Proces tehnologic de sudare PP
Sudarea țevilor din polipropilenă se bazează pe capacitatea acestui tip de plastic de a se înmuia atunci când este încălzit la o anumită temperatură, dobândind o stare similară cu plastilina moale. Cu contactul strâns între două părți topite, are loc procesul de penetrare reciprocă (difuzie) a materialelor, rezultând o conexiune puternică, care nu este inferioară ca durabilitate unei structuri holistice.
Există două moduri principale de a conecta țevile din polipropilenă: cap la cap și cuplare. În prima opțiune, capetele pieselor sunt încălzite în același timp cu un fier de lipit cu discuri special, după care sunt conectate între ele; această tehnologie este utilizată pe scară largă la îmbinarea țevilor cu diametru mare în construcțiile industriale.
Atunci când este utilizată în industria construcțiilor pentru instalarea rețelelor de apă și încălzire a țevilor din polipropilenă cu diametre mici (până la 63 mm), metoda cap la cap este absolut nepotrivită din următoarele motive:
- se poate realiza sudarea țevilor din polipropilenă de un singur diametru;
- după andocare, în interiorul conductei se formează o cusătură convexă, care reduce secțiunea transversală a canalului de trecere - aceasta crește semnificativ rezistența hidraulică a unei conducte cu diametru mic și reduce eficiența utilizării acesteia, crește probabilitatea blocajelor.
- legătura are o rezistență mai mică decât cuplarea.
Tehnologia de lipire cu utilizarea racordurilor constă în utilizarea unei piese de tranziție pentru îmbinarea țevilor (un segment al unei țevi convenționale din PP monostrat) cu un diametru interior corespunzător diametrului exterior al segmentelor de țeavă care urmează a fi conectate. Pentru a efectua lucrări cu un fier de lipit special, suprafața exterioară a țevii și manșonul de tranziție interior sunt încălzite simultan, după care piesele sunt conectate rapid manual. O procedură similară cu încălzirea manșonului și a tecii tubulare exterioare se efectuează cu al doilea segment îmbinat. Este clar că, după introducerea în cuplare, capetele ambelor secțiuni de țeavă sunt aproape unite cap la cap, fără o cusătură convexă, iar dacă se folosește un adaptor cu diametre diferite, atunci conductele de orice dimensiune pot fi îmbinate.

Orez. 5 Lipirea țevilor din plastic - un proces tehnologic
Care este durata de viață a țevilor din polipropilenă, la ce temperatură pot rezista
Țevile din polipropilenă s-au dovedit în sistemele de încălzire. Au devenit un înlocuitor demn pentru conductele metalice de încălzire.
Durata de viață a țevilor din polipropilenă nu este mai mică decât durata de viață a țevilor metalice.
Țevile din PP nu se tem de coroziune, rezistente la substanțele chimice care sunt folosite în viața de zi cu zi, în plus, atunci când apa îngheață, nu se prăbușesc. Prin urmare, țevile din polipropilenă pot fi folosite în sistemele de încălzire timp de 25 de ani, iar în conductele de apă rece timp de aproximativ 50 de ani.
Rezistența și fiabilitatea unui sistem de alimentare cu apă din polipropilenă este asigurată și de metoda de conectare a acestora. Se realizează prin sudare. Acest lucru oferă soliditate și putere. În timpul funcționării, nu este nevoie să strângeți constant conexiunile, așa cum este cazul conductelor metalice.
La ce temperatură pot rezista țevile din polipropilenă?
Mulți oameni sunt încă suspicioși de țevile de polipropilenă din sistemele de încălzire. Să vedem ce temperatură pot rezista, care este durata de viață a țevilor din polipropilenă și dacă este posibil să le folosești pentru încălzirea locuinței.
Materialul care este luat pentru fabricarea țevilor este obținut prin polimerizarea polipropilenei cu participarea catalizatorilor metalici. Polipropilena se înmoaie la +140C, acest material se topește la +175C.
Devine evident că expunerea prelungită la temperaturi ridicate și presiune în exces va duce la deformarea conductei.
Producătorii garantează funcționarea normală a țevilor din polipropilenă din sistemul de încălzire la temperaturi de până la + 95C. Dar există încă o marjă de siguranță, care permite o creștere pe termen scurt a temperaturii lichidului de răcire la o temperatură de + 140C. Dar salturi frecvente de temperatură la această valoare vor duce la o reducere a duratei de viață a conductei, deși nu se va topi singură.
Când cumpărați țevi din polipropilenă, trebuie să acordați atenție marcajului acestora. Pentru un sistem de alimentare cu apă rece se folosesc țevi din polipropilenă PN10 până la PN25
Conductele PN20 pot fi folosite până la +60C, iar conductele PN25 pot fi folosite dacă temperatura lichidului de răcire este de până la +95C.
La ce presiune pot rezista conductele din polipropilenă de diferite tipuri?
Mulți cumpărători care decid să instaleze o conductă din polipropilenă pentru alimentarea cu apă rece sau pentru încălzire sunt interesați de câtă presiune pot rezista. Durata de viață a țevilor din polipropilenă va depinde de aceasta. Această întrebare este foarte importantă. Deoarece presiunea din sistemul sanitar sau din sistemul de încălzire, pe care polipropilena o experimentează pe toată perioada de utilizare, afectează durata de viață a produsului. Dacă conducta are o temperatură constantă ridicată, dar o presiune scăzută (sau invers), atunci conducta va dura mult timp. Dar dacă există atât presiune ridicată, cât și temperatură ridicată în sistem în același timp, atunci durata de viață va fi redusă drastic.
Pentru ca conducta să depășească cei 50 de ani promis de producător, este necesar ca presiunea din sistem să fie de 4-6 atmosfere, iar temperatura lichidului de răcire să nu depășească 75 de grade.
Conducte din polipropilenă în sistemul de încălzire
Țevile din polipropilenă sunt acum un material destul de popular pentru instalarea unui sistem de încălzire. Sunt rezistente la deformare, abraziune și se caracterizează printr-o permeabilitate scăzută la oxigen. În plus, rezistă perfect la temperaturi cu un minus, nu se tem de apa înghețată.
Dar, atunci când le alegeți, trebuie să luați în considerare astfel de puncte:
Țevile din polipropilenă sunt rigide, nu se îndoaie. Pentru a crea contururi sau viraje, trebuie să utilizați colțuri, ceea ce nu este întotdeauna convenabil.
Pentru țevile din polipropilenă, fitingurile sunt produse cu o secțiune transversală mare în comparație cu fitingurile altor elemente ale sistemului, de exemplu, radiatoarele. Această circumstanță afectează negativ aspectul sistemului.
Polipropilena se întinde puternic când este încălzită
Dacă sistemul este realizat într-un mod deschis, atunci arată urât din cauza țevilor lăsate.
Este important să nu supraîncălziți țevile în timpul instalării, deoarece trecerea poate scădea atunci când țevile sunt introduse în fitinguri. O astfel de eroare de instalare va duce la o performanță slabă a sistemului de încălzire.
Nu se recomandă utilizarea țevilor din polipropilenă la conductele cazanelor. În camerele cazanelor, temperatura conductelor se schimbă adesea, în timp ce polipropilena nu este un material potrivit pentru astfel de condiții.
Având în vedere toate punctele negative descrise mai sus, atunci țevile din polipropilenă pentru sistemele de încălzire sunt o opțiune bună.
La ce temperatură pot rezista țevile din polipropilenă?
Pentru a determina scopul unei țevi de polipropilenă în aparență, există un marcaj special. Pe lângă producător și numele mărcii, țevii se aplică clasificarea general acceptată.
- denumirea modificării polipropilenei;
- raport proporțional standard;
- diametrul exterior nominal și grosimea peretelui;
- presiunea nominală;
- standardele producatorului.

Temperatura maximă a țevilor PP este de 95 ° C. Acesta este poate singurul dezavantaj al polipropilenei, nu rezistă la temperaturi ridicate. La t 140° materialul devine moale și ușor deformat și se topește la 175°.
Temperatura din sistemele de încălzire nu este, de asemenea, proiectată pentru astfel de indicatori, astfel încât conductele din PP sunt destul de potrivite pentru utilizarea lor pentru conductele de căldură.
Creșterile pe termen scurt ale indicatorilor de temperatură conduc rareori la defecțiuni, dar este important să se ia în considerare faptul că atunci când conductele sunt operate la temperaturi de 100 °, durata lor de viață este redusă semnificativ. Cei 50 de ani declarați de producător se pot transforma de fapt într-un an și jumătate, deoarece durabilitatea depinde nu numai de caracteristicile sale tehnice, ci și de condițiile de funcționare.
Cei 50 de ani declarati de producator se pot transforma de fapt intr-un an si jumatate, deoarece durabilitatea depinde nu numai de caracteristicile sale tehnice, ci si de conditiile de functionare.
Nuanțe la lipirea țevilor din polipropilenă
Lipirea țevilor de propilenă necesită anumite abilități și experiență; atunci când efectuează lucrări, instalatorii fără experiență ar trebui să țină cont de unele dintre nuanțe:
- Țevile din polipropilenă armate cu o carcasă interioară din aluminiu necesită un timp de încălzire puțin mai lung, care poate fi determinat experimental prin efectuarea de experimente de îmbinare a scurtăturilor.
- Țevile PP armate cu aluminiu situate sub o carcasă exterioară subțire de polipropilenă necesită pregătire pentru lipire, este necesar să îndepărtați acest strat de aluminiu până la adâncimea conexiunii cu fitingul, astfel încât folia să nu interfereze cu lipirea. Pentru a face acest lucru, utilizați un dispozitiv special pentru decapare - un aparat de ras, produs în mai multe versiuni: manual și pentru burghiu. Dacă trebuie să vă ocupați de instalarea țevilor PP armate cu aluminiu în volume mari, este mai bine să achiziționați o duză pentru un burghiu (șurubelniță) - îndepărtarea stratului de aluminiu atunci când îl utilizați este mai rapidă și de calitate superioară decât cea a un model perforant.
- Dacă armătura din aluminiu este situată la mijloc între pereții interiori și exteriori ai țevii, de obicei sudorii cu experiență nu curăță țeava. Dar, dacă experiența nu este suficientă, atunci se recomandă utilizarea stripping pentru armarea internă - trimmere. Designul lor diferă de aparatele de ras menționate mai sus prin prezența unui cuțit care taie folia din interior de la capătul țevii.

Orez. 13 Secvența de lipire a țevilor din PP armate de sus cu folie
- Ele nu curăță de murdărie mantaua țevii pieselor îmbinate - această eroare duce la o difuzie slabă a polipropilenei și la o depresurizare suplimentară a îmbinării.
- Nu se poate descurca tăierea la 90 de grade. Eroarea duce la faptul că, atunci când secțiunile de țeavă sunt introduse în duzele de încălzire, acestea nu sunt complet scufundate și, în timpul instalării, se formează prea mult spațiu între capete - acest lucru slăbește conexiunea și duce la acumularea de murdărie în şanţul format.
- Țevile din cuplare sunt îmbinate prea strâns sau nu suficient de adânc, în primul caz, la joncțiune se formează un arbore interior, care reduce diametrul canalului de trecere. Dacă țevile din cuplare sunt amplasate prea departe una de cealaltă, se va forma o canelură internă și caracteristicile de rezistență ale conexiunii se vor deteriora.
- Nu respectați unghiul drept când îmbinați piesele. În absența unui instrument de control, este destul de dificil pentru un instalator începător să mențină un unghi drept, sau mai degrabă alinierea conexiunii, distorsiunile afectează negativ calitatea îmbinărilor și fac dificilă instalarea secțiunilor lungi în pre-tăiate. caneluri drepte.
- Piese subîncălzite sau supraîncălzite. În primul caz, difuzia va fi insuficientă, îmbinarea se va delamina ulterior și va apărea o scurgere, la supraîncălzirea carcasei țevii, va apărea în interior o suprafață care îngustează orificiul de trecere.
- Rotiți sau corectați poziția pieselor în timpul procesului de sudare. Această încălcare a tehnologiei duce la depresurizarea în continuare a conexiunii.
- Nu respectați intervalele de timp la lipire, andocare. Abaterile de la valorile recomandate din tabel conduc la defecte sub formă de supraîncălzire sau subîncălzire a carcasei conductelor, delaminarea acestora și, în consecință, la conexiunea de proastă calitate a pieselor.

Orez. 14 Cum să nu sudăm țevile din polipropilenă
De ce ai nevoie de armare pentru conducte
Pentru a asigura un nivel suficient de căldură în apartamente, este necesar să porniți conducta de retur și să creșteți temperatura apei la 10 ° C. La temperaturi de funcționare apropiate, țevile simple din polipropilenă încep să-și piardă proprietățile și, în plus, o liniară. extinderea dimensiunilor lor este posibilă.
Atunci când așezați conducte cu temperaturi ridicate într-o șapă de beton, acest lucru este deosebit de important.Există posibilitatea de fisurare a betonului și spargerea întregului sistem de încălzire
Pentru a reduce acest efect și a-l elimina complet, țevile din polipropilenă sunt întărite.
Armarea este întărirea capacității portante a materialului de bază al produsului cu un alt material cu un nivel de rezistență mai mare. Astfel, capacitatea de a rezista la temperaturi extreme este crescută. Țevile armate respectă pe deplin standardele sistemului de încălzire și nu se deformează atunci când este crescută semnificativ.
Pentru armarea țevilor din polipropilenă se folosesc materiale:
- folie de aluminiu aplicată pe suprafață;
- stratul interior de aluminiu, situat de-a lungul întregului diametru al țevii, mai aproape de suprafața exterioară;
- strat interior din fibră de sticlă;
- un strat interior care combină fibra și fibra de sticlă.
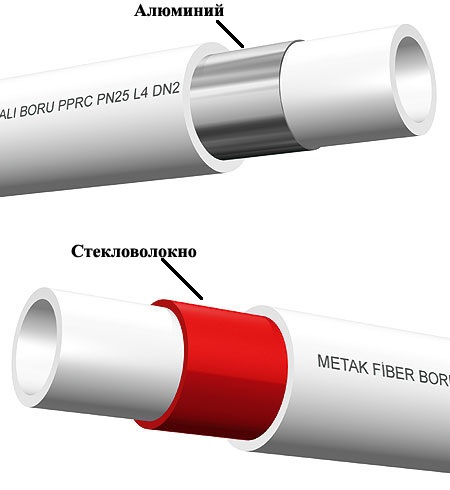
Aluminiul și fibra de sticlă costă aproximativ la fel. Prețul depinde în principal de parametrii țevii în sine și de producător. Cu toate acestea, armătura cu fibră de sticlă are mai multe avantaje față de aluminiu:
- în timpul instalării, curățarea marginii țevii nu este necesară;
- timp scurt de lipire a îmbinărilor (ca în țevile nearmate);
- nu există delaminare internă din cauza fuziunii fibrei de sticlă în polipropilenă;
- crește rezistența produsului.
Există un singur dezavantaj al fibrei de sticlă - dilatarea termică liniară a țevilor armate cu fibră de sticlă este cu 6% mai mare decât cea a țevilor armate cu aluminiu.
Instrucțiuni pas cu pas pentru lipirea țevilor din polipropilenă
Unul dintre principalele avantaje ale conectării țevilor din polipropilenă prin lipire este viteza de instalare, procesul de andocare și pregătirea pentru instalarea ulterioară a țevilor cu cel mai comun diametru de 25 mm nu durează mai mult de 15 secunde. Pentru a face munca fără costuri inutile de timp, ei efectuează în mod responsabil toate operațiunile pregătitoare și apoi montează conducta, respectând cu strictețe procesul tehnologic al operațiunilor.

Orez. 9 Instrument folosit pentru sudarea țevilor PP
1. Pregatirea sculelor si accesoriilor
Înainte de lipirea țevilor din polipropilenă, componentele sunt pregătite: segmente de țeavă, teuri, coturi, cuplaje, adaptoare din plastic pe metal, supape de închidere a supapelor.
Pentru a efectua lucrarea, veți avea nevoie de un fier de lipit și un set de duze, precum și de instrumente auxiliare, dintre care unele sunt incluse în pachetul dispozitivului:
- Tăiător de țevi, de obicei pentru tăierea țevilor, se folosesc foarfece cu un diametru de tăiere maxim admisibil de 40 mm, pentru dimensiuni mai mari se folosesc foarfece mai puternice sau tăietoare cu role.
- Bandă de măsurare, marker sau creion pentru marcarea lungimii pe teaca tubulară.
- Mănuși pentru a proteja mâinile de arsuri în timpul lucrului.
- Nivel pentru verificarea orizontului la instalarea gurii de evacuare a apei.
- Șurubelniță sau cheie hexagonală pentru a fixa accesoriile la fierul de încălzire.

Orez. 10 Etape principale ale sudării PP
2. Marcare și tăiere
Pentru confortul muncii, eliberează spațiu în mijlocul camerei și pun masa la o înălțime convenabilă, toate elementele sunt așezate în jurul perimetrului camerei conform schemei, după care își încep tăierea secvențială cu lipirea. Dacă conducta trece de-a lungul perimetrului încăperii, așezarea începe de la peretele de capăt - este mai convenabil să se efectueze instalarea. Lucrările se desfășoară în următoarea secvență:
- Măsurați secțiunea dorită a țevii și puneți un semn pe suprafața acesteia cu un marker sau un creion, pasând înapoi de la capătul distanței, ținând cont de adâncimea de încălzire.
- Tăiați țeava cu foarfece pentru țevi din polipropilenă, încercând să mențineți cu precizie un unghi de 90 de grade. Dacă unealta este ascuțită ascuțit, atunci nu va exista bavuri pe pereții interiori, iar țeava își va păstra geometria.
- Dacă conducta de la capăt are mici denivelări sau bavuri, atunci, în principiu, aceasta nu este o problemă mare, deoarece atunci când conducta este încălzită, acestea se vor topi în continuare.

Orez. 11 Lipirea țevilor PP - etapele principale
3. Lipire
Pentru lipirea polipropilenei, se folosesc în principal fiare de lipit cu fier plat, lucrul se desfășoară în următoarea ordine:
- Conectați două părți ale duzei la șurubul cu o cheie hexagonală la dispozitiv, conectați-o la rețea și porniți elementul de încălzire sau ambele elemente de încălzire apăsând tastele.
- Indicatorul de temperatură necesar este setat cu un termostat, temperatura standard pentru lipirea țevilor din polipropilenă este de obicei setată la 260 ° C.
- După ce indicatorul își schimbă culoarea în verde, semnalând că elementul de încălzire a atins temperatura de încălzire setată, începe lipirea. La început, este mai bine să efectuați lucrări de probă la tăieturile scurte ale țevilor, după ce s-a determinat timpul optim de menținere (pentru aceasta, se folosește tabelul pentru lipirea țevilor din polipropilenă), încep să sudeze conducta principală.
- Suprafețele exterioare sau interioare ale pieselor de îmbinat se așează simultan din ambele părți în manșoanele de încălzire, încercând să se mențină o poziție strict orizontală a pieselor, pentru a ține mâneca scurtă, se folosesc mănuși care vin cu trusa. După un anumit timp, piesele sunt îndepărtate rapid din fierul de lipit și conectate între ele într-o poziție strict fixă, încercând să le menținem pe aceeași axă pentru timpul alocat.
- După ce timpul de răcire a trecut, ansamblul este gata pentru funcționare ulterioară - lipirea celei de-a doua secțiuni de țeavă în cuplare.

Orez. 12 Aparate de ras pentru îndepărtarea armăturilor exterioare ale țevilor PP și un exemplu de utilizare a acestora