Tipuri de țevi din polipropilenă
Durata de viață a produselor depinde de temperatura mediului și de presiunea creată în ele. Cu alegerea corectă a tipului de material, este posibil să-și extindă semnificativ capacitățile operaționale.
Există 4 tipuri de materiale pentru conducte care au caracteristici diferite în funcție de temperatura de funcționare a acestora.
|
Tipul de produs și marcajul corespunzător |
Scop | Temperatura medie, С |
Presiune de lucru, MPa |
|
PN10 |
Pentru alimentare cu apă rece și încălzire prin pardoseală | 20 pentru alimentare cu apă rece, 45 pentru pardoseli de sistem cald | 1 |
| PN16 | Pentru alimentarea cu apa rece si calda | Până la 60 |
1,6 |
|
PN20 |
Pentru alimentarea cu apa calda | Până la 80 | 2 |
| PN25 | Pentru sisteme de incalzire centrala, produse armate, sisteme de alimentare cu apa calda | Până la 95 |
2,5 |
Materialele PN10 se referă la produse destinate alimentării cu apă rece. Nu sunt capabili să reziste la temperatura ridicată a mediului. Al doilea tip, marcat PN16, se referă la produse de tip mixt și este conceput pentru alimentarea cu apă rece și caldă, dar cu o temperatură de funcționare limitată. PN20 și PN25 sunt materiale destinate alimentării cu apă caldă. Astfel de conducte sunt capabile să reziste la temperaturi ridicate, iar produsele marcate PN25 sunt întărite suplimentar cu metal, ceea ce le crește durata de viață și capacitatea de a rezista la condiții de presiune și temperatură ridicate.
Kit de sudare a conductelor
Dacă sudarea produselor din polipropilenă trebuie efectuată în mod regulat, atunci este recomandabil să achiziționați un kit special de sudură, care este vândut imediat într-o valiză adecvată. Costul său mediu este de aproximativ o sută de dolari și constă în:

- element de încălzire;
- Duze din teflon de diferite dimensiuni;
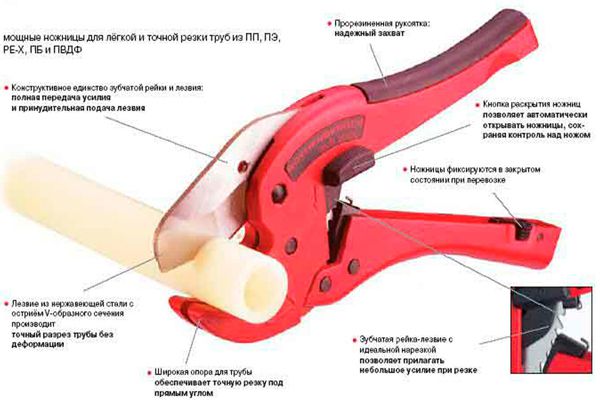
- foarfece pentru tăierea țevilor din polipropilenă;
- șuruburi care sunt atașate la elementul de încălzire al duzei;
- nivel;
- suporturi pentru elementul de încălzire;
- hexagon pentru strângerea șuruburilor.
În cazul în care lucrările de sudare sunt efectuate din când în când, este mai rațional să închiriați echipamente de sudură.
Tipuri și scop
Țevile din polipropilenă sunt disponibile în patru culori - verde, gri, alb și negru. Doar cele negre diferă în caracteristici - au rezistență crescută la radiațiile ultraviolete și sunt utilizate atunci când se așează un sistem de irigare pe sol. Toate celelalte au caracteristici similare și sunt așezate în interior sau îngropate în pământ.
După programare, țevile din polipropilenă sunt de următoarele tipuri:
- Pentru apa rece (temperatura de pana la +45°C). Este ușor să le distingem prin dunga albastră longitudinală.
- Pentru alimentare cu apă caldă (încălzire până la +85°C). O trăsătură distinctivă este o dungă roșie.
-
Universal (incalzire maxima pana la +65-75°C in functie de producator). Două dungi sunt aplicate una lângă alta - albastru și roșu.
Atat pentru apa rece cat si pentru apa calda, exista conducte cu caracteristici diferite. Aceasta este afișată în etichetă:
- PN10 sunt utilizate exclusiv în sistemele de alimentare cu apă rece (până la +45°C) cu presiune scăzută (până la 1 MPa). Au o grosime mică a peretelui. Nu este potrivit pentru clădiri înalte.
- PN16. Ele sunt adesea etichetate ca universale, dar mai des folosite pentru apă rece - rezistă la încălzirea mediului până la + 65 ° C și la presiune de până la 1,6 MPa.
- PN20. Conductele cu pereți groși, care pot transporta mediu cu temperaturi de până la +80°C, rezistă la presiuni de până la 2 MPa. Folosit în distribuția de apă caldă și sisteme de încălzire.
- PN25. Acestea sunt țevi din polipropilenă armată (folie sau fibră de sticlă). Datorită prezenței unui strat de armare, acestea au adesea o grosime a peretelui mai mică decât PN20. Temperatura medie de încălzire - până la +95°C, presiune - până la 2,5 MPa. Sunt folosite pentru alimentarea cu apă caldă și încălzire.
Toate sunt produse în diferite diametre - până la 600 mm, dar în apartamente și case private sunt utilizate în principal în dimensiuni de la 16 mm la 110 mm.
Vă rugăm să rețineți că diametrul interior este indicat, deoarece grosimea peretelui poate varia.
Etapa a doua. Sudarea țevilor din polipropilenă

Această procedură va necesita un ferăstrău electric (de tăiat polipropilenă) și un echipament special de sudare.

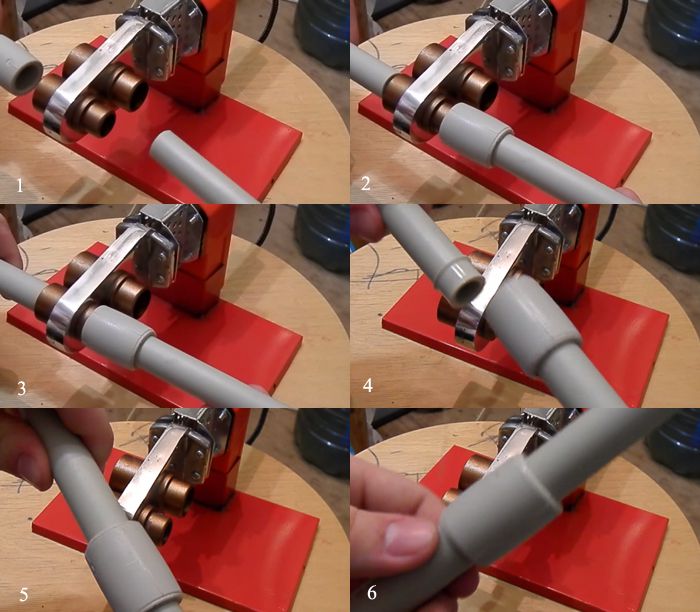
Primul pas.
În timp ce aparatul se încălzește, se iau măsurătorile necesare, se marchează și se taie țevile.
Pasul doi.
Capetele produselor care sunt planificate a fi interconectate sunt curățate și degresate cu grijă.
Pasul trei.
Folosind un creion, se marchează adâncimea de intrare a fiecărui produs în manșon. Este caracteristic ca, în același timp, să existe un spațiu de cel puțin milimetru, astfel încât țevile să nu se lipească de cuplarea fitingului.
Pasul patru.
Pe manșon se pune o țeavă PP cu fiting în conformitate cu marcajele făcute, iar încălzirea tuturor elementelor trebuie să aibă loc simultan.
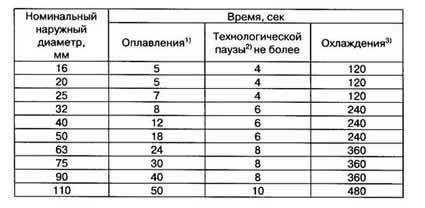
Durata încălzirii depinde nu numai de diametrul produselor, ci și de adâncimea sudurii (aceasta poate fi găsită în tabelul de mai jos).
Pasul cinci.
După o anumită perioadă de timp, produsele sunt îndepărtate și conectate, cu puțin efort, așezându-se una pe alta. În același timp, este interzisă rotirea elementelor de-a lungul liniei axiale.

Pasul șase.
În câteva secunde de la conectare, se efectuează reglarea primară, apoi elementele sunt în sfârșit fixate.

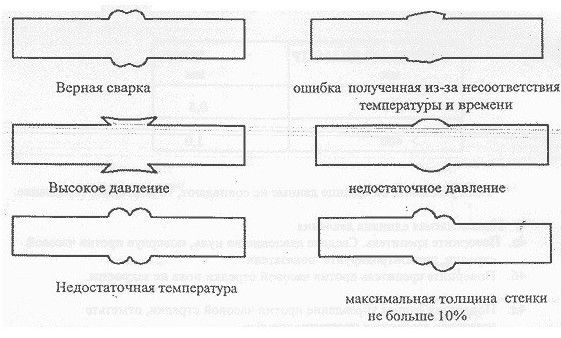
Dacă nu există goluri rămase la joncțiune, atunci aceasta (conexiunea) poate fi considerată de înaltă calitate.
Fabricarea aparatelor de sudura
Având în vedere faptul că unul mai mult sau mai puțin bun costă peste o mie de ruble, este mai ieftin să îl închiriezi sau să îl faci singur. Dacă acesta din urmă a fost ales, atunci pentru muncă ar trebui să vă pregătiți:

Secvența acțiunilor ar trebui să fie după cum urmează.
Primul pas.
Pentru a îmbunătăți transferul de căldură, talpa fierului este tratată cu pastă termică, apoi se fixează un manșon de teflon. Locația acestuia din urmă este determinată în prealabil - partea largă în sus sau în jos.
Pasul doi.
Un „nas” ascuțit este tăiat pentru o muncă mai convenabilă lângă pereți.
Pasul trei.
Încălzirea fierului de călcat se efectuează până când dispozitivul se oprește a doua oară.
Pasul patru.
Este bine dacă fierul de călcat este echipat cu un senzor de temperatură - acest lucru vă va permite să determinați cu exactitate temperatura de încălzire. Dar există o cale mai ușoară - prin plumb. Acest metal se topește la 230ᵒС și mai mult, ceea ce coincide aproximativ cu temperatura necesară pentru sudare.
Tehnologia ulterioară este identică cu cea descrisă mai sus.
Instrumente necesare
Montaj;
Țevi de polipropilenă în sine;
Aparate speciale pentru sudarea unor astfel de țevi;
Aparat de sudura
Un ferăstrău pentru tăierea lor, un tăietor special este adesea vândut complet cu o mașină de sudură; pentru volume mari de lucru, puteți utiliza un tăietor inel sau foarfece speciale;
Degresant (alcool etilic sau izobutilic); În acest caz, utilizarea acetonei este interzisă, deoarece este capabilă să înmoaie plasticul;
Teșitor: Interiorul său seamănă cu un ascuțitor de creion, cu toate acestea, deoarece teșirea trebuie tăiată uniform, cuțitele sunt într-un unghi diferit; puteți înlocui teșitorul cu o pila obișnuită și un cuțit;
 Teșitor pentru țevi din plastic
Teșitor pentru țevi din plastic
Razor: un instrument pentru îndepărtarea stratului armat (dacă conductele noastre au un strat de armare).
 Aparat de ras
Aparat de ras
Sfat.
Conductele care se potrivesc aproape de centrala de incalzire (la o distanta mai mica de jumatate de metru) trebuie sa fie realizate numai din metal. Ele sunt conectate la polipropilenă folosind adaptoare de la o îmbinare sudată la una filetată.
Lucrul cu țevi din polipropilenă
Sistemul de instalare a țevilor din polipropilenă de astăzi include toate elementele necesare pentru conectarea țevilor de diferite dimensiuni, contururi, fitinguri, elemente de fixare și incluziuni.Procesul de asamblare este destul de simplu și, cu abilitățile necesare, este rapid.
Setul de elemente poate fi personalizat așa cum doriți, astfel încât rezultatul să fie un sistem complet unic. Complexitatea și echipamentul depind doar de preferințele și dorințele clientului, adică dumneavoastră. Singura caracteristică pe care unii o atribuie dezavantajelor polipropilenei este metoda de conectare sudată. După sudare, nu mai este posibilă separarea țevilor și corectarea erorii. Prin urmare, trebuie să vă gândiți la totul în avans și să încercați să evitați inexactitățile în acțiuni.
Dacă descompunem procesul de sudare a țevilor în pași separați, va arăta astfel:
- Cu un fier de lipit pentru polipropilenă, este necesar să încălziți ambele părți pe care doriți să le atașați una de alta.
- După ce trebuie să conectați părțile încălzite;
- După o perioadă scurtă de timp, îndepărtați elementele deja fixate din aparat.
Sudarea oferă elementelor o legătură atât de puternică încât este aproape imposibil să se separe piesele fără a le rupe. De aceea, țevile din polipropilenă sunt considerate a fi de înaltă calitate, durabile și capabile să reziste la aproape orice presiune.
Principalele etape de lucru
1. Luăm o țeavă de dimensiunea potrivită.
2. Curatam marginile acestuia de bavurile formate in timpul taierii cu pila sau tesita.
3. Marcam cu un creion la capatul conductei (vezi foto) ce sectiune trebuie sa topim, adica conturam locul in care se va pune fitingul.
 Conturăm locul lipirii cu un creion
Conturăm locul lipirii cu un creion
4. Prelucram teava si montajul cu un agent de degresare.
5. Fixați ferm mașina de sudură pe masă.
6. Setul său include duze de diferite diametre. Luăm duzele necesare (una pentru fiting și una pentru țeavă) și le fixăm pe ambele părți ale dispozitivului.
7. Setați temperatura la 260°.
8. Imediat ce se sting luminile (asta înseamnă că dispozitivul s-a încălzit suficient), poți începe să lucrezi. Timpul mediu de încălzire este de 2-3 minute.
9. Punem duze fierbinți (sunt două) un fiting și o țeavă până la un semn de creion. Prea multă presiune asupra pieselor care urmează să fie sudate sau rotiți-le nu ar trebui să fie.
 Aparat de sudura cap la cap. Fitingul și țeava sunt puse pe duze fierbinți
Aparat de sudura cap la cap. Fitingul și țeava sunt puse pe duze fierbinți
10. Numărăm timpul prescris. Timpul de încălzire este întotdeauna indicat în instrucțiuni. De exemplu, pentru o țeavă de 25 mm este exact 7 secunde).
 Timpul de încălzire al dispozitivului depinde de diametrul conductei
Timpul de încălzire al dispozitivului depinde de diametrul conductei
11. Scoateți rapid și precis piesele încălzite, ținând ușor aparatul de sudură.
12. Le conectăm între ele. Presiunea excesivă asupra lor sau rotația este, de asemenea, inacceptabilă.
13. Așteptăm câteva secunde.
14. Dacă am făcut totul bine, obținem o legătură perfect uniformă, omogenă.
Stratul armat de pe segmentul conexiunii trebuie îndepărtat, altfel conexiunea va fi neomogenă și fragilă;
La cumpărarea unui dispozitiv, nu este necesar să cheltuiți bani în plus și să achiziționați un model cu termostat, deoarece avem nevoie de un singur regim de temperatură de 260 ° C; utilizarea altor moduri poate duce la o conexiune slabă;
Apa trebuie să curgă liber prin conducte; pentru ca la locul lipirii să nu se formeze un obstacol sub formă de plastic înghețat, nu puneți prea multă presiune asupra pieselor topite la conectare; cu toate acestea, presiunea scăzută este, de asemenea, inacceptabilă - lungimea conexiunii pentru o fixare fiabilă nu va fi suficientă; acest lucru poate duce la formarea de turbulențe și scăderi de presiune în sistem;
Regula de bază a unei astfel de lipiri este: fitingul este pus mai întâi pe duză și abia apoi pe țeavă; numărătoarea inversă începe când ambele părți sunt pe mașină;
Polipropilena se prinde în 4-8 secunde, dar nu ar trebui să o lăsați imediat - pentru a îngheța complet, trebuie să așteptați 20-30 de secunde;
Piesele în timpul răcirii trebuie să fie nemișcate, cea mai mică schimbare poate rupe etanșeitatea conexiunii; prin urmare, înainte de lipire, este mai bine să pregătiți cleme speciale pentru fixarea lor; le poti face din orice bara de lemn sau sarma rezistenta;
Răcirea nodului rezultat cu apă sau un jet de aer rece este interzisă - conexiunea va fi fragilă;
Nu încălziți țeava și fitingul mai mult decât timpul alocat - polipropilena se va deforma; cu mai puțin timp pentru încălzire, conectarea pieselor va fi dificilă;
Cu o sudură adecvată, o parte din plastic ar trebui să formeze un aflux ușor pe manșon;
Puteți verifica calitatea lucrării dumneavoastră tăind secțiunea conectată în jumătate; ar trebui să vedeți la joncțiune o legătură uniformă monolitică fără deformații și goluri.
Sistem de canalizare din conducte PP
După cum sa menționat mai devreme, țevile din polipropilenă sunt utilizate în mod activ astăzi în aranjament. Procedura de instalare în acest caz are propriile sale nuanțe.

Canalizare interioara
Există o serie de reguli care trebuie respectate atunci când instalați canalizare în casă.
- Conducta este așezată la un unghi în direcția coloanei de canalizare (aproximativ 3 cm pe metru liniar).
- Dacă camera nu este încălzită, atunci conductele sunt izolate suplimentar cu vată minerală.
- Nu faceți viraje strânse la un unghi de 90ᵒ, în schimb se folosesc așa-numitele semi-curburi.
- Ventilația tip ventilator este o componentă obligatorie a sistemului de canalizare, care va împiedica pătrunderea unui miros neplăcut în locuință.
- Toaleta este conectată numai după chiuvetă, altfel etanșarea apei se va rupe.
Canalizare exterior

Primul pas.
Diametrul țevilor este determinat, în funcție în principal de numărul de persoane care locuiesc în casă.
Pasul doi.
Un șanț este săpat de la canalul de canalizare la o fosă septică sau o groapă. În același timp, se observă o pantă, în funcție de linia de îngheț a solului, sau conducta este izolată cu vată minerală.


Pasul trei.
Fundul este acoperit cu o „pernă” de nisip. Grosimea sa ar trebui să fie de cel puțin 20 cm.
Pasul patru.
Conducta este în curs de instalare
Este important să se evite posibilele slăbiri, altfel conexiunile se vor prăbuși în curând.
Găurirea are loc folosind un vârf de oțel în formă de con. Tehnologie similară este utilizată în construcția:
Forarea orizontală a unui șanț pentru conductă se realizează folosind echipamente speciale cu pompe cu cric cu acțiune sub presiune. Găurirea are loc folosind un vârf de oțel în formă de con. Tehnologie similară este utilizată în construcția:
- drumuri auto și feroviare;
- conducte la subsoluri;
- autostrăzi către puţurile de lucru.
Instalarea de către dvs. a unei conducte PP va ajuta la economisirea mult, dar numai dacă este făcută corect.
Produsele din polipropilenă sunt utilizate, de regulă, la crearea sistemelor de drenaj și irigare, precum și la așezarea unui sistem de alimentare cu apă sau la amenajarea unui sistem de încălzire. Polipropilena aparține clasei de poliolefine, ceea ce înseamnă că toate produsele realizate din acest material se disting printr-un grad ridicat de siguranță a mediului.
În plus, sistemele de drenaj din polipropilenă pot dura foarte mult timp, în timp ce costul funcționării lor va fi minim. Cu toate acestea, atunci când lucrați cu astfel de produse, trebuie să știți cum se sudează țevile din polipropilenă astfel încât să se evite deformarea acestora
și prevenirea scurgerilor.
Sudare DIY
Lucrările trebuie efectuate într-o zonă bine ventilată. Polipropilena, atunci când este încălzită, este capabilă să elibereze substanțe toxice și pot fi dăunătoare sănătății, provocând otrăvire.
Instrucțiuni pas cu pas pentru sudare:
- În primul rând, duza necesară de dimensiunea corectă este instalată pe fierul de lipit;
- Pentru a topi polipropilena trebuie atinsă o temperatură de 260 de grade;
- Pregătiți piesele pentru conectare, efectuați curățarea și amplasarea corectă a acestora;
- Apoi fierul de lipit este pus în funcțiune;
- Este necesar să așteptați timpul necesar pentru încălzire, iar acest lucru este indicat de culoarea verde a senzorului.
 Când lipiți, este mai bine să plasați dispozitivul în așa fel încât să stea constant
Când lipiți, este mai bine să plasați dispozitivul în așa fel încât să stea constant
Apoi țeava și fitingul sunt puse simultan pe semifabricat și pe unealta de lipit. Țeava este introdusă în interiorul semifabricatului. Fitingul este amplasat pe exterior. Este împins până la capăt, iar țeava este împinsă până la marcajul final. Principalul lucru este să păstrați timpul corect.
Dacă unealta se încălzește prost, atunci nivelul de difuzie va fi mic, iar acest lucru va încălca calitatea aliajului. O temperatură ridicată va duce la supraîncălzirea pieselor. Timpul optim depinde de diametrul țevii și fitingurilor.
După încălzire, este important să andocați imediat. Principala regulă de procedură este respectarea tolerabilității
Primele câteva secunde permit o corecție, dar nu este permisă întoarcerea. În același timp, se cere să nu se grăbească și să nu tragă, aderând la mijlocul de aur.
Etapa a treia. Instalarea conductei
Când așezați autostrada veți avea nevoie de:
- conducte;
- tricouri;
- Supape cu bilă;
- dopuri;
- adaptoare;
- curbe;
- cuplaje;
- elemente de legătură detașabile;
- fitinguri filetate;
- cleme de plastic.
In primul rand se realizeaza montarea elementelor principale ale sistemului (sanitarie, calorifere, boilere etc.), dupa care, in conformitate cu proiectul intocmit, se marcheaza viitoarea autostrada. Elementele conductei sunt interconectate prin intermediul unor cuplaje.
Dacă vorbim de încălzire sau apă caldă, atunci se ține cont de dilatarea termică. Pentru a compensa cele din urmă, este de dorit să folosiți conexiuni mobile. La instalarea unei conducte închise, pereții sunt mai întâi tăiați (se face o canelură în locurile adecvate cu o lățime de două diametre ale țevii).
Conducta poate fi umplută cu lichid numai după ce a trecut o oră de la sfârșitul instalării. Un test hidraulic poate fi efectuat numai după o zi.


De ce polipropilenă
Astăzi, producătorii de țevi oferă o gamă largă de produse pentru instalarea sistemelor de alimentare cu apă, de canalizare sau de încălzire. Puteți achiziționa țevi din metal-plastic, metal sau polipropilenă. Astăzi, un număr tot mai mare de consumatori preferă să aleagă țevi din polipropilenă, care au o mulțime de avantaje:
- nu se corodează;
- Ușor de instalat;
- nu necesită reparații constante;
- durabil și fiabil în funcționare;
- poate fi așezat în interiorul unui perete sau al podelei;
- sunt semnificativ mai ieftine decât țevile metalice.
Tevile din polipropilena pot fi folosite pentru instalarea sistemelor de incalzire, pentru conductele de apa si pentru canalizare.
Ce țevi sunt potrivite pentru tine
Pentru a alege țevile din polipropilenă, trebuie să știți:
- condițiile în care vor fi exploatate conductele;
- presiunea fluidului în sistem și temperatura acestuia;
- debitul necesar al produsului, care determină diametrul de lucru.
Țevile din polipropilenă au un marcaj special în funcție de scopul produsului.
- PPH
- ventilatie, alimentare cu apa rece. - PPB
– sisteme de alimentare cu apă rece, încălzire. - PPR
– sisteme de alimentare cu apă caldă și rece, încălzire.
Conducte cu marcaj PPR
- sunt universale. Prin urmare, acestea sunt cele mai căutate. Sunt foarte rezistente atât la temperaturi înalte, cât și la cele negative.
Prima etapă. Redactarea unui proiect
Lucrările de instalare ar trebui să înceapă cu proiectarea viitoarei autostrăzi. Un criteriu important aici este ergonomia, astfel încât numărul de spire și elementele de legătură să fie menținut la minimum.

La amenajarea sistemului de încălzire, este deosebit de important un proiect bine conceput, în care amplasarea unor elemente precum:
- cuplaje;
- adaptoare;
- elemente de fixare;
- colțuri;
- echipamente de incalzire.
Linia este conectată la radiatoare într-o manieră cu una sau două conducte, din lateral sau de jos.

Instalatii sanitare

Aici, autostrada este conectată la un sistem centralizat pentru alimentarea instalațiilor sanitare necesare - vas de toaletă, chiuvete, boiler etc. Există două moduri de a efectua cablarea.
Metoda numărul 1.
Deschide opțiunea. Țevile orizontale sunt instalate ușor deasupra nivelului podelei, iar țevile verticale sunt instalate exclusiv la colțuri. Toate acestea fac ca conducta să fie mai puțin vizibilă.
Metoda numărul 2.
Opțiune închisă. Este extrem de dificil de efectuat, deoarece presupune efectuarea preliminară a celor mai precise calcule. Conductele (neapărat solide) sunt înfipte în pereți, iar fiecare îmbinare ar trebui să aibă acces liber.

În plus, instalațiile sanitare pot fi:
- tip secvențial (opțiunea cea mai bugetară și cea mai ușor de implementat);
- tip de colector (se folosește un colector la alimentarea cu apă);
- cu prize de trecere (puțin populare).
Etapele procesului de sudare de lucru
După ce ați măsurat lungimea necesară a țevii, faceți un semn pe ea cu un marker. Cu un tăietor de țevi sau foarfece, tăiați produsul la un unghi de 90º față de axă. Instrumentul trebuie să fie suficient de ascuțit pentru ca țeava să nu se deformeze.

Conducta este tăiată la un unghi de 90º față de axă
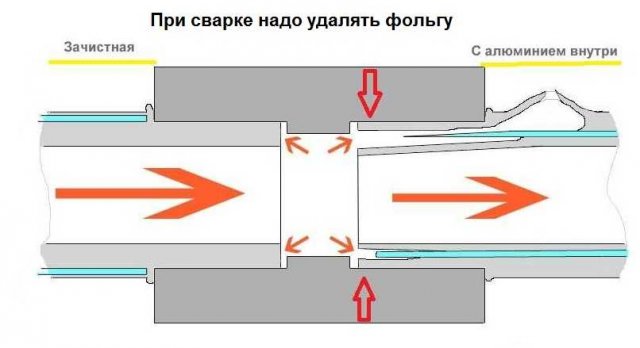
Marginea produsului ranforsat trebuie curatata, scapandu-se de stratul superior si de folie. Fără această etapă, folia de aluminiu, care face parte din țevi, va intra în contact cu lichidul în timpul funcționării. Ca urmare, coroziunea stratului armat va duce la o încălcare a integrității cusăturii. O astfel de conexiune se va scurge în timp.

Se curăță marginea țevilor armate
Pentru produsele nearmate la capătul țevii, este indicată adâncimea de sudare, concentrându-se pe lungimea manșonului de montaj. Un alt punct important în pregătirea țevilor pentru sudare este degresarea suprafeței. Tratarea joncțiunii cu alcool va asigura un contact mai sigur al pieselor.
Pregătirea aparatului de sudură
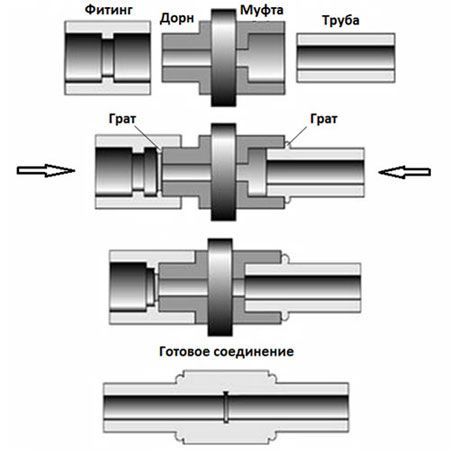
Înainte de a suda țevile din plastic, este necesar să pregătiți aparatul de sudură. Dispozitivul portabil este fixat pe o suprafață plană. Piesele mașinii trebuie să fie curate și fără defecte. Curățați-le cu o cârpă înmuiată în alcool. Elementele de încălzire sunt pornite atunci când unealta este oprită. Un dorn este folosit pentru a fuziona un fiting, un manșon este folosit pentru a fuziona o țeavă.

Timpul de încălzire a pieselor pentru sudare este determinat conform tabelului
Apoi dispozitivul este conectat la rețea. În același timp, indicatoarele situate pe corpul unității ar trebui să se aprindă. Una dintre ele semnalează că dispozitivul este conectat la rețea. Al doilea, după ce atinge temperatura de încălzire necesară, ar trebui să se stingă. După ce indicatorul se stinge, este de dorit ca cinci minute să treacă și abia apoi să înceapă procesul de sudare. Acest timp depinde de temperatura mediului ambiant și durează de la 10 minute până la o jumătate de oră.
Care este procesul de sudare?
După încălzirea aparatului, puneți fitingul pe dorn și introduceți țeava în manșon. Acest lucru se face în același timp și cu puțin efort.

După încălzirea dispozitivului, puneți fitingul pe dorn și introduceți țeava în manșon
Pentru a ști cum să sudezi corect țevile din polipropilenă, este necesar să ții cont de timpul de încălzire. Perioada corectă va permite pieselor să se încălzească la temperatura necesară și să nu se topească. Depinde de diametrul conductei.
După perioada de timp necesară, piesele sunt scoase din aparat și conectate. În acest caz, țeava trebuie să intre în fiting strict până la marcaj. În timpul acestui proces, este interzisă rotirea pieselor de-a lungul axei.

În procesul de conectare a pieselor, este interzisă rotirea produselor de-a lungul axei
După îmbinarea pieselor, impactul mecanic asupra cusăturii nu este permis până când aceasta s-a răcit complet. Sub rezerva tehnologiei, rezultatul ar trebui să fie o cusătură puternică și strânsă.
Articolul oferă recomandările necesare despre cum să sudați corect țevile, cu o descriere detaliată a fiecărei etape. Punând în practică aceste sfaturi, puteți conduce independent o conductă pentru alimentarea cu apă sau încălzire. Principalul lucru este să alegeți țevile potrivite și să urmați tehnologia procesului. Abia atunci conducta de polipropilenă va servi mult timp și neîntrerupt.
Fonta nu a fost folosită de mult timp în sistemele moderne de alimentare cu apă și încălzire. A fost înlocuit cu plastic ușor, ușor de instalat și non-coroziv. Astăzi vom vorbi despre sudarea țevilor din polipropilenă cu propriile mâini pentru începători - principalele etape ale acestui proces și complexitățile sale.
De ce polipropilena este mai bună pentru sudare decât metalul
O varietate de coturi și fitinguri, precum și coturi de profil și rotunde din polipropilenă sunt populare pe măsură, deoarece:
- După ce sunt sudate corespunzător, formează piese monolitice care pot dura mai mult de cincizeci de ani.
- În timpul funcționării, acestea nu își reduc debitul.
- Au o rezistență foarte mare la diverse substanțe chimice de uz casnic.
- Costul unor astfel de produse este de câteva ori mai mic decât costul unor produse similare fabricate din metal.
În plus, dacă produsul este selectat corect și sudarea se face cu o calitate înaltă, atunci putem spune că țevile din polipropilenă în multe cazuri sunt pur și simplu un element ideal al sistemului corespunzător, inclusiv.