Instrumente
De asemenea, puteți crește manual diametrul unei țevi de cupru moale și elastice, pur și simplu trăgând-o pe un semifabricat conic de dimensiune adecvată.
Cu toate acestea, este foarte dificil să obții un clopot cu geometria corectă într-un mod atât de artizanal. Pereții pot fi neuniformi ca grosime, ceea ce face ca pereții mai subțiri să se întindă prea mult și cei mai groși să nu se întindă deloc. Forța exercitată de o persoană este, de asemenea, neuniformă, prin urmare, țeava poate fi îndoită în timpul funcționării, iar semifabricatul poate fi înclinat, ca urmare a faptului că priza se va dovedi asimetrică și înclinată.
Pentru a face dezasamblarea îngrijită și a forma o priză cu forma dorită de la marginea țevii, care poate asigura în continuare o conexiune fiabilă a elementelor structurale, se folosesc diverse instrumente.
Expander
Acesta este un mecanism manual în care evazarea se face prin simpla aplicare a forței, la fel ca și în cazul utilizării unui semifabricat conic. Expansorul este format din două mânere și un expander - un element conic glisant care este introdus în țeavă. Când sunt expuse pârghiilor, părțile expandorului diverg în direcții diferite, întinzând conducta.

Expansorul este ieftin și vă permite să faceți treaba rapid și fără prea mult efort. Cu toate acestea, este dificil să obțineți un rezultat calitativ folosind acest instrument. Pereții sunt întinși neuniform, secțiunile mai subțiri se pot rupe.
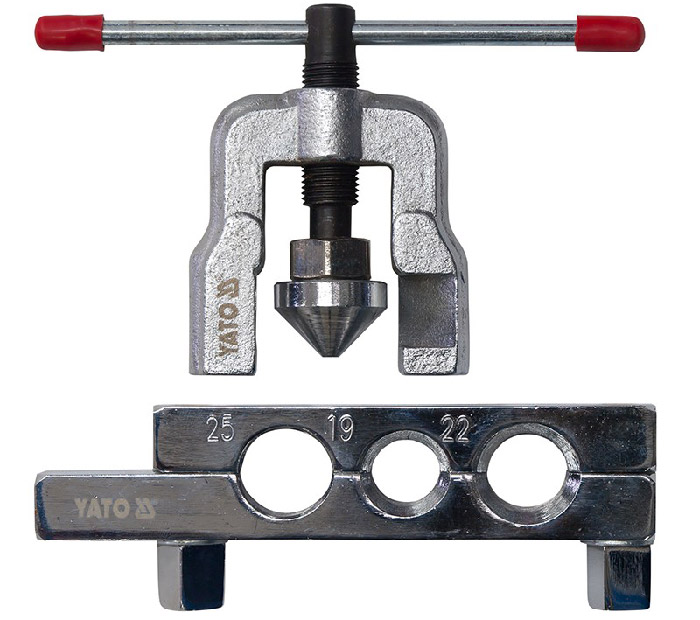
mașină de evazat con
Acesta este un set mic de două instrumente: o matriță și o unealtă de evazare în sine.
Matricea este o menghină cu mai multe găuri cilindrice, extinsă de sus până la 45⁰. Dimensiunile găurilor corespund diametrelor standard ale țevilor.
Distribuitorul este format din:
- carcase cu ghidaje,
- expansor de con,
- mecanism de control,
- surub de putere.
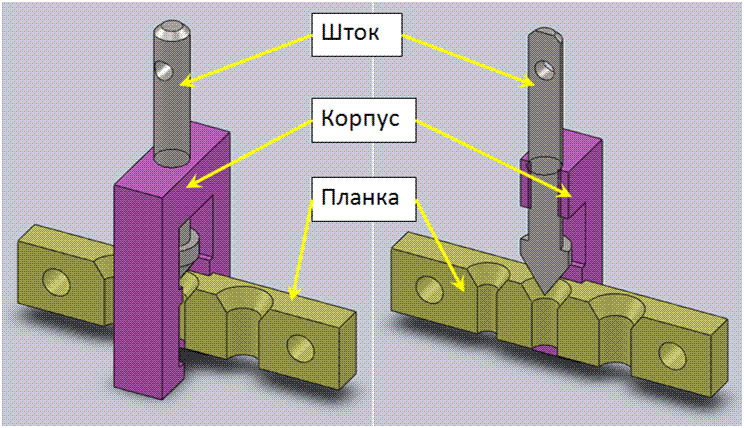
Când șurubul de putere, care antrenează mecanismul de control, este rotit, expandorul este înșurubat treptat în marginea țevii, extinzând-o. Ghidajele asigură invarianța poziției relative a țevii și expandorului, datorită căreia nu există distorsiuni și se obține o priză uniformă și îngrijită.
Flare mecanică
Acest instrument este similar cu cel precedent, dar corpul său de lucru nu este un con, ci un set de role. Rolele nu se întind, ci desfășoară pereții țevii, extinzând-o uniform și treptat, datorită faptului că metalul are aceeași grosime pe toată suprafața evazată, iar priza este îngrijită și simetrică.
Flare acţionată electric
O astfel de mașină de expansiune este acționată electric în plus față de o mașină de extindere mecanică, astfel încât lucrările de extindere a conductelor să fie efectuate mai rapid și cu mai puțină forță de muncă.
Când este necesar să evazați țevile de frână?
Prin conductele de frână, așa cum sa menționat mai sus, lichidul de frână de înaltă presiune este furnizat tuturor elementelor sistemului. Când capacitatea unor astfel de tuburi se deteriorează, întregul sistem începe să funcționeze ineficient, ceea ce duce, în special, la o creștere semnificativă a distanței de frânare. Faptul că elementele sistemului de frânare, inclusiv tuburile, necesită diagnosticare (și, eventual, reparare) poate fi indicat de următoarele caracteristici:
- apariția sunetelor străine și a mișcărilor pulsatile atunci când apăsați pedala de frână;
- mișcarea liberă a pedalei de frână la apăsare;
- scurgeri de lichid de frână, ceea ce duce la o scădere a presiunii și, în consecință, la frânare ineficientă și la uzura intensă a plăcuțelor de frână;
- conducerea mașinii în lateral la frânare (această situație, deși este un semn indirect, poate indica și faptul că conductele de frână trebuie reparate).

Țevile de frână vechi într-o stare groaznică ar trebui înlocuite de urgență, chiar dacă nu există scurgeri.
Cu toate acestea, principalul semn că țevile de frână nu își îndeplinesc pe deplin funcțiile și necesită ardere este creșterea distanței de frânare. Cele mai frecvente cauze de deteriorare a performanței conductelor de frână sunt:
- încălcări în proiectarea capetelor hexagonale cu care sunt echipate astfel de tuburi;
- deteriorarea calității și fiabilității conexiunilor filetate, pătrunderea așternutului sau a lichidului cocs în ele.
Astfel de defecțiuni, care afectează negativ starea tehnică a elementelor individuale ale sistemului de frânare, reduc semnificativ eficiența funcționării acestuia. De aceea, experții și producătorii auto recomandă diagnosticarea acestuia la fiecare șase luni. Dacă sunteți legat de kilometraj, atunci o astfel de procedură trebuie efectuată la fiecare 50.000 de kilometri, iar tuburile de cauciuc, indiferent de starea lor tehnică, trebuie înlocuite la fiecare 125 de mii de kilometri de vehicul.
Caracteristici de execuție
Evazarea tuburilor din cupru poate fi necesară dacă:
- capătul tăiat al tubului trebuie să aibă configurația necesară;
- capătul produsului trebuie să fie pregătit pentru conectarea sa folosind un cuplaj (în acest caz, folosind evazare, aceștia ajustează parametri geometrici ai tubului cum ar fi diametrul interior, unghiul de îndoire etc.);
- este necesară pregătirea capetelor tuburilor de cupru pentru conectarea lor prin lipire.

Țevile sunt tăiate la lungime cu un instrument special - un tăietor de țevi. pentru tevi de cupru sau aluminiu
Pentru a evaza calitativ un tub de cupru folosind instrumente și dispozitive speciale, trebuie să efectuați următorii pași.
- Capătul tubului, al cărui racord trebuie făcut, este curățat cu grijă.
- Un manșon special este pus la capătul dezbrăcat.
- Folosind o unealtă sau un dispozitiv special, capătul tubului este evazat până când unghiul de expansiune este de 45 °.
- După încheierea procedurii, capătul produsului este îndepărtat din dispozitiv. Puteți începe apoi să vă conectați imediat.

Alezoare - dispozitive pentru decuparea capetelor tuburilor de cupru
Dacă cuprul este necesar pentru a-l conecta prin lipire, atunci secvența de acțiuni pentru implementarea unei astfel de proceduri va arăta astfel.
- Suprafața capătului tubului de evazat este curățată temeinic (cel mai bine este să folosiți o perie specială pentru aceasta).
- Folosind un dispozitiv special, capătul tubului de cupru este extins în așa măsură încât este posibil să se introducă capătul altui tub în el și, în același timp, să se mențină un spațiu de 0,124 mm între elementele conectate. Desigur, acest lucru necesită utilizarea unui instrument de măsurare.
- Pe suprafața interioară a secțiunii de țeavă, care este deja evazată, se aplică un flux într-un strat uniform, care este necesar pentru a asigura formarea unei conexiuni fiabile și strânse.
- Capătul celui de-al doilea element de conectare este introdus în partea evazată la o adâncime egală cu diametrul țevii.
- Folosind un arzător cu gaz, un fier de lipit electric sau un suflator, locul viitoarei conexiuni este încălzit până în momentul în care lipirea începe să se topească.
- Lipitura topită umple toate golurile dintre marginile țevilor de cupru conectate, în urma cărora se formează o conexiune fiabilă și strânsă.
Expansiunea conductei
O creștere a diametrului produsului este necesară atunci când se realizează o conexiune fără montaj a elementelor de conductă, de exemplu, lipirea capilară a conductelor de cupru. Expansiunea rezultată vă permite să introduceți o țeavă în alta.
Cel mai simplu instrument de evazare este un con obișnuit care este înșurubat într-o țeavă fixă, extinzându-și marginea.
Modelul îmbunătățit este echipat cu un clichet, care vă permite să reglați forța, datorită acestui fapt, pereții sunt protejați de rupere. De asemenea, expansiunea țevii este efectuată de un expandator, corpul său de lucru are mai multe segmente, care, atunci când mânerele sunt comprimate, încep să se diverge, întinzând țeava.
datorită acestui fapt, pereții sunt protejați de rupere. De asemenea, expansiunea țevii este efectuată de un expandator, corpul său de lucru are mai multe segmente, care, atunci când mânerele sunt comprimate, încep să se diverge, întinzând țeava.
Evazarea cu instrumentele descrise mai sus este cea mai ușoară modalitate, dar calitatea manșonului rezultat este departe de a fi perfectă.
Evazarea de cea mai înaltă calitate se obține atunci când se utilizează o unealtă al cărei corp de lucru este un con excentric. Când mânerul, care este, de asemenea, echipat cu un mecanism de siguranță, este rotit, conul începe să se rostogolească de-a lungul peretelui interior al țevii, reducându-i grosimea și îndoind marginea. Extensia rezultată este de înaltă calitate.
Astfel de dispozitive sunt utilizate în principal pentru țevile din metale moi. Țevile de oțel pot fi, de asemenea, extinse, dar acest proces necesită un efort considerabil la rece. Prin urmare, este de dorit să preîncălziți astfel de țevi, după care evazarea cu o unealtă de mână va deveni mult mai ușoară.
REVENDICARE
1. Expansor-calibrator, incluzând un corp cu canal central, filete pentru conectarea cu echipamentele de fund și adâncituri pe suprafața exterioară, în care sunt plasate role, montate pe osii și realizate sub formă de cilindri cu teșituri, capetele superioare ale axele sunt realizate cu posibilitatea de mișcare limitată spre exterior, în cavitatea inelară formată între două părți ale corpului se află un piston inelar cu arc montat cu posibilitatea de mișcare axială, iar cavitatea de sub piston a pistonului inelar este în comunicare. cu canalul central, caracterizat prin aceea că axele sunt echipate cu capete prismatice în partea superioară și inferioară, introduse în corp cu posibilitatea unei mișcări longitudinale limitate în sus și mișcare radială spre exterior sub acțiunea suprafețelor de tracțiune și înclinate ale pistonului, care sunt încărcate cu arc în jos și configurate pentru o mișcare longitudinală limitată în sus, interacționând cu capătul inferior al axei, axa centrală a fiecărei a doua axă este situată în planul corespunzător, paralel cu axa corpului, în timp ce corpul este realizat cu suprafețe înclinate pentru capetele prismatice superioare corespunzătoare ale axelor, iar canalul central al corpului de sub piston este prevăzut cu un îngustarea tehnologică.
2. Dispozitiv conform revendicării 1, caracterizat prin aceea că capetele prismatice ale axei sunt realizate simetrice faţă de axele lor centrale.
3. Dispozitiv conform revendicării 1 sau 2, caracterizat prin aceea că axele sunt amplasate în carcasă astfel încât partea superioară a fiecărei axe să fie deplasată de-a lungul circumferinței înainte în cursul rotației dispozitivului față de partea inferioară a axul.
4. Dispozitiv conform revendicării 1 sau 2, caracterizat prin aceea că axele în punctele de contact cu rolele sunt echipate cu inserţii rezistente la uzură.
5. Dispozitiv conform revendicării 3, caracterizat prin aceea că axele din punctele de contact cu rolele sunt echipate cu inserţii rezistente la uzură.
6. Dispozitiv conform revendicării 1 sau 2, caracterizat prin aceea că axele sunt prevăzute cu cavităţi longitudinale laterale închise pentru lubrifiere.
7. Dispozitiv conform revendicării 3, caracterizat prin aceea că axele sunt prevăzute cu cavităţi longitudinale laterale închise pentru lubrifiere.
8. Dispozitiv conform revendicării 5, caracterizat prin aceea că axele sunt prevăzute cu cavităţi longitudinale laterale închise pentru lubrifiere.
9. Dispozitiv conform revendicării 6, caracterizat prin aceea că axele sunt prevăzute cu un canal cilindric comunicat cu cavitățile laterale închise și umplut cu grăsime, iar în canalul central se află un piston cu arc la capătul opus al cilindrului. canal.
10. Dispozitiv conform revendicării 7, caracterizat prin aceea că axele sunt prevăzute cu un canal cilindric comunicat cu cavitățile laterale închise și umplut cu grăsime, iar în canalul central se află un piston cu arc la capătul opus al cilindrului. canal.
11. Dispozitiv conform revendicării 8, caracterizat prin aceea că axele sunt prevăzute cu un canal cilindric comunicat cu cavitățile laterale închise și umplut cu grăsime, iar în canalul central se află un piston cu arc la capătul opus al cilindrului. canal.
Instrumente și accesorii
Pentru a evaza tuburile din cupru cu propriile mâini, se folosesc instrumente speciale. Astfel de dispozitive pot avea atât acționare manuală, cât și electrică. Sunt utilizate pentru instalarea sistemelor de aer condiționat, alimentare cu apă și încălzire. Uneltele echipate cu o acționare electrică combină adesea mai multe funcții: cu ajutorul lor, nu numai că puteți extinde tubul de cupru, ci și îl puteți îndoi la unghiul dorit.
Orice dispozitiv folosit pentru extinderea tuburilor din cupru funcționează pe principiul deformării plastice, deci este foarte important să facă față unui astfel de proces cât mai atent posibil, fără a încălca uniformitatea structurii materialului, menținând uniformitatea grosimii peretelui. a produselor, precum și netezimea suprafețelor interne ale acestora
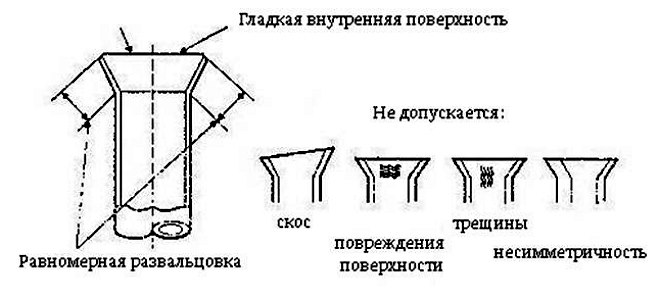
Schema de ardere corectă și exemple de operare executată incorect
Probă
Acesta este un semifabricat în formă de con realizat dintr-un aliaj metalic mai dur decât cuprul. Avantajele unui astfel de dispozitiv sunt prețul scăzut și ușurința în utilizare. Între timp, utilizarea sa poate fi însoțită de rupturi în pereții unui produs din cupru, ceea ce conferă o calitate scăzută a evazării.

Cu acest cel mai simplu dispozitiv, puteți evaza un tub, dar nu este nevoie să vorbiți despre nicio calitate a muncii
Flare mecanică
Corpul principal de lucru al acestui dispozitiv este o rolă din aliaj dur, care, rulând de-a lungul marginii tubului de cupru, îi conferă acestuia din urmă configurația necesară. Utilizarea unui expandator mecanic face posibilă efectuarea unei deformări uniforme a secțiunii prelucrate a tubului, pentru a forma pereți de aceeași grosime la capătul acestuia cu o înaltă calitate a suprafeței lor interioare.

Uneltele de mână sunt capabile să ofere evazare de înaltă calitate și viteză bună de lucru
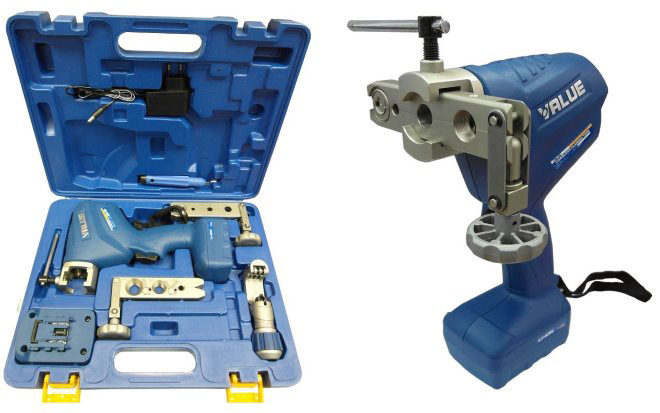
Flare acţionată electric
Un astfel de dispozitiv cu un întreg set de duze interschimbabile, având toate avantajele unui instrument mecanic, vă permite să evazați tuburi de cupru cu o productivitate mai mare și mai puțină muncă. Poate singurul dezavantaj al unei mașini electrice de ardere este prețul destul de ridicat.
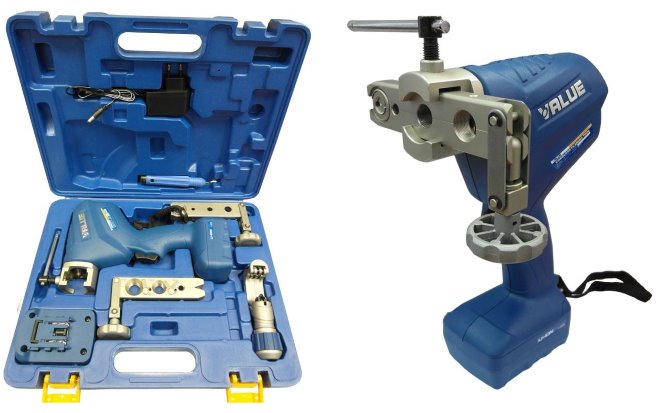
Bateria acestei mașini de ardere durează aproximativ 100 de operații.
Expander
Un astfel de dispozitiv manual, care funcționează pe principiul unui mecanism de pârghie, vă permite să evazați capătul tubului într-o singură mișcare. Având un design simplu, un astfel de dispozitiv are și o serie de dezavantaje semnificative, dintre care cel mai semnificativ este incapacitatea de a controla grosimea peretelui piesei de prelucrat. Astfel, utilizarea unui expander, care este cel mai adesea ales de cei care fac evazarea cu propriile mâini, nu garantează un rezultat de înaltă calitate.
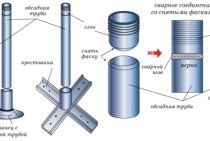
Obținerea unui clopot conic
Pentru a înțelege tehnologia procesului, putem lua exemplul extinderii tuburilor de cupru. Ordinea lucrărilor este următoarea:
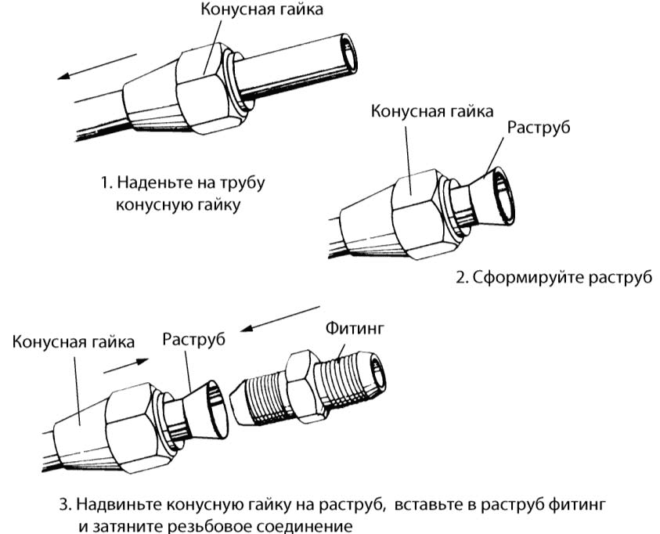 Schema de funcționare a clopotului conic
Schema de funcționare a clopotului conic
- Țeava este tăiată cu grijă. Pentru evazare de înaltă calitate, unghiul dintre fața de capăt și plan trebuie să fie strict de 90 de grade.
- Prelucrarea metalului a piesei de lucru constă în curățarea și îndepărtarea bavurilor și oxizilor.
- Pe tub se pune un manșon filetat.
- Piesa de prelucrat este prinsă în pat în orificiul de aterizare cu diametrul corespunzător. Capătul conductei (partea de lucru) ar trebui să iasă la câțiva milimetri deasupra patului.
- Înșurubarea șurubului, sprijiniți conul evazat de capăt și aplicați presiune până când deformarea secțiunii ajunge la limită - se va forma o fustă teșită la un unghi de 45 de grade.
- Piesa de prelucrat este scoasă din cadru, manșonul este mutat la marginea prelucrată.
Pentru a facilita lucrul cu un con pe piesa de prelucrat, este mai bine să acoperiți suprafața de lucru cu un lubrifiant.Deplasați șurubul înainte și înapoi, obținând treptat rezultatul dorit - acest lucru va ajuta la evitarea posibilei ruperi de metal în zona de deformare.
Lucrul cu un expander manual are propriul algoritm de acțiuni:
 Cum să utilizați un expandator manual pentru țevi
Cum să utilizați un expandator manual pentru țevi
- Capătul piesei de prelucrat se montează pe un diametru adecvat al capului până se oprește (există mai multe diametre).
- În timp ce țineți mânerul staționar, mânerul mobil este mișcat în jurul circumferinței, extinzând astfel fălcile capului. Lucrarea se desfășoară fără violență, pentru a nu sparge conducta.
- După obținerea extinderii diametrului, piesa de prelucrat este îndepărtată din unealtă.
- Verificați ușurința de intrare a celei de-a doua țevi în priza rezultată.
Sfaturi pentru alegerea instrumentului
Evazarea unui tub de cupru, având în vedere plasticitatea ridicată a materialului său, nu este dificilă. Cu toate acestea, pentru a obține o performanță de înaltă calitate a unei astfel de operațiuni tehnologice, ar trebui utilizat doar un instrument specializat. Efectuarea arderii folosind cele mai simple dispozitive, care includ semifabricate și expandare, poate fi însoțită de o serie de consecințe negative.
- Pereții tuburilor, dacă sunt de grosime mică, se vor bloca.
- Pot apărea rupturi în pereții tuburilor care vor fi afectați de un astfel de instrument.
- În acest caz, este practic imposibil să se obțină o grosime uniformă a pereților tubului, care va afecta în cele din urmă fiabilitatea îmbinării care se formează.

Într-un dispozitiv special, tubul de cupru este fixat strict perpendicular, iar deformarea are loc exact de-a lungul conului
Între timp, utilizarea dispozitivelor special concepute pentru a efectua arderea are următoarele avantaje.
- Datorită deformării treptate (efectuate pas cu pas pentru fiecare trecere a rolelor sculei) a pereților țevii, apariția rupturilor în acesta este practic exclusă.
- Se realizează uniformitatea grosimii peretelui tubului de cupru, chiar dacă inițial acest parametru nu a fost uniform.
- Suprafața interioară a tubului după evazare devine perfect netedă și uniformă.
Utilizarea unui dispozitiv special, în plus, vă permite să evazați rapid și eficient capătul tubului, chiar și pentru cei care nu au efectuat niciodată o astfel de procedură cu propriile mâini.

Setul de evazare poate include: evazare excentrică, alez, tăietor de țevi, expansor de țevi și arcuri de îndoire a țevilor
Pentru ca evazarea să fie efectuată eficient, trebuie acordată o atenție deosebită alegerii instrumentului. În acest caz, este necesar să se ia în considerare astfel de parametri precum:
- caracteristicile materialului din care este fabricat tubul, în special gradul de plasticitate a acestuia;
- diametrul interior al produsului;
- diametrul său exterior;
- adâncimea evazarii;
- distanța la care produsul va ieși deasupra părții de lucru a instrumentului;
- distanța dintre centrele găurilor interioare ale tuburilor de cupru (dacă dispozitivul selectat vă permite să evazați mai multe produse deodată);
- grosimea peretelui pieselor de prelucrat;
- necesitatea de a forma caneluri pe partea prelucrată a tubului de cupru;
- prezența cusăturilor de legătură pe suprafața piesei de prelucrat.