tăierea cu matrițe prismatice este oarecum diferită de tăierea cu lerks. Când tăiați cu matrițe, tijele nu sunt tăiate într-un con, ci matrițele sunt depărtate.
Apoi sunt prinse pe tijă, al cărei capăt trebuie să coincidă cu planul superior al matrițelor. Prin rotirea matriței la dreapta și ușor la stânga se realizează filetarea.
Poziția lerkoderzhatel și klupp este stabilită strict perpendicular pe tija tăiată, altfel firul va fi oblic și unilateral.
Răcire și lubrifiere pentru filetare.
Când tăiați firele cu robinete și matrițe, trebuie folosit lubrifiant.Ca lubrifiant, puteți folosi o emulsie obișnuită, dizolvând o parte din emulsie în o sută șaizeci de părți de apă. În plus, puteți aplica: pentru fontă - untură și kerosen; pentru oțel și alamă, ulei și untură fierte și de rapiță; pentru cupru roșu - untură și terebentină; pentru aluminiu - kerosen.
Nu se recomandă utilizarea uleiurilor de mașină și minerale la tăierea firelor, deoarece acestea, prin creșterea rezistenței la tăiere, nu dau găuri curate și duc la uzura rapidă a robineților și matrițelor.
Plăci cu șuruburi.
Pentru a tăia filete pe șuruburi cu diametre de până la 6 mm, se folosesc plăci cu șuruburi. Pe plăcile cu șuruburi sunt mai multe găuri tăiate de diferite diametre cu caneluri pentru așchii, câte două pentru fiecare gaură.
Filetarea cu matrițe se efectuează în același mod ca și filetarea. Tija este strânsă ferm într-o menghină, lubrifiată cu ulei, apoi se pune pe tijă o matriță cu matrițe, se prinde cu un șurub și se rotește o tură completă într-o direcție și o jumătate de tură în cealaltă. Dacă tija este mai groasă decât este necesar, trebuie pilită.
Filetul șuruburilor se măsoară cu calibre de filet inelare sau cu un calibre de filet.
Tăierea filetelor pe țevi și fitinguri.
Țevile și fitingurile (piese de conectare pentru țevi) sunt tăiate cu o unealtă specială folosind dispozitive de fixare.
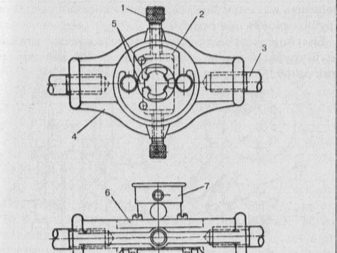
Klupp pentru tăierea firelor pe țevi.
Pe țevi, filetul este tăiat cu un filet special (Fig. 5). Matricea pentru tăierea țevilor în funcție de dispozitiv diferă de mașinile obișnuite. Patru piepteni de oțel intră în fantele suportului său.
Prin rotirea mânerului superior, acestea pot fi adunate sau îndepărtate. Prin urmare, țevile de diferite diametre pot fi tăiate cu o singură matriță. În plus, klupp-ul are ghidaje care sunt reglate de mânerul inferior.
Ghidajele asigura pozitia corecta a matritei pe teava la taiere.
Orez. 5. Klupp pentru tăierea țevilor.
Țevile în timpul tăierii sunt fixate cu o clemă specială. Clema este formată dintr-un cadru în care sunt plasate biscuiți cu decupaje pentru țevi de diferite diametre.
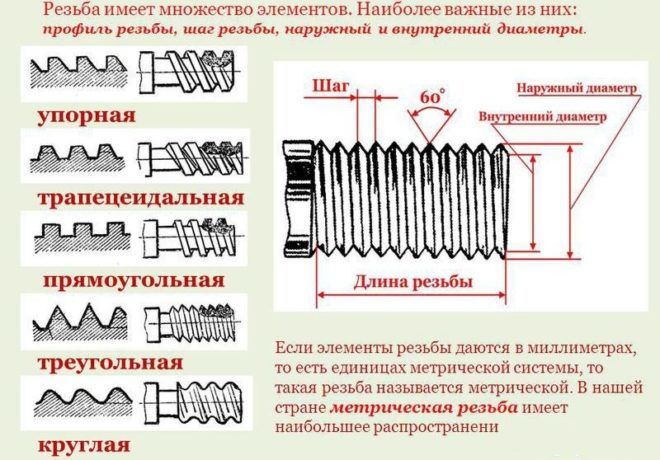
Profiluri de filet
Formele semifabricatelor, în funcție de tipul de suprafață, sunt cilindrice și conice. Firele sunt externe (la suprafață) și interne (în orificiul semifabricatului). Tipul conexiunii filetate depinde de profilul filetului.
Există cinci tipuri de profil:
- triunghiular;
- dreptunghiular;
- trapezoidal;
- persistent;
- rundă.
Firul poate fi cu pornire unică și cu pornire multiplă:
- single-threaded - format dintr-un singur filet;
- multi-start - creat de două sau mai multe fire plasate la aceeași distanță unul de celălalt.
Principalii indicatori ai ambelor tipuri de filete sunt pasul și cursa. Pasul filetului - distanța dintre cele mai apropiate ture și este măsurată de-a lungul liniei centrale a piesei de prelucrat. Cursul unui fir este golul din mijlocul a două vârfuri de o tură pe suprafața de lucru a produsului. Cursa este egală cu produsul pasului filetului cu numărul de porniri.
Matriță pentru scule de tăiere
O matriță este o unealtă tăietoare de strunjire realizată sub forma unei piulițe. Găurile forate în el sunt făcute pentru îndepărtarea așchiilor. Instrumentul este format din elemente de tăiere situate pe fiecare parte și formând un con. O matriță pe un strung formează un filet pe șuruburi, știfturi, șuruburi și alte produse metalice.
Cele mai utilizate tipuri de plăci:
- metric;
- stânga;
- teava.
Puteți ușura sarcina făcând un mic teșit la capăt, astfel încât înălțimea acesteia să coincidă cu înălțimea profilului filetului. Dimensiunea matriței trebuie să se potrivească cu diametrul piesei.
Apoi matrița de dimensiunea dorită este fixată în suportul matriței, fixată în contrapunctul strungului. Viteza de filetare depinde de materialul pentru piesa de prelucrat: produsele din alamă sunt prelucrate la aproximativ 15 m/min., fontă - 3 m/min., semifabricate din oțel - 4 m/min.
La această viteză de procesare, matrița se uzează mai puțin.În procesul de tăiere, fiecare tură a matriței trebuie înlocuită prin întoarcerea acesteia cu o treime din cerc pentru a curăța găurile de așchii.
Video: Cum să tăiați fire pe un strung
O selecție de întrebări
- Mihail, Lipetsk — Ce discuri ar trebui folosite pentru tăierea metalelor?
- Ivan, Moscova — Care este GOST-ul tablei de oțel laminate?
- Maksim, Tver — Care sunt cele mai bune rafturi pentru depozitarea produselor din metal laminate?
- Vladimir, Novosibirsk — Ce înseamnă prelucrarea cu ultrasunete a metalelor fără utilizarea de substanțe abrazive?
- Valery, Moscova - Cum să forjați un cuțit dintr-un rulment cu propriile mâini?
- Stanislav, Voronezh — Ce echipamente este folosită pentru producția de conducte de aer din oțel galvanizat?
Elementele de bază ale firului
Când țevile de gaz sunt conectate la un sistem de alimentare cu apă, firele cilindrice ale țevilor sunt rulate sau tăiate. Părțile de capăt ale țevilor sunt combinate cu elemente speciale. Ultimele 2 bucle ale unui fir cilindric se numesc alergare. Runaway permite fixarea elementului de cuplare pe produsul tubular. Aceasta asigură etanșarea conexiunii cu garnitura.
Pentru a deconecta, de exemplu, conductele de încălzire conectate fără tăiere, trebuie să utilizați o unitate. Include o piuliță de blocare, un element de cuplare, un filet lung. Are o astfel de lungime încât este posibilă bobinarea cu ușurință a piesei de cuplare, piuliță de blocare.
Pentru a economisi material, produsele cu pereți subțiri sunt utilizate în alimentarea cu gaz și alte complexe. Se rostogolesc mai departe. Grosimea pereților ar trebui să fie mai mare decât atunci când se creează un fir pe o conductă de apă.

Tehnica de tăiere a unei piese metalice
Suprafața elicoidală formată de tăietor se numește fir. Oferă sarcini importante - cu ajutorul său, elementele pieselor se pot deplasa unele față de altele, se pot articula sau etanșa semnificativ îmbinările în diferite dispozitive mecanice.
Pentru a înțelege cum să tăiați fire pe un strung, trebuie să urmați procesul de filetare - este destul de simplu și de înțeles. Freza este fixata in suportul strungului. Se mișcă uniform de-a lungul axei piesei rotative. Vârful ascuțit al sculei taie o linie elicoidală pe suprafața piesei.
Pentru a instala și ghida corect unealta de tăiere, se folosește un șablon special, care este plasat deasupra semifabricatului. Cuțitul este plasat de-a lungul liniei centrale a mașinii. În funcție de golul rezultat, se determină cât de precis se realizează filetarea.
Tăierea are propriile sale caracteristici:
- procesul de formare a firului are unele caracteristici;
- materialul din care este realizată piesa stabilește unghiul de greblare al tăietorului;
- valoarea unghiului depinde de vâscozitatea, duritatea și fragilitatea metalului;
- planurile tăietorului din colțurile laterale din spate nu trebuie să se frece de canelurile tăiate;
- firele interioare sunt tăiate în găuri deja găurite sau găurite.
Pentru fiecare material care este prelucrat, sunt proiectate anumite scule de tăiere a metalelor. Pentru semifabricate din oțel se folosesc freze ale căror plăci sunt realizate din aliaje dure T15K6, T14K8, T15K6, T30K4. Pentru semifabricate din fontă se folosesc scule de tăiere cu inserții din carbură VK4, V2K, VK6M, VK3M.
filetarea cu un robinet cum se taie firele manual
Cum să tăiați firele cu un dispozitiv de filetare a fost descris mai devreme. Dispozitivul de filetare diferă foarte mult de dispozitivul de robinet, dar principiul filetării cu ambele unelte rămâne același.
Un robinet este o unealtă de prelucrare și strunjire a metalelor, în forma sa care amintește oarecum de o tijă lungă. Chiar în interiorul acestei tije se află elemente de tăiere, cu ajutorul cărora firul este tăiat manual.

Un robinet poate fi folosit pentru mai mult decât pentru a tăia fire noi. Cu acest instrument, puteți, de asemenea, să restaurați firul, făcându-l ca „nou”.
Conform principiului de funcționare, robinetele sunt manuale și mecanice. Tarodele mașinii sunt fixate pe un strung, iar filetarea are loc în modul automat.
Cum aleg tipul de robinet?
Pentru filetarea manuală, mai întâi trebuie să selectați tipul corect de robinet. Alegerea robinetului pentru filetare depinde în primul rând de:
- pasul filetului;
- profil;
- Forme de conectare filetata;
- Toleranţă;
În plus, alegerea unui anumit robinet este influențată și de materialul de fabricație al pieselor pe care va fi tăiat firul. Alegerea principală a unui robinet, în primul rând, depinde de diametrul firului de tăiat.
Filetarea cu o atingere manuală
Filetarea cu o atingere are loc după cum urmează. Piesa de filetat este fixată într-o menghină sau alt dispozitiv. Principalul lucru este că piesa este fixată în siguranță în dispozitiv, deoarece atunci când filetați cu un robinet, va trebui să depuneți mult efort.

Apoi, se face un orificiu în piesa pentru filetare cu un robinet, în funcție de tipul de filet - orb sau traversant. Diametrul găurii ar trebui să fie ceva mai mic decât diametrul elementelor de tăiere ale robinetului.
Asigurați-vă că ați teșit marginea superioară a găurii de filetare. După aceea, un robinet este luat și instalat într-o gaură, care ar trebui să fie amplasată într-o menghină cu teșit în sus.
Filetarea cu robinet se face în sensul acelor de ceasornic, tot timpul, apăsând robinetul în orificiu. Este necesar să apăsați ușor robinetul, fără smucituri inutile, rotind-o treptat, astfel, până se obține un fir curat și uniform.

După ce a făcut mai multe rotații cu robinetul în sensul acelor de ceasornic, acesta este returnat în direcția opusă, scăpând astfel de așchiile metalice acumulate.
În timpul filetării, este necesar să se răcească robinetul la timp, altfel unealta se poate deteriora cu ușurință. Dacă se taie un fir de aluminiu, atunci robinetul este răcit cu kerosen; dacă un fir este tăiat pe o parte de cupru, apoi cu terebentină; atunci când tăiați un fir de oțel, cel mai bine este să răciți robinetul cu o emulsie.
Tipuri și proprietăți ale tăietorilor
Instrumentul de strunjire pentru metal este format dintr-un suport și un cap de lucru. Calitatea pieselor de prelucrare depinde direct de aceste elemente. Suportul are o secțiune dreptunghiulară sau pătrată. Cu ajutorul acestuia, freza este fixată pe strung.
Șeful de lucru prelucrează detaliile. Este alcătuit din diferite planuri de tăiere și muchii. Unghiul de ascuțire a capului este determinat de materialul din care este realizată piesa.
Filetele externe și interne sunt tăiate cu diferite tipuri de tăietoare de fire.
 Dispozitive de tăiat ață
Dispozitive de tăiat ață
Cele mai folosite dintre ele:
- tijă;
- prismatic;
- rundă.
Frezele de tijă constau dintr-o tijă cu un cap de lucru. Aceste tipuri vin în profiluri diferite. Cele mai rezistente la uzură sunt frezele, la care sunt lipite marginile de lucru din aliaj dur. Nu au nevoie de întoarcere frecventă, deoarece rămân ascuțite mult timp.
Frezele prismatice sunt folosite pentru a prelucra numai partea exterioară a semifabricatului. Avantajul lor față de lansete este capacitatea de a prelucra suprafețe mari. Dar ar trebui să fie ascuțite mai des.
Frezele rotunde sunt utilizate în procesul de tăiere a filetelor interne și externe. Aceste instrumente sunt foarte ușor de utilizat, aria lor de utilizare este destul de largă. Dispozitivele de tăiere rotunde permit re-șlefuirea multiplă.
 Freze filetate rotunde
Freze filetate rotunde
În funcție de diferențele de proiectare, uneltele de tăiere a metalelor sunt împărțite în mai multe tipuri:
- Drept;
- curbat;
- îndoit;
- desenat.
Partea superioară a oricărui instrument filetat este un cap rotund sau o teșitură. Profilul filetului este format dintr-un dispozitiv de tăiere cu configurația corespunzătoare. Cu unelte de tăiere de formă îndoită, un fir filetat este tăiat pe suprafața semifabricatului.
Frezele drepte sunt rareori folosite aici.Firul din interiorul piesei este realizat cu freze curbate, uneori drepte, fixate intr-un suport special.
Cutterele sunt împărțite în categorii:
- din oțel aliat de mare viteză;
- cu plăci din aliaj dur lipite pe elementul de lucru;
- accesorii de tăiere cu inserții interschimbabile cu mai multe fațete fixate pe cap.
În direcția filetului șurubului, uneltele sunt diferențiate în dreapta și stânga. Când se lucrează, primul aliment merge de la stânga la dreapta, al doilea - hrana merge la stânga. Cele potrivite sunt folosite mai des.
Tăiem firul cu o matriță
Particularități
Filetarea a fost inventată în urmă cu două secole, când strungul cu șurub a apărut pentru prima dată în Marea Britanie. Inventatorul G. Maudsley a descoperit o metodă de aplicare a firelor precise și a inventat un dispozitiv pentru măsurarea acesteia (micrometru) cu o precizie de 0,0001 inci.

Cam în aceeași perioadă, inginerul mecanic D. Whitworth a creat primul profil de filet și a propus un sistem de standarde ale acestuia. De atunci, invenția îi poartă numele - sculptură Whitworth. Ea a stat la baza diferitelor standarde naționale.

Principala caracteristică a filetării este că unealta pentru implementarea sa trebuie să fie realizată dintr-un material de duritate mai mare decât elementul de tăiat, iar pentru fabricarea acestui instrument, la rândul său, trebuie folosite desene cu elemente și mai dure în compoziție.
În zilele noastre, există nenumărate opțiuni pentru filetarea unei țevi.
Este important doar să-l alegeți pe cel de care aveți nevoie. Un rezultat bun este garantat dacă sunt utilizate materiale și instrumente de înaltă calitate în implementarea lucrărilor, sunt respectate instrucțiunile, precum și tehnologia de tăiere
La filetare, cel mai bine este să utilizați un instrument de calitate, deoarece o opțiune ieftină este puțin probabil să dureze mult.

Acum majoritatea sistemelor de conducte sunt fabricate din plastic. Este adesea necesară fixarea structurilor folosind elemente de legătură din plastic și metal. În sfera casnică, astfel de elemente de fixare sunt o soluție destul de comună, se numesc combinate. În sistemele moderne de comunicație, se folosește în mod tradițional unul dintre tipurile de țevi din plastic sau metal. Cu toate acestea, în unele cazuri este recomandabil să folosiți o combinație de modele.


Conductele cu un diametru de până la 40 mm sunt îmbinate prin metoda filetată. Racordurile cu flanșă sunt utilizate pentru țevi cu diametru mai mare unde nu este posibilă strângerea filetului.

Conectarea unei țevi de polipropilenă cu o țeavă metalică se realizează folosind fitinguri special concepute pentru aceasta. Sunt conexiuni, dintre care o parte are un fir metalic, iar cealaltă are un manșon de plastic. Conexiunile combinate multiple sunt realizate cu fitinguri complexe speciale.
