Caracteristicile sudării țevilor de zinc
Decizând cu ce electrozi să gătiți galvanizarea, alegeți marca dorită în funcție de condițiile de funcționare ale produsului sudat în timpul utilizării ulterioare. Sudarea nu este diferită de sudarea convențională, cu excepția unor nuanțe:
- Efectul de temperatură asupra stratului de zinc duce la arderea acestuia cu formarea de gaze toxice, prin urmare, în procesul de sudare, trebuie respectate măsurile de siguranță - folosiți ventilația prin flux și protejați organele respiratorii de gaze.
- Înainte de a efectua lucrări, sudarea de testare trebuie efectuată pe secțiuni scurte de țevi pentru selectarea electrozilor și modul optim de alimentare cu energie.
- Pentru arderea zincului, este nevoie de energie suplimentară, astfel încât curentul de pe aparatul de sudură este setat cu 10% mai mult decât atunci când sudați oțel neacoperit.
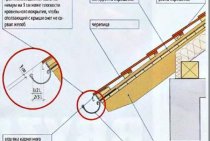
- O cusătură mai bună se obține atunci când se utilizează electrozi rutil (acest lucru este binecunoscut), la sudarea cu electrozi cu un strat de bază, zincul degradează și mai mult calitatea cusăturii, făcând marginile marginilor sale rupte și inegale. Prin urmare, se recomandă ca înainte de sudarea cu electrozi cu învelișul principal, să pregătiți locul viitoarei îmbinări - îndepărtați stratul de zinc cu materiale acide sau abrazive.

Orez. 13 Tratarea suprafeței cu vopsea zincată pentru protecție împotriva coroziunii
Caracteristicile sudurii
Harta tehnologică directă pentru sudarea țevilor zincate prevede anumiți parametri ai lucrării și fluxului de lucru, care trebuie să respecte reglementările. Procesul de sudare trebuie să prevadă anumite caracteristici, al căror scop este de a preveni deteriorarea suprafeței acoperirii galvanizate în timpul sudării tehnologice. Astfel, sudarea electrică a țevilor zincate presupune aplicarea unui flux special pe suprafața învelișului zincat. Acest lucru va preveni arderea zincului în momentul sudării.
 Sudarea tevilor zincate
Sudarea tevilor zincate
Conform procedurii de sudare a țevilor galvanizate, societatea mixtă prevede următorii pași:
- La locul sudării se aplică un compus de flux, care are o stare tehnologică lichid-vâscoasă.
- În procesul de sudare, conexiunea fluxului trece într-o structură diferită, în timp ce are loc topirea, iar fluxul nu emite produse de ardere și nici nu se evaporă, dar sudarea țevilor galvanizate este dăunătoare sănătății, fără utilizarea unor dispozitive speciale de protecție pentru operatorul echipamentului de sudare.
- La sfârșitul sudării tehnologice, la joncțiune se obține o cusătură perfect uniformă și puternică. Suprafața este complet protejată de apariția proceselor de coroziune în viitor.
https://youtube.com/watch?v=QFoiF2vXzVE
Ghid pas cu pas cum să gătiți țevi prin sudare electrică corect
Alegerea electrozilor Varietăți de suduri și îmbinări ale țevilor Lucrări preliminare cu piesele Procesul de sudare Subtilități ale sudării electrice Asamblarea îmbinărilor Lucrul cu îmbinări rotative și fixe Verificarea fiabilității îmbinărilor Reguli de siguranță atunci când lucrați cu o mașină de sudură
În procesul de menaj, există adesea cazuri în care este necesară construirea unui fel de structură din țevi sau profile obișnuite. Adesea, în aceste scopuri sunt utilizate țevi din plastic ușoare și ușor de instalat, precum și produse din oțel cu elemente de fixare filetate. Cu toate acestea, în acest articol vom analiza cum să sudăm corect o țeavă pentru încălzire sau alte sisteme necesare în casa ta, deoarece opțiunile menționate mai sus nu sunt întotdeauna acceptabile și adecvate.
Alegerea electrozilor
Primul lucru de care trebuie să efectuați lucrări de sudură la conductele de încălzire sau alte structuri sunt electrozii. Nu numai fiabilitatea sudurilor obținute și etanșeitatea sistemului, ci și procesul de efectuare a lucrărilor vor depinde de calitatea acestui consumabil.
Un electrod este înțeles ca o tijă subțire de oțel cu o acoperire specială, care permite un arc stabil în procesul de sudare electrică a țevilor și este implicat în formarea unei suduri și, de asemenea, previne oxidarea metalului.
În funcție de tipul de miez, există astfel de electrozi:
- Cu centru care nu se topește. Materialul pentru astfel de produse este grafitul, cărbunele electric sau wolfram.
- Cu centru de topire. În acest caz, miezul este un fir, a cărui grosime depinde de tipul de sudare.
În ceea ce privește carcasa exterioară, mulți electrozi care se găsesc pe piață ar trebui împărțiți în mai multe grupuri.
Deci, acoperirea poate fi:
- Celuloza (gradul C). Aceste produse sunt utilizate în principal pentru lucrări de sudare cu țevi de secțiuni mari. De exemplu, pentru instalarea de conducte pentru transportul gazelor sau apei.
- Acid rutil (RA). Astfel de electrozi sunt optimi pentru sudarea țevilor metalice pentru încălzire sau instalații sanitare. În acest caz, sudura este acoperită cu un strat mic de zgură, care se îndepărtează ușor prin atingere.
- Rutil (RR). Acest tip de electrod face posibilă obținerea cusăturilor de sudură foarte precise, iar zgura formată în timpul funcționării se îndepărtează foarte ușor. În cea mai mare parte, astfel de electrozi sunt utilizați în locurile îmbinărilor de colț sau la sudarea celui de-al doilea sau al treilea strat.
- Celuloza rutila (RC). Astfel de electrozi pot efectua suduri în absolut orice plan. În special, ele sunt folosite foarte activ pentru a crea o cusătură verticală lungă.
- de bază (B)
Varietăți de suduri și îmbinări
Sudarea țevilor de oțel se realizează cu o mașină de sudură folosind metoda de topire. Mașina de sudură formează un curent continuu din curent alternativ și, prin intermediul unui arc electric, încălzește o zonă locală a produsului la temperatura dorită. Formarea unui arc electric are loc pe o tijă metalică (electrod). Acolo unde funcționează arcul se formează o atmosferă specială care, atunci când metalul se topește, nu îi permite să se oxideze. Datorită cusăturii sudate de înaltă calitate, scurgerile sunt complet excluse, deoarece conexiunea este etanșată.
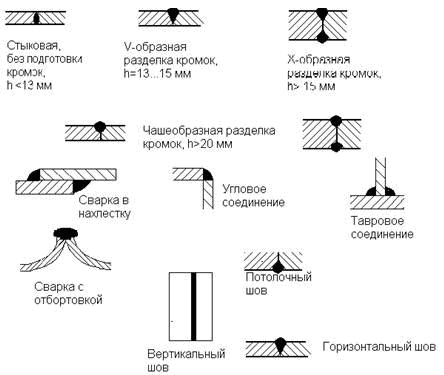
Există multe moduri de a sutura. Ce metodă să alegeți depinde de grosimea țevilor și de materialul din care sunt fabricate. Principalele tipuri de cusături:
- în Taur;
- fund;
- suprapune;
- unghiular.
De asemenea, este important să se ia în considerare locația conductelor una în raport cu cealaltă:
- cusătură de jos. În timpul sudării, electrodul este plasat peste elementele de îmbinat. Cu această metodă, sudorul poate vedea clar toate zonele sudate, așa că această metodă este cea mai convenabilă.
- Cusătură de tavan. Electrodul este plasat sub elementul de sudat. În acest caz, operatorul își ridică mâna și o ține deasupra capului, astfel încât această metodă este utilizată numai în timpul reparațiilor sau la înlocuirea unei secțiuni de țeavă deformată. La aranjarea unui sistem nou, acesta nu este utilizat.
- cusătură verticală. Această metodă de conectare este utilizată dacă 2 conducte sunt amplasate orizontal. Sudorul mută electrodul în sus și în jos și de jos în sus (în direcția verticală).
- Cusătură orizontală. Adesea, conexiunile orizontale fac instalarea sistemelor de încălzire și instalații sanitare. În acest caz, cele două țevi sunt în poziție verticală.
Este posibilă sudarea țevilor galvanizate
Regulile pentru asamblarea conductelor sunt determinate de GOST. Cu toate acestea, cerințele standard nu sunt potrivite pentru lucrul cu țevi galvanizate. Stratul protector de zinc fierbe la o temperatură de 906 grade Celsius. Cu toate acestea, baza trebuie încălzită la 1200 de grade.Din acest motiv, au fost introduse inovații, conform cărora au fost indicate două modalități posibile de rezolvare a problemei:
- Sudarea folosind flux. Compoziția nu trebuie să conțină componente care se dizolvă în apă.
- Timp de sudare redus. Deci zincul nu are timp să se evapore. Pentru a finaliza munca mai repede, trebuie să creșteți temperatura folosind regulatorul de curent.
Sudorul alege metoda în funcție de situație, cerințe tehnice.