Metódy závitovania
Niť sa vyrába dvoma hlavnými spôsobmi: pomocou ručného prípravku a stroja. Manuálne rezané polotovary v jednej kópii alebo v malom množstve. Vo veľkovýrobe sa používajú zariadenia - stroje:
 Navliekanie závitov
Navliekanie závitov
- Skrutkový typ;
- Valcovanie závitov za účasti valčekov a plochých matríc;
- Frézovanie, kde dostanú veľký krok;
- Typ brúsenia pomocou kruhov daného profilu, kde sa získajú jemné a vysoko presné skrutky;
- Skrutkový typ;
- Na vnútorné závitovanie matíc;
- Na vírivé rezanie s hlavami s viacerými reznými hranami.
Pri navliekaní vírovou metódou sú do práce zapojené štyri prvky upevnené v hlave. Samotná hlava sa otáča zo samostatného pohonu. Celá táto konštrukcia je inštalovaná na sústruhu - jeho podpere. Spôsob sa vyznačuje zvýšenou rýchlosťou spracovania v dôsledku menšieho zahrievania rezného nástroja (striedavý kontakt s obrobkom). Tiež špirála je menej drsná a má jasnejší profil.
Rezanie závitu na potrubí nie je také ťažké.

články
Na bezpečné pripojenie kohútika k potrubiu alebo inštaláciu ohrievača do vykurovacieho systému je dôležité vedieť, ako a čím rezať závit na potrubí. Koniec koncov, väčšina ventilov je závitová, spojenie takýchto prvkov zváraním je nemožné.
Koniec koncov, väčšina ventilov je závitová, spojenie takýchto prvkov zváraním je nemožné.
Závitové vodovodné potrubie
Napríklad, ak sa má vo vašom byte inštalovať nové umývadlo alebo toaleta a nie je možné rozvinúť dlhodobú prípojku na oceľovom vodovodnom potrubí, potom je najlepšou možnosťou:
- Vypnite prívod vody;
- Na mieste inštalácie umývadla odrežte časť potrubia brúskou;
- Vykonajte závitovanie rúr;
- Nainštalujte guľový ventil alebo T na potrubie;
- Pripojte ho flexibilnou hadicou k umývadlovej batérii.
Túto prácu môže ľahko vykonať kvalifikovaný inštalatér. Každý majiteľ bytu, ktorý získal nástroj na závitovanie rúr, je však schopný túto prácu vykonávať samostatne.
Závitorezné matrice
K dnešnému dňu sa na vybavenie potrubia so závitovým pripojením používajú 2 typy závitových zariadení:
- Závitorezné matrice;
- Kluppova fajka.
S ich pomocou môžete rezať vlákna na akomkoľvek kanalizačnom alebo vodovodnom potrubí, ktoré sa používa v inžinierskych sieťach obytných budov a súkromných chát.
Kluppova fajka
Poradte!
Ak ste nikdy neodrezali niť, potom bude ťažké to urobiť pomocou matrice. Najmenšia deformácia nástroja môže viesť k poruche.
Preto je lepšie použiť vysekávač, pretože má vodidlo, ktoré výrazne zjednodušuje proces rezania.
Oprášme si teóriu za procesom navliekania.
Takže:
- závitovanie na potrubiach je vytvorenie špirálového povrchu na vonkajšej strane potrubia (inštalatérsky alebo vykurovací systém);
- špirálová plocha je spojovacím prvkom rovnomerne rotujúcim okolo osi obežnej dráhy,
- odpalisko alebo kohútik s rovnomerným translačným pohybom pozdĺž tejto osi;
- stúpanie závitu je translačný pohyb skrutkovaného prvku vzhľadom na os závitu, zodpovedajúci jednej celej otáčke.
Inými slovami, na inštaláciu uzatváracích ventilov je potrebné vyrezať závity na potrubiach, ktorých stúpanie zodpovedá stúpaniu spojovacích prvkov. Potom bude takéto spojenie kanalizačného alebo vodovodného potrubia tesné a odolné a schopné odolať vysokému tlaku.
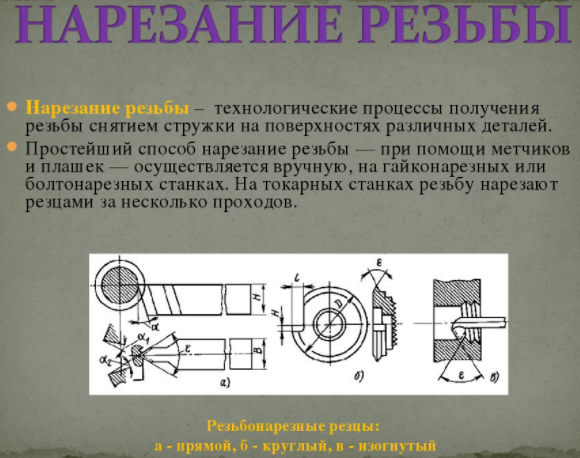
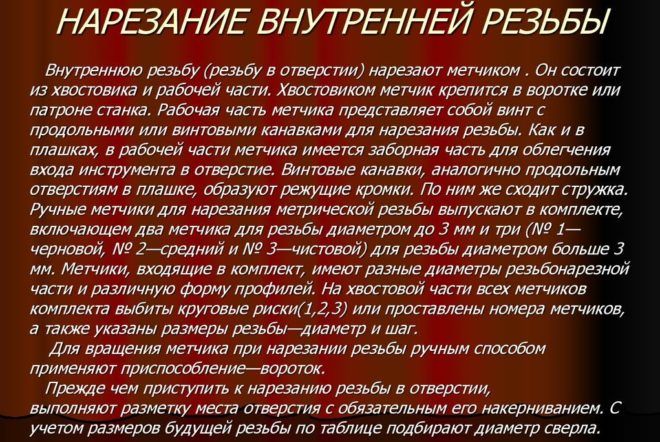
Aké frézy sa používajú na závitovanie
Na otočnej jednotke je možné vykonávať rezacie operácie - na vonkajšom aj na vnútornom povrchu. V tomto prípade sa používajú rôzne typy rezných prvkov. Možno ich rozdeliť do troch hlavných skupín:
- Rod;
- Prizmatický;
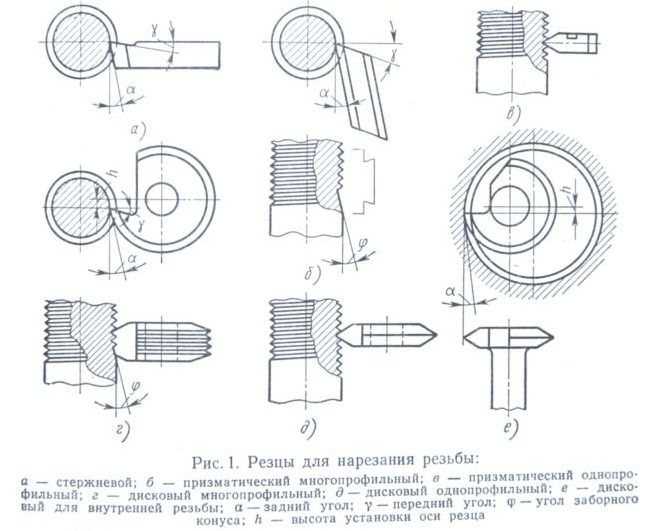
- Okrúhly.



Do prvej skupiny patrí nástroj najjednoduchšieho typu. Dizajnovo ide o pracovnú hlavu na tyči rôznych sekcií a tvarov. Tvar profilu zodpovedá hlave. Niektoré modely tyčových fréz majú na pracovných plochách tvrdokovové spájkovanie. Tým sa zvyšuje zdroj tých druhých, ktoré sú menej vystavené oderu pracovného povrchu, a v dôsledku toho nie sú tak často naostrené.
 Závitové frézy
Závitové frézy
Zariadenia prizmatického typu vykonávajú spracovanie obrobkov iba zvonku. Oproti predchádzajúcej skupine si poradia s väčšími plochami, dajú sa viackrát prebrúsiť. Na sústruhu je prvok upevnený pomocou rybinového držiaka.
Okrúhle rezné prvky možno použiť na výrobu vnútorných a vonkajších závitov. Pracuje sa s nimi pohodlnejšie ako s hranolovými, sú všestrannejšie – majú široké uplatnenie. Hodia sa na opakované brúsenie. Frézy v držiaku pripevnite k otvoru na konci. Prizmatické a kruhové prvky sa zaraďujú medzi tvarové nástroje pre sústružnícke zariadenia.
Nástroje
Na vykonanie práce musíte pripraviť všetky potrebné nástroje a zariadenia na rezanie. V každom prípade sa súprava so závitom bude líšiť v zložení, ale na ručné použitie pozostáva z matríc, matrice a držiaka račne. Zloženie súpravy je navyše vybavené rezačkou rúrok, plynovým kľúčom, pilníkom, pílkou na železo, brúskou, mazivami a ďalším náradím. Pre tých, ktorí nechcú pracovať po starom s klasickou metódou, je tu alternatíva – elektrické náradie.




Samotné rezanie sa vykonáva pomocou matríc. Niektoré sú rezané len na jednej strane, iné na oboch.
Pre vnútorné závitovanie môže súprava obsahovať aj niekoľko závitníkov s rôznou hĺbkou rezu. Niektoré sú určené na zdrsnenie vnútorného povrchu potrubia, iné na konečnú úpravu. Toto zariadenie je prezentované vo forme skrutky s drážkami na triesky. Pomocou chvostovej časti sa pripevňuje na obojky.


Pomocou kohútika sa vnútorné rezanie vykonáva niekoľkými prístupmi. Ich počet závisí od materiálu, s ktorým pracujú. Napríklad na závitovanie do zliatin titánu sú navrhnuté špeciálne súpravy niekoľkých závitníkov.
Raznica, progonka alebo lerka sa používa na vyrezávanie rôznych tvarov na fajky. Ide o oceľovú maticu s reznou základňou vo vnútri, v ktorej sú špeciálne otvory - drážky na odpad. Matrice sú rúrkové, šesťhranné, okrúhle a štvorcové. Úprava ich tela je pevná, delená a posuvná.

Posuvné (prizmatické) modely sa tiež nazývajú poldosky, sú pripevnené k matrici pomocou skrutiek a špeciálneho tesnenia - cracker. To je potrebné na rovnomerné rozloženie tlaku na skrutku. Pomocou matrice sa rezajú závity valcové, kužeľové, okrúhle alebo metrické. Súčiastkami matrice sú špeciálne kľúče a náboje, pomocou ktorých je pripevnená k telu rámu.


Klupp pozostáva z rámu, v ktorom sú upevnené rezacie prvky - matrice. Každý tŕň je vybavený štyrmi oceľovými matricami. Klupp je tiež vybavený špeciálnou račňou. Do držiaka matrice je možné vložiť iba jednu matricu, do držiaka matrice ich možno vložiť niekoľko. Rezací mechanizmus pásov je schopný rezať dva typy závitov: 0,5 - 1 ¼, 1 ½ - 2 palce.


Ručná vysekávačka spravidla reže rúry malého priemeru. Sú vybavené špeciálnou rukoväťou - držiakom.Možno ich použiť aj s vhodným hasákom. Má malú veľkosť, je jednoduchý a ľahko sa používa.


Skrutka držiaka račne je modifikáciou konštrukcie s prevodovým mechanizmom určeným na vytváranie závitov s priemerom väčším ako jeden palec. Račňa je nevyhnutný mechanizmus. Ľavé a pravé račne uľahčujú prácu na ťažko dostupných miestach, napríklad pri stenách. Pomocou račňovej páky sa matrica rýchlo odstráni zo závitu otočením v opačnom smere, čím sa zabezpečí vratný spôsob navliekania.


Nazýva sa šikmý klupp, pretože sa v ňom reguluje vzdialenosť medzi posuvnými matricami. Toto hovorí o priemere rezu. Návrhy tohto typu sú najjednoduchšie na použitie.


Na závitovanie rúrok sa používajú Mayevského skrutkové zátky zložitejšej konštrukcie. Obsahujú tri sady vymeniteľných matríc a špecializujú sa na priemer závitu do 2 palcov. Konštrukcie tohto typu sa používajú na závitovanie rúrok s malým priemerom.

Rezanie rúr s veľkým priemerom sa vykonáva v priemyselnom meradle. Napríklad na rezanie bezšvíkových rúr s priemerom 219 mm je potrebný špeciálny stroj. Plášťové rúry (stĺpy) sa režú iba na špeciálnych strojoch za špeciálnych podmienok, pri dodržaní všetkých bezpečnostných opatrení.
Ako odrezať vonkajší závit. Rezanie závitov na potrubiach a tvarovkách. Zomrieť. Klupp

Ako odrezať vonkajší závit. Rezanie závitov na potrubiach a tvarovkách. Zomrieť. Klupp. 4,46/5 (89,23 %) stratilo 13
Vonkajší závit je rezaný pomocou kruhových alebo posuvných matríc, ako aj skrutkovacích dosiek. Rezanie závitov je možné vykonávať na strojoch aj ručne.
Navliekanie s okrúhlymi matricami (lerky).
Okrúhle matrice (lehrs) sú kotúče s vyrezaným otvorom. Na odstraňovanie triesok a vytváranie peria s reznými hranami (obr. 1) je v matrici vytvorených niekoľko otvorov na triesky. Matrice (lehrs) sa vložia do držiaka lerko a upnú sa skrutkami (obr. 2).
Ryža. 1. Okrúhla vyrezávaná raznica (lerka).
Ryža. 2. Držiak Lerko:
1 - rám; 2 - rukoväť; 3 - upínacia skrutka.
Priemer odrezanej tyče sa odoberie o niečo menší ako vonkajší priemer závitu a odpíli sa v tvare kužeľa, aby mohla pec vstúpiť. Výber tyčí na rezanie metrických alebo palcových závitov je uvedený v tabuľke. jeden:
Tabuľka 1. Priemery hriadeľov pre závitové skrutky.
| Metrický závit | Palcový závit | ||
| Vonkajší priemer v mm | Priemer stonky v mm | Vonkajší priemer v palcoch | Priemer stonky v mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Posuvné matrice (obr. 3, a) pozostávajú z dvoch prizmatických polovíc s vyrezaným otvorom. V strednej časti otvoru matrice je vytvorená drážka, ktorá tvorí rezné hrany.
Ryža. 3. Posuvné matrice a krekry:
tanier; b - cracker.
Klupp na navliekanie.
Na upevnenie matríc sa používa skrutková svorka s pravouhlým alebo šikmým rámom (obr. 4). Prizmatické výstupky kluppu vstupujú do drážok zápustiek a zboku sú zápustky lisované svorníkmi.
Ryža. 4. Klupp (šikmý)
1 - rám; 2 - rukoväť; 3 - upínacia skrutka.
Aby sa zabránilo priamemu tlaku svorníka na matrice, medzi matrice a skrutku je inštalovaný takzvaný cracker (pozri obr. 3, b), ktorý má tvar matrice.
Technológia rezania závitov.
Rezanie prizmatickými matricami je trochu odlišné od rezania pomocou lerkov. Pri rezaní matricami sa tyče nepília do kužeľa, ale matrice sa od seba odďaľujú.
Potom sa upnú na tyč, ktorej koniec sa musí zhodovať s hornou rovinou matríc. Otáčaním matrice doprava a mierne doľava sa vykonáva závitovanie.
Poloha lerkoderzhatel a klupp je nastavená striktne kolmo na vyrezanú tyč, inak bude závit šikmý a jednostranný.
Chladenie a mazanie pre závitovanie.
Pri rezaní závitov závitníkmi a matricami je potrebné použiť mazivo.Ako lubrikant môžete použiť bežnú emulziu, ktorá rozpustí jednu časť emulzie v stošesťdesiatich dieloch vody. Okrem toho môžete aplikovať: na liatinu - bravčovú masť a petrolej; na oceľ a mosadz, varený a repkový olej a bravčová masť; pre červenú meď - bravčová masť a terpentín; na hliník - petrolej.
Pri rezaní závitov sa neodporúča používať strojové a minerálne oleje, pretože zvýšením rezného odporu nedávajú čisté otvory a vedú k rýchlemu opotrebovaniu závitníkov a matríc.
Skrutkovacie dosky.
Na rezanie závitov na skrutkách s priemerom do 6 mm sa používajú skrutkovacie dosky. Na skrutkových doskách je niekoľko vyrezaných otvorov rôznych priemerov s drážkami na triesky, dva pre každý otvor.
Navliekanie závitov matricami sa vykonáva rovnakým spôsobom ako závitovanie. Tyč sa pevne upne do zveráka, namaže sa olejom a potom sa na tyč nasadí matrica s matricami, upne sa skrutkou a otočí sa o celú otáčku v jednom smere a o pol otáčky v druhom. Ak je tyč hrubšia, ako sa vyžaduje, musí sa opilovať.
Závit skrutiek sa meria pomocou prstencových závitových mierok alebo závitových mierok.
Rezanie závitov na potrubiach a tvarovkách.
Rúry a tvarovky (spojovacie diely pre potrubia) sa režú špeciálnym nástrojom pomocou prípravkov.
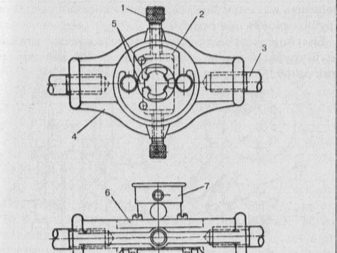
Klupp na rezanie závitov na rúrkach.
Na rúrach sa závit reže špeciálnym závitom (obr. 5). Vysekávač na rezanie rúr podľa zariadenia sa líši od bežných vykrajovačov. Štyri oceľové hrebene vstupujú do štrbín držiaka.
Otočením hornej rukoväte ich možno spojiť alebo rozložiť. Preto môžu byť rúry rôznych priemerov rezané jednou matricou. Klupp má navyše vodidlá, ktoré sa regulujú spodnou rukoväťou.
Vodidlá zabezpečujú správnu polohu matrice na rúre pri rezaní.
Ryža. 5. Klupp na rezanie rúr.
Rúry počas rezania sú upevnené špeciálnou rúrkovou svorkou. Svorka pozostáva z rámu, v ktorom sú umiestnené krekry s výrezmi na rúry rôznych priemerov.
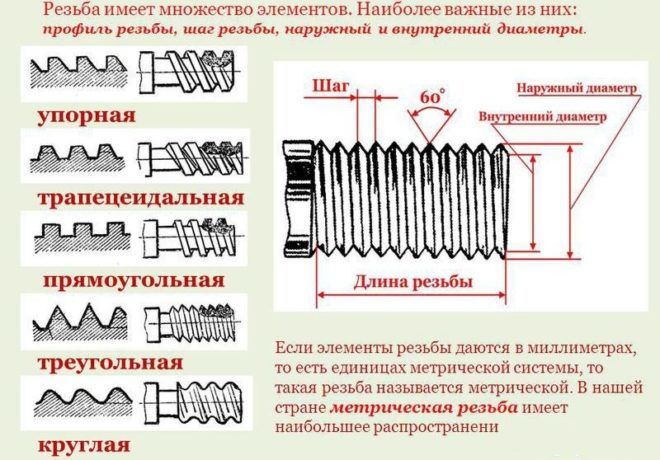
Profily závitov
Formy prírezov v závislosti od typu povrchu sú valcové a kužeľové. Závity sú vonkajšie (na povrchu) a vnútorné (v otvore polotovaru). Typ závitového spojenia závisí od profilu závitu.
Existuje päť typov profilov:
- trojuholníkový;
- obdĺžnikový;
- lichobežníkový;
- vytrvalý;
- okrúhly.
Vlákno môže byť jedno- a viac-začiatkové:
- jednozávitové - tvorené jedným závitovým závitom;
- multi-start - vytvorený dvoma alebo viacerými vláknami umiestnenými v rovnakej vzdialenosti od seba.
Hlavnými ukazovateľmi oboch typov závitov sú stúpanie a zdvih. Stúpanie závitu - vzdialenosť medzi najbližšími závitmi a meria sa pozdĺž stredovej čiary spracovávaného obrobku. Priebeh jedného závitu je medzera v strede dvoch vrcholov jednej otáčky na pracovnej ploche výrobku. Zdvih sa rovná súčinu stúpania závitu počtom štartov.
Matrica rezného nástroja
Matrica je rezný sústružnícky nástroj vyrobený vo forme matice. V ňom vyvŕtané otvory sú vyrobené na odvod triesok. Nástroj pozostáva z rezných prvkov umiestnených na jeho každej strane a tvoriacich kužeľ. Matrica na sústruhu vytvára závit na skrutkách, čapoch, skrutkách a iných kovových výrobkoch.
Najpoužívanejšie typy matríc:
- metrický;
- vľavo;
- rúra.
Úlohu si môžete uľahčiť vytvorením malého skosenia na konci tak, aby sa jeho výška zhodovala s výškou profilu závitu. Veľkosť matrice musí zodpovedať priemeru dielu.
Potom je matrica požadovanej veľkosti upevnená v držiaku matrice upevnenom v koníku sústruhu. Rýchlosť závitovania závisí od materiálu pre obrobok: mosadzné výrobky sa spracovávajú rýchlosťou asi 15 m/min., liatina - 3 m/min., oceľové polotovary - 4 m/min.
Pri tejto rýchlosti spracovania sa matrica menej opotrebováva.V procese rezania musí byť každé otočenie matrice nahradené otočením o tretinu kruhu späť, aby sa vyčistili otvory od triesok.
Video: Ako rezať závity na sústruhu
Výber otázok
- Michail, Lipeck — Aké kotúče by sa mali použiť na rezanie kovov?
- Ivan, Moskva — Aká je GOST valcovaného oceľového plechu?
- Maksim, Tver — Aké sú najlepšie stojany na skladovanie valcovaných kovových výrobkov?
- Vladimir, Novosibirsk — Čo znamená ultrazvukové spracovanie kovov bez použitia abrazívnych látok?
- Valery, Moskva — Ako vykovať nôž z ložiska vlastnými rukami?
- Stanislav, Voronezh — Aké zariadenie sa používa na výrobu vzduchovodov z pozinkovanej ocele?
Základy vlákien
Keď sú plynové potrubia pripojené k vodovodnému systému, valcové rúrkové závity sú valcované alebo rezané. Koncové časti rúr sú kombinované so špeciálnymi prvkami. Posledné 2 kučery valcového vlákna sa nazývajú beh. Unášač umožňuje upevnenie spojovacieho prvku na rúrkový výrobok. Tým sa zabezpečí utesnenie spojenia s tesnením.
Na odpojenie pripojených, napríklad vykurovacích rúrok bez rezania, musíte použiť ťah. Zahŕňa poistnú maticu, spojovací prvok, dlhý závit. Má takú dĺžku, že je možné ľahko navinúť spojovaciu časť, poistnú maticu.
Aby sa ušetril materiál, pri zásobovaní plynom a iných komplexoch sa používajú výrobky s tenkými stenami. Sú navinuté. Hrúbka stien by mala byť väčšia ako pri vytváraní závitu na vodovodnom potrubí.

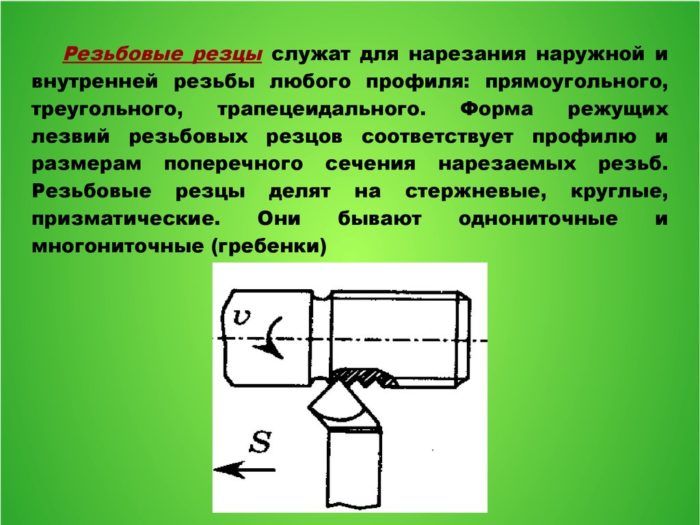
Technika rezania na kovovej časti
Skrutkovitý povrch vytvorený frézou sa nazýva závit. Zabezpečuje dôležité úlohy - s jeho pomocou sa môžu prvky dielov navzájom pohybovať, artikulovať alebo výrazne utesňovať spoje v rôznych mechanických zariadeniach.
Aby ste pochopili, ako rezať závity na sústruhu, musíte postupovať podľa procesu závitovania - je to celkom jednoduché a zrozumiteľné. Fréza je upevnená v podpere sústruhu. Pohybuje sa rovnomerne pozdĺž osi rotujúcej časti. Špicatý hrot nástroja vyreže na povrchu dielu špirálovitú čiaru.
Na správnu inštaláciu a vedenie rezacieho nástroja sa používa špeciálna šablóna, ktorá je umiestnená nad polotovarom. Fréza je umiestnená pozdĺž stredovej čiary stroja. Podľa výslednej medzery sa určuje, ako presne sa vykonáva závitovanie.
Rezanie má svoje vlastné charakteristiky:
- proces tvorby nití má niektoré vlastnosti;
- materiál, z ktorého je diel vyrobený, nastavuje uhol čela frézy;
- hodnota uhla závisí od viskozity, tvrdosti a krehkosti kovu;
- roviny frézy na zadných bočných rohoch by sa nemali trieť o vyrezané drážky;
- vnútorné závity sú rezané v už vyvŕtaných alebo vyvŕtaných otvoroch.
Pre každý spracovávaný materiál sú navrhnuté určité nástroje na rezanie kovov. Pre oceľové polotovary sa používajú frézy, ktorých dosky sú vyrobené z tvrdých zliatin T15K6, T14K8, T15K6, T30K4. Pre liatinové polotovary sa používajú rezné nástroje s karbidovými doštičkami VK4, V2K, VK6M, VK3M.
závitovanie závitníkom ako ručne rezať závity
Ako rezať závity pomocou navliekacieho zariadenia bolo opísané vyššie. Zariadenie na navliekanie závitov sa značne líši od zariadenia na závitovanie, ale princíp závitovania oboma nástrojmi zostáva rovnaký.
Závitník je kovoobrábací a sústružnícky nástroj, ktorý svojím tvarom trochu pripomína dlhú tyč. Vo vnútri tejto tyče sú rezné prvky, pomocou ktorých sa niť ručne odreže.

Závitník možno použiť aj na viac ako len na rezanie nových závitov. Pomocou tohto nástroja môžete tiež obnoviť vlákno, čím sa stane „novým“.
Podľa princípu činnosti sú kohútiky ručné a strojové. Strojové závitníky sú upevnené na sústruhu a závitovanie prebieha v automatickom režime.
Ako si vybrať typ kohútika?
Pre ručné navliekanie musíte najskôr vybrať správny typ závitníka. Výber závitníka na závitovanie závisí predovšetkým od:
- stúpanie závitu;
- profil;
- Formy závitového spojenia;
- tolerancia;
Okrem toho je výber konkrétneho závitníka ovplyvnený aj materiálom výroby dielov, na ktorých sa bude rezať závit. Hlavná voľba závitníka závisí predovšetkým od priemeru rezaného závitu.
Navliekanie závitníkom kohútikom ručne
Navliekanie závitom kohútikom prebieha nasledovne. Diel, ktorý má byť závitovaný, je upevnený vo zveráku alebo inom zariadení. Hlavná vec je, že časť je bezpečne upevnená v zariadení, pretože pri závitovaní pomocou kohútika budete musieť vynaložiť veľké úsilie.

Potom sa do dielu vyvŕta otvor na závitovanie závitníkom v závislosti od typu závitu - slepý alebo priechodný. Priemer vyvŕtaného otvoru by mal byť o niečo menší ako priemer rezných prvkov kohútika.
Nezabudnite skosiť horný okraj otvoru na závit. Potom sa odoberie kohútik a nainštaluje sa do vyvŕtaného otvoru, ktorý by mal byť umiestnený vo zveráku so skosením nahor.
Navliekanie závitníka závitníkom sa vykonáva v smere hodinových ručičiek, po celú dobu, zatlačením závitníka do otvoru. Kohútik je potrebné stlačiť hladko, bez zbytočných trhnutí, postupne ho otáčať, až kým sa nedosiahne čistý a rovnomerný závit.

Po niekoľkých otáčkach kohútika v smere hodinových ručičiek sa kohútik vráti opačným smerom, čím sa zbaví nahromadených kovových triesok.
Pri závitovaní je potrebné kohútik včas ochladiť, inak sa môže nástroj ľahko poškodiť. Ak sa reže hliníková niť, tak sa kohútik chladí petrolejom, ak sa nitka reže na medenej časti, tak terpentínom, pri rezaní oceľovej nite je najlepšie kohútik chladiť emulziou.
Typy a vlastnosti fréz
Sústružnícky nástroj na kov sa skladá z držiaka a pracovnej hlavy. Kvalita spracovania dielov priamo závisí od týchto prvkov. Držiak má obdĺžnikový alebo štvorcový prierez. S jeho pomocou je fréza upevnená na sústruhu.
Pracovná hlava spracováva detaily. Skladá sa z rôznych rezných rovín a hrán. Uhol ostrenia hlavy je určený materiálom, z ktorého je diel vyrobený.
Vonkajšie a vnútorné závity sú rezané rôznymi typmi rezačov závitov.
 Rezačky závitov
Rezačky závitov
Najpoužívanejšie z nich:
- tyč;
- hranolový;
- okrúhly.
Prútové frézy pozostávajú z tyče s pracovnou hlavou. Tieto typy sa dodávajú v rôznych profiloch. Najodolnejšie voči opotrebovaniu sú frézy, na ktoré sú prispájkované tvrdozliatinové pracovné hrany. Nepotrebujú časté otáčanie, pretože zostávajú ostré po dlhú dobu.
Prizmatické frézy sa používajú na spracovanie iba vonkajšej strany polotovaru. Ich výhodou oproti prútom je schopnosť spracovať veľké plochy. Mali by sa však brúsiť častejšie.
Okrúhle frézy sa používajú v procese rezania vnútorných a vonkajších závitov. Tieto nástroje sa veľmi ľahko používajú, ich oblasť použitia je pomerne široká. Okrúhle frézy umožňujú viacnásobné prebrúsenie.
 Závitové frézy okrúhle
Závitové frézy okrúhle
Podľa konštrukčných rozdielov sú nástroje na rezanie kovov rozdelené do niekoľkých typov:
- rovný;
- zakrivený;
- ohnutý;
- nakreslený.
Horná časť akéhokoľvek nástroja so závitom je zaoblená hlava alebo skosenie. Profil závitu je tvorený frézou správnej konfigurácie. Pomocou rezných nástrojov ohnutého tvaru sa na povrchu polotovaru vyreže závitový závit.
Priame frézy sa tu používajú zriedka.Závit vo vnútri dielu je vyrobený pomocou zakrivených fréz, niekedy rovných, upevnených v špeciálnom držiaku.
Frézy sú rozdelené do kategórií:
- vyrobené z vysokorýchlostnej legovanej ocele;
- s platňami z tvrdej zliatiny prispájkovanými k pracovnému prvku;
- rezné nástavce s vymeniteľnými viacvrstvovými doštičkami upevnenými na hlave.
V smere závitu skrutky sú nástroje rozlíšené na pravé a ľavé. Pri práci ide prvý posuv zľava doprava, druhý - posuv doľava. Častejšie sa používajú tie správne.
Niť odstrihneme raznicou
Zvláštnosti
Závitovanie bolo vynájdené pred dvoma storočiami, keď sa v Británii prvýkrát objavil skrutkový sústruh. Vynálezca G. Maudsley objavil metódu nanášania presných nití a vynašiel zariadenie na jej meranie (mikrometer) s presnosťou 0,0001 palca.

Približne v rovnakom čase vytvoril strojný inžinier D. Whitworth prvý profil závitu skrutky a navrhol systém jeho noriem. Odvtedy nesie vynález jeho meno - Whitworth carving. Tvorilo základ pre rôzne národné normy.

Hlavnou črtou závitovania je, že nástroj na jeho realizáciu musí byť vyrobený z materiálu väčšej tvrdosti ako rezaný prvok a na výrobu tohto nástroja je zase potrebné použiť vzory s ešte tvrdšími prvkami v zložení.
V dnešnej dobe existuje nespočetné množstvo možností, ako navliekať fajku.
Dôležité je vybrať len ten, ktorý je potrebný. Dobrý výsledok je zaručený, ak sa pri realizácii práce použijú kvalitné materiály a nástroje, dodržia sa pokyny, ako aj technológia rezania
Pri závitovaní je najlepšie použiť kvalitný nástroj, pretože lacná možnosť pravdepodobne nebude trvať dlho.

Teraz je väčšina potrubných systémov vyrobená z plastu. Často je potrebné upevniť konštrukcie pomocou spojovacích prvkov vyrobených z plastu a kovu. V domácej sfére sú takéto spojovacie prvky pomerne bežným riešením, nazývajú sa kombinované. V moderných komunikačných systémoch sa tradične používa jeden z typov plastových alebo kovových rúrok. V niektorých prípadoch je však účelné použiť kombinované vzory.


Rúry s priemerom do 40 mm sa spájajú závitovou metódou. Prírubové spoje sa používajú pre rúry s väčším priemerom, kde nie je možné dotiahnuť závit.

Spojenie polypropylénovej rúry s kovovou rúrou sa vykonáva pomocou tvaroviek, ktoré sú na to špeciálne navrhnuté. Sú to spoje, ktorých jedna strana má kovový závit a druhá má plastovú objímku. Viacnásobné kombinované spojenia sa vyrábajú pomocou špeciálnych zložitých armatúr.
