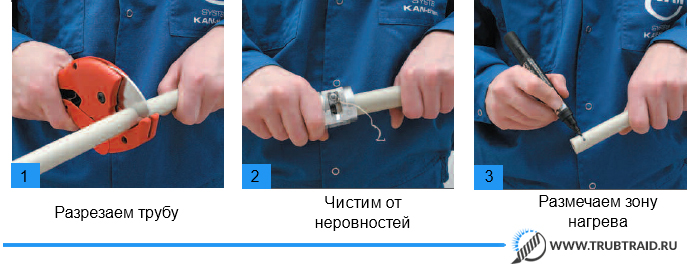
Predbežná príprava.
Proces, akým je spájkovanie PVC rúrok vlastnými rukami, zahŕňa určité prípravné kroky. Najvýznamnejšie z nich sú:
- Čistenie montážnych dielov.
- Inštalácia trysiek na zariadenie.
- Dôkladná kontrola tesnosti vstupu dielu do trysky. Časti, ktoré dostatočne nezapadajú, by sa mali okamžite vymeniť, pretože stále neposkytujú slušnú kvalitu na inštaláciu plastových rúrok.
- Po skontrolovaní kvality interakcie trysiek a náhradných dielov môžete zapnúť nástroj na zahriatie. Všetky komponenty v tomto bode by mali byť rezané a vyčistené.
Aké jednotky a materiály budú potrebné
Na spájkovanie PVC rúrok musíte mať:
Zariadenie na ohrev častí. Spravidla sa nazýva "žehlička" alebo "spájkovačka". Uistite sa, že máte sadu trysiek, určite budú potrebné.
Rezačka rúr, „rezačka“
Pred začatím inštalácie je mimoriadne dôležité uistiť sa, že nôž je dokonale nabrúsený. Ak sa skutočný stav líši od opísaného stavu, potom sa musí fréza naostriť alebo vymeniť, inak sa počas procesu montáže urobí veľa chýb.
Handry (nie vláknité) a alkohol alebo akýkoľvek iný odmasťovací prostriedok
Diely a trysky musia byť na začiatku ohrevu dokonale čisté.
Je zaujímavé vedieť, že všetky vyššie uvedené metódy sú relevantné aj pre inštaláciu potrubí, ktoré vedú plyn.
Prístroje na meranie a označovanie. Ako prvý je dokonalý najjednoduchší meter akejkoľvek vhodnej veľkosti, ako druhý - ceruzka alebo značka.
V prípadoch, keď ide o spojenie komponentov, ktorých priemer presahuje 50 mm, je potrebné zaobstarať centrovacie zariadenie.
Ostrý nôž na zrážanie hrán. Najlepším riešením by bolo kúpiť úkosovačku.
Konzistentná technológia spájkovania
Spájkovanie plastových rúrok sa najlepšie vykonáva v miestnosti s dobrým vetraním. Je to spôsobené tým, že pri zahrievaní polyméry uvoľňujú toxíny, ktoré sú nebezpečné pre zdravie. V dostatočnej koncentrácii spôsobujú otravu.
 Rúry je lepšie spájkovať ochrannými rukavicami
Rúry je lepšie spájkovať ochrannými rukavicami
Prípravná fáza:
- Na pracovnom tele spájkovačky je nainštalovaný polotovar požadovanej veľkosti;
- Nastavenie teploty musí byť v rozmedzí 260 stupňov;
- Všetky ďalšie časti sú pripravené, vyčistené a správne umiestnené;
- Spájkovačka je zapnutá;
- Počkajte, kým zariadenie nedosiahne požadovanú teplotu, čo dokazuje zelený senzor.
Ďalej musí byť potrubie a spojka súčasne umiestnené na spájkovačku a polotovar. Potrubie je namontované vo vnútornej časti polotovaru. Spojka je inštalovaná zvonka. Potrubie musí byť zatlačené na vopred označenú časť. Spojka je zapnutá, kým sa nezastaví. Pre správne zváranie si musíte pamätať na čas.
Pri nízkej teplote bude úroveň difúzie nízka, čo ovplyvní kvalitu zliatiny. Pri prehriatí sa diely deformujú. Čas sa volí v závislosti od priemeru materiálu.
Keď sú diely zahriate, je potrebné ich rýchlo spojiť. V tomto prípade je potrebné dodržať zarovnanie. Na niekoľko sekúnd môžete vykonať opravu, ale nemôžete otáčať produkt
Pri práci je dôležité neťahať, ale ani sa neponáhľať
Rozdiely medzi spájkovaním plastov a kov-plast
Mnohí sa zaujímajú o to, ako správne zvárať kovoplastové výrobky. Je zaujímavé, že takýto koncept v práci profesionálov neexistuje. Zvárajte hliníkové rúry. V tomto prípade sa používa technika zadku alebo prekrytia. Na spojenie sa používajú armatúry.
Typy armatúr:
- Kompresia;
- Lisovacie tvarovky.
Lisovacie tvarovky sú odolnejšie. Rúry sa spájajú lisovaním pomocou špeciálneho nástroja.Na utiahnutie kompresných spojov sa používa jednoduchý kľúč. Takéto tvarovky však nezahŕňajú zváranie.
Na trhu sú hliníkové vystužené polypropylénové rúry. Používajú sa v systémoch vykurovania a teplej vody. Práve tieto zariadenia potrebujú zváranie.
 Aby ste sa vyhli chybám, pred spájkovaním je lepšie pozrieť si inštruktážne video.
Aby ste sa vyhli chybám, pred spájkovaním je lepšie pozrieť si inštruktážne video.
Pri kovoplastových výrobkoch sa zváranie nepoužíva. Ale vystužené výrobky sú týmto spôsobom spojené. Medzi plastovými rúrami sú obľúbené možnosti PVC. Ich koeficient rozťažnosti je malý. Charakteristiky výrobkov umožňujú ich použitie iba na usporiadanie kanalizácie. Ale potrubia s veľkým priemerom môžu byť použité pre centrálne zásobovanie vodou. Inštalácia môže byť vykonaná zváraním alebo lepením.
Tajomstvo a bezpečnostné opatrenia pri spájkovaní PVC
Spájkovanie by sa malo vykonávať v miestnosti s kladnou teplotou. Je potrebné vziať do úvahy, že čím je chladnejšie, tým dlhšie sa prvky budú ohrievať. Existuje však množstvo ďalších pravidiel, ktoré treba dodržiavať.
Vlastnosti spájkovania PVC rúr:
- Výkon žehličky by mal byť 1200 wattov.
- Ručné zariadenie sa používa pre rúry s priemerom do 32 mm. Pre veľké veľkosti sa používa profesionálne vybavenie.
- Pred začatím práce sa zariadenie musí zahriať 5-10 minút. To je nevyhnutné, aby zariadenie s tryskami dosahovalo požadované parametre.
- Po spájkovaní je zakázané posúvať spoj. V opačnom prípade to môže narušiť integritu švu. Môžete len narovnať deformácie tak, aby spojenie neuniklo.
- Na stlačenie dielov nie je potrebné vyvíjať veľkú silu. V opačnom prípade sa medzera vyplní horúcim plastom a naruší priechodnosť.
- Nie sú povolené žiadne medzery medzi spojom potrubia a vnútrom tvarovky. V opačnom prípade dôjde pod tlakom k netesnostiam.
- Spájkovaná oblasť musí byť pred použitím úplne vychladnutá.
- Po dokončení práce sa žehlička očistí od plastu. Na zariadení teda nebudú žiadne usadeniny uhlíka a prvky na spájkovanie sa nepoškodia.
Na čistenie použite plochú drevenú palicu. Takže teflón sa nepoškodí. Kovové predmety môžu poškriabať povrch a urobiť dýzu nepoužiteľnou, pretože plast sa začne lepiť na povlak.
 Spájkovač by mal byť umiestnený tak, aby bol stabilný.
Spájkovač by mal byť umiestnený tak, aby bol stabilný.
Pri práci s elektrickým náradím je dôležité dodržiavať bezpečnostné opatrenia. V opačnom prípade sa môžete popáliť alebo zraniť.
Je potrebné pracovať s ochrannými rukavicami. Miestnosť musí byť čistá a bez prachu. V opačnom prípade sa častice usadia na plaste a narušia kvalitu spájkovania.
Spájkovačka je umiestnená vodorovne na povrchu. Počas prevádzky je zakázané vypínať zariadenie. Práca začína, keď je žehlička úplne zahriata. V moderných modeloch je to indikované indikátorom. Pri možnostiach starého štýlu počkajte 20 minút.
Spájkovanie polyetylénových rúr nemá zložitú technológiu. Zváranie môže mať vlastnosti, ak spájkujete vystužené výrobky
Je však dôležité dodržiavať preventívne opatrenia. Správne spájkovanie rúrok pomôže základným tajomstvám a pravidlám. Tiež postupujte presne podľa pokynov.
Tiež postupujte presne podľa pokynov.
Odrody a výber vybavenia
Spájkovacie zariadenie je zariadenie, ktoré pomocou vysokých teplôt vytvára spoľahlivé hermetické spojenie. Na zváranie plastových a liatinových výrobkov je možné použiť rôzne zariadenia.
Na zváranie polypropylénu sa rozlišujú 2 hlavné skupiny zariadení:
- Mechanické zariadenia. Používajú sa, keď je množstvo práce veľké a vyžaduje sa veľa pracovnej sily.
- Manuálny prístroj. Môže byť použitý pre rúry s malým priemerom pre samostatnú prácu.
Mechanické zariadenie obsahuje nosný rám, blok, hydraulickú jednotku. Na oboch stranách zariadenia sú úchyty. Vložky sú pozorované v ich strede. Ich úlohou je správne rozložiť tlak a centrovanie.
 Na spájkovanie rúrok je lepšie použiť 2 osoby
Na spájkovanie rúrok je lepšie použiť 2 osoby
Konce sú vyrovnané elektrickým orezávačom. Ide o rotačný kotúč s obojstrannými nožmi. Hlavným prvkom jednotky je elektrický ohrievač. Je inštalovaný vo vnútri a je to disk s vykurovacím prvkom.
Ak chcete spájkovať ručne, musíte si kúpiť špeciálnu žehličku. Princíp činnosti pripomína domáce spotrebiče, hoci vzhľad zariadení je iný. Konštrukcia žehličky obsahuje nahrievaciu platňu, termostat a rukoväť. Doštička má dva otvory na spájkovanie dielov. Vďaka teflónovej vrstve sa nahriaty plast neprilepí na zariadenie.
Odrody a náklady na spájkovačky.
Takáto jednotka ako spájkovačka pre inštalatérske práce môže byť úplne odlišná v závislosti od aktuálnych potrieb a finančných možností majstra.

Forte WP6308
Hlavným parametrom takéhoto zariadenia, ktorý stojí za to venovať pozornosť, je výkon. Táto charakteristika určuje rýchlosť ohrevu a v mnohých ohľadoch aj jeho účinnosť.
Dôležitý je aj počet a špecifickosť trysiek, pretože od tohto faktora závisí rozsah spracovateľných produktov. Pri plánovaní nákupu takéhoto zariadenia ako spájkovacieho zariadenia je potrebné venovať pozornosť výrobcovi.
| Moc | 800 W |
| Maximálna prevádzková teplota t °C | 300 °C |
| typ vykurovania | Pravidelné |
| Trysky: | Ø20 / 25 / 32 mm |
| Napájané napätím | 220 V |
| Vykurovanie do prevádzkového stavu | do 15 min |
| Cena (približne) | od 10 do 15 c.u. |
Mnohí potenciálni spotrebitelia sa tiež obávajú takého faktora, ako sú náklady na príslušné nástroje. Malo by byť zrejmé, že cena zariadenia môže byť úplne odlišná, od 500 rubľov (vo svojej podstate primitívne a často nespoľahlivé „žehličky“) až po desiatky tisíc rubľov.
Dôležité! Ak je veľa práce a potrebujete urobiť 100 - 120 dávok. Nevdychujte spálený plast, starajte sa o seba .. Je celkom možné zakúpiť si kvalitný nástroj za 2500 - 4000 rubľov
Cena spájkovania do značnej miery závisí od individuálnych pracovných podmienok a zvyčajne predstavuje najmenej 200 rubľov za inštaláciu jedného spoja.
Je celkom možné zakúpiť kvalitný nástroj za 2500 - 4000 rubľov. Cena spájkovania do značnej miery závisí od individuálnych pracovných podmienok a zvyčajne predstavuje najmenej 200 rubľov za inštaláciu jedného spoja.
Tento stav neomylne naznačuje, že nákup „žehličky“ sa môže z finančného hľadiska ospravedlniť po dokončení jednej zákazky, ak hovoríme o opakovanom použití.
No, ak má majster možnosť požiadať o potrebné nástroje na čas práce, potom sa takéto riešenie môže právom nazvať najoptimálnejším. V iných situáciách vyvstáva otázka buď prenájmu „spájky“, alebo získania vlastného zariadenia.

SPT-2200; Výkon - 2200 W; pracovná t – 300 °C
Tak či onak, kvalitný a spoľahlivý nástroj na montáž vodovodných potrubí z plastových rúr, s dekódovaním skratiek, ktoré nájdete na našej stránke,
nebude nikdy zbytočný v rukách skúseného odborníka alebo človeka, ktorý sa ním plánuje v dohľadnej dobe stať a bude vykonávať takúto prácu pre seba alebo na komerčnej báze.
Pozrite si video návod - 4 minúty 31 sekúnd:
Ako prebieha montáž
Ďalší pracovný postup sa vykonáva takto:
- Bez ohľadu na to, ako sa zváranie vykonáva - bez spájkovačky alebo s ňou sa musí vykonať označenie.
- Podľa návodu k zariadeniu je potrebné zohriať spájané časti a po spustení pripojenia nenechať potrubie priliehať k stene tvarovky. S tým môže pomôcť správne vykonané označenie.
- Namontovanú oblasť nechajte úplne vychladnúť a zaistite jej nehybnosť.
- Potom sa musíte uistiť, že neexistujú žiadne chyby (prehýbanie, odchýlky od spoločnej osi, netesnosti).Ak sa zistí niektorá z opísaných chýb, neúspešná časť sa musí rozobrať a znova zložiť s použitím nových komponentov a s prihliadnutím na vykonané chyby.



