Alegerea conductelor de încălzire
După ce ați orientat ce centrală de încălzire va încălzi apa din casa dvs., puteți alege conducte pentru încălzirea caloriferelor și a sistemului în ansamblu. Materiale tradiționale pentru încălzirea țevilor:
- oţel;
- cupru;
- plastic.
Destul de scumpe și care necesită invitația profesioniștilor pentru sudare, țevile din oțel sau cupru sunt din ce în ce mai mult înlocuite în practică cu țevi din metal-plastic sau polipropilenă.
Conducte metal-plastic
Racordarea și instalarea țevilor metal-plastic se poate realiza folosind fitinguri de compresie și presare.
Pentru a realiza o conexiune folosind fitinguri de compresie și conectarea ulterioară a conductelor de încălzire, veți avea nevoie de:
- chei;
- expandator;
- arcuri pentru îndoirea țevilor.
Principalele dezavantaje ale conexiunilor pe fitingurile de compresie sunt:
- costul lor relativ ridicat;
- fragilitatea garniturilor de cauciuc sub influența temperaturilor ridicate;
- țevi de încălzire „simple” periodice vara, care, de asemenea, nu are un efect foarte favorabil asupra durabilității pieselor din cauciuc.
Ca urmare, necesitatea lucrărilor preventive pentru strângerea conexiunilor poate apărea la fiecare cinci ani sau mai des.

Reguli pentru conectarea țevilor metal-plastic folosind un fiting de presare
Conexiunea fiabilă neseparabilă pe fitingurile de presare permite instalarea încălzirii cu țevi din plastic, ascunzându-le direct în pereți. Aceste conducte vor rezista fără înlocuire mulți ani dacă temperatura apei de încălzire care curge prin ele nu depășește 80°C.
Dezavantajul utilizării acestui tip de conexiune poate fi numit doar necesitatea achiziționării de echipamente speciale pentru instalare
Tevi din polipropilena
Recent, un loc de frunte între echipamentele adecvate de alimentare cu apă și căldură a fost ocupat de o conductă pentru un cazan de încălzire din polipropilenă. Utilizarea polipropilenei se datorează faptului că este foarte durabilă, nu se teme să dezghețe sistemul și are un preț foarte accesibil.
Țevile din polipropilenă pot fi îndoite destul de uniform (spre deosebire de metal-plastic). Ele vor dura mult timp dacă sunt respectate toate regulile de funcționare.
Singurul lor dezavantaj este necesitatea de a folosi un instrument special pentru sudare.
Există următoarele caracteristici ale conexiunii țevilor din polipropilenă prin sudare:
- Este mai convenabil să sudați țevile din polipropilenă împreună cu un partener. Condiția principală pentru conectarea de înaltă calitate a țevilor din plastic este alegerea timpului corect de încălzire pentru a nu le supraîncălzi și fixarea precisă, care nu permite deplasări și deplasări de-a lungul axei în primele câteva secunde după conectarea încălzirii. părți.
- Sudarea și instalarea conductelor de încălzire se efectuează la temperaturi ambientale pozitive - peste +5 °C. Când se lucrează iarna, este necesar să se creeze o „zonă de căldură” în care sunt sudate țevile din polipropilenă.
Pentru lucrări de înaltă calitate la lipirea țevilor din polipropilenă, este necesar să se respecte toate cerințele instrucțiunilor atașate dispozitivului.
Ar fi o idee bună să faceți câteva suduri de probă pe lungimi scurte individuale de țeavă folosind cuplaje ieftine pentru a obține cel puțin o abilitate inițială în manipularea setului de sudură.
Racordarea conductelor de incalzire metal-plastic
Pentru țevile metal-plastic se pot folosi metode similare de conectare, cu excepția celor filetate. Deoarece principiul lor de funcționare a fost descris mai sus, nu are sens să se repete.
 Instalarea unui fiting de compresie pentru țevi metal-plastic
Instalarea unui fiting de compresie pentru țevi metal-plastic
O versiune fundamental nouă a conexiunii este reprezentată de fitingurile prin presare. Ele sunt împărțite în sertizare și presare sau slip-on.
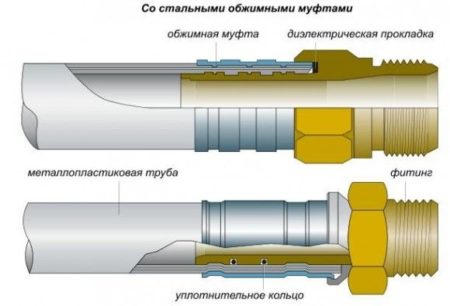
Fitinguri de presare cu sertizare
Manșonul care comprimă țeava poate fi fixat direct pe corp sau amplasat separat. Acest tip de lucru se realizează cu ajutorul unor clești speciali. Instrumentul are un cap detașabil, care este selectat în funcție de diametrul manșonului.
 Schema de fixare prin presare cu sertizare
Schema de fixare prin presare cu sertizare
Cablajul de încălzire fără sudarea țevilor prin sertizarea unui fiting de presare se realizează după cum urmează:
- Tăiați țeava folosind un tăietor de țevi.
- Curățați tăietura.
- Aplicați un calibre pentru a elimina nerotunzimea care apare după tăierea cu o unealtă.
- Puneți inelul de compresie.
- Puneți o garnitură dielectrică și un inel de etanșare pe fiting, apoi apăsați elementul în cavitatea interioară a țevii.
- Sertizează cu ajutorul unui clește.
Dacă lucrarea este efectuată corect, pe interiorul mânecii vor fi vizibile clar două benzi acolo unde a avut loc compresia. Aceste zone nu trebuie să coincidă cu locațiile garniturilor, altfel vor fi distruse în timp, ceea ce va reduce semnificativ durata de viață a conexiunii (5-10 ani în loc de 20-30).
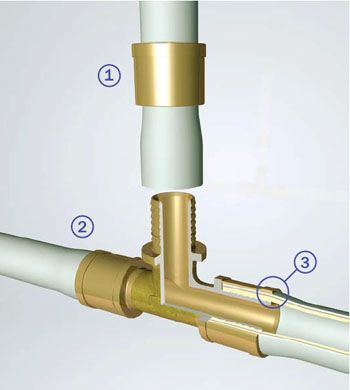
fiting glisant
Diferența acestei opțiuni de conectare este că inelul nu este comprimat, ci tras pe țeavă. Pentru a face treaba, veți avea nevoie de o presă specială, nu de clește.
 fiting glisant
fiting glisant
Instrucțiuni de conectare:
- Tăiați țeava și puneți un inel metalic pe ea.
- Extindeți capătul piesei cu un expandor.
- Introduceți fitingul până la oprire.
- Împingeți cuplajul cu fălcile presei și apăsați pe fiting.
Puteți vedea cum este montat fitingul glisant în acest videoclip:
https://youtube.com/watch?v=KKjkMvK5HZ4
Recomandările prezentate în articol vă vor ajuta să reparați sau să instalați țevi de încălzire fără sudură. Opțiunea cea mai frecvent utilizată este fitingurile de compresie, care nu necesită pregătire prealabilă și utilizarea de unelte speciale.
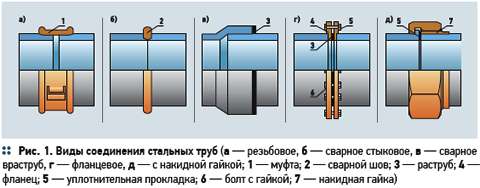
Avantajele și dezavantajele fiecărei metode
Fir
Avantaje:
- fiabilitate;
- ușurință de asamblare, posibilitate de demontare;
- cost scăzut.
Defecte:
- stresul în cavitățile filetului, crește oboseala materialului, reducând rezistența acestuia;
- necesitatea folosirii mijloacelor de blocare pentru a preveni deșurubarea elementului de lucru.
flanse
Avantaje:
simplitatea și comoditatea conexiunii și deconectarii reutilizabile.
Proprietăți negative:
- intensitate mare a muncii în producție, prin urmare, prețul este ridicat;
- în timpul funcționării pe termen lung, o scădere a locului conexiunii sale, pierderea etanșeității.
lipirea
Avantajele acestei metode includ faptul că nu este un proces laborios care nu necesită abilități și efort mari.
Dar așteptarea lipirii ajunge uneori la trei zile, ceea ce nu este întotdeauna convenabil.
Acest tip de conexiune nu poate fi atribuit unor metode fiabile.
Sudare
Avantaje:
- fiabilitate;
- durabilitate;
- etanşeitate;
- capacitatea de a conecta părți de orice formă.
Defecte:
- apariția tensiunilor reziduale;
- posibilitatea de a schimba geometria;
- risc de distrugere sub sarcini de vibrații și șoc.
Trompeta
În comparație cu toate tipurile, țevile cu mufă au avantajul unui cost redus, mișcări axiale și laterale mici ale țevii, ceea ce este foarte util în cazul schimbărilor de temperatură și al contracției solului.
Indicatorul negativ constă în dificultatea conectorului de conectare și fiabilitatea insuficientă la presiune ridicată.
Presare
Un factor pozitiv comun este autocentrarea excelentă a pieselor îmbinate, o stare stabilă sub sarcini de șoc. Simplitate și proces nu laborios.
Nu este supusă dezasamblarii inverse sau deplasării reciproce. Iată câteva dezavantaje ale acestei metode.
 Metode de conectare a conductelor metalice
Metode de conectare a conductelor metalice
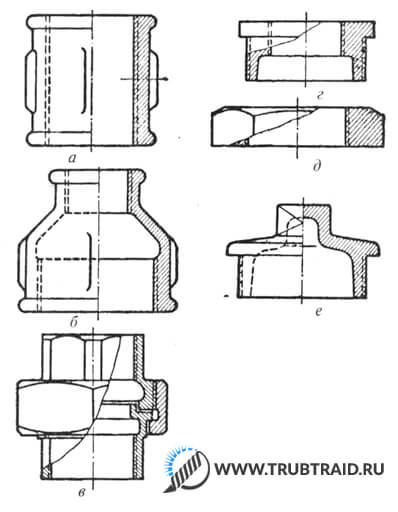
Fontă ductilă și fitinguri realizate din ea
Cele mai comune piese din fontă ductilă pentru conectarea țevilor de oțel și a altor piese de conducte sunt: A) cuplaje drepte B) cuplaje de tranziție C) piulițe de conectare D) futorki E) piulițe de blocare E) dopuri.
Pentru etanșarea absolută a sistemului cu o conexiune filetată, este necesar să folosiți garnituri, de exemplu, garnituri. Pe lângă acestea, cu alte tipuri de prindere, se folosesc piese suplimentare. Dacă este necesară utilizarea articulației elementelor liniei folosind flanșe, adică fără cuplare, atunci pe lângă garnituri, sunt necesare și șuruburi.
Atunci când se conectează colțuri în unghi, se folosesc fitinguri din fontă ductilă: coturi drepte și de tranziție, teuri, cruci.
Cuplajul din fontă are un guler scăzut în jurul întregului perimetru al circumferinței cap la cap, care servește la creșterea rezistenței piesei, spre deosebire de omologul din oțel, care nu are un astfel de element.
Calitatea conexiunilor depinde nu atât de metodele de etanșare, materiale, cât de maestru și de calitatea muncii sale. Dacă este responsabil, precis, are cunoștințe elementare de instalații sanitare, abilități de lucru cu o cheie sau o cheie pentru țevi, atunci nu puteți găsi un specialist mai bun. Sub rezerva regulilor elementare pentru instalarea sistemelor de conducte, conducta va funcționa mulți ani. Acest lucru poate fi confirmat de oricine care a fost cel puțin o dată implicat în instalarea unui sistem de conducte, chiar și cel mai scurt și mai simplu.
Încercați singur, experimentați și vedeți că sunteți cel mai bun specialist în instalarea sistemelor de conducte folosind metoda filetată de conectare a elementelor de linie.
Descrierea detaliată a fiecărei metode
Filetat
Se pot face în mai multe moduri, cel mai frecvent este stoarcerea.
Următoarele instrumente vă vor ajuta să faceți acest lucru:
- Cheie tubulara.
- Cuplaj cu filet interior.
- Sigilii pentru etansare. Poate: frânghie de cânepă, bandă FUM sau etanșant.
- Contrapiuliță.
Două țevi au filet exterior. Le punem etanșant. Un fir este mai lung decât celălalt. Acolo unde sunt mai multe ture, piulița se înșurubează, până la capăt. Apoi ambreiajul. Apoi o înfășurăm pe a doua parte, răsucind campania cu prima. Când cuplajul nu se mai înfășoară, îl sprijinim cu o piuliță de blocare
Strângem cheile, cu grijă, indiferent de ce sparge ambreiajul
flanse
Pentru o îmbinare cu flanșă veți avea nevoie de:
- două flanșe;
- garnitură paronită;
- șuruburi, șaibe, piulițe;
- chei;
- sudare manuală cu arc;
- nivel.
Flansele trebuie sudate. Evitați deplasarea, acestea trebuie să fie în același plan.
Prindem cu ajutorul nivelului orizontal. Fixăm două șuruburi în găurile superioare. Punem piesa pe marginea tubului, astfel încât șuruburile să fie sus. Punem o nivela pe ele si prindem pozitia bulei intre fasii din mijloc. Când suntem prinși, facem o sudură de prindere în punctul de sus. Planul orizontal este gata.
Rearanjam nivelul, in pozitie verticala, sprijinindu-l de oglinda cu flansa. Prindem nivelul ajustând ușor capătul inferior al flanșei care nu este încă prinsă. După ce ați stabilit verticala, puneți a doua viziune. Și apoi încă două obținând patru secțiuni uniforme.
Apoi sudorul sudează flanșa pe ambele părți. În mod similar, manipulările sunt efectuate cu a doua țeavă.
lipirea
Această metodă este rar utilizată în piesele metalice. Procesul în sine nu necesită o abilitate specială din partea unei persoane, dar durează foarte mult timp.
Acest job necesită:
- lipici. BF-2 sau 88N sau EDP;
- ciucure.
Înainte de a lipi piesele, aplicați mai întâi primul strat pe suprafața lor și lăsați să se usuce. Acest strat va fi stratul de lipire. Fiecare adeziv are un timp de uscare în instrucțiuni. Apoi al doilea strat este uns și piesele sunt plasate sub presă pentru o zi sau chiar mai mult. Totul depinde de lipici.
După curățarea cusăturii de petele de lipici.
 Racorduri sertizate pentru țevi de oțel
Racorduri sertizate pentru țevi de oțel
Sudare
Procesul de sudare este utilizat în aproape toate îmbinările țevilor metalice.
Pentru a obține o cusătură, se folosesc astfel de metode de sudare ca:
Sudarea cu gaz este utilizată pentru a obține îmbinări permanente în țevi de diametru mic și cu o grosime minimă.
Stația de sudare cu gaz este formată din:
- butelie de oxigen;
- acetilenă;
- furtunuri de cauciuc;
- arzatoare.
Sudarea prin contact este rar folosită. Mai mult, această metodă s-a dovedit în lucrul cu țevi de plastic.
Cel mai comun mod de a obține îmbinări permanente este sudarea cu arc electric, se împarte în:
- manual
- semiautomat în gaze de protecţie
În timpul construcției conductelor, conexiunile se obțin numai prin sudare
O parte importantă este pregătirea îmbinării pentru sudare
Conducta trebuie conectată la alta:
- fără fracturi și deplasări;
- îmbinarea trebuie curățată;
- faceți o teșitură;
- setați un spațiu de 1-3 mm.
Echipamente necesare pentru sudare:
- electrozi;
- sursa de alimentare (transformator sau redresor);
- cablu;
- echipament individual de protectie pentru sudor salopeta, manusi, perii.
Lipirea cap la cap a țevilor de polietilenă și cu ajutorul unui cuplaj electric
Trompeta
Acest tip de conexiune a fost utilizat pe scară largă în țevile din fontă pentru industria petrolului și gazelor, locuințe și servicii comunale. Una dintre cele mai simple opțiuni pentru îmbinările dintr-o singură bucată.
Procesul principal pentru obținerea unei îmbinări este închiderea golului dintre priză și suprafața țevii conice. Pentru aceasta, se folosește material de ciment.
Pentru etanșarea prizei, se folosește ciment de calitate 300-400, care este bine amestecat cu apa in proportie nouă părți de ciment la o parte de apă. Clopotul este umplut cu mortar de ciment folosind o linguriță și bătut cu goană până când acesta din urmă începe să revină din ciment.
Presare
Această metodă de obținere a unei cusături dintr-o singură bucată a devenit necesară pentru îmbinările din metale neferoase de diametru mic. Sudarea convențională cu arc electric nu este capabilă să sudeze astfel de metale în ceea ce privește parametrii săi tehnici, prin urmare, în acest caz, au găsit o abordare diferită.
Pentru a îmbina astfel de țevi din metale neferoase cu pereți subțiri, se folosesc fitinguri de presare cu manșoane de compresie. Ei efectuează sertizarea în partea interioară a țevii, iar etanșările exterioare asigură îmbinării etanșeității.
Avantajele și dezavantajele unei scheme ascunse pentru așezarea conductelor de încălzire

În ceea ce privește avantajele, este una, dar semnificativă - frumusețea estetică. Cu așezarea ascunsă a conductelor de încălzire în perete sau podea, acestea nu încalcă interiorul camerei
Acest lucru este important pentru camerele cu geamuri panoramice, ferestre din podea până în tavan etc. Decorul este important și în camerele cu mobilier masiv, nu trebuie să vă gândiți la deteriorarea produselor din cauza căldurii de la conductă.
Dar schema ascunsă are mai multe dezavantaje:
- Instalarea ascunsă a țevilor de încălzire este o sarcină dificilă. Pentru a ascunde în mod fiabil conturul, trebuie să respectați cerințele de reglementare.
- Pierderi semnificative de căldură. Înainte ca lichidul de răcire să încălzească casa, trebuie să încălzească mai întâi șapa sau peretele, apoi finisajul, abia apoi căldura intră în cameră.
- Creșterea costului muncii. Pentru a ascunde contururile, trebuie să cumpărați țevi din oțel sau cu armare, manșoane, izolație, materiale izolante - toate acestea vor necesita investiții.
Înainte de a începe lucrul, toate nuanțele sunt determinate - accesul la nodurile cheie ale autostrăzii, așezarea, ținând cont de sarcina de pe podea, perete. De asemenea, dimensiunea optimă a secțiunii transversale pentru circulația lichidului de răcire este calculată fără a crește proprietatea de dilatare liniară a conductelor.

Și încă o nuanță importantă, de care performanța circuitului depinde de așezarea ascunsă, este panta corectă a conductelor de încălzire. Panta standard este de 0,5 cm pentru fiecare metru de autostrada. Puteți reduce citirile la 0,2 cm, dar numai dacă în sistem este integrată o pompă bună și circuitul este selectat cu diametrul corect al tunelului interior.
Caracteristici ale țevilor pentru instalare ascunsă
Ce țevi sunt cele mai potrivite pentru amenajarea unui tip ascuns - această întrebare este cel mai adesea adresată de proprietarii de case private
Profesioniștii recomandă să acordați atenție țevilor metal-plastic cu armare. Piesele din plastic se deteriorează sub influența razelor UV, astfel încât sunt potrivite pentru instalarea într-o șapă, grosimea peretelui
În ceea ce privește produsele din oțel, acestea sunt mai greu de îndoit, așa că trebuie folosite mai multe fitinguri în secțiunile de strunjire. Numărul crescut de conectori crește riscul de scurgere. Se dovedește că țevile PP cu armare sunt cea mai bună opțiune pentru instalarea ascunsă a unui sistem de încălzire.
Opțiuni pentru amenajarea conductei de încălzire în casă

Există două tipuri de instalare - deschisă și ascunsă. O rețea deschisă este instalată în partea inferioară a pereților, o rețea închisă poate fi îngropată în șapa de podea. Alegerea metodei depinde de cerințele proprietarului, de priceperea maestrului. Dacă se respectă tehnologia de pozare, parametrii de performanță a rețelei nu scad.
Dar există câteva nuanțe care trebuie abordate mai întâi:
- Tehnica de dispunere depinde de materialul conductelor pentru circuit. De exemplu, elementele din oțel au un indice minim de dilatare termică. Această proprietate permite, fără prea multe riscuri, să se încadreze conturul în șapă, să îl pereți în pereți. Riscul de scurgere din cauza deformării sau ruperii este minim. Circuitul metal-plastic are o expansiune liniară semnificativă, așa că este mai bine să nu ascundeți astfel de țevi în pereți și podea.
- Izolarea de înaltă calitate a conductei va reduce pierderile de căldură. Înfășurarea va preveni riscul ruperii pereților circuitului în cazul unei expansiuni liniare puternice.
Cel mai adesea, maeștrii aleg o versiune deschisă a calculului. Dar numai în cazul în care nu vorbim despre contururile podelei calde.
Stil ascuns

Conducta este așezată în pereți, podea sau se ridică până la tavan, cu aranjament în spatele unui finisaj suspendat sau tiv. Cel mai convenabil este să te angajezi în lucrări de așezare ascunse în timpul unei revizii majore sau în etapa de construcție a unui obiect.
Caracteristici ale formării contururilor de tip ascuns:
- numărul minim de îmbinări, cotituri, coturi - astfel de rețele sunt mai puțin expuse riscului de deformare, scurgere;
- disponibilitatea zonelor de racordare pentru inspecție, întreținere preventivă;
- conductele vechi de încălzire nu pot fi ascunse în șapa de podea.
Pentru a nu uita toate detaliile amenajarii, se recomanda intocmirea unui plan tehnic detaliat pentru sistemul de incalzire. O astfel de schemă vă va ajuta să găsiți rapid unitatea principală de oprire dacă țevile de încălzire din șapa de podea curg.
Deschideți aspectul
Așezarea conductelor de încălzire într-un mod deschis este cea mai ușoară și mai accesibilă opțiune pentru un maestru acasă. Nu contează complexitatea circuitului sau numărul de ture - cu selecția corectă a secțiunii, performanța nu scade.
Beneficiile suplimentare ale unei rețele deschise includ:
- Cost redus al muncii. Din cauza absenței mânecilor suplimentare și a altor elemente, costurile nu vor fi atât de impresionante.
- Abilitatea de a actualiza, repara rapid. Toate detaliile rămân la vedere, restaurarea nu va dura mult timp.
Cum și cum să etanșați îmbinările țevilor
Tipuri de etanșare, metode de etanșare
Pentru a preveni scurgerea mediului de lucru al conductei, este necesar să etanșați răsucirile conductei cu o calitate înaltă.
La filetarea țevilor de oțel, următoarele sunt utilizate ca etanșări:

- garnitură. Această metodă de etanșare a unei îmbinări filetate necesită tăieturi relativ groase la capătul țevii. Prezența unor capete uniforme ale țevii nu poate asigura niciodată etanșeitate. Când utilizați o garnitură de cauciuc sau plastic, această problemă este rezolvată cu succes. Aceasta optiune este ideala in cazul articulatiei cu piulita pivotanta;
- serpuit, cotit. Ca materiale pot servi fire de in, fire polimerice, benzi FUM în combinație cu etanșanți de întărire, vopsele, paste.
Când se instalează coloane de plastic, se utilizează o metodă de etanșare bazată pe proprietățile de deformare ale materialului. Esența acestei metode este că o țeavă de plastic cu filet exterior este înșurubată într-un colț cu filet interior. Plasticul în timpul deformării contribuie la umplerea excelentă a spațiului intermediar, eliminând apariția golurilor.
Când vine vorba de structuri de conducte cu presiune ridicată, conexiunile de conducte filetate cilindrice nu sunt pe deplin adecvate aici. În astfel de cazuri, se utilizează o conexiune de tip conic. Principiul conexiunii este că la înșurubare se observă o presare strânsă a țevilor până la o astfel de măsură până când golul dispare complet.
Materiale de etanșare
Pentru a face îmbinarea impermeabilă, următoarele sunt utilizate ca materiale de etanșare:

- in (câulpe);
- azbest;
- bandă FUM;
- ulei de uscare natural;
- alb;
- minim;
- lubrifiant cu grafit etc.
O etanșare fiabilă atunci când răsuciți țevi de oțel pe un fir este un fir de in impregnat cu plumb roșu sau văruit. Această conexiune este ușor de instalat, fiabilă în ceea ce privește etanșarea. Sigilantul a fost folosit de foarte mult timp, nu își pierde popularitatea nici astăzi, în ciuda apariției analogilor artificiali.
Pentru cei care au puțină experiență în montarea fitingurilor și țevilor, sugerăm să nu folosească în niciun caz in fără vopsea. La început, îmbinarea nu va lăsa umezeala să treacă. Dar vor trece câteva luni, fibrele de in se vor umezi și vor începe să se descompună. Prin urmare, calitatea tuturor conexiunilor se va deteriora, iar după încă o lună sau două, apa se va infiltra la joncțiune.
Mulți oameni folosesc bandă FUM, care nu este deloc inferioară vechilor materiale tradiționale - cârlige cu vopsea.
Uneori nu există etanșeitate la joncțiunea coloanelor. Pentru a elimina acest defect, este necesar să înlocuiți materialul de etanșare și să curățați secțiunea filetată de murdărie și reziduuri de etanșare. După aceea, înfășurați din nou firul de in, banda FUM sau alt material de etanșare, asamblați structura.
Pastele, etanșanții de origine chimică sunt utilizate ca etanșanți suplimentari, care vor ajuta la întărirea acestei secțiuni a conductei.
Reguli pentru alegerea diametrului conductelor pentru încălzire

Dimensiunea secțiunii afectează viteza de circulație a lichidului de răcire. Dacă diametrul este ales incorect, transportul lichidului încălzit va fi lent, dispozitivele se vor încălzi neuniform. Standarde de debit de fluid 0,4–0,6 m/s. Reducerea mișcării la 0,2 m/s. va provoca stagnarea apei, se formează congestie de aer. Sub rezerva circulației lichidului de răcire la o viteză de 0,7 m/s. consumul de energie crește, se aude zgomot. Parametrul optim pentru viteza de mișcare a apei în sistem este 0,3–0,7 m/s. Din acest calcul, alegeți diametrul conductei pentru încălzire.
Recomandările specialiștilor în selecția produselor:
- dacă în rețea nu sunt conectate mai mult de 2 radiatoare, dimensiunea secțiunii este de până la 16 mm;
- atunci când se integrează 1 baterie cu o putere de 7 kW sau mai multe radiatoare cu o capacitate de până la 2 kW (în total, puterea totală nu trebuie să depășească 7 kW) - secțiunea transversală admisă a circuitului este de 20 mm;
- cu o putere totală a unui grup de radiatoare în linia de 11 kW, este necesară o conductă cu diametrul de 25 mm;
- furnizarea de căldură la o cablare de capăt, de exemplu, la o aripă îndepărtată a unei case, necesită instalarea unor elemente cu o secțiune transversală de 25 mm;
- piesele cu diametrul de 32 mm sunt montate într-o rețea cu 12 baterii cu o putere totală de până la 19 kW;
- dacă sistemul casei are mai mult de 20 de calorifere, a căror putere totală nu este mai mare de 30 kW, vor fi necesare produse cu dimensiunea de 40 mm.
De asemenea, este important să se ia în considerare capacitatea conductei. Dacă viteza apei în linie nu este mai mare de 0,4 m/s, circuitul din polipropilenă asigură transferul cantității standard de căldură
Tabel de degajare de energie termică în funcție de secțiunea conductei:
| Energie termica (kW) | Diametrul exterior (mm) | Diametrul interior (mm) |
|---|---|---|
| 4,1 | 13,2 | 20 |
| 6,3 | 16,6 | 25 |
| 11,5 | 21,2 | 32 |
| 17 | 26,6 | 40 |
Racordarea conductelor metalice de incalzire fara sudura
Cea mai rapidă modalitate de conectare fără sudură este un fiting de compresie. Cu toate acestea, vom lua în considerare și alte metode: conectarea filetată și instalarea unei cleme de reparare și instalare. Acesta din urmă este folosit atât pentru andocare, cât și pentru eliminarea scurgerilor rezultate din fisurarea metalelor.
Fir
Va fi posibilă crearea unei conexiuni filetate numai dacă există acces liber la conductă, adică. în etapa inițială de instalare. În alte cazuri, threading-ul va fi destul de problematic sau imposibil. Procedura în sine se efectuează conform următoarei scheme:
- Curățați țeava de vopsea și rugină. Dacă există scăderi de metal după sudarea anterioară, acestea ar trebui tăiate. Suprafața de îmbinat trebuie să fie curată și netedă.
- Folosind o pilă, teșiți capătul unde a fost făcută tăierea.
- Luați o matriță de dimensiune adecvată, înșurubați mânerele în ea. Ungeți frezele cu unsoare sau untură.
 a muri
a muri
Instalați unealta pe țeavă, asigurați-vă că este amplasată strict perpendicular.
Faceți o jumătate de rotație a matriței în sensul acelor de ceasornic, apoi un sfert de rotație în sens invers acelor de ceasornic. Apoi repetați mișcarea până când firul este tăiat.
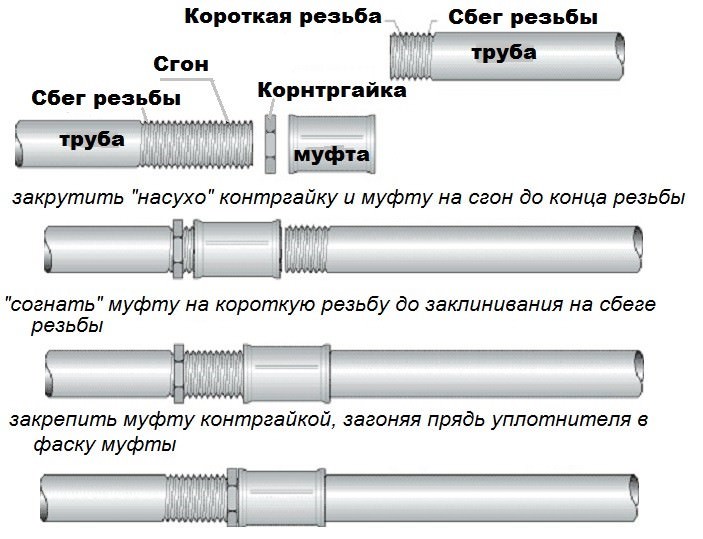
Acum să ne dăm seama cum să ne izbim de o țeavă de încălzire fără sudură. Pentru a face acest lucru, va trebui să utilizați un cuplaj cu o piuliță. Poate avea trei ramuri pentru a crea un cablaj. Când creați un fir, trebuie amintit că pe o țeavă ar trebui să fie de 2 ori mai lung. Fixare ambreiaj:
- Pe un filet mai lung se înșurubează o piuliță, apoi un cuplaj.
- Pe a doua țeavă se înșurubează o piuliță.
- Piesele se potrivesc împreună, după care manșonul este răsucit din firul lung și înșurubat parțial pe cel scurt. Elementul ar trebui să fie aproximativ la mijlocul tăieturii.
- Rămâne să înșurubați piulițele pe ambele părți, după înfășurarea materialului de etanșare (fum-tape, câlți) pe filete.
O astfel de conexiune este considerată suficient de puternică și poate dura mai mult de un an.
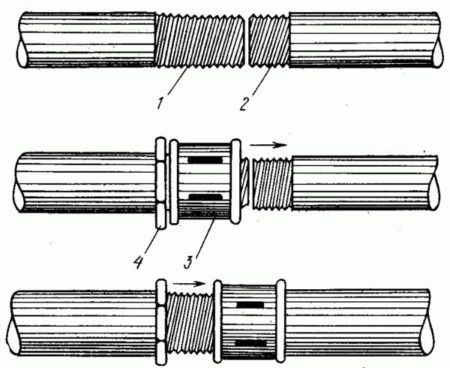 Montarea prizei filetate
Montarea prizei filetate
Fitinguri de compresie pentru tevi de otel
Acest tip de racordare permite incalzirea fara a suda tevi si filetare. În același timp, experții remarcă fiabilitatea ridicată a fitingurilor de compresie, liderul în producția cărora este Gebo. Acest lucru provoacă adesea confuzie de concepte - mulți numesc aceste dispozitive de conectare după un producător popular (o analogie vie este marca Xerox, care a devenit un nume cunoscut pentru copierea documentelor).
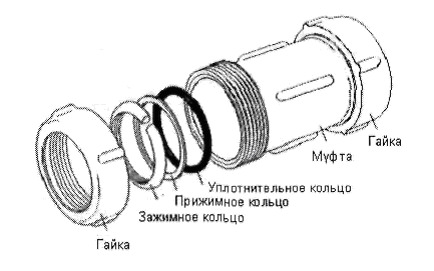
 Fiting de compresie
Fiting de compresie
Printre avantajele acestei metode de conectare, se poate evidenția viteza de lucru și absența necesității de a utiliza un instrument special. Tot ce aveți nevoie sunt două chei pentru roți pentru a ține și a fixa fitingul.
Procedura de lucru este următoarea:
- Puneți piesele de racordare pe țeavă în ordinea: piuliță, inel de strângere, inel de strângere, inel de etanșare.
 Schema de instalare a unui fiting de compresie
Schema de instalare a unui fiting de compresie
Puneți cuplajul, asigurați-vă că toate elementele sunt amplasate corect și fără distorsiuni.
Strângeți piulița. Un fir ar trebui să rămână vizibil. Dacă apare o mică scurgere după ce a fost furnizat lichidul de răcire, piulița poate fi strânsă.
Faceți același lucru pentru cealaltă parte a fitingului.
Puteți afla mai multe despre fitingurile de compresie urmărind videoclipul:
Clip de reparare și instalare
Când se operează sisteme vechi sau se depășește presiunea, apare adesea întrebarea cum să etanșați o țeavă de încălzire fără sudură. În aceste scopuri, se folosește o clemă de reparare și instalare. Poate fi realizat sub forma unui cuplaj sau a unui tee. Partea exterioară a piesei este metalică cu șuruburi de prindere, în interior există o garnitură de cauciuc.
Elementul este adesea folosit pentru a remedia urgent o scurgere, dar poate fi folosit și ca opțiune permanentă pentru conectarea conductelor de apă. Instructiuni de folosire:
- Curățați fitingurile de țeavă de vopsea și alte depuneri care pot afecta etanșeitatea viitoare.
- Aplicați o etanșare de cauciuc pe îmbinare. Asigurați-vă că tăietura sa nu cade în joncțiunea părților superioare și inferioare ale clemei.
- Ungeți tăietura cu material de etanșare și, dacă este posibil, lăsați puțin timp să se usuce.
- Instalați părțile cuștii, fixați cu șuruburi.
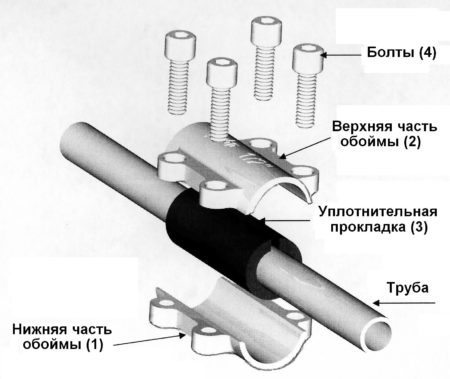 Schema de instalare a clemei de reparare si asamblare
Schema de instalare a clemei de reparare si asamblare
Toate acestea sunt opțiuni pentru crearea unei conexiuni puternice între țevile metalice fără a utiliza o mașină de sudură. Acum vom descrie mai multe metode de lucru cu piese metal-plastic.

