Cum să îndoiți țevile de plastic folosind un îndoitor de țevi
În procesul de asamblare a conductei, este adesea necesară îndoirea conductei. Dacă pentru instalare se folosesc produse metal-plastic, atunci această lucrare nu este o sarcină foarte dificilă. Metal-plasticul este un material plastic, dar atunci când lucrați cu acesta, trebuie aplicate o serie de reguli. Ne vom da seama cum să îndoim țevile metal-plastic.
Metal-plastic este adesea folosit pentru instalarea sistemelor de inginerie a clădirilor rezidențiale. Acest material este potrivit pentru instalarea sistemelor de instalații sanitare, de ventilație și încălzire. Îndoirea țevilor din metal-plastic nu este o sarcină foarte dificilă, cu toate acestea, dacă această lucrare este efectuată incorect, aceasta poate duce la defectarea produsului din cauza deformării.
Îndoirea țevilor este un proces în timpul căruia poziția axei centrale a produsului se modifică. În acest caz, se creează o tensiune de tracțiune pe peretele exterior, iar pe peretele interior se creează o tensiune de compresiune.
Țeava trebuie îndoită, menținând raza optimă de îndoire. Acest indicator depinde de:
- dimensiunea conductei;
- raportul dintre diametrele interior și exterior.
Ce dispozitive de fixare sunt folosite?
Nu este dificil să îndoiți manual țeava acasă, dar, în același timp, riscul de a strica piesa de prelucrat este prea mare. Prin urmare, este necesar să se folosească un îndoit de țevi pentru țevi din metal-plastic. Acest dispozitiv este:
- mecanic;
- cu actionare hidraulica;
- electromecanice.
Utilizarea unui îndoitor de țevi vă permite să îndoiți metal-plastic fără deteriorare. Avantajele utilizării echipamentului:
- risc extrem de scăzut de a strica piesa de prelucrat;
- utilizare simplă;
- capacitatea de a efectua îndoirea pe produse de diferite dimensiuni.
Hidraulic
Modelul hidraulic este semnificativ mai scump decât îndoitorul de țevi cu arc, dar este mult mai ușor de lucrat. Acest model este echipat cu o pompă încorporată, datorită căreia nu este necesar să depuneți un efort fizic mare pentru a se îndoi.
Îndoitorul de țevi are o carcasă metalică durabilă care oferă protecție părții hidraulice a dispozitivului. Operatorul controlează funcționarea dispozitivului folosind o pârghie. Există modele de îndoit țevi cu un cadru deschis sau închis.
Modelele scumpe de îndoit țevi sunt echipate cu o pompă hidraulică electrică, opțiunile mai ieftine au o acționare hidraulică manuală. A doua opțiune este convenabilă prin faptul că poate fi utilizată fără a fi conectată la o sursă de alimentare.
O altă versiune a îndoitorului de țevi se numește arbaleta. Există trei tipuri de astfel de dispozitive:
- serpuit, cotit;
- alergare înăuntru;
- referinţă.
Când se utilizează un dispozitiv de primul tip, segmentul îndoit este apăsat pe o rolă având o anumită dimensiune. Cu cât diametrul rolei de lucru este mai mare, cu atât va fi mai mare raza de îndoire. Când dispozitivul este pornit, rola începe să se rotească, înfășurând segmentul îndoit al țevii metal-plastic până se obține gradul de îndoire dorit.
În echipamentele de acest tip sunt instalate trei role, unul dintre ele este de prindere, el este cel care exercită presiune asupra țevii și creează o îndoire. Celelalte două role sunt de susținere. Echipamentele de acest tip sunt utilizate dacă este necesară îndoirea unui produs metal-plastic de dimensiuni mari.
Deci, înainte de a începe asamblarea conductei, trebuie să învățați cum să îndoiți o țeavă metal-plastic acasă. Pentru a efectua această lucrare, merită să utilizați un simplu îndoit de țevi cu arc.
Echipamentele profesionale cu acționare hidraulică sunt scumpe și nu este rațional să-l achiziționați pentru a efectua lucrări unice.
Utilizarea unui îndoit de țevi cu arc vă permite să îndoiți produse metal-plastic cât mai rapid și simplu posibil.
Cerințe standard pentru raza de îndoire
La îndoirea elementelor de țeavă, pereții acestora nu trebuie să își modifice profilul, secțiunea transversală și debitul (modificarea diametrului interior) - acest lucru se realizează datorită unei anumite raze de rotire, care este stabilită de standarde.
La determinarea limitelor minime de rotunjire, se iau în considerare metodele de obținere a acesteia - cei mai buni indicatori descendenți sunt furnizați de îndoirea țevilor cu dorn cu tehnologie de înfășurare și tratament termic, ceea ce face posibilă reducerea dimensiunii cercului.
Indicatorul depinde și de materialul de fabricație și de dimensiunile produsului: diametrul exterior (Dn) și grosimea peretelui (S), tabelele arată și lungimea secțiunii drepte, care este necesară pentru obținerea valorilor indicate.
Când lucrați, este important să cunoașteți dimensiunile fragmentului pe care se obțin aceste valori ale razei - acestea sunt calculate prin însumarea lungimilor a două secțiuni drepte și a unui arc calculat folosind o formulă specială.
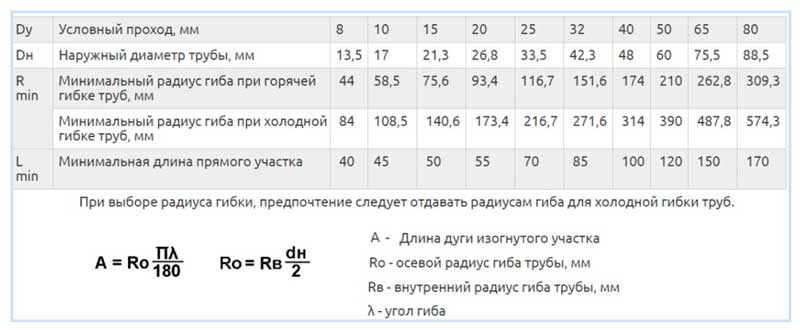
Orez. 2 Raza de îndoire minimă a conductelor din oțel și calculul lungimii arcului
Datele prezentate în tabele garantează, sub rezerva parametrilor dimensionali, elipsa GOST necesară și ovalitatea de până la 12,5%.
Conform GOST 17365-71V pentru conducte pentru medii agresive, este indicată următoarea rază minimă de îndoire a conductei:
- pentru elemente cu diametrul exterior D până la 20 mm. – nu mai puțin de 2,5 D;
- la D, mai mult de 20 mm. raza nu trebuie să fie mai mică de 3,5 D.
În acest caz, subțierea pereților în zona de îndoire nu trebuie să depășească 20% pentru oțel și 25% pentru aluminiu.
Avantajele aplicației hidraulice
În multe unități manuale și aproape în toate unitățile industriale de îndoit țevi, este utilizată o acționare hidraulică, care are următoarele avantaje față de un șurub mecanic:
- alimentarea neîntreruptă a sistemului de acţionare către produsul îndoit;
- capacitatea de a dezvolta forțe statice mari în mișcare alternativă, de neatins atunci când se utilizează doar acționări electrice;
- dimensiuni mici ale unităților principale;
- viteza mare;
- fiabilitate și durabilitate;
- lipsa nodurilor de frecare și lubrifiere bună.

Orez. 10 Metoda de îndoire a țaglelor metalice din oțel
Structura țevilor metal-plastic
Baza țevii metal-plastic este un strat de polietilenă. El este cel care asigură rezistența ridicată a unor astfel de produse, astfel încât conducta să poată îndeplini o funcție de rulment. Cu ajutorul unei compoziții adezive, folie de aluminiu este atașată de stratul de polietilenă, care, la utilizarea unei țevi, va împiedica difuzia oxigenului. Marginile conductei sunt sudate cap la cap cu laser. Temperatura de expansiune liniară a țevilor produse în acest mod devine comparabilă cu cea a țevilor metalice. Funcțiile de protecție și de decor sunt îndeplinite de stratul exterior de culoare albă, care este polietilena.
Astfel, o țeavă metal-plastic este o structură formată din următoarele straturi:
- strat de polietilenă,
- strat de lipici
- folie de aluminiu,
- un alt strat de adeziv
- strat exterior de polietilenă.
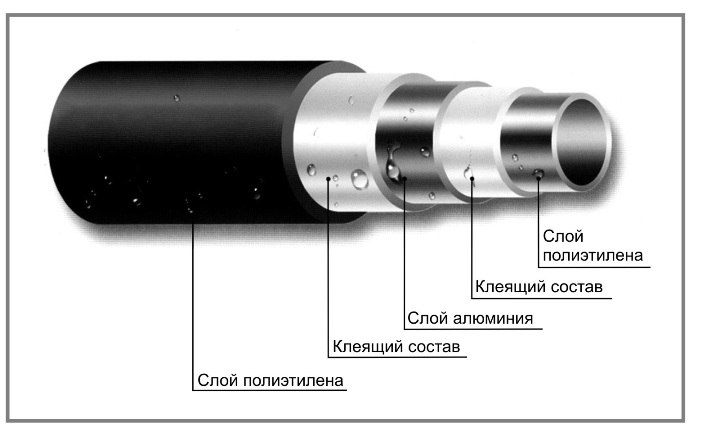
Structura țevii metal-plastic
Construcția unică cu mai multe straturi a acestor produse asigură o durată lungă de viață. Polietilena reticulata, care alcătuiește stratul interior, vă permite să creați nivelul necesar de netezime a suprafeței interioare și să protejați conducta de depuneri și alte depuneri, astfel încât diametrul interior al țevii metal-plastic rămâne neschimbat în condiții normale de funcționare. conditii. Datorită celor două straturi de polimer, miezul de aluminiu este protejat în mod fiabil de formarea de perechi galvanice cu elemente de conductă din alamă și oțel. În plus, straturile de polietilenă reduc conductivitatea termică a conductelor și intensitatea formării condensului pe suprafața acestora.
Metode de îndoire a unui profil metalic pătrat
Îndoirea unui profil de secțiune pătrată sau dreptunghiulară, deși este utilizat în industrie, un profil metalic îndoit este mai solicitat în viața de zi cu zi.La construirea podelelor de seră, este necesar un profil arcuit, care poate fi realizat folosind un dispozitiv simplu. Principiul de funcționare al acestui dispozitiv constă în rularea unui semifabricat profilat printr-un sistem de trei role rotative, dintre care cele două cele mai exterioare sunt staționare, iar al treilea se mișcă în direcția longitudinală, stabilind unghiul de îndoire.
Dacă este necesar să se obțină o rază de curbură mai mică într-un profil dreptunghiular, se folosește încălzirea termică a profilului metalic cu o pistoletă sau un arzător cu gaz cu impact fizic simultan.

Orez. 6 Pârghii se îndoaie în dispozitivele manuale
Caracteristicile produselor metal-plastic
Principalele caracteristici tehnice
- Grosimea peretelui unei țevi cu un diametru de 16 mm este de 2 mm, iar o țeavă cu un diametru de 20 mm este de 2,25 mm. În același timp, stratul de aluminiu din astfel de produse este de 0,2 mm și, respectiv, 0,24 mm.
- 1 metru liniar dintr-o țeavă de 16 mm cântărește 115 g, o țeavă de 20 mm cântărește 170 g.
- 1 metru liniar dintr-o țeavă cu diametrul de 16 mm conține 0,113 litri de lichid, iar o țeavă de 20 mm conține 0,201 litri.
- Coeficientul de dilatare al țevilor metal-plastic este de 0,26x10-4 pe 1 grad.
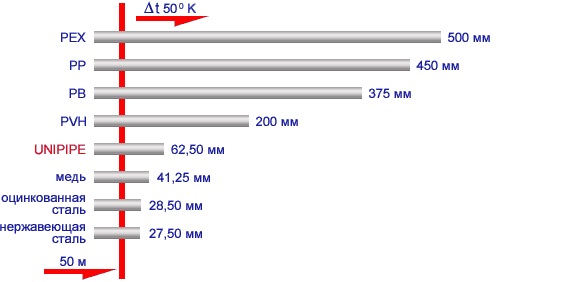
Expansiunea termică a metal-plasticului este cu 10 mai mică decât cea a țevilor PEX
- Coeficientul de rugozitate a suprafeței este de 0,07.
- Astfel de țevi sunt caracterizate printr-un coeficient de conductivitate termică egal cu 0,43 W / m * K.
- Îmbinările adezive și sudate cu aluminiu sunt de 70 și respectiv 57 N/mm2.
- Cu o ruptură transversală, indicele de rezistență va fi 2880 H.
- Raza minimă de îndoire a unei țevi de 16 mm este de 80 mm, iar cea a unei țevi de 20 mm este de 45 mm.
- Difuzia oxigenului în timpul funcționării unor astfel de produse este caracterizată de un indicator egal cu 0 g/m3.
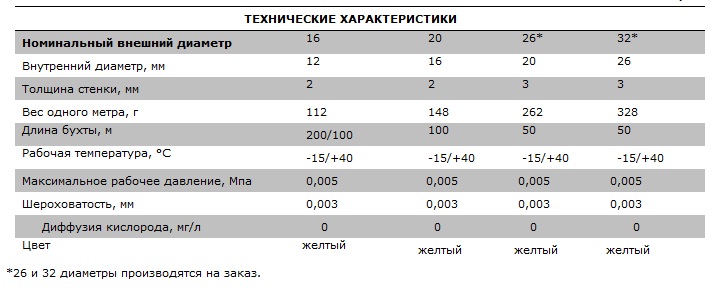
Caracteristicile tehnice ale conductelor de diferite diametre
Temperatura și presiunea admise
Presiunea pe care o pot rezista conductele din metal-plastic ar trebui discutată separat:
Temperatura de funcționare este în intervalul 0-95 de grade la o presiune în conductă de 10 bar. Temperatura de funcționare este limitată la 0 și 25 de grade dacă lichidul este furnizat sub o presiune de 25 bar.
- Presiunea maximă de lucru la pragul superior de temperatură al mediului de lucru este de 10 bar.
- Încălcarea integrității conductei la o temperatură medie în interiorul conductei de 20 de grade este de 94 bar.

Condiții în care durata de viață a țevilor este maximă
Dacă temperatura și presiunea rămân neschimbate, atunci durata de viață a țevilor din metal-plastic este:
- timp de 1 oră la t=20 grade și o presiune minimă de 5,71 MPa,
- timp de 1 oră la t=95 grade cu o presiune minimă de 3,3 MPa,
- timp de 100 de ore la t=95 grade cu o presiune minimă de 2,93 MPa,
- timp de 1 mie de ore la t=95 grade cu o presiune minimă de 2,57 MPa.
Este demn de remarcat rezistența la temperaturi ridicate, pe care o posedă țevile metal-plastic: caracteristicile produselor rămân stabile chiar și cu încălzirea pe termen scurt la 110 grade.