Racordarea conductelor metalice
Nu mai puțin des, la așezarea comunicațiilor, se folosesc și țevi metalice. Dintre acestea, cele mai populare sunt fonta și metalul.
Pentru a lipi un tub de cupru, trebuie să cumpărați un instrument special - lipire. Este realizat din metale moi fuzibile precum staniul, alama etc. Lipitura este sub forma de tije metalice (lipire tare pentru lipirea la temperaturi ridicate) sau sarma fina (pentru lipirea la temperaturi de pana la 459 de grade).
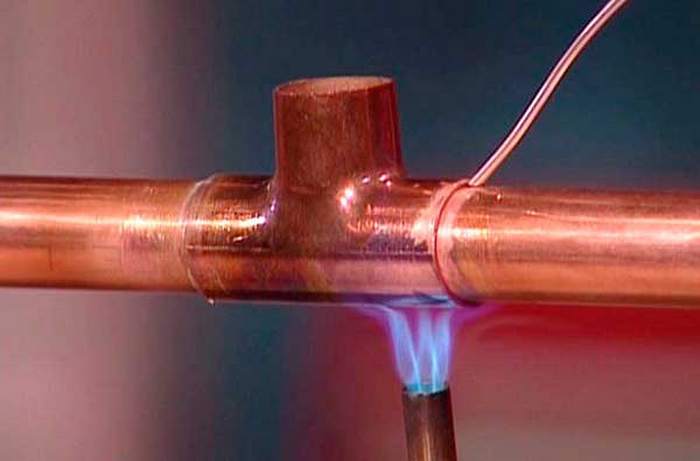
Conexiunea țevilor de cupru prin lipire arată astfel:
- Bucățile necesare de tubă sunt tăiate;
- Cu ajutorul unui expandor de țeavă, țeava din fontă se extinde de la un capăt (în viitor, o astfel de extindere va juca rolul unei prize);
- Două tuburi sunt degresate și prelucrate cu o pastă specială de flux pentru o conexiune de înaltă calitate a lipirii cu cupru;
- După aceea, trebuie să utilizați lipire pentru lipit.
- Astfel, procesăm îmbinările a două țevi cu un arzător până când lipirea se topește.
- După finalizarea conexiunii țevilor de cupru, trebuie să îndepărtați resturile de lipit cu o cârpă uscată și să lăsați elementele să se răcească complet.
- Pentru a crea spire de linie, se folosesc fitinguri speciale din cupru, care sunt lipite în același mod.
Imbinam fonta

Țevile din fontă sunt folosite mai rar astăzi, dar au și dreptul la viață. Racordarea țevilor din fontă se realizează cel mai adesea într-o priză. Tehnologia arată astfel:
- Capătul expandat al țevii este complet curățat și degresat;
- Capătul subțire al țevii este și el introdus în el, de asemenea fără grăsime;
- Acum spațiul liber din priză este umplut cu cârlig în proporție de 1/3 din întreaga suprafață disponibilă, pentru ca ulterior câltul să nu intre în sistem;
- După aceea, spațiul rămas este umplut cu azbociment, sulf, etanșant sau ciment expansiv. Se așteaptă uscarea completă. Așa sunt conectate două tuburi din fontă.
În plus, este posibilă îmbinarea tuburilor din fontă cu ajutorul fitingurilor de diferite configurații. Deci, se folosesc fitinguri, șei, cuplaje etc.
Sudarea fontei cu electrozi pe bază de cupru
Sudarea cu electrozi pe bază de cupru este utilizată în toate cazurile în care nu este necesară rezistența ridicată a sudurii. Cuprul, ca și nichelul, nu formează compuși cu carbonul, dar practic nu se dizolvă în fier. Prin urmare, cusătura depusă nu este omogenă; incluziunile unei faze de fier cu conținut ridicat de carbon și duritate crescută sunt situate în baza de cupru.
Electrozii cupru-fier OZCH-2, OZCH-6 sunt fabricați dintr-o tijă de cupru cu un strat de fluorură de calciu, la care se adaugă 50% pulbere de fier. Acești electrozi sunt folosiți pentru sudarea fisurilor în cămășile de apă ale blocurilor motoare, capete de bloc etc. Fisura este găurită la capete și tăiată la un unghi de 70-90 ° pentru 2/3 din grosimea piesei. Marginile fisurii sunt curățate cu grijă, deoarece urmele de rugină, ulei și alți contaminanți provoacă porozitatea cusăturii. Sudarea se efectuează cu un arc scurt la curent continuu de polaritate inversă cu întreruperi pentru răcirea piesei la o temperatură de 50-60 ° C. Pentru a obține o cusătură mai strânsă, secțiunile de 40-60 mm sunt forjate imediat după sudare. Stratul depus cu electrozi OZCH este cupru saturat cu fier intercalate cu oțel călit de duritate mare. Pe marginea cusăturii, zonele de albire sunt situate în secțiuni separate. În ciuda durității destul de ridicate, cusătura poate fi prelucrată cu o unealtă din carbură. Electrozii cupru-nichel MNP-2 sunt tije din metal monel (28% cupru, 2,5% fier, 1,5% mangan, restul este nichel). Nichelul acestor electrozi nu formează compuși cu carbonul, deci sudarea se obține cu duritate scăzută, zona de fontă răcită este aproape absentă, zona de fontă călită are o duritate scăzută, care poate fi ușor redusă printr-o mică revenire.În plus, în cusătură se formează mai puțini pori și fisuri, este mai ușor de prelucrat, dar rezistența sa este scăzută. Prin urmare, electrozii cupru-nichel sunt adesea folosiți în combinație cu electrozii cupru-fier. Primul și ultimul strat se aplică cu electrozi de cupru-nichel (pentru a asigura densitatea în primul strat și pentru a îmbunătăți procesarea în ultimul), restul se topește cu electrozi cupru-fier. Suprafața cu electrozi de cupru-nichel se realizează în același mod ca și cu electrozii de cupru-fier.
Pentru sudarea la rece și suprafața fontei (adică, sudarea și suprafațarea efectuate fără preîncălzire) cu electrozi speciali, este tipic să se efectueze procesul cu un aport minim de căldură în perle scurte de 25-60 mm lungime cu răcirea fiecărei cordonuri suprapuse în aerul la o temperatură de cel mult 60 ° C . Uneori este recomandat să forjați fiecare rolă cu lovituri ușoare de ciocan.
Tensiunile de sudură care apar în structură ca urmare a încălzirii pot fi îndepărtate aproape complet dacă se creează deformații plastice suplimentare în sudură și în zona afectată de căldură. Acest lucru se poate realiza prin forjarea cusăturilor. Forjarea se realizează în procesul de răcire a metalului la temperaturi de 450 °C și mai sus, sau de la 150 °C și mai mici. În intervalul de temperatură de 400–200 °C, datorită plasticității reduse a metalului în timpul forjarii, se pot forma lacrimi. Încălzirea specială a îmbinării sudate pentru forjare, de regulă, nu este necesară. Loviturile se aplica manual cu un ciocan de 0,6-1,2 kg cu cap rotunjit sau cu un ciocan pneumatic cu un mic efort de a schimba modelul cusăturii. În sudarea multistrat, fiecare strat este forjat, cu excepția primului, în care pot apărea fisuri și fațare în urma impactului. Această tehnică este foarte eficientă pentru ameliorarea tensiunilor la sudarea fisurilor și închiderea sudurilor în contururile rigide ale pieselor și ansamblurilor din oțel de structură și fontă.
Forjarea unei îmbinări sudate contribuie, de asemenea, la creșterea rezistenței la oboseală a structurii.
Vizualizări:
152
Fontă gri
Fonta cenușie este utilizată pe scară largă în inginerie mecanică. Și-a primit numele de la culoarea gri a fracturii, datorită prezenței carbonului liber sub formă de grafit în structura din fontă. După tipul de bază metalică, fontele cenușii sunt perlitice, perlitic-feritice și feritice.
Tabel 1. Fontă cenușie, principalele lor proprietăți și aplicații
| Marca | σv MPa | HB | Proprietăți și aplicație |
| SC10 | 275 | 139-274 | Piese turnate cu responsabilitate redusă cu o grosime a peretelui de până la 15 mm (carcase, capace, carcase etc.), piese pentru care caracteristica de rezistență nu este obligatorie - baloane, fitinguri, rame, tigăi, piese decorative, coloane masive de construcție, fundație plăci |
| MF15 | 314 | 160-224 | Piese turnate cu responsabilitate redusă, cu grosimea peretelui de 10 - 30 mm (conducte, corpuri de supape, supape la o presiune de până la 20 MPa etc.), părți de caroserie puțin încărcate, plăci submotor, pârghii, scripete, volante, ulei și recipiente pentru lichid de răcire, carcase de filtru, flanșe, capace, pinioane pentru lanț |
| MF18 | 354 | 167-224 | Piese turnate responsabile cu o grosime a peretelui de 10 - 20 mm (scripeți, angrenaje, paturi, etriere etc.) |
| MF20 | 397 | 167-236 | Piese turnate critice cu grosimea peretelui de până la 30 mm (blocuri, pistoane, tamburi de frână, cărucioare etc.), pentru fabricarea de piese de bază ale corpului cu rezistență sporită și rezistență la uzură, piese care necesită etanșeitate la presiuni de până la 8 MPa (80 kgf / cm2 ), carcase, cutii de viteze, suporturi, balansoare, plăci frontale, manșoane, cărucioare, cilindri, pompe, bobine, fitinguri, compresoare |
| MF25 | 450 | 176-245 | Piese turnate critice cu o grosime a peretelui de până la 40 mm ( matrițe, segmente de piston etc.), pentru fabricarea pieselor de bază ale corpului cu rezistență crescută și rezistență la uzură, piese care sunt supuse unor cerințe sporite de etanșeitate |
| SC3O | 490 | 177-250 | Piese turnate critice cu grosimea peretelui de până la 60 mm (piston, căptușeli diesel, rame, matrițe etc.), pentru fabricarea de suporturi, glisiere de masă și etrier, piese călite la suprafață, cilindri, carcase de pompe, motoare diesel și motoare cu ardere internă, segmente de piston, arbori cotiți și arbori cu came |
| MF35 MF45 | 540 | 193-264 | Piese turnate cu sarcină ridicată, cu o grosime a peretelui de până la 100 mm (arborii cotiți mici, piese de motoare cu abur etc.) ale pieselor pentru care sunt impuse cerințe de etanșeitate la o presiune mai mare de 8 MPa |
Grafitul are proprietăți mecanice scăzute. Încalcă integritatea bazei metalice. Situat între granulele bazei metalice, grafitul slăbește legătura dintre ele. Prin urmare, fonta cenușie are o rezistență scăzută la tracțiune și o ductilitate și duritate foarte scăzute. Cu cât incluziunile de grafit sunt mai mari și mai drepte, cu atât sunt mai proaste proprietățile mecanice ale fontei. Duritatea fontei cenușii, precum și rezistența acesteia la compresiune, sunt apropiate de cele ale oțelului, care are aceeași structură ca și baza metalică a fontei.
Grafitul are, de asemenea, un efect pozitiv asupra proprietăților fontei, în special, îi crește rezistența la uzură, acționând în mod similar cu lubrifierea, crește prelucrabilitatea, deoarece face așchiile casante, ajută la atenuarea vibrațiilor produsului și reduce contracția în fabricarea pieselor turnate. .
Proprietățile mecanice ale fontei cenușii pot fi îmbunătățite prin distribuirea uniformă a grafitului lamelar fin în turnare. Acest lucru se realizează prin prelucrare - modificare specială, atunci când aditivii sunt introduși în fierul lichid înainte de turnare, care formează centre adiționale de grafitizare, rezultând grafit lamelar fin. Fonta cu astfel de grafit se numește modificată. Diferă de fonta cenușie obișnuită printr-o rezistență mai mare la tracțiune, dar ductilitatea și duritatea sa nu se îmbunătățesc în timpul modificării.
Conform GOST 1412-85, literele SCh din denumirea clasei de fontă înseamnă - fontă gri. Cifra din două cifre corespunde rezistenței la tracțiune σv MPa. Standardul normalizează rezistența la tracțiune a fontelor cenușii σv = 274÷637 MPa, duritate - 143÷637 HB și compoziție chimică.
Principalele proprietăți ale fontei cenușii și aplicarea acesteia sunt prezentate în tabelul 1.
Dispozitiv cu supapă
Pe sistemele de instalații sanitare și de încălzire pot fi instalate două tipuri de supape:
- minge;
- supapă.
Elementul de lucru al unei supape cu bilă este o bilă situată în interiorul corpului. Mingea are o gaură de trecere. Dacă supapa este deschisă, atunci mingea este întoarsă de orificiu spre fluxul de apă. În poziția închisă, mingea se întoarce spre apă cu partea surdă. Întoarcerea elementului de blocare se realizează cu ajutorul unui mâner.

Dispozitiv cu robinet cu bilă
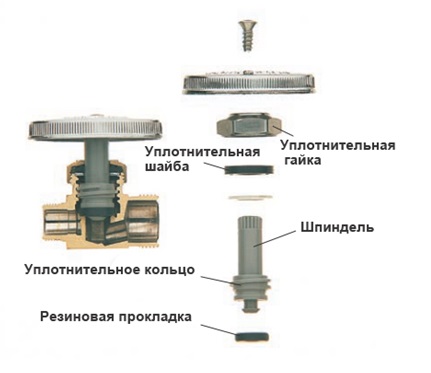
Elementul de închidere al supapei supapei este o supapă cu garnitură, situată pe un ax, care este coborâtă și ridicată prin rotirea mânerului.
Dispozitiv de supapă cu supapă
O supapă cu bilă, spre deosebire de un dispozitiv cu supapă, este o supapă de închidere și nu poate fi utilizată pentru a regla fluxul de fluid. Supapa cu bilă nu poate fi reparată, iar în cazul unei defecțiuni în funcționarea dispozitivului, este necesară înlocuirea completă a acestuia.
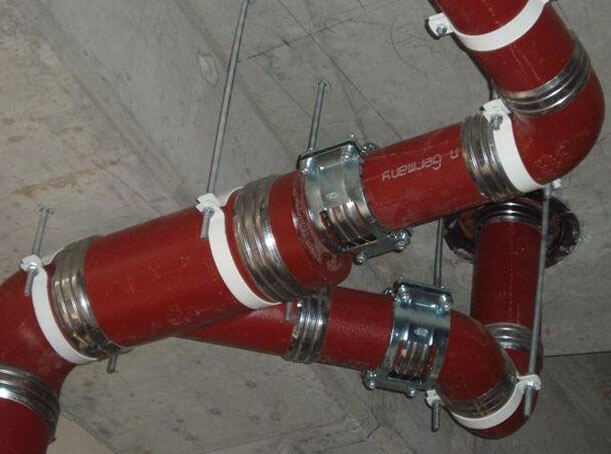
Avantajele țevilor din fontă ductilă
În unele cazuri, țevile din fontă foarte rezistente utilizate pentru alimentarea cu apă sunt indispensabile deoarece au următoarele proprietăți și caracteristici:
- Capacitatea de a rezista la presiunea fluidului din sistem de până la 1,6 MPa și mai mult.
- Rezistență bună la schimbările de umiditate și schimbările bruște de temperatură.
- Rezistent la coroziune.
- Rezistență la deteriorări mecanice.
- Putere.
- Plastic.
- Ușurință de instalare.
- Durată lungă de viață - până la 100 de ani.
De asemenea, pe lângă proprietățile fizice și mecanice excelente, conducta de canalizare din fontă ductilă este ecologică:
- apa care trece prin astfel de conducte rămâne absolut inofensivă și potrivită pentru consum, deoarece nu este poluată de impurități străine;
- la sfârșitul duratei de viață, țevile pot fi eliminate complet fără a dăuna mediului.
Conectarea țevilor din plastic și fontă
Cum se conectează țevile din fontă cu plastic? Totul depinde de motivul care duce la acest pas. Și aceasta nu va fi neapărat o înlocuire (prelungire) a unei linii din fontă.
Unul dintre scenariile posibile este apariția unor situații de urgență la joncțiunea existentă plastic – fontă.
Inițial, se presupune că îmbinarea țevilor din fontă cu plasticul nu va fi supusă influențelor străine (temperatură sau influență mecanică). Mai simplu spus, scurgerile apar din cauza depresurizării (etanșeitatea este ruptă) a joncțiunii.
Scurgerile pot apărea ca urmare a:
- ciocanul de ariete, care este extrem de rar.
- Schimbări bruște de temperatură (de exemplu, la oprirea/pornirea apei calde sau la trecerea de la apă rece la apă caldă).
În acest din urmă caz, cauza problemei constă în diferiții coeficienți de dilatare a fontei și plasticului, precum și într-un fiting de proastă calitate (adaptor de canalizare de la fontă la plastic). Acesta din urmă poate dezvolta o fisură deoarece fonta nu se extinde la fel de uniform ca plasticul. În plus, fitingul se poate desfășura pur și simplu (fixarea slăbește).
Pentru a rezolva problema apărută, va trebui să înlocuiți piesa uzată (trecerea de la fontă la plastic) sau să o strângeți pe cea „auto-rulant”. Trebuie remarcat faptul că fitingurile moderne de înaltă calitate sunt protejate de derularea spontană. În plus, puteți folosi sertizarea unor astfel de produse. De aceea este mai bine să nu economisiți la accesorii.
Fiting din polipropilenă, conceput pentru a conecta țevile din plastic și metal
Un alt scenariu este necesitatea prelungirii liniei de fontă. Oportunitatea de a economisi bani prin completarea cablajului din plastic din jurul apartamentului, conectat la montantul din fontă existent, poate împinge același pas. Dar, dacă rămâne o coloană metalică, problema nu va fi complet eliminată - există o probabilitate mare de scurgere la îmbinare (tranziția apelor uzate de la plastic la fontă).
Deoarece andocarea sistemelor „fontă-plastic” a fost pusă în funcțiune de mult timp, pe piața modernă puteți găsi un astfel de element precum o manșetă de cauciuc de tranziție (diametre standard).
Cum să lipiți practic metalul de plastic
Alegerea metodei de conectare a țevii depinde de tipul de țeavă din fontă disponibilă:
- teava fara priza din fonta;
- teava cu priza.
În acest din urmă caz, un utilizator obișnuit (fără pregătire specială) va putea andoca elemente individuale. În caz contrar (priza este deteriorată sau nu a existat), va trebui să utilizați un fiting de presare care are un design specific - la un capăt există o priză (conexiune la o linie de plastic), iar la celălalt este un filet. tăiat pentru conectare cu un capăt din fontă. Puteți introduce singur o țeavă de plastic într-o țeavă de fontă dacă cumpărați în avans:
- adaptor pentru o țeavă de canalizare din fontă sau racord de presare;
- material de etanșare, care poate fi folosit cârlig sau bandă de teflon;
- chei (două bucăți).
Etapele unei astfel de conexiuni pot fi descrise după cum urmează:
- Deșurubați cuplajul existent (cuplaj glisant din fontă) în locul în care este planificată aducerea liniei de plastic. Alternativ, puteți tăia pur și simplu țeava din fontă folosind o râșniță.
- Pe capătul metalic pregătit, tăiați firul, ungând acest loc cu ulei (ulei solid).
- Ștergeți firele, înfășurați materialul de etanșare în jurul lui și lubrifiați cu sigilant siliconic.
- Înșurubați fitingul prin presare - operațiunea se recomandă să fie efectuată manual, fără utilizarea unei chei. În caz contrar, există posibilitatea de deteriorare mecanică a piesei. Fitingul trebuie strâns după ce sistemul este umplut cu apă (în acest fel va fi posibil să se evite scurgerile și să nu ciupească fitingul în sine).
https://youtube.com/watch?v=39fa3je7waI
VEZI VIDEO
Dacă intenționați să construiți o magistrală de încălzire sau să furnizați apă caldă, se recomandă utilizarea unui adaptor special (manșon de tranziție de la fontă la plastic), care are o garnitură de cauciuc de etanșare. O soluție alternativă este utilizarea unui manșon din alamă despicat, care are un element din PVC.
În cele din urmă, merită să spunem că este mai bine să înlocuiți cablajul intern cu plastic în avans, fără a aștepta o urgență. La urma urmei, construcția din plastic este mai puțin solicitantă (nu necesită întreținere), iar funcționarea sa nu este însoțită de apariția mirosurilor neplăcute. Doar o persoană informată poate conecta o țeavă din fontă cu una din plastic!
Posibile defecțiuni și modalități de a le elimina
Dispozitivul trebuie reparat dacă:
- supapa nu opreste apa. Cauzele defecțiunii pot fi:
- uzura garniturii de etanșare care servește ca dispozitiv de blocare;
- deconectarea supapei de închidere de la ax;
- îndoire axului;
- contaminarea vanei cu depuneri continute in apa;
Dacă axul este îndoit sau supapa este deconectată, bucșa trebuie înlocuită.
- supapă cu scurgeri sau picurare. Principalele motive pentru o astfel de defecțiune pot fi:
- formarea unei fisuri pe corpul dispozitivului;
- absența sau cantitatea insuficientă de etanșare a glandelor.
Înlocuirea garniturii și curățarea carcasei
Pentru a repara supapa cu propriile mâini atunci când garnitura este uzată, veți avea nevoie de următoarele instrumente și materiale:
- cheie;
- o bucată de cauciuc pentru instalații sanitare;
- foarfece;
- cleşte;
- cuţit;
- fir de in sau alt material de etanșare.
Cauciucul și foarfecele sunt necesare pentru auto-fabricarea garniturii. Dacă știți care garnitură este instalată pe ax, atunci puteți achiziționa produsul finit la un magazin de instalații sanitare.
Garnitura se înlocuiește după cum urmează:
- folosind o cheie reglabilă, este necesar să deșurubați cutia macaralei care fixează axul supapei;

Demontarea supapei pentru înlocuirea garniturii
- cleștii deșurubați piulița care fixează garnitura;
- se scot șaiba și garnitura defectată;
- se decupează o bucată de cauciuc, ale cărei dimensiuni sunt puțin mai mari decât dimensiunile supapei;
- se face o gaură în centrul piesei tăiate de cauciuc;
- cauciucul se montează pe supapă și se fixează cu o piuliță;
- excesul de cauciuc este tăiat cu foarfece în jurul supapei. Garnitura finită trebuie să respecte în totalitate dimensiunile supapei;

Atașarea unei noi garnituri la ax
- cu ajutorul unui cuțit, corpul supapei este curățat. Se recomandă îndepărtarea cu grijă a tuturor depunerilor nu numai în carcasa dispozitivului, ci și în racordul filetat;
Dacă nu este posibilă curățarea carcasei prin acțiune mecanică, atunci se poate folosi kerosen sau lichid WD-40.
- cutia macaralei se monteaza pe filet;
- conexiunea este sigilată, după care dispozitivul poate fi fixat complet.
Sigilarea filetului cu fir de in
Reparația supapei trebuie efectuată atunci când alimentarea cu apă (încălzire) este oprită.
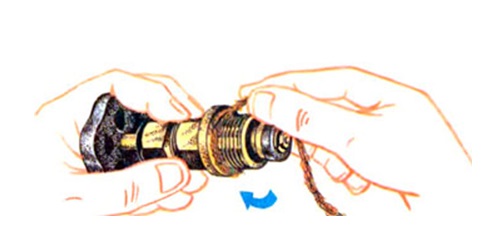
Înlocuirea garniturii glandei
Dacă supapa robinetului are scurgeri, atunci în majoritatea cazurilor problema este absența sau etanșarea excesivă a garniturii presetupei. Pentru reparații veți avea nevoie de:
- o cheie reglabilă sau o cheie de dimensiune corespunzătoare;
- împachetarea glandelor;
- cuțit sau șurubelniță cu cap plat pentru etanșare.
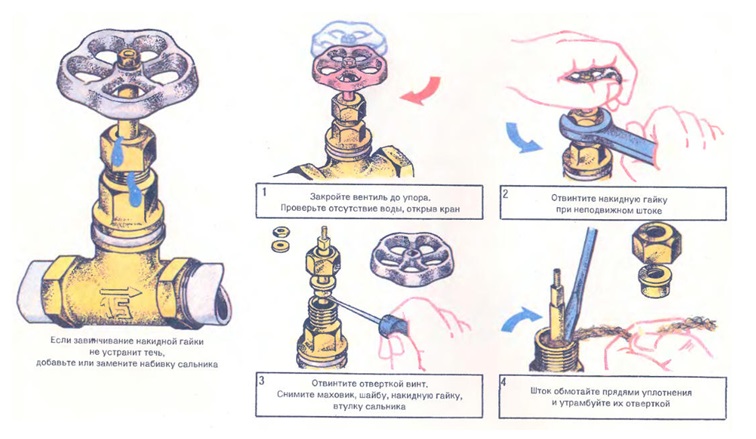
În această situație, puteți repara singur supapa conform următoarei scheme:
- opriți alimentarea cu apă a sistemului;
- scoateți mânerul de rotație;
- deșurubați piulița de fixare.La slăbirea fixației, se recomandă ținerea axului într-o singură poziție;
- scoateți inelul de etanșare care fixează ambalajul;
- folosiți un cuțit sau o șurubelniță pentru a îndepărta vechiul ambalaj;
Procesul de înlocuire a garniturii glandei pentru a elimina scurgerea
- aplicați și tamponați material de etanșare nou;
- asamblați robinetul în ordine inversă.
Procesul de înlocuire a garniturii și a garniturii este descris în detaliu în videoclip.
https://youtube.com/watch?v=r7a44zQX2oo
Repararea fisurilor
Dacă supapa are scurgeri și cauza scurgerii este o fisură pe corpul supapei, atunci puteți:
- înlocuiți complet supapa;
- închideți fisura cu materiale speciale.
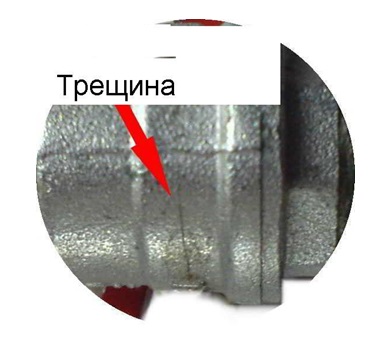
Fisura in corpul supapei
Dintre materialele utilizate pentru etanșarea fisurilor, se poate distinge un mijloc de sudare la rece.

Mijloace pentru sudarea metalelor la rece
Instrucțiuni detaliate de utilizare a produsului sunt indicate pe ambalaj. Modelul general de utilizare este următorul:
- locul unde trebuie reparată fisura este curățat de murdărie și degresat cu acetonă;
- compoziția este pregătită pentru aplicare;
- amestecul finit se aplică pe fisură și se distribuie uniform pe suprafață;
Pentru rezistența la sudare, se recomandă aplicarea amestecului pe o suprafață mai mare decât o ocupă fisura în sine.
- se așteaptă uscarea completă a compoziției, după care este posibilă curățarea și vopsirea locului de sudare.

Metoda de utilizare a sudării la rece pentru a repara o fisură
Astfel, puteți elimina singuri cele mai frecvente probleme ale supapelor. Dacă lucrările de reparații efectuate nu au ajutat la corectarea situației, atunci supapa trebuie înlocuită.
Compuși din fontă și plastic
Procesul de înlocuire a canalizării utilizează în prezent materiale mai avansate decât fonta. În acest caz, va trebui să conectați partea dumneavoastră a sistemului la o conductă comună din fontă. Adesea, implementarea independentă a acestui lucru se realizează prin introducerea unui produs în altul, urmată de etanșarea cu mortar de ciment.
Această abordare nu poate fi numită fiabilă, deoarece există o amenințare de deformare plastică și scurgere. Este necesar să îmbinați țevile din plastic și din fontă cu mare grijă, deoarece reacția la încălzire a celor două materiale este destul de diferită (pentru mai multe detalii: ""). Toate acestea pot anula etanșarea. Un alt efect dăunător asupra unei astfel de îmbinări este vibrațiile și șocurile care apar periodic în sistemul de canalizare.


În absența unei prize, asamblarea se realizează cu două adaptoare. În primul rând, țeava este curățată de murdărie și rugină, după care țeava din fontă este mai întâi echipată cu un adaptor de cauciuc, iar după aceasta cu unul din plastic. În ceea ce privește țeava de plastic, aceasta este introdusă în interiorul adaptorului de plastic.
Cum se sudează fonta pe metal prin sudare electrică

31.12.2018
Când se efectuează lucrări de reparații, apar situații când este necesară conectarea unor metale diferite. Fonta poate fi sudată pe oțel? Da, dar oamenii cu experiență o pot face.
Aliajele de fontă se caracterizează printr-un conținut ridicat de carbon; atunci când se arde, structura metalului se modifică. Îmbinarea este sudată în regim de temperatură scăzută, până la 120°C. Oțelul, dimpotrivă, trebuie încălzit puternic.
Pentru a conecta piesele din fontă cu alte aliaje feroase, a fost dezvoltată o tehnologie cu strat tampon. Suprapunerea cu nichel asigură lipirea puternică a metalelor diferite.
Tehnologia sudării fontei cu electrod consumabil din oțel
Există mai multe moduri de a suda fonta, acestea fiind folosite pentru a îmbina aliajele de fontă cu alte metale:
- Fierbinte - înainte de îmbinarea pieselor, cuptoarele sunt preîncălzite la 600 ° C complet. Încălzirea cu pistolul este permisă numai în zona de lucru (fonta devine purpurie). Folosit pentru conexiuni sigure.
- Semi fierbinte, bun pentru aliaje aliate. Piesele care urmează să fie îmbinate sunt încălzite parțial sau complet la 200–300°C.
- Rece - piesele sunt conectate fără încălzire, este folosit pentru suprapuneri - cusături care lucrează în compresie.
Imbinarea metalelor prin sudura electrica manuala presupune pregatirea prealabila a suprafetelor. Aliajul de fontă este poros și absoarbe bine uleiul. Nu este suficient să degresați pata, aceasta trebuie curățată până la un strat curat, altfel cusătura se va dovedi a fi slăbită.
Cum este sudat oțelul pe fontă:
Mai întâi trebuie să selectați parametrii actuali. Dacă aparatul de sudură funcționează numai în mod constant, comutați polaritatea inversă. Este necesar să se țină cont de indicatorul de circuit deschis (tensiune între poli fără arc), valoarea admisă este de până la 54 V. Este permisă lucrul pe curent alternativ numai cu un circuit deschis de 54 V.
Sudarea se efectuează în secțiuni mici, rolele nu au o lungime mai mare de 3 cm. În primul rând, se depune fonta, apoi o piesă de oțel este sudată pe stratul tampon.
Cusăturile cu pereți groși sunt sudate în straturi, fiecare este forjată înainte de aplicarea următoarei
Se face perpendicular pe primul - așa se obține puterea conexiunii.
După îmbinarea aliajului de fontă cu oțel prin metode la cald și semi-fierbinte, este important să se respecte modul de răcire al zonei de suprafață. Cusătura este încălzită periodic, astfel încât să se răcească treptat
La răcirea bruscă, aliajul de fontă se fisurează din cauza tensiunilor interne rezultate.
Alegerea electrozilor
Folosiți unele speciale care au:
- aprindere ușoară la pornire;
- capacitate de penetrare scăzută;
- rata mare de depunere;
- duritatea mărgelei rezultate.
mărci rusești:
- TsCh-4 - multifuncționale cu un strat de celuloză se disting prin ardere stabilă, suprafață bună;
- OZCH-2, OZCH-25 - utilizate pentru sudarea elementelor cu pereți subțiri, nu ard prin metale la o adâncime mare;
- MNP-2, OZZHN-2 sunt utilizate numai pentru îmbinarea la cald a pieselor din fontă cu metale.
Importat, folosit pentru cusături critice:
- Zeller 866, Zeller 855 - universal, gătesc fontă cu fier fără preîncălzire;
- Ficast NiFe - creează conexiuni care funcționează stabil în îndoire, torsiune.
Important!
Înainte de muncă, este important să uscați bine electrozii, să-i încălziți, sunt încălziți de la 160 la 300 ° C. Dar doar câteva bucăți sunt luate din ambalaj - la reuscare și încălzire, stratul se va prăbuși
Aplicarea sudării cu arc cu argon
Utilizarea electrozilor refractari și a firului de umplutură cupru-nichel dă un rezultat bun.
Cum este sudat oțelul pe fontă (câteva recomandări):
- Aditivul este selectat în funcție de tipul de metal și tipul de fontă. Sârma cu miez de flux pe bază de nichel este mai des aleasă, acoperirea este mai întâi dărâmată.
- Argonul este folosit ca atmosferă protectoare, salvează cusătura de oxidare.
- Electrozii refractari de tungsten sunt aleși pentru lucru.
- Pentru lucrul cu elemente cu pereți subțiri, sudorii experimentați folosesc bucăți mici și subțiri de fontă în loc de sârmă.
- Pentru conexiunile care suferă doar sarcini statice (compresie), pot fi utilizate aliaje de nichel. Aderă bine la toate clasele de oțel.
Puncte importante ale procesului de sudare a fontei și oțelului
- Munca se desfășoară într-o poziție joasă.
- Rola se realizează rapid fără a crea un bazin larg de topire.
- Fonta cenușie este gătită mai rău, trebuie încălzită, apoi se depune un strat care conține nichel. Atunci conexiunea va fi puternică.
- Cu oțelurile aliate, fonta formează o cusătură liberă; trebuie să fie bine forjată.
- Este necesar să gătiți cusătura uniform, fără fluctuații ascuțite cu suportul.
Cum se sudează fonta pe metal prin sudare electrică Link către publicația principală
Imbinam polipropilena

Metodele de conectare a polipropilenei depind complet de diametrul produselor. Deci, tuburile cu un diametru de până la 63 mm sunt îmbinate prin sudură prin mufă sau într-o priză. Tuburile cu diametru mai mare sunt conectate prin sudare cap la cap.În același timp, merită să ne amintim că, cu ajutorul unui fier de lipit manual, lipirea poate fi efectuată numai pentru tuburi cu un diametru de până la 40 mm. Elementele mari sunt lipite pe echipamente profesionale de centrare.
Temperatura de sudare a tuburilor de polipropilenă este de 220-230 de grade.
Tehnologia de lipit arată astfel:
- Țevile sunt tăiate în segmentele dorite;
- Marginile polimerului sunt degresate temeinic;
- Se aplică un semn pe marginea următorului segment, a cărui lungime va fi cu 2 mm mai mare decât adâncimea prizei;
- Ambele capete ale produselor de îmbinat sunt în contact cu fierul de lipit (țeava se introduce în duză, iar priza este pusă pe ea);
- Elementele încălzite timp de 3-5 secunde se unesc la oprire și se răcesc complet.
Tuburile din PP pot fi, de asemenea, îmbinate folosind fitinguri de compresie.
Racordarea țevilor netede din fontă
Conducta poate fi creată nu numai cu țevi prize din fontă: se practică adesea utilizarea structurilor netede. Cum se conectează o țeavă din fontă la una din oțel în acest caz? Aici veți avea nevoie de prezența diferitelor dispozitive pentru conectare: în primul rând, vorbim despre cuplaje, șei, cruci, coturi. Ce opțiune va fi cea mai potrivită este determinată de diametrul conductei și de tipul de conexiune.
Cel mai adesea, cuplajele pentru o țeavă din fontă a uneia dintre soiurile sunt utilizate pentru aceasta:
- Cilindru. Potrivit pentru conectarea țevilor cu același diametru. Cel mai adesea, un astfel de fiting este echipat cu un filet.
- Doi cilindri. Sunt utilizate în cazurile în care diametrul conductelor conectate variază. Există, de asemenea, un fir în interiorul unui astfel de cuplaj.
- Futorki. Acest fiting este echipat atât cu filete interne cât și externe, utilizate în principal în sistemele de încălzire.
Ambreiajul este foarte usor de folosit. Primul pas este marcarea, timp în care se determină nivelul de imersare a fiecărei țevi în interiorul fitingului
În acest caz, este important să se realizeze conectarea capetelor exact în centrul cuplajului. Sigilați îmbinarea dintre doi etanșanți speciali
Adesea, conducta are un anumit unghi de așezare sau ramuri. În acest caz, alte fitinguri vin în ajutor. Puteți conecta conducte de canalizare din fontă în unghi folosind coturi. În aparență, acestea sunt bucăți de țeavă care au un anumit unghi de îndoire (10, 15, 30, 60 și 90 de grade).

De asemenea, este posibil să conectați țevi din fontă și oțel cu astfel de dispozitive:
-
Tee
. Permite conectarea a trei linii de conducte simultan. Cel mai adesea este plasat într-un loc în care canalizarea se bifurcă. -
traversa
. Permite conectarea a patru conducte simultan. -
Şa
. Se folosește în cazul în care o conductă de diametru mai mic este conectată la linia principală. Cel mai adesea, în acest fel, corpurile sanitare de sine stătătoare sunt conectate.
Capetele acestor dispozitive pot fi echipate cu prize sau secțiuni drepte. Etanșarea îmbinărilor se realizează cu diverși materiale de etanșare și câlți.


