Metode de îmbinare a țevilor din polipropilenă
Dacă sarcina este de a echipa încălzirea cu țevi din plastic cu diametru mic (până la 63 mm), în practică există două moduri de a conecta astfel de țevi:
- sudare prin priză - în acest caz, un capăt pre-expansat al țevii este plasat în celălalt;
- sudare priză - aici capetele a două elemente sunt conectate între ele folosind un cuplaj.
În cazul îmbinării țevilor cu diametru mare (de la 63 mm), acestea recurg la utilizarea sudării cap la cap. Această metodă de instalare nu necesită elemente de conectare suplimentare, menținând în același timp un grad excelent de fixare a țevii. Pot fi utilizate și fitinguri de dimensiuni adecvate (sudura cu manșon). În prezența țevilor cu un diametru de 40 mm, este mai convenabil să utilizați sudarea manuală, dar elementele mai mari sunt de obicei îmbinate cu ajutorul unui aparat special care pre-aliniază.
Imediat înainte de a începe instalarea sistemului de încălzire, merită încă o dată să luați în considerare cu atenție întregul proces de asamblare a conductei. Se vor evita astfel nuanțe nedorite în momentul exploatării care afectează calitatea asamblarii finale a sistemului de încălzire.
Schema procesului de conectare a țevilor din polipropilenă
Aici prezentăm principalele nuanțe ale modului de conectare a conductelor de încălzire din plastic:
- Timpul optim de încălzire al fierului de lipit este de 5 secunde.
- Temperatura recomandată de topire a polipropilenei este de 270°C. Acest parametru poate fi atins folosind un comutator basculant special instalat pe aparatul de sudura.
- Trebuie remarcat faptul că tehnologia de îmbinare a țevilor sistemului de încălzire va varia în funcție de loc și sezon. Deci, în timpul temperaturilor sub zero sau când se instalează o structură de încălzire în aer liber, timpul de încălzire a țevii fierului de lipit ar trebui să crească ușor sau temperatura ar trebui crescută pentru a topi produsele din polipropilenă.
- În cazul îmbinării țevilor cu diametru mai mare, timpul de topire al materialului va crește ușor și el.
- Timpul recomandat pentru fixarea elementelor cu diametru mare între ele după încălzire este de 30 de secunde sau mai mult.
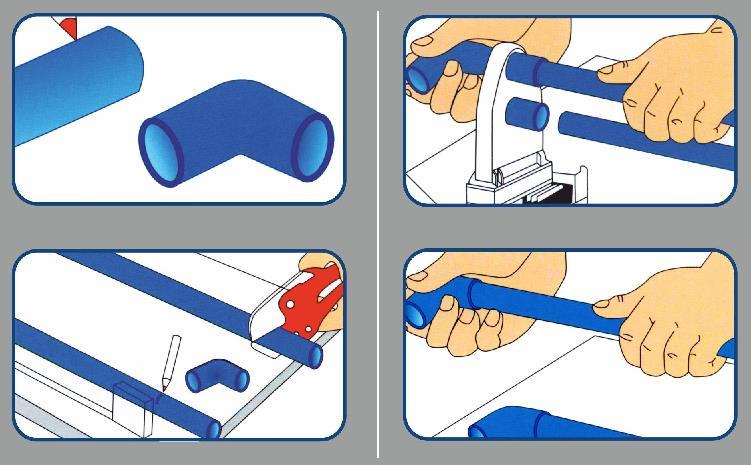
În continuare, trebuie să luați în considerare în detaliu, de fapt, tehnologia țevilor de lipit din polipropilenă:
- După atingerea temperaturii necesare, duzele fierului de lipit pentru țevi din polipropilenă - pentru dimensiunile exterioare și interioare ale secțiunii transversale a țevilor - sunt puse și încălzite simultan de piesele de legătură (cuplaj, țeavă).
- În momentul procesului de încălzire, pe elementele de încălzire se formează „flare”.
- Ca urmare a procesului de încălzire, ambele părți sunt îndepărtate din duze și fixate una cu cealaltă printr-o presiune uniformă ușoară asupra lor din ambele părți una spre alta și fixarea în această poziție. Orice rotații și mișcări inutile în timpul conectării elementelor sunt inacceptabile, deoarece acest lucru poate perturba cusătura rezultată.
- Elementele conectate trebuie menținute timp de 30 de secunde pentru o aderență mai fiabilă a părților sistemului de încălzire. Trebuie adăugat că janta trebuie să fie uniformă pe toată lungimea conexiunii.
După răcirea completă, piesele conectate sunt gata de utilizare.
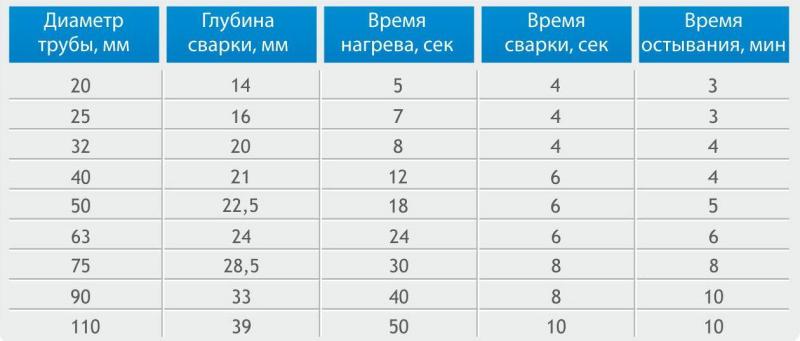
Parametrii procesului de sudare
Modalități de îmbinare a țevilor din metal-plastic și țevi PEX
Elementele metal-plastic și țevile PEX sunt adesea îmbinate folosind aceeași metodă. Aici vom descrie în detaliu tehnologia instalării unei conducte de căldură din materialele de mai sus.
Conectarea țevilor metal-plastic se realizează în două moduri:
- utilizarea fitingurilor de compresie;
- folosind fitinguri de presa (testarea presiunii conductelor de încălzire).
Racord de țeavă cu fitinguri de compresie
Acest tip de fiting este mai convenabil de utilizat. Fitingurile de compresie pot fi folosite și pentru a asambla sistemele de alimentare cu apă rece. Instalarea unei conducte care conduce apă caldă este efectuată și de constructori folosind fitingurile menționate.
La asamblarea conductelor menționate mai sus, nu este nevoie de echipamente speciale pentru cusătura metal-plastic și polipropilenă. Pentru a conecta părțile țevilor, aveți nevoie doar de o pereche de chei și foarfece de tăiere.
Elementele de încălzire sunt conectate conform următorului algoritm de acțiuni:
- Inițial, o piuliță de compresie este plasată la capătul țevii din partea de andocare.
- Apoi, în spatele piuliței trebuie pus un inel de tip despicat, în timp ce marginea inelului trebuie plasată la o distanță de 1 mm față de tăierea țevii.
- Apoi țeava este împinsă până la oprire și fixată pe fitingul. În acest caz, teșirea țevii nu este necesară.
- Piulița de sertizare este instalată cu chei.

Piese de montare prin compresie și procedură de asamblare
La strângerea piuliței, nu se recomandă aplicarea unei forțe excesive, deoarece există o mare probabilitate de tăiere a țevii.
Andocare țevi folosind fitinguri de presare
Fitingurile de tip presat pentru țevi metal-plastic, precum și polipropilena reticulat, fac posibilă conectarea fiabilă a părților sistemului de încălzire. Din păcate, o astfel de construcție nu poate fi separată în viitor. Pentru a efectua instalarea în acest mod, va trebui să utilizați un instrument special de presare.
Pentru a conecta elementele de încălzire menționate anterior folosind fitinguri, trebuie să urmați următoarele instrucțiuni:
- La capătul țevii trebuie pus un manșon filetat de prindere.
- Apoi, un expandor cu secțiunea transversală dorită este plasat în țeavă până când se oprește.
- Mânerele expandatorului sunt conectate încet între ele și fixate în această poziție pentru o perioadă scurtă de timp.
- Racordul este introdus în țeavă. Datorită compoziției sale moleculare unice, țevile se vor micșora, ceea ce va ajuta la fixarea strânsă a fitingului pe țeavă.
- Țeava este presată în siguranță pe fiting folosind o presă manuală sau hidraulică.

Presare cu un instrument special
Caracteristici ale instalării țevilor din polipropilenă
Instalarea echipamentelor suplimentare
La instalarea țevilor din polipropilenă, este necesar să se țină cont de factorul de dilatare termică
Acest lucru este important pentru sistemele de încălzire și conductele de apă caldă. Pentru a face acest lucru, este necesar să instalați compensatoare pe țevile de propilenă.
Principalele funcții ale compensatorilor:
- Absorbția schimbărilor de temperatură și a creșterilor puternice de presiune în sistemul de încălzire și alimentare cu apă.
- Menținerea integrității întregului sistem.
- Creșterea fiabilității conductei de plastic.
De asemenea, puteți distinge între compensatoare după materialul din care sunt fabricate.
Puteți folosi rosturi de dilatare metalice, acestea sunt:
- compensatoare de burduf axiale KSO;
- compensatoare descărcătoare de supratensiune burduf;
- compensatoare de forfecare (KSS);
- compensatoare rotative (KSP);
- compensatoare universale (KSU).
Rosturile de dilatare universale sunt de obicei instalate pe structuri mici.
Există dispozitive cu o legătură flexibilă din materiale elastice. Cele mai frecvent utilizate sunt structurile în formă de U și L, precum și compensatorii în formă de buclă și „șerpi”.

Compensatoare: în formă de buclă (stânga) și în formă de U (dreapta)
Racord filetat cu tevi metalice (american)
Conectarea țevilor din plastic prin metoda filetată nu oferă o rezistență mare a conexiunii. În acest caz, sudarea elementelor acestui design oferă o etanșeitate mai mare. Dacă este imposibil să evitați o conexiune filetată dintr-un motiv oarecare, atunci femeile americane pentru țevi din polipropilenă sunt destul de potrivite.
Acesta este un fiting combinat special detasabil, care are un fir metalic pe o parte și o bază din polipropilenă pe cealaltă. Pe de o parte, va fi înșurubat pe metal, iar pe de altă parte, va fi sudat pe plastic.
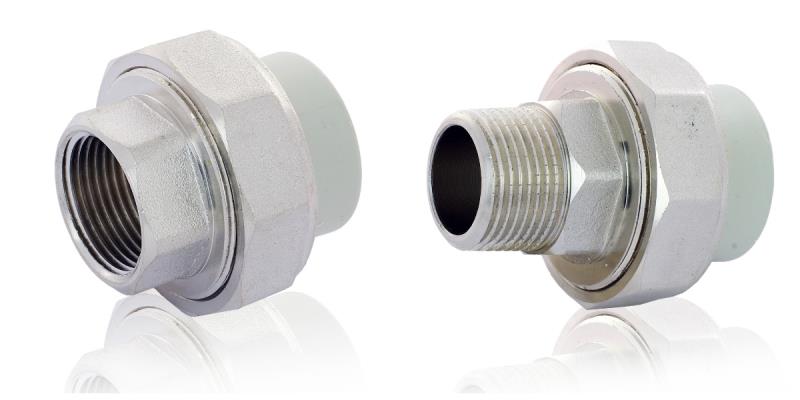
American poate fi folosit de mai multe ori
Utilizarea flanselor
O astfel de conexiune se realizează folosind bucșe adaptoare sudate la capete sau flanșe de oțel cu capac (profil și netede) cu filet pe o parte. Sunt instalate fara sudura. Dintre avantaje, există o fiabilitate ridicată a îmbinărilor care pot rezista la temperaturi ridicate și presiuni de până la 16 atm. Racordarea se poate face pe o conductă de diferite diametre de la 2 la 120 cm.
Andocarea începe cu tragerea flanșei de pe țeavă și punerea unei garnituri de cauciuc. Se instalează la o distanță de cel mult 10 mm de la capăt. Flanșa este mutată la garnitură, o altă țeavă este pregătită în același mod
Șuruburile sunt strânse cu grijă, astfel încât plasticul să nu se spargă.
 Conexiunea cu flanșă a țevilor din plastic
Conexiunea cu flanșă a țevilor din plastic
Sudarea unei țevi de polipropilenă cu fitinguri
Etape principale:
- pregătirea instrumentului necesar.
- planificarea conductelor.
- tăierea țevilor.
- sudarea tevilor si fitingurilor.
Fitingurile și accesoriile sunt de obicei atașate la țevile din plastic prin sudare. Acest lucru va necesita un fier de lipit special, cu mai multe duze, care sunt potrivite ca dimensiune pentru diametrele țevii și fitingurilor. Înainte de a începe sudarea, va fi necesar să curățați zona în care intră fitingul. Pentru a face acest lucru, folia de aluminiu este îndepărtată dacă se folosește o țeavă cu un strat de aluminiu.
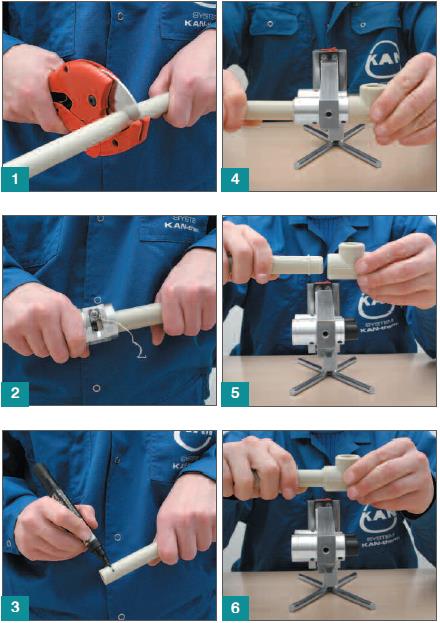
Lipirea unei țevi de polipropilenă cu un fiting
Apoi fitingurile pentru țevile din polipropilenă și țeava în sine sunt încălzite uniform cu un fier de lipit cu o duză adecvată și conectate între ele.
La lipirea pieselor de țeavă și fitingurilor, trebuie evitată rotirea pieselor. Lipirea elementelor trebuie să fie bine fixată în momentul răcirii lor. În caz contrar, conexiunea nu va fi strânsă și se va scurge în timpul funcționării.
Cu o conexiune combinată cu o conductă de apă metalică, va fi necesară o metodă de conectare diferită, inclusiv sudarea și o conexiune filetată. De obicei, o astfel de conexiune combinată este necesară la conectarea echipamentelor sanitare.
În primul rând, înainte de a începe lucrul, opriți ascensoarele și scurgeți apa din sistem. După aceea, vechea alimentare cu apă este demontată.
Pentru a accelera demontarea vechii surse de apă, puteți utiliza pur și simplu mașina de râșniță - tăiați țevile metalice vechi în bucăți.
Procesul de lipire este prezentat în detaliu în videoclipul de mai jos.
După terminarea lucrărilor de demontare, este necesar să scoateți supapele vechi, să curățați cu un cablu partea din conducta de alimentare cu apă care duce la montant și să continuați cu instalarea unei noi supape. Acest lucru va ajuta la evitarea unui blocaj în alimentarea cu apă pe această secțiune veche de alimentare cu apă.
Înainte de instalare, este necesar să puneți filtrul pe mixer. Acest lucru va prelungi durata de viață a mașinii de spălat, care poate fi conectată la sistemul de alimentare cu apă din acest loc.
După toate acestea, puteți instala un fiting combinat. Partea metalică filetată este atașată la malaxor, iar partea din plastic este sudată pe țevi.
Sudarea și instalarea unei părți separate a sistemului de conducte
Când lipiți o conductă de apă din polipropilenă, ei încearcă întotdeauna să instaleze secțiuni individuale ale sursei de apă într-un loc cu un spațiu liber mare și la o înălțime convenabilă. Pentru a face acest lucru, veți avea nevoie de instrumente de bază, un desen și ordinea corectă de lucru.
De obicei, partea cea mai dificilă de lipit este situată pe perete cu două fitinguri de colț, așa că este sudată mai întâi și fixată cu cleme sau manșoane cu dibluri. După aceea, de la armăturile de colț, se realizează instalarea ulterioară a secțiunilor de linie, procedând la lucrările de lipire direct lângă pereți.Pentru ușurința instalării, este necesar să asigurați în prealabil un loc pentru instalarea fierului de lipit pe un suport sau să organizați suspendarea acestuia.

