Cum să îndoiți bara de armătură, tabla etc. fără un instrument special
Dacă ați început deja o revizie majoră cu propriile mâini, indiferent de locul în care se efectuează: acasă sau într-un apartament, atunci trebuie să fiți pregătit pentru multe teste.
În special, pot apărea o serie de probleme care sunt foarte dificil de rezolvat fără experiență adecvată și echipamente speciale. De exemplu, nu toată lumea știe să îndoaie o tablă de metal, bară de armare, profil, colț etc. obținând în același timp rezultate bune. În acest articol, vom încerca să răspundem la întrebările „inflexibile”, în timp ce ne descurcăm cu un număr minim de instrumente.
Cum să îndoiți o tablă de metal, galvanizare, profil
Foarte des, la montarea structurilor metalice, este necesar nu numai să tăiați foile de oțel, ci și să le dați o formă curbată.
Puteți face acest lucru acasă fără a cheltui bani pe servicii terțe. De exemplu, cum să îndoiți o foaie de metal? Pentru a face acest lucru, avem nevoie de un ciocan de lemn sau de cauciuc, clești, o masă.
Dacă se așteaptă o curbură de 90 de grade, atunci acest set de instrumente ar trebui să fie suficient. Foaia atârnă pur și simplu de marginea mesei, după care curbura dorită se realizează prin lovire uniformă în zona de îndoire.
Cum să îndoiți o țeavă fără preîncălzire
Este posibil să îndoiți singur țeava de profil, fără a o preîncălzi, atât cu cât și fără umplutură. Nu necesită umplere cu țevi de nisip sau colofoniu, a căror înălțime a profilului nu depășește 10 mm.
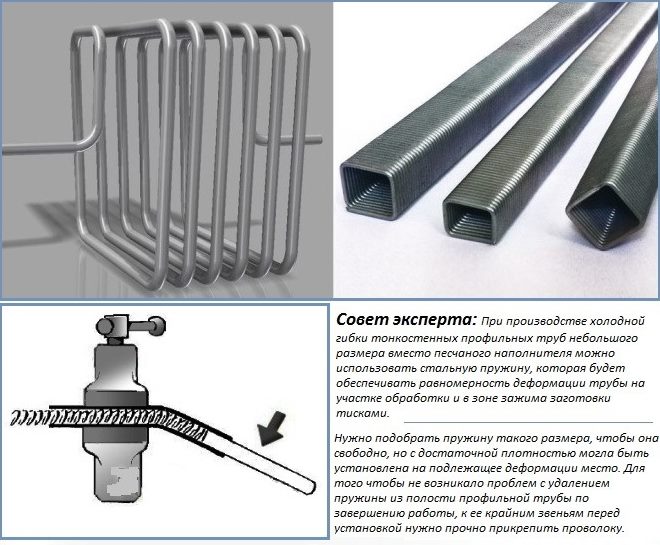
Există o altă tehnică care implică utilizarea unui arc cu o bobină densă de spire în loc de umplutură, care este introdus în cavitatea internă a țevii profesionale și protejează pereții produsului de deformare, precum și de modificări excesive ale grosimii acestora. în timpul procesului de îndoire.

Designul unui îndoit elementar de țevi este simplu și accesibil pentru auto-producție.
Pentru cei care au nevoie să îndoaie țevile de profil cu propriile mâini, fără a le încălzi mai întâi, puteți folosi videoclipul de antrenament și următoarele recomandări simple.
- Este posibil să obțineți îndoirea necesară pe țevile de profil folosind cele mai simple dispozitive - o menghină, dornuri, plăci de îndoire.
- Puteți folosi un îndoit manual de țevi pentru produse cu profil rotund. În acest dispozitiv, este necesară refacerea rolelor de lucru, forma adânciturii în care trebuie să corespundă profilului țevii.
- Puteți îndoi țevile cel mai eficient și mai precis folosind o mașină de profilat, pe care o puteți achiziționa sau realiza singur.
Care este complexitatea îndoirii profilului
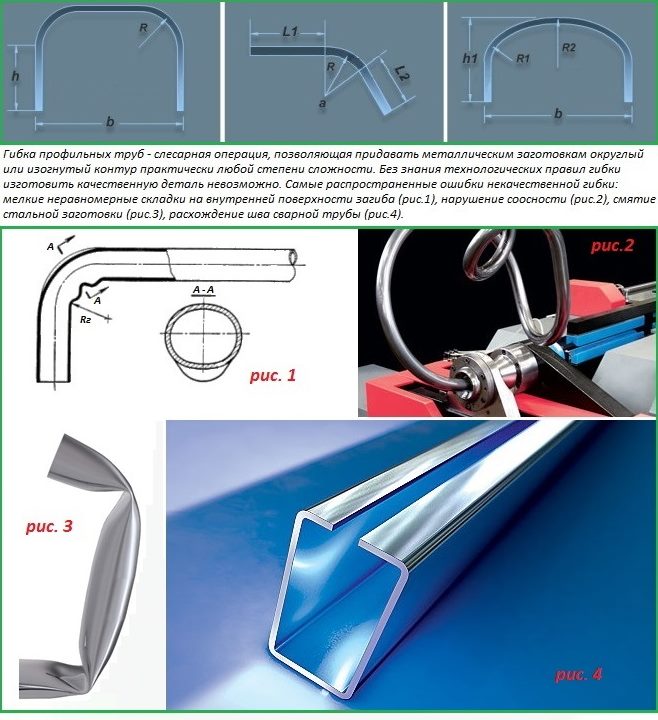
Esența îndoirii metalului laminat, indiferent de forma profilului său, este aceea că țevilor de profil li se oferă o îndoire parțială sau completă. O astfel de operațiune tehnologică se realizează în două moduri: acționând asupra țevii îndoite numai prin presiune sau încălzind suplimentar secțiunea țevii în zona căreia se realizează îndoirea. În timpul îndoirii, două forțe acționează simultan asupra unei țevi metalice:
- forța de compresie (din interiorul curbei);
- forță de tracțiune (din partea exterioară a secțiunii îndoite).
Impactul unor astfel de forțe multidirecționale este cel care provoacă dificultăți caracteristice procesului de îndoire a oricăror țevi de profil.
- Segmentele de material ale țevii, care își schimbă forma în timpul procesului de îndoire, pot pierde coaxialitatea locației lor, ceea ce duce la faptul că secțiunile individuale ale țevii vor fi amplasate în planuri diferite;
- Peretele conductei, situat pe partea exterioară a cotului și supus tensiunii, poate să nu reziste la sarcină și să spargă.
- Peretele interior al țevii, supus la compresiune, poate deveni acoperit cu pliuri care seamănă cu ondulații.
Caracteristicile tehnice ale conductelor profilate
Pentru a preveni acest lucru, este necesar să se țină seama nu numai de caracteristicile materialului țevii, ci și de parametrii săi geometrici - dimensiunile secțiunii, grosimea peretelui, raza la care este necesar să se îndoaie. Cunoașterea celor de mai sus vă va permite să alegeți tehnologia adecvată și să îndoiți corect țeava ondulată, fără a o zdrobi și fără a obține o suprafață ondulată.
Metode industriale de îndoire la rece

În funcție de diametrul elementului și de cantitatea de lucru, se pot folosi unelte de mână (îndoitoare de țevi) sau dispozitive cu acționare electromecanică.
Principalele metode industriale de îndoire la rece sunt:
- Metoda de bobinare. Această tehnică vă permite să îndoiți o țeavă cu o secțiune transversală în intervalul 1,0-4,26 cm în planuri diferite. Pentru a menține forma secțiunii se folosesc dornuri din compozit sau tije - dopuri de calibrare.
- Cu o răsucire. Această metodă este potrivită pentru îndoirea elementelor tubulare cu un diametru de cel mult 15 cm. În acest caz, grosimea peretelui ar trebui să fie impresionantă. Esența metodei: o rolă de rulare se mișcă în jurul unei role de îndoire statică de o dimensiune dată. El apasă țeava și o îndoaie.
- Rolă. Această metodă vă permite să îndoiți piesa de prelucrat într-o spirală sau inel. Pe role, elementul este miscat de role si capata curbura specificata de pozitia rolelor.
- Desen. Metoda este potrivită pentru îndoirea produselor fără sudură cu pereți subțiri. Pentru îndoire, un șablon este realizat dintr-un element tubular cu un diametru mai mare. Apoi șablonul este filetat în matriță și fixat cu o clemă. Datorită rotației șablonului, piesa de prelucrat este trasă prin matriță și îndoită.
- Prin întindere. Această tehnică minimizează riscul deformărilor metalice. Pentru a face acest lucru, piesa de prelucrat este fixată la margini, întinsă și îndoită în același timp prin utilizarea unui șablon de îndoire.
- Pe suporturi. De obicei, se folosesc două suporturi pe care este așezată piesa de prelucrat. Pe măsură ce suportul se îndoaie, acesta se rotește în jurul axei sale. Șablonul este conectat la tija cric, astfel încât forța să fie aplicată în centrul piesei de prelucrat. Metoda este potrivită pentru îndoirea produselor tubulare cu un diametru de cel mult 35,1 cm.Echipamentul permite îndoirea direct pe șantier.
- Cu presiune hidrostatică în interior. Pentru a face acest lucru, lichidul este injectat în elementul tubular. Dopurile sunt instalate la capete. Din cauza tensiunilor rezultate, metalul ajunge la o stare aproape plastică. Apoi un șablon este adus la locul de îndoire și piesa de prelucrat este îndoită.
- Cu împingere. Metoda este potrivită pentru îndoirea elementelor cu un diametru de trei inci. Piesa de prelucrat este împinsă printr-o matriță fixă și mobilă. Datorită deplasării matricelor una față de cealaltă, este posibilă reglarea curburii îndoirii. Folosind această tehnică, o piesă de prelucrat poate fi îndoită de mai multe ori în planuri diferite.
În ceea ce privește utilizarea dornurilor, cel mai simplu dop pentru țevi cu o secțiune transversală de cel mult 3,2 cm poate fi un cablu de oțel. Un capăt al acestui cablu este fixat în mâner. Celălalt capăt este conectat la fir pentru a efectua tragere în lumen. În acest caz, diametrul dopului de calibrare ar trebui să fie puțin mai mic decât secțiunea transversală a produsului tubular - cu aproximativ 0,1-0,5 mm.
În timpul utilizării dopurilor de calibrare, pot apărea zgârieturi și crestături nedorite pe suprafața interioară a piesei de prelucrat. Acest lucru se întâmplă de obicei la îndoirea produselor din oțel inoxidabil. Pentru a vă proteja împotriva unor astfel de consecințe nedorite, trebuie să alegeți materialul de plută potrivit, precum și să utilizați lubrifiant și să curățați bine suprafața.
Caracteristici de îndoire a țevilor

Toate metodele de îndoire a pieselor de prelucrat pot fi împărțite în manuale și mecanice, precum și la cald și la rece.Uneori, procesul de îndoire este însoțit de consecințe nedorite pentru produsul tubular, care au un impact semnificativ asupra funcționării ulterioare a elementului. Gradul de manifestare a acestor consecințe depinde de materialul din care este realizată țeava, diametrul acesteia, raza de îndoire, precum și metoda prin care a fost efectuată procedura de îndoire.
Consecințele negative ale îndoirii includ următoarele puncte:
- Reducerea grosimii peretelui piesei de prelucrat situată de-a lungul razei exterioare a îndoirii.
- Formarea de cute și pliuri pe perete, care este situat de-a lungul razei interioare a îndoirii.
- Modificarea configurației secțiunii (reducerea dimensiunii lumenului și a formei acestuia - ovalizare).
- Modificarea razei de îndoire din cauza efectului de arc al materialului.
Cel mai frecvent dezavantaj al îndoirii este o modificare a configurației secțiunii și a grosimii peretelui. Din cauza tensiunilor metalului, peretele exterior devine mai subțire la cot, în timp ce peretele interior, dimpotrivă, se îngroașă. Aceasta are ca rezultat o slăbire vizibilă a elementului tubular. Acest fenomen este periculos prin ruperea peretelui exterior al conductei, deoarece acesta este supus unei presiuni mai mari a mediului transportat.
De asemenea, ovalizarea slăbește semnificativ piesa de prelucrat. Acest fenomen este deosebit de periculos la îndoirea unei conducte concepute pentru a transporta o substanță în condiții de sarcină pulsatorie. Dacă astfel de elemente sunt folosite ca structuri de construcție, atunci ovalizarea va afecta aspectul elementului. De aceea, în procesul de îndoire, ei se străduiesc să minimizeze pe cât posibil astfel de fenomene.
Dacă se formează pliuri pe peretele interior din cauza îngroșării materialului, atunci acestea vor determina nu numai o scădere a secțiunii transversale, ci vor crea și rezistență la fluxul în mișcare. Aceasta, la rândul său, crește probabilitatea de coroziune. În plus, capacitatea portantă a elementului tubular structural va scădea.
Instrumente de îndoit țevi
Întrebarea cum să îndoiți o țeavă fără un îndoitor de țevi nu va cauza dificultăți dacă utilizați cele mai simple dispozitive pentru a efectua această operațiune. Puteți efectua îndoirea la rece a țevilor folosind următoarele dispozitive.
- În cazurile în care este necesară îndoirea unei țevi moale (aluminiu) sau oțel cu o înălțime a profilului de cel mult 10 mm, se folosește o placă orizontală cu găuri, în care sunt introduse opritoare - știfturi metalice. Cu ajutorul acestor ace, produsele sunt îndoite în funcție de parametrii necesari. Această metodă are două dezavantaje serioase: precizia scăzută a îndoirii, precum și faptul că atunci când o utilizați, este necesar să aplicați un efort fizic semnificativ.
- Produsele cu o înălțime a profilului de 25 mm sunt cel mai bine îndoite folosind dispozitive de fixare cu role. Țeava este fixată în siguranță într-un menghin și se aplică o forță acelei părți a acesteia care trebuie îndoită folosind o rolă specială. Acest dispozitiv vă permite să obțineți o îndoire mai bună, dar necesită și aplicarea unui efort fizic.

Opțiune, după cum se spune, în grabă. Pârghia lungă a acestui dispozitiv extrem de simplu vă permite să faceți față unor țevi destul de groase.
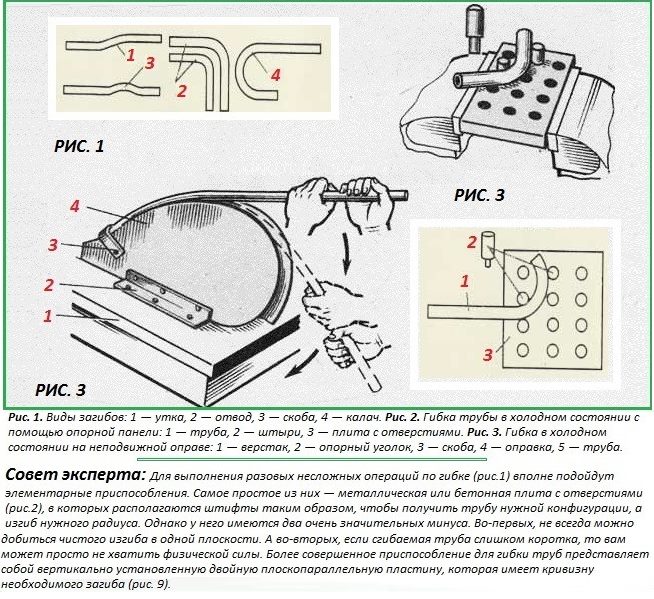
Dispozitivele elementare vor ajuta la realizarea unei curbe unice ale țevii
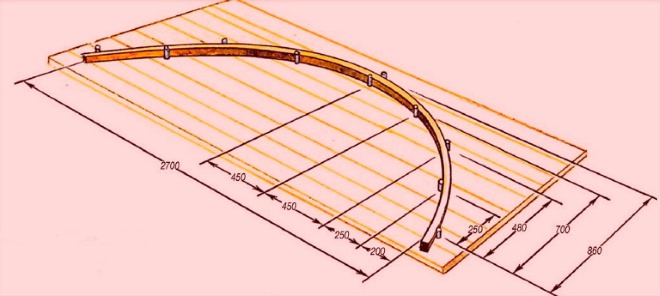
Pentru a forma o curbură cu o rază mare de curbură pe țevile ondulate din oțel sau aluminiu, se folosesc șabloane rotunjite fixe, pe care sunt montate cleme speciale pentru fixarea produsului. Pe un astfel de dispozitiv, țeava este, de asemenea, îndoită manual, cu forța așezând-o în canelura șablonului, a cărui formă corespunde exact razei de îndoire necesare.

Placajul și capsele metalice sunt tot ce aveți nevoie pentru a face un șablon de îndoire
placa de îndoire
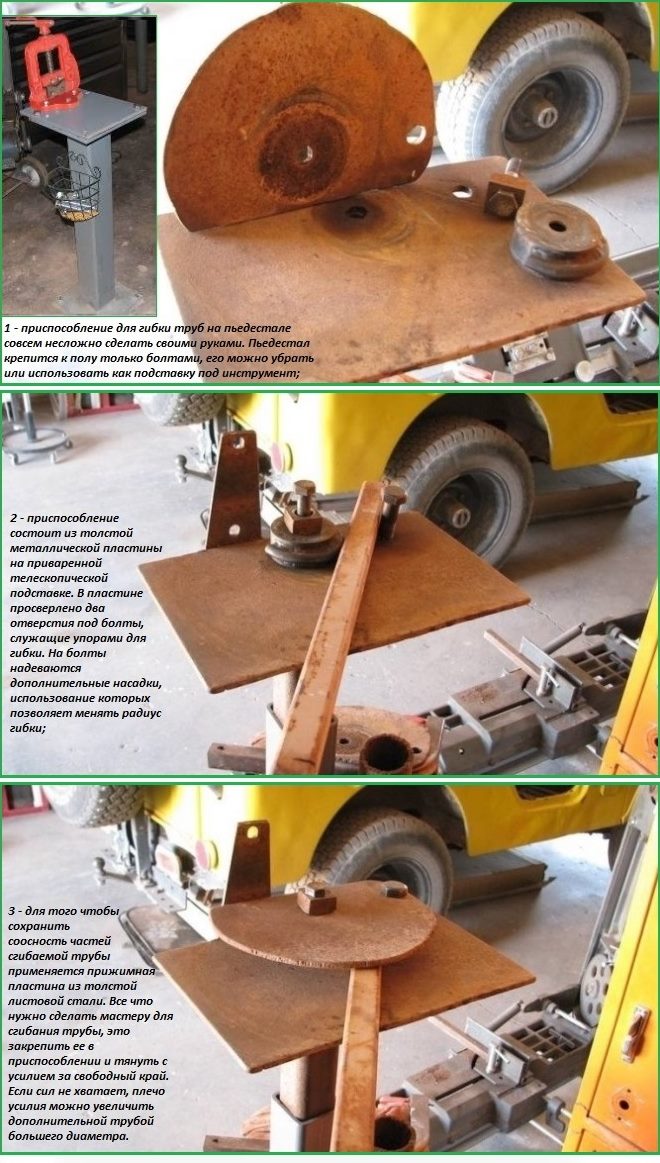
Pentru a îndoi eficient țevile de oțel sau aluminiu acasă, puteți realiza o placă de îndoire îmbunătățită, folosind următoarele îndrumări.
- Rolul unei astfel de plăci este jucat de un panou, care este tăiat din tablă de mare grosime.
- Panoul, realizat în acest fel, este sudat pe rack, care este instalat pe un piedestal special.
- În panou sunt găurite două găuri, necesare pentru instalarea șuruburilor care servesc drept opritoare pentru conducta de profil.
- Pe unul dintre șuruburile de oprire este instalată o duză specială, cu ajutorul căreia se reglează raza de îndoire.
- Pentru a asigura alinierea secțiunilor de țeavă adiacente coturii, deasupra piesei de prelucrat este plasată o placă metalică, fixată cu șuruburi.
Schema suportului pentru îndoirea țevilor profilate
Principiul fabricării unui dispozitiv simplu de îndoit de casă
Îndoirea dornului
Pentru îndoirea produselor din țevi cu profil acasă, a căror înălțime a peretelui nu depășește 25 mm, se poate realiza un dorn special. În aceste scopuri, este mai bine să utilizați un banc de lucru general, pe suprafața căruia va exista suficient spațiu pentru un astfel de dispozitiv. Pentru a selecta locația optimă a elementului care fixează țeava îndoibilă, se fac găuri adesea localizate la un capăt al bancului de lucru. Un șablon special este responsabil pentru asigurarea razei de îndoire necesară a țevii ondulate, care poate fi realizată din placaj gros sau un colț metalic dacă urmează să-l folosiți des.

Îndoirea unei țevi de profil cu un dorn
Aplicație de îndoire a profilului
Desigur, dacă aveți o cantitate semnificativă de muncă la îndoirea țevilor de profil, este mai bine să faceți o mașină specială pentru aceasta, ale cărei desene sunt ușor de găsit pe Internet. Nu vom analiza aici această problemă, deoarece este considerată mai mult decât detaliat în articolele de pe link-urile de mai jos.

Una dintre numeroasele opțiuni pentru un îndoit de profil de casă
Nu vă puteți lipsi de o astfel de mașină, chiar dacă trebuie să îndoiți țevi cu o secțiune mare de profil. Principalele corpuri de lucru ale unei astfel de mașini, care se caracterizează printr-o versatilitate largă, sunt trei role, dintre care două sunt fixate nemișcate, iar prin schimbarea poziției celei de-a treia, se ajustează raza de îndoire a produsului. Ca unitate de antrenare pentru un astfel de dispozitiv, se utilizează o transmisie cu lanț și un mâner care este rotit de către operator.
Protectie ovala

Principalele metode de îndoire la rece a unei țevi galvanizate prevăd măsuri care vă permit să îndoiți piesa de prelucrat, păstrând cât mai mult posibil forma secțiunii sale transversale. Acest lucru se face de obicei într-unul din două moduri:
- Utilizarea măsurilor de păstrare a formei secțiunii din interior (folosirea unui limitator intern).
- Utilizarea unui opritor extern pentru a preveni extinderea pereților laterali.
Materialele rigide ca umplutură își păstrează mai bine forma, așa că sunt mai des folosite. Dar datorită utilizării materialelor de umplutură elastice, suprafața exterioară a îndoirii are o întindere mai mică.
Necesitatea contabilității de profil
Categoria de laminare a țevilor de profil include produse care au o formă de secțiune transversală diferită - rotundă, pătrată, ovală sau plat-ovală. În ciuda acestei diversități, pentru construcția unei sere sau a unui baldachin, sunt utilizate în principal dreptunghiulare sau. Acest lucru se datorează faptului că este mult mai ușor să montați stratul exterior pe pereții lor plati.
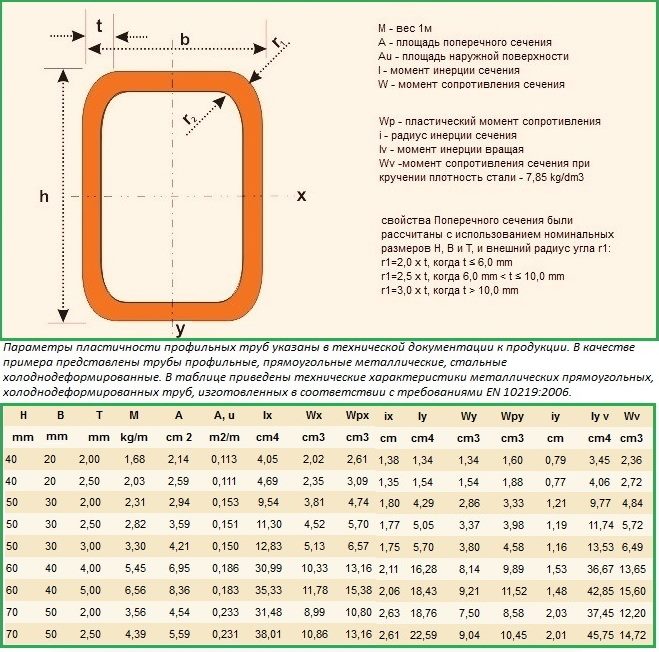
Gama de țevi profil moderne este foarte diversă. Parametrii lor geometrici, dintre care principalii sunt aria secțiunii transversale și grosimea peretelui, determină capacitățile plastice ale produsului. Acesta din urmă caracterizează un astfel de indicator drept raza de curbură minimă admisă. Acest parametru vă permite să determinați până la ce rază minimă poate fi îndoită țeava, astfel încât să nu fie deteriorată.
Evitați greșelile comune care duc la deteriorarea pieselor de prelucrat
Pentru a determina un astfel de parametru al unei țevi cu sau un profil dreptunghiular ca rază minimă de îndoire, este suficient să cunoașteți înălțimea profilului său. Dacă aveți de gând să îndoiți o țeavă de profil cu o secțiune transversală sub formă de dreptunghi sau pătrat, trebuie urmate următoarele recomandări.
- Conductele a caror inaltime a profilului nu depaseste 20 mm pot fi indoite in sectiuni a caror lungime depaseste o valoare egala cu 2,5xh (h este inaltimea profilului).
- Produsele a căror înălțime a profilului depășește 20 mm pot fi îndoite cu succes în secțiuni a căror lungime corespunde cu 3,5xh sau mai mult.
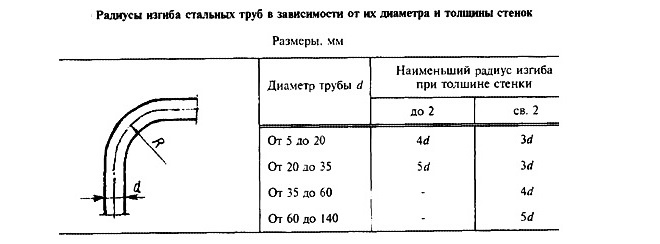
Raze minime de îndoire pentru țevi de oțel
Astfel de recomandări vor fi utile celor care urmează să îndoaie țevile de profil cu propriile mâini pentru a realiza rafturi, copertine și diferite structuri de cadru din ele. În acest caz, totuși, trebuie avut în vedere faptul că posibilitatea de îndoire de înaltă calitate a țevilor este afectată și de grosimea peretelui acestora. Produsele cu o grosime a peretelui mai mică de 2 mm nu trebuie deloc îndoite și, dacă este necesar să se creeze structuri din ele, utilizați îmbinări sudate.
La domiciliu, este posibil să îndoiți țevile profesionale, care sunt fabricate din oțeluri carbon sau slab aliate, ținând cont doar de anumite nuanțe. Astfel de țevi, după îndoire, se pot răsări înapoi și reveni la starea lor inițială, astfel încât structurile finite trebuie remontate conform șablonului. Valoarea elastică este caracterizată de un astfel de parametru al țevilor de profil precum momentul plastic de rezistență - Wp. Acest parametru este indicat în documentația de însoțire (cu cât este mai mic, cu atât țevile profesionale vor răsări mai puțin în timpul îndoirii lor).
Îndoit țevi pentru produse profilate și rotunde
Îndoitoarele de țevi pentru țevi de oțel și cupru sunt:
- manual,
- mecanic.
Mai mult, apartenența la un tip manual sau mecanic determină atât caracteristicile de proiectare ale îndoitului de țevi, cât și performanța acestuia.
Dispozitive manuale
Îndoitorul manual de țevi este format din:
- pat,
- transportor,
- element de prindere.
Țeava este încărcată într-un transportor, format din role legate printr-o transmisie cu lanț, și este presată de rola superioară (sau inferioară), care apasă pe fața corespunzătoare a produsului. Prin rotirea mânerului rolelor de alimentare, este posibilă avansarea segmentului măsurat prin zona de presiune și, ca urmare, îndoirea țevii profilate sau a unui produs rotund similar.
Cu toate acestea, procesul manual are propriile sale nuanțe. În primul rând, puteți îndoi țeava de profil cu propriile mâini, dar pentru a obține rezultatul, trebuie să faceți un efort semnificativ. În al doilea rând, îndoitoarele manuale de țevi sunt potrivite pentru prelucrarea doar a loturii mici de produse.
Aparatură mecanică
Aparatul mecanic ne scutește de nevoia de a ne cheltui puterea pentru îndoirea țevii de profil la raza dorită. Într-adevăr, într-un îndoit mecanic de țevi, atât transportorul, cât și elementul de prindere nu funcționează din forța musculară a operatorului, ci de la un motor electric și o acționare hidraulică.
În acest caz, schema de funcționare a dispozitivului rămâne neschimbată. Adică, ca și în primul caz, umplem transportorul cu o țeavă, creăm o forță de strângere pe planul produsului care urmează să fie îndoit (unde este necesar să îndoiți conducta de profil chiar înainte ca secțiunea de măsurare să înceapă să se deplaseze de-a lungul transportor) și porniți dispozitivul în rețea. Ca rezultat, țeava trece prin zona rolei de presiune și își schimbă curbura. Procesul de îndoire manuală și mecanică va fi discutat mai detaliat mai jos.
Cum să îndoiți o țeavă fără preîncălzire
Este posibil să îndoiți singur țeava de profil, fără a o preîncălzi, atât cu cât și fără umplutură. Nu necesită umplere cu țevi de nisip sau colofoniu, a căror înălțime a profilului nu depășește 10 mm.
Nuanțele de îndoire a țevilor cu pereți subțiri de dimensiuni mici
Există o altă tehnică care implică utilizarea unui arc cu o bobină densă de spire în loc de umplutură, care este introdus în cavitatea internă a țevii profesionale și protejează pereții produsului de deformare, precum și de modificări excesive ale grosimii acestora. în timpul procesului de îndoire.
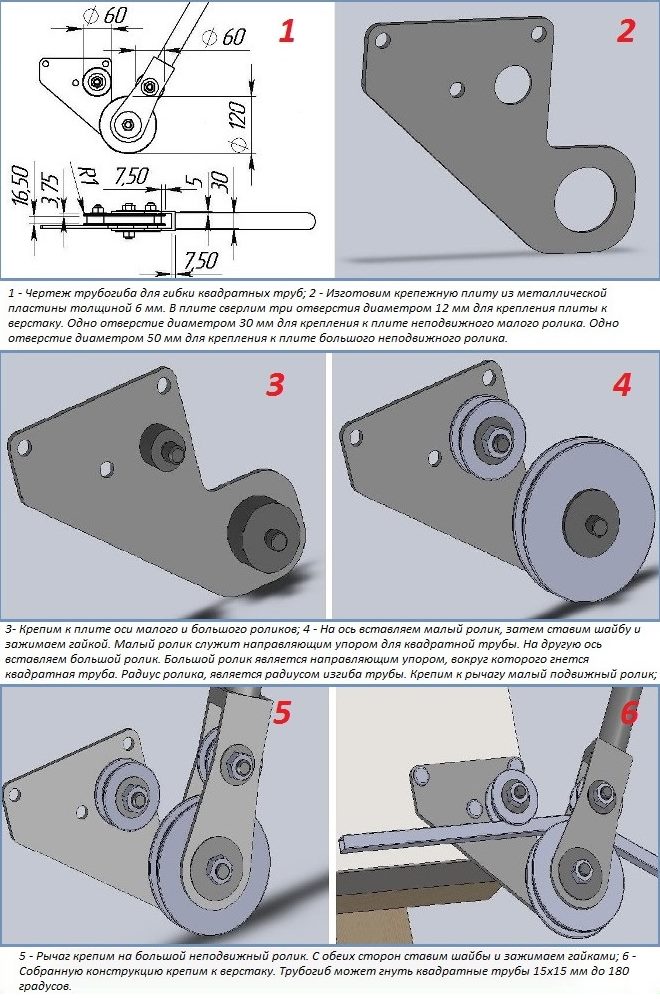
Desen și detalii ale unui îndoit mecanic de țevi pentru țevi profilate
Designul unui îndoit elementar de țevi este simplu și accesibil pentru auto-producție.
Pentru cei care au nevoie să îndoaie țevile de profil cu propriile mâini, fără a le încălzi mai întâi, puteți folosi videoclipul de antrenament și următoarele recomandări simple.
- Este posibil să obțineți îndoirea necesară pe țevile de profil folosind cele mai simple dispozitive - o menghină, dornuri, plăci de îndoire.
- Poate fi folosit pentru produse cu profil rotund.În acest dispozitiv, este necesară refacerea rolelor de lucru, forma adânciturii în care trebuie să corespundă profilului țevii.
- Puteți îndoi țevi cel mai eficient și mai precis, cu ajutorul cărora le puteți achiziționa sau realiza singur.
Cum să îndoiți o foaie de metal drept
Dacă piesa de prelucrat este relativ mică, atunci puteți folosi o menghină, în care, cu ajutorul a două bare de înfășurare, puteți fixa ferm foaia de metal și abia apoi să o îndoiți cu un ciocan. Dacă este necesar, punctul de îndoire poate fi încălzit cu un arzător pe gaz, dar această metodă nu este aplicabilă produselor galvanizate!
îndoirea unei foi de metal
Dacă vorbim despre o foaie de metal subțire, atunci procedura de îndoire poate fi simplificată semnificativ.
Pentru a face acest lucru, în locul îndoirii, metalul este „zgâriat” (folosim o riglă sau o riglă de metal, ca tăietor - o bucată ascuțită a unei lame de ferăstrău pentru metal). Metalul tăiat la jumătate din grosime se îndoaie ulterior cu ușurință de-a lungul liniei conturate. Putem spune că aproape ne-am dat seama cum să îndoim o foaie de metal.
Îndoim galvanizat
Cum să îndoiți galvanizat?
Poate fi fie o tablă metalică galvanizată, fie un produs finit, de exemplu, un profil. Tabla este îndoită în același mod ca atunci când îndoiți orice altă tablă metalică. Cum să îndoi un profil? Va trebui să ai de-a face cu el. Pentru a obține o rază mare de curbură a unui profil pătrat sau dreptunghiular, puteți utiliza următoarea metodă: umplem strâns profilul cu nisip fin, înfundam ambele găuri cu țăruși de lemn și numai după aceea, lovind ușor cu un ciocan, îl îndoim. .
Pentru a îndoi un profil în formă de U (acest lucru, în principiu, se aplică și pentru obținerea foilor de formă curbată), este necesar să se folosească suplimentar o formă de obiect, a cărei curbură corespunde piesei finite. Pentru a facilita procesul de îndoire, în profil pot fi tăiate elemente triunghiulare.
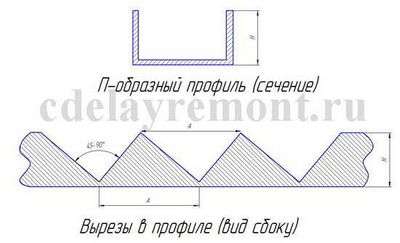
Apoi produsul de îndoit este „înfășurat” în jurul obiectului prin lovire uniformă cu un ciocan.
Important! Pentru ca pliul să fie cât mai uniform și corect posibil, loviturile de ciocan trebuie să fie ușoare și să se afle cât mai aproape una de alta. Cum să îndoiți mai ușor galvanizat? Folosind o râșniță, facem una sau două tăieturi în zona de îndoire (astfel structura este slăbită temporar), îndoim produsul și apoi sudăm îndoirea
Această abordare este importantă de utilizat la îndoirea țevilor profilate și a produselor de formă metalică complexă. Amintiți-vă că este imposibil să încălziți oțelul galvanizat pentru a simplifica curbura!
Poate una dintre cele mai dificile sarcini cu care se confruntă oamenii care se gândesc cum să îndoaie colțul. Pentru a obține un produs solid, va trebui să transpiri, atingând uniform și încet suprafața colțului, arcuindu-l treptat.
Se recomandă utilizarea unui arzător pe gaz, care poate încălzi curba. O poți face mai ușor - folosește o râșniță ca în cazul descris mai sus cu un produs galvanizat. Este și mai ușor să cumpărați un produs deja curbat, atunci întrebarea „cum să îndoiți un colț” va dispărea de la sine.
Cum să îndoiți armătura
La domiciliu, este foarte posibil să îndoiți armătura, totuși, foarte mult depinde de datele dumneavoastră fizice și de diametrul tijei metalice.
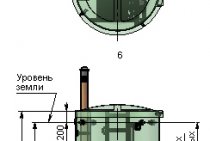
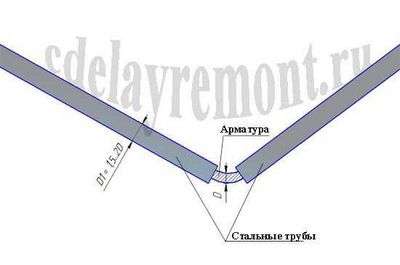
Cum să îndoiți armătura? Pentru a face acest lucru, avem nevoie de două bucăți de țevi de oțel, al căror diametru este mai mare decât diametrul tijei îndoite. Cu cât lungimea acestor țevi este mai mare, cu atât va fi mai ușor să îndoiți armătura (câștig în rezistență datorită pârghiei). Tot ceea ce trebuie făcut pentru a îndoi armătura este să o introduci în două țevi și, fixând una dintre țevi (apăsând-o cu piciorul sau sprijinindu-l între stâlpi), mânuind-o pe a doua ca pârghie, dai consolidarea curburii dorite.
Asta e tot!
Îndoirea metalelor cu scule flexibile
Apăsând linia, cu ajutorul unei șoapte, aceasta se deplasează de-a lungul liniei trase, astfel încât decupajele să ajungă la aproximativ jumătate din grosimea foii. Foaia pliată trebuie așezată pe o nicovală sau pe orice altă bucată de metal grea și plată.
Aveți nevoie de un colț metalic pentru a face curba metalului tăiat.
Îndoiți foaia în unghi, fixați-o într-o pungă sau așezați-o pe marginea unei suprafețe în unghi drept, astfel încât șanțul să fie plat pe margine și să continue să se curbeze și să ajute ciocanul.
Cu cât jgheabul este mai adânc, cu atât este mai ușor să răsuciți foaia. Pentru a facilita acest proces, vă recomandăm să solicitați ajutor de la cineva.
Include:
- prieten
- relativ
- cineva pe care îl cunoști
- coleg.
Cum să obțineți un inel de metal?
Când foaia de metal este acoperită, nu este în unghi, ci într-un inel, puteți face acest lucru lovind suprafața foii cu un ciocan. Utilizați linii pe linii clare paralele cu liniile.
În urma impacturilor, tabla își va schimba din ce în ce mai mult forma, concentrându-se mai atent la marginile tablei, deoarece raza cercului trebuie să fie aceeași în toate direcțiile.
Când îndoirea este terminată, marginile frunzelor se termină până la capăt, le puteți conecta cu un nit sau bere. Când ați terminat această operațiune, ștergeți forma inelului rezultat.