categorii OD
Conductele metalice sunt produse cu diametrul exterior de la 10 mm la 1420 mm. În funcție de valoarea acestui parametru, aceștia sunt împărțiți în mod convențional în trei categorii:
1. Cu un diametru exterior de 10 mm până la 108 mm, țevile sunt clasificate ca produse cu diametru mic. Ele sunt utilizate pentru instalarea sistemelor de instalații sanitare în clădiri de apartamente și case private;
2. Cu un indicator de la 114 mm la 530 mm - la țevi cu un diametru mediu. Sunt utilizate în sistemele de colectare a țițeiului și în construcția conductelor urbane de apă;
3. Cu o dimensiune exterioară de 530 mm până la 1420 mm - la țevi cu un diametru mare. Ele sunt utilizate în așezarea conductelor principale de petrol și gaze.
Care sunt GOST-urile pentru țevile de oțel
Lista indicatorilor tehnici ai oricărui tip de țeavă de oțel depinde direct de metoda de fabricație utilizată. Toate acestea sunt determinate cu ajutorul GOST-urilor, cunoașterea cărora, cel puțin, va face posibilă luarea în considerare a recomandărilor pentru funcționarea unui anumit tip de țeavă.
În prezent, următoarele documente de reglementare pentru producția de țevi de oțel sunt cel mai des utilizate:
GOST 30732-2006. A fost adoptat în 2006: prevederile sale se referă la țevi și fitinguri din oțel acoperit cu un strat termoizolant.
Produsele din oțel, în care se utilizează izolație termică din spumă poliuretanică și o manta de polietilenă, sau o acoperire de protecție din oțel, sunt utilizate în cazurile în care este necesară amenajarea rețelelor de încălzire subterane. Temperatura lichidului de răcire nu trebuie să depășească 140 de grade (creșterea la 150 de grade este permisă doar pentru o perioadă scurtă de timp). În acest caz, presiunea din sistem nu trebuie să depășească 1,6 MPa. GOST 2591-2006 (88).
GOST, conceput pentru oțel laminat la cald, a fost adoptat în 2006, deși unele surse permit utilizarea vechiului GOST - 2591-81. Documentul conține informații referitoare la produse din oțel pătrate, pentru fabricarea cărora s-a folosit metoda „la cald”. Acest GOST se aplică tuturor produselor cu dimensiuni laterale de la 6 la 200 mm.
Se produc țevi pătrate mai mari dacă producătorul și clientul întocmesc un contract separat.GOST 9567-75. Prevede țevi de precizie din oțel, pentru care fabricație de înaltă precizie. Se face o distincție între tuburile de precizie galvanizate sau cromate, formate la rece și laminate la cald.
Industria construcțiilor de mașini are nevoie în special de produsele acestui GOST crescut.GOST 52079-2003. Acest document specifică standardele pentru țevile sudate longitudinal și sudate în spirală din oțel cu diametrul de 114 - 1420 mm. Din aceste produse de ansamblu sunt echipate gazoductele principale, conductele prin care sunt transportate petrol și produse petroliere.
GOST 52079-2003 indică faptul că prin aceste conducte pot fi transferate numai produsele care nu au activitate corozivă. Cu ajutorul tevilor de otel cu diametre mari se pot transporta substante cu o presiune de pana la 9,8 MPa. Pentru mediul înconjurător este setată o temperatură minimă de -60 de grade.
În același timp, este important de știut că oficial GOST 52079-2003 nu mai este valabil: de la 1 ianuarie 2015, un nou GOST 31447-2012.GOST 12336-66 este în vigoare. Prevederile sale se aplică produselor închise de tip profil, cu o secțiune sub formă de pătrat sau dreptunghi.
Începând cu 1 ianuarie 1981, competențele GOST 12336-66 au fost transferate către TU 14-2-361-79, dar relevanța prevederilor sale nu a fost pierdută până în prezent. GOST 10705-91 (80).
Conține o listă de condiții tehnice în care sunt produse țevi de oțel sudate longitudinal cu un diametru de 10 până la 630 mm. Pentru producția de țevi în conformitate cu acest GOST, se utilizează oțel carbon sau slab aliat. Aceste produse sunt folosite în multe domenii, dar prioritatea este conducta pentru pomparea apei.
Prevederile standardului nu se aplică țevilor de oțel din care sunt fabricate încălzitoarele electrice.GOST 10706 76 (91). Se referă la țevi de oțel sudate electric de tip longitudinal, care au un scop general. După cum rezultă din acest document, diametrul acestui produs este în intervalul de la 426 la 1620 mm. GOST 10707 80.
Iata care sunt standardele dupa care se produc tevile formate la rece sudate electric, avand un alt grad de precizie: obisnuita, sporita si de precizie. Diametrul produselor vizate de acest document poate fi de la 5 la 110 mm: in acest caz se foloseste otel carbon nealiat. Uneori, produsele sudate longitudinal sudate electric au referințe la GOST 10707 80 în documentația însoțitoare: acest lucru se datorează faptului că în 1991 s-a decis extinderea valabilității acestui document.
Principalele tipuri de piese de conducte
| curbe | prize | ||
| tranziții | montaj | ||
| tricouri | inele adaptoare |
Există transporturi industriale (tehnologice) și prin conducte principale în funcție de localizarea teritorială și scopul. Gazoductele și gazoductele care transportă produse de la locurile de producție la locurile de procesare și consum, și anume la fabrici sau porturi maritime pentru descărcarea ulterioară în autocisterne și transportul ulterioar, sunt clasificate ca transport prin conducte trunchi. Produsele petroliere finite sunt trimise de la rafinării prin conductele principale de produse către zonele de consum. Pe teritoriul Rusiei, lungimea totală a conductelor principale este de aproximativ 200.000 km, inclusiv diverse bariere de apă pe care le traversează de peste 5.000 de ori în drum.
Mai mult de o treime din conductele întreprinderilor industriale sunt conducte tehnologice. Conductele de proces transportă lichide, abur, gaze, care sunt considerate materii prime, semifabricate, produse finite, deșeuri de producție sau produse necesare desfășurării corecte a procesului tehnologic. În plus, aceste conducte transportă produse inflamabile și periculoase la diferite temperaturi și presiuni.
Clasificarea conductelor tehnologice are loc după următoarele criterii:
Locație: intershop, intrashop.
Metoda de așezare: deasupra pământului, pământului, subteranului.
Presiune internă: fără presiune (gravitație), vid, presiune joasă, presiune medie, presiune mare.
Temperatura substanței transportate: criogenic, rece, normal, cald, cald, supraîncălzit.
Agresivitatea substanței transportate: neagresiv, ușor agresiv (scăzut-agresiv), mediu-agresiv, agresiv.
Substanța transportată: conducte de abur, conducte de apă, conducte de petrol, conducte de gaz, conducte de oxigen, conducte de păcură, conducte de acetilenă, conducte de petrol, conducte de benzină, conducte acide, conducte alcaline, conducte de amoniac etc.
Execuție materială: oțel, oțel cu acoperire interioară sau exterioară, metale neferoase, fontă, materiale nemetalice.
Metoda de conectare: detasabil, detasabil.
Domeniul de aplicare al pieselor de conectare ale conductelor este divers: industria chimică grea, petrochimie, gaze; producerea diverselor preparate specializate; industria energiei electrice (CHP și CNE); explorarea, producerea, prelucrarea și stocarea petrolului și gazelor, precum și a altor minerale; producția metalurgică și de oțel; construcții navale, industria auto și alimentară; inginerie civilă și utilități (încălzire și alimentare cu apă, colectare a apei și instalații hidroenergetice, distribuție, sisteme de irigații, stații de transport și pompare, stații de epurare a apelor uzate, tratare și tratare a apei, sisteme de control.)
Fabrica noastra produce piese de conducte din diverse oteluri: carbon, slab aliat, oteluri aliate, cu rezistenta sporita la coroziune si la frig, din materiale nemetalice, precum si cu diferite straturi de protectie.
Sortiment de țevi din oțel fără sudură, conform GOST 8732-78 91
Producția de țevi de oțel fără sudură formate la cald conform GOST 8732-78 (91) se caracterizează prin procese lungi și complexe. Acest factor explică prețul relativ ridicat al acestui produs. Utilizarea țevilor fără sudură formate la cald și laminate la rece este potrivită pentru condiții extreme, unde consecințele pot fi cele mai grave dacă apare cea mai mică scurgere.
Materiile prime pentru producția de țevi formate la cald fără cusături sunt semifabricate metalice: procesul de perforare și încălzirea la temperaturi ridicate duce la formarea de cilindri goale din ele - manșoane. La început, forma lor neregulată, datorită trecerii rolelor, capătă contururi uniforme. Din mânecă sunt tăiate segmente de 4-12,5 m lungime (lungimea poate fi măsurată și nemăsurată).
Pentru oțelul laminat la cald conform GOST, este permisă o ușoară discrepanță în grosimea peretelui. Același lucru este valabil și pentru abaterile de diametru: principalul lucru este că aceste diferențe nu depășesc regulile speciale de reglementare. Lista abaterilor de diametru permise conform GOST 8732-78 (91) este disponibilă în documente speciale.
6. Fitinguri pentru țevi
Accesorii pentru conducte
destinate pentru
gestionarea fluxurilor de petrol transportate
prin conducte. Conform principiului acţiunii
fitingurile sunt împărțite în trei clase: închidere,
control si siguranta.
Supape de închidere (Vane de închidere)
servește la acoperirea completă a secțiunii
conductă, de reglementare
(regulatoare de presiune)
- pentru a modifica presiunea sau debitul
lichid pompat, Siguranță
(revers și
supape de siguranță) - pentru a proteja
conducte si echipamente pt
depășirea presiunii admisibile și
de asemenea, previne curenții inversi
lichide.
Vane de închidere numit
dispozitive de blocare în care trecerea
secțiunea transversală este suprapusă prin translație
prin deplasarea obturatorului în direcția
perpendicular pe sensul de mers
ulei. Structural (Fig. 12.10) supapă
este o turnare solidă sau
corp sudat, dotat cu doua
conducte de ramificare pentru racordare la
conductă (folosind flanșe sau
sudare) și un ax conectat la un opritor
element și controlat de
volant sau transmisie specială.
Punctul de ieșire al axului
sigilat cu o glandă
sigilii.
Conform designului oblonului
supapele sunt împărțite în pană și
paralel.
Supape pe conductele de petrol principale
echipat cu acţionare electrică (Fig. 12.11).
Regulatoare de presiune
dispozitivele sunt numite
angajati pentru intretinere automata
presiunea la nivelul cerut. V
unde este susținută
presiune - înainte sau după regulator -
distinge între regulatori de tip „la sine” și
„după mine”.
|
|
|
|
Orez. 12.11. Supapă de oțel cu flanșă 1 — |
|
|
Orez. |


Siguranță
supape numit
dispozitive de prevenire
presiunea în conductă peste setul
cantități. Folosit în conductele de petrol
siguranță mică și de ridicare completă
supape de tip închis
principiul evacuării unei părți din lichid dintr-un loc
presiune crescută în
colector special prefabricat (Fig.
12.12).
verifica valva numit
dispozitiv anti-invers
mișcarea mediului în conductă.La
supapele sunt folosite pentru pomparea uleiului
rotativ invers - cu un obturator,
rotindu-se fata de orizontala
axele (Fig. 12.13).
Armatura conductelor petroliere principale
proiectat pentru o presiune de lucru de 6,4 MPa.
Tehnologia de producție
Procesul tehnologic prin care sunt realizate țevile sudate electric constă dintr-o serie de operații. Este destul de complex, laborios și necesită mult timp. Pentru ca țeava sudată electric să-și dobândească forma finită, aceasta este rulată dintr-o bandă (bandă), care a fost realizată anterior prin deformare la rece sau la cald.
Pentru fabricarea țevilor de înaltă calitate și fiabile de diferite diametre, se utilizează în principal sudarea cu frecvență radio, care, printre altele, face posibilă efectuarea procesului de îmbinare a metalului la o viteză destul de mare. Cu această metodă de sudare, curenții de înaltă tensiune sunt trecuți printr-o piesa de prelucrat pre-laminată, care contribuie la încălzirea rapidă a marginilor acesteia. Pentru ca o sudură fiabilă să se formeze în locul marginilor încălzite și topite ale piesei de prelucrat, acestea sunt presate una pe cealaltă la presiune ridicată. Pentru a obține o țagle pentru o țeavă electrosudată cu diametrul necesar dintr-o bandă (bandă) de oțel, se folosesc mori speciale de presărare.
Această tehnologie, care este utilizată la întreprinderile specializate pentru a produce țevi de oțel sudate electrice longitudinale și spiralate, permite nu numai obținerea de produse de înaltă calitate și fiabile la ieșire, ci și să le ofere un aspect atractiv (sudura pe astfel de produse este aproape imperceptibil).
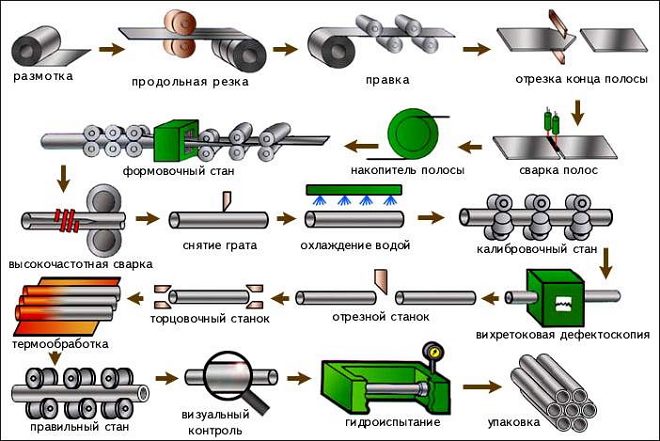
Proces tehnologic de producere a conductelor sudate
Alte tipuri de GOST pentru țevi de oțel
Documentele normative se aplică și altor tipuri de produse și operațiuni legate de țevile de oțel.
Lista GOST-urilor care reglementează metodele și procedurile de instalare folosind țevi de oțel, precum și diferite elemente de fixare și elemente de conectare pentru acestea:
Sudare. GOST 16037-80 - conține o listă de cerințe pentru sudarea țevilor de oțel. Există, de asemenea, o setare pentru elementele structurale principale, dimensiuni tipice ale îmbinărilor sudate cu alte elemente (acest lucru nu se aplică sudurilor electrice care se află pe țevile de oțel în sine).
GOST 6996-66 - reglează caracteristicile de rezistență ale tuturor îmbinărilor metalice. Acest termen se referă în general la toate părțile de conducte ale unei conexiuni. GOST 8966-75 descrie modul în care sunt produse cuplaje metalice drepte, cu ajutorul cărora sunt create conducte de oțel.
Ele pot fi galvanizate, având filet cilindric la capete: cu ajutorul lor se permite montarea conductelor pentru transportul mediilor neagresive cu temperaturi de până la 175 de grade, la o presiune de cel mult 1,6 MPa. GOST 8967-75 se referă la producția de nipluri galvanizate sau simple, care au un filet cilindric: ele conectează cel mai adesea conducte de apă sau sisteme de gaz. Diametrele niplurilor sunt de la 8 la 100 mm, modelele galvanizate având denumirea „C”.
GOST 8968-75 determină caracteristicile tehnice ale unei piulițe de blocare cu sau fără un strat anticoroziv: acestea sunt înșurubate deasupra piulițelor principale. Pentru a preveni auto-descurcarea. Producția de masă se concentrează pe piulițe de blocare cu diametrul de 8-50 mm: dimensiuni mai mari sunt produse doar la comenzi individuale.
Conform GOST 8969-75, producția de pinteni este reglementată: acest fiting este caracterizat de un fir la capăt, care poate avea o lungime diferită. Cu ajutorul lor, se organizează conexiunile fixe ale conductelor, iar rezistența lor este aproape aceeași cu cea a celor sudate. Sunt folosite pentru a fixa conductele pe secțiuni orizontale.
Clemele sunt sub formă de console metalice în formă de U, pe care există șuruburi pentru înșurubare.Conductele de oțel pot fi uneori fixate cu cleme de plastic, cu toate acestea, rezistența conexiunii în acest caz este redusă. Pe lângă cleme, conductele pot fi echipate și cu suporturi, suporturi, căptușeli, umerase.
Mai mult decât atât, sarcina elementelor de fixare nu este doar de a fixa în siguranță țevile: acestea absorb bine vibrațiile și previn ușor expansiunea termică. GOST 24137-80 se referă la cleme metalice pentru țevi de oțel cu un diametru de 15-240 mm
Atunci când creați un dispozitiv de fixare, este important să aveți în vedere că distanța dintre clemele pe o bază orizontală nu trebuie să fie mai mică de 0,75 mm, pe una verticală - 1-1,5 mm
https://youtube.com/watch?v=z4AjL8HmOcwrel%3D0%26controls%3D0%26showinfo%3D0
- ru-stroyka.com
- www.ktzholding.com
- tubespec.com
Țevi de precizie din oțel conform GOST 9567-75
Acest grup de produse este controlat de un GOST separat, deoarece fabricarea lor necesită respectarea unei precizii sporite și măsuri speciale.
Aceste tipuri de țevi metalice sunt clasificate în funcție de grosimea peretelui și metoda de producție:
Cu pereți foarte subțiri. Diametrul aici are un raport cu o grosime a peretelui peste 40, cu o grosime mai mică de 0,5 mm.Cu pereți subțiri.
Pentru primul indicator se setează un nivel de 40 și mai jos, cu o grosime a peretelui mai mică de 1,5 mm.Cu pereți groși. Primul raport este de la 6 la 12,5.Pereți deosebit de groși. Raportul este mai mic de 6.
Toate tuburile de precizie sunt fără sudură, cu rigiditate izotropă ridicată. Acest lucru face posibilă organizarea diferitelor sisteme de precizie și complexitate crescute chiar și din produse din oțel cu pereți subțiri, în conformitate cu GOST 9567-75. Suprafața unei astfel de țevi poate fi galvanizată sau acoperită cu fosfor cu ulei.
Țevi fără sudură
O caracteristică distinctivă a țevilor fără sudură este integritatea structurii lor. Ele sunt împărțite în deformate la rece și la cald. Formate la rece sunt produse pe baza GOST 8734-75 și 8733-74.
Ele pot avea un diametru exterior și o grosime a peretelui de 5-250 mm și, respectiv, 0,3-24 mm. Astfel de produse se caracterizează prin dimensiuni geometrice precise și finisare ridicată a suprafeței. Cel mai adesea ele sunt utilizate în industria frigorifică, industria auto și aeronautică, precum și în așezarea conductelor.
Țevile formate la cald sunt produse pe baza GOST 8732-78 și 8731-74. Diametrul exterior și grosimea peretelui acestora pot varia între 28-530 mm și, respectiv, 2,5-75 mm.
Astfel de produse au o rigiditate mai mare în comparație cu cele formate la rece și sunt slab îndoite. În exterior, țevile formate la cald au o suprafață rugoasă. Cel mai adesea ele sunt utilizate în inginerie mecanică, industria petrolieră și chimică, precum și pentru construcția de conducte cu presiune ridicată de proiectare.
Țevile fără sudură se caracterizează prin absența oricăror îmbinări
Țevi de oțel sudate electric cu sortiment de cusături drepte, conform GOST 10705-91
Lista condițiilor tehnice conform cărora țevile sudate electrice cu cusături drepte sunt fabricate din oțel conține GOST 10705-91.
Printre cele mai importante prevederi ale acestui document se numără următoarele:
- Dimensiunea curburii admisibile este indicată în limita de 1,5 mm/metru liniar pentru produsele care au suferit tratament termic și 2 mm/metru liniar pentru cele netrecute. Dacă clientul dorește acest lucru, în primul caz, parametrul poate fi redus la 1 mm, în al doilea - la 1,5 mm.Dacă conducta este supusă unui tratament termic, atunci, cu recomandarea corespunzătoare a clientului, o protecție specială. se poate crea o atmosferă pentru această procedură, marginile unui tub electric sudat cu cusătură dreaptă, conform GOST 10707-91, sunt tăiate în conformitate cu un unghi de 90 de grade, urmate de curățarea tuturor neregulilor și defectelor apărute. .
Conductele de gaz și petrol din oțel utilizate în industrie sunt supuse unui GOST separat.
După cum sa menționat deja, GOST 52079-2003 se referă la produse din oțel sudate electric cu o cusătură dreaptă cu un diametru mare.În plus, o varietate de țevi de oțel sudate și fără sudură utilizate de industria motocicletelor aparțin unei categorii speciale. Orice secțiune a acestor produse nu trebuie să aibă o curbură mai mare de 1,5 mm. Documentul de reglementare 12132-66 autorizează fabricarea de produse cu un grad de precizie excepțional de ridicat sau sporit.
Sisteme de măsurare a conductelor
Există o caracteristică în indicarea parametrilor celor mai populare conducte de apă și gaz pentru nevoile casnice. Atunci când se construiesc conducte de apă cu utilizarea lor, elementele individuale sunt cel mai adesea conectate folosind metoda filetată.
Pentru a face acest lucru, se aplică un fir pe suprafața exterioară a țevilor. Având în vedere că acest parametru este important la asamblarea sistemului, acesta este indicat de producător. În acest caz, diametrul filetului este întotdeauna mai mic decât diametrul exterior al țevii.
Până în prezent, atunci când se descriu parametrii conductelor, sunt utilizate două sisteme de măsurare: imperială și metrică. În primul, toți parametrii sunt indicați în inci. Se folosește numai în legătură cu țevile de apă și gaz și fitingurile pentru acestea.
În sistemul metric, toți parametrii sunt indicați în milimetri, centimetri sau metri. Uneori, la îmbinarea țevilor de diferite tipuri, este necesar să se recalculeze dimensiunile acestora de la un sistem la altul. Pentru aceasta, se folosesc tabele speciale, prezentate în GOST 6357-81.
Caracteristici fizico-chimice
Schimbarea stării în timpul încălzirii sau răcirii dielectricilor caracterizează proprietățile lor fizice și chimice, precum și substanțele active chimic sub acțiunea umidității, a sarcinilor mecanice etc. Consecințele nedorite și uneori de urgență în funcționarea instalațiilor electrice pot provoca încălzirea extremă a materialului electroizolant. Un exemplu în acest sens este un incendiu, un scurtcircuit, șoc electric pentru oameni. Acest lucru impune cerințe mari asupra dielectricilor în ceea ce privește rezistența la căldură.
Rezistența la căldură este capacitatea unui dielectric de a rezista la o anumită temperatură de funcționare pentru o perioadă lungă de timp, fără o schimbare vizibilă a calităților sale de izolare electrică. Se distinge șapte clase de materiale electroizolante utilizate la temperaturi de 90, 105, 120, 130, 155, 180, mai mult de 18-0 ° C. O serie de materiale (azbest, materiale ceramice, mica etc.) datorita structurii lor au rezistenta ridicata la caldura. Materiale fibroase - din mătase, bumbac, celuloză etc. pentru a crește rezistența la căldură, acestea sunt impregnate cu substanțe speciale.
Unii dielectrici se pot topi la încălzire, cum ar fi mica, parafina și, de asemenea, se pot înmuia - rășini, bitumuri sau chiar ia foc (există un izbucnire de vapori de lichide electroizolante la anumite temperaturi): ulei de cablu, transformator, lichide sintetice de izolare electrică .
Răcirea dielectricilor duce la pierderea elasticității, precum și la apariția fisurilor etc. Fiecare material din acesta este caracterizat de rezistență la frig. Rezistența la rece este capacitatea unui dielectric de a-și păstra proprietățile de bază atunci când este răcit. De exemplu, rezistența la rece a unui dielectric solid este considerată o astfel de temperatură (sub 0°C) la care începe distrugerea sa mecanică.
Multe instalații electrice funcționează în aer liber, iar materialele lor electroizolante sunt expuse ulterior la umezeală. Da, si in functie de mediu si in instalatiile electrice inchise, de specificul procesului tehnologic, echipamentele electrice sunt expuse si la umezeala. În primul rând, proprietățile sale de izolare electrică sunt înrăutățite de pătrunderea apei în dielectric, deoarece apa este, fără îndoială, un conductor de curent electric. Pentru a absorbi umiditatea din mediu se caracterizează prin capacitatea unui dielectric - absorbție de umiditate. Absorbția de umiditate se determină și empiric: o probă dielectrică se păstrează în apă distilată timp de 24 de ore la o temperatură de obicei de 20 ° C; și există și alte modalități de a determina absorbția umidității.
Dielectricii solizi se caracterizează și prin umecbilitatea suprafeței lor cu apă, deoarece prezența apei reduce rezistența electrică specifică de suprafață a dielectricului. Unghiul de umectare este utilizat pentru a aprecia umecbilitatea.Cu cât unghiul de contact este mai mare, cu atât udabilitatea dielectricului este mai mică și proprietățile sale de izolare electrică sunt mai bune. materialele electroizolante destinate funcționării într-un mediu activ chimic (agresiv) trebuie să reziste la acțiunea alcalinelor și acizilor. Astfel de proprietăți sunt definite în același mod ca și absorbția umidității.
Cele mai multe dintre numeroasele materiale electroizolante sunt folosite, pe lângă scopul propus, și pentru a proteja conductorii metalici de coroziune. Odată cu dezvoltarea rapidă a ingineriei energetice nucleare și a tehnologiei spațiale, se impun cerințe din ce în ce mai mari asupra rezistenței la radiații a dielectricilor.
Vâscozitatea este caracterizată și de dielectrici lichidi, este determinată de momentul în care lichidul curge dintr-un vas care are o deschidere și o formă strict definite.
La fabricarea dispozitivelor, mașinilor electrice și a altor echipamente electrice, repararea sau instalarea instalațiilor electrice, este adesea necesară prelucrarea materialelor electroizolante prin mijloace mecanice, cum ar fi găurirea, tăierea, șlefuirea etc.
Din aceasta, este important să cunoaștem proprietățile mecanice ale dielectricilor, cum ar fi duritatea, rezistența la tracțiune etc., și este la fel de important să cunoaștem proprietățile dielectricilor de a se dizolva în solvenți și lacuri, pentru a se lipi. Proprietățile extreme sunt deosebit de frecvente în legătură cu introducerea de noi metode progresive de asamblare a aparatelor electrice, mașinilor și lucrărilor electrice.
Diametrele conductelor
Pe lângă grosimea peretelui, se folosesc mai multe diametre diferite pentru a descrie dimensiunile secțiunii transversale a conductelor:
Diametrul interior este întotdeauna indicat în milimetri; Diametrul nominal este o mărime adimensională. Este similar cu diametrul interior, dar este posibil să nu se potrivească ca mărime. De fapt, trecerea condiționată este valoarea diametrului interior mediu al țevilor rotunjite în sus sau în jos.
Valoarea sa este importantă atunci când se fac calcule pentru întregul sistem de alimentare cu lichid, abur sau gaz. Comoditatea acestui parametru devine evidentă în aplicarea practică.
În acest caz, pentru a asambla un sistem de lucru garantat, sunt selectate țevi și fitinguri cu același orificiu nominal; diametrul exterior este dimensiunea totală principală a țevilor.
Conductele de apă și gaz sunt cel mai comun material pentru asamblarea sistemelor sanitare casnice.
6. Dielectrice gazoase
Beneficii
gazele înaintea altor tipuri
Materialele electroizolante sunt:
electrice de înaltă specificitate
rezistență, tangentă mică
pierderi dielectrice; mic, aproape
permittivitatea dielectrică unitară.
Cea mai valoroasă proprietate a gazelor
este capacitatea lor de a se reface
rezistența electrică după descărcare.
Cu excepția aerului ca electric
izolația este utilizată pe scară largă două- și
gaze triatomice - azot, hidrogen,
dioxid de carbon. Rezistenta electrica
aceste gaze sunt rare în condiții normale
diferă unele de altele și pot
să fie luate cu suficientă precizie
egală cu puterea aerului. Masa
3.5.1 arată raportul electric
puterea unor gaze, inclusiv
de înaltă rezistență, Epr g la electric
puterea aerului, care este luată ca
unitate. Punctele sunt date în același tabel.
gaze fierbinți la presiune normală.
Tabelul 3.5.1
|
Gaz |
Densitate kg/m3 |
temperatura |
^tf |
|
Azot |
1,25 |
-196 |
1,0 |
|
Hexafluorura |
6,70 |
-64 |
2,3 |
|
diclorofluormetan |
6,33* |
-30 |
2,4 |
|
Trifluormetilpentaftorsulf |
— |
-20,4 |
3,05 |
cel mai bun
conform cerințelor pentru gazele utilizate
în structuri electroizolante,
satisface SF6 si freon. Hexafluoretan
nu poate fi folosit la mare
presiuni datorate criticilor scăzute
parametrii.
Concluzie
Cele mai populare pentru uz casnic sunt conductele de apă și gaz.Cunoscând parametrii lor de bază, precum și caracteristicile produselor metrice și în inci și diferențele dintre ele, ambele tipuri de materiale pot fi utilizate pentru instalații sanitare sau de încălzire.
Deși piața este în prezent inundată cu un număr mare de țevi polimerice diferite, acest lucru nu afectează popularitatea produselor din oțel, care, ca și înainte, rămân indispensabile într-o serie de domenii ale construcțiilor, industriale și casnice. Țevile din oțel, în special din oțel galvanizat, se caracterizează printr-o durabilitate semnificativă, rezistență și ușurință de instalare, iar sortimentele lor sunt orientate către GOST-uri pentru 2003 și 2006 (anumite standarde au fost transferate din a doua jumătate a secolului XX).


