Ako ohýbať výstuž, plech atď. bez špeciálneho nástroja
Ak ste už začali generálnu opravu vlastnými rukami, bez ohľadu na to, kde sa vykonáva: doma alebo v byte, musíte byť pripravení na mnohé testy.
Najmä môže vzniknúť množstvo problémov, ktoré je veľmi ťažké vyriešiť bez náležitých skúseností a špeciálneho vybavenia. Napríklad nie každý vie, ako ohýbať plech, výstuž, profil, roh atď. pri dosahovaní dobrých výsledkov. V tomto článku sa pokúsime odpovedať na „neflexibilné“ otázky, pričom si vystačíme s minimálnym množstvom nástrojov.
Ako ohýbať plech, zinkovanie, profil
Veľmi často pri montáži kovových konštrukcií je potrebné nielen rezať oceľové plechy, ale aj dať im zakrivený tvar.
Môžete to urobiť doma bez toho, aby ste míňali peniaze na služby tretích strán. Napríklad, ako ohýbať plech? K tomu potrebujeme drevené alebo gumené kladivo, kliešte, stôl.
Ak sa očakáva zakrivenie o 90 stupňov, potom by táto sada nástrojov mala stačiť. List jednoducho visí z okraja stola, po ktorom sa dosiahne požadované zakrivenie rovnomerným poklepaním v oblasti ohybu.
Ako ohýbať potrubie bez predhrievania
Profilovú rúru je možné ohýbať sami, bez predhrievania, s výplňou aj bez nej. Nevyžadujte plnenie pieskovými alebo kolofónnymi rúrami, ktorých výška profilu nepresahuje 10 mm.
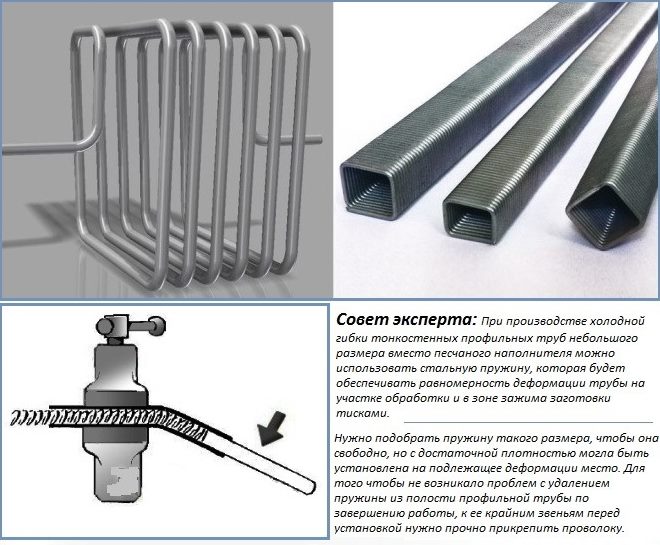
Existuje ďalšia technika, ktorá zahŕňa použitie pružiny s hustou špirálou namiesto výplne, ktorá sa vloží do vnútornej dutiny profesionálnej rúry a chráni steny produktu pred deformáciou, ako aj pred nadmernými zmenami ich hrúbky. počas procesu ohýbania.

Konštrukcia elementárnej ohýbačky rúr je jednoduchá a cenovo dostupná pre vlastnú výrobu.
Pre tých, ktorí potrebujú ohýbať profilové rúry vlastnými rukami, bez toho, aby ich najskôr zahriali, môžete použiť školiace video a nasledujúce jednoduché odporúčania.
- Požadovaný ohyb na profilových rúrach je možné získať pomocou najjednoduchších zariadení - zveráka, tŕňov, ohýbacích dosiek.
- Pre výrobky s okrúhlym profilom môžete použiť ručnú ohýbačku rúrok. V tomto zariadení je potrebné prerobiť pracovné valčeky, ktorých tvar vybrania musí zodpovedať profilu potrubia.
- Rúry môžete ohýbať najefektívnejšie a najpresnejšie pomocou valcovacieho stroja, ktorý si môžete zakúpiť alebo vyrobiť sami.
Aká je zložitosť ohýbania profilu
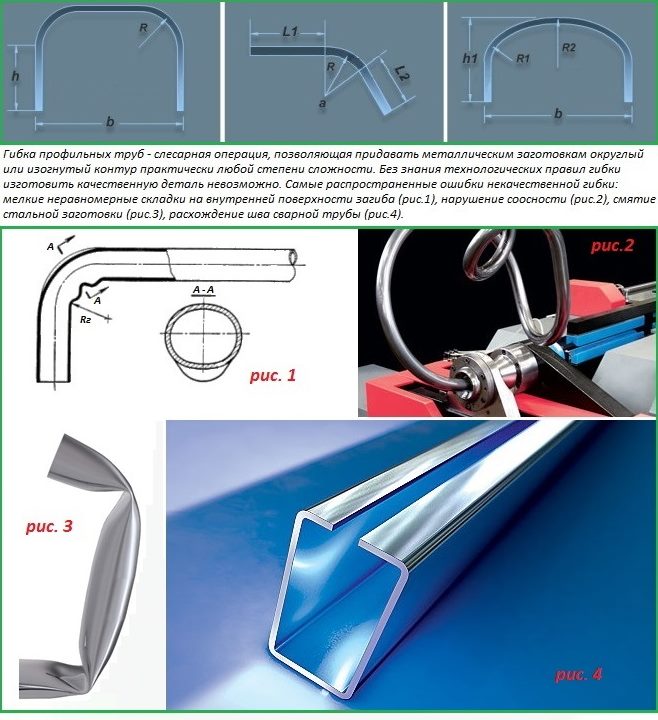
Podstatou ohýbania valcovaného kovu, bez ohľadu na tvar jeho profilu, je to, že profilové rúry majú čiastočný alebo úplný ohyb. Takáto technologická operácia sa vykonáva dvoma spôsobmi: pôsobením na ohýbané potrubie iba tlakom alebo dodatočným ohrevom úseku potrubia v oblasti, v ktorej sa ohyb vykonáva. Počas ohýbania pôsobia na kovovú rúru súčasne dve sily:
- kompresná sila (z vnútornej strany ohybu);
- ťahová sila (z vonkajšej časti ohnutého úseku).
Je to vplyv takýchto viacsmerných síl, ktorý spôsobuje ťažkosti charakteristické pre proces ohýbania akýchkoľvek profilových rúr.
- Segmenty materiálu potrubia, ktoré počas procesu ohýbania menia svoj tvar, môžu stratiť súosovosť svojho umiestnenia, čo vedie k tomu, že jednotlivé úseky potrubia budú umiestnené v rôznych rovinách;
- Stena potrubia, ktorá sa nachádza na vonkajšej strane ohybu a je vystavená ťahu, nemusí vydržať zaťaženie a prasknúť.
- Vnútorná stena rúry, ktorá je vystavená stlačeniu, môže byť pokrytá záhybmi, ktoré pripomínajú zvlnenie.
Technické vlastnosti profilových rúr
Aby sa tomu zabránilo, je potrebné vziať do úvahy nielen vlastnosti materiálu potrubia, ale aj jeho geometrické parametre - rozmery prierezu, hrúbku steny, polomer, na ktorý je potrebné ohýbať. Znalosť vyššie uvedeného vám umožní vybrať si vhodnú technológiu a správne ohýbať vlnitú rúrku bez jej rozdrvenia a bez toho, aby ste získali vlnitý povrch.
Priemyselné metódy ohýbania za studena

V závislosti od priemeru prvku a množstva práce je možné použiť ručné náradie (ohýbačky rúr) alebo zariadenia s elektromechanickým pohonom.
Hlavné priemyselné metódy ohýbania za studena sú:
- Spôsob navíjania. Táto technika umožňuje ohýbať rúrku s prierezom v rozmedzí 1,0-4,26 cm v rôznych rovinách. Na udržanie tvaru sekcie sa používajú kompozitné alebo tyčové tŕne - kalibračné zátky.
- S obratom. Táto metóda je vhodná na ohýbanie rúrkových prvkov s priemerom nie väčším ako 15 cm.V tomto prípade by hrúbka steny mala byť pôsobivá. Podstata metódy: valivý valec sa pohybuje okolo statického ohýbacieho valca danej veľkosti. Potrubie stlačí a ohne.
- Valček. Táto metóda vám umožňuje ohýbať obrobok v špirále alebo krúžku. Na valčekoch sa prvok posúva valčekmi a nadobúda zakrivenie určené polohou valčekov.
- Kreslenie. Metóda je vhodná na ohýbanie tenkostenných bezšvíkových výrobkov. Na ohýbanie je šablóna vyrobená z rúrkového prvku s väčším priemerom. Potom sa šablóna naskrutkuje do matrice a upevní sa svorkou. V dôsledku otáčania šablóny je obrobok ťahaný cez matricu a ohýbaný.
- Naťahovaním. Táto technika minimalizuje riziko deformácií kovu. Na tento účel je obrobok pripevnený na okrajoch, natiahnutý a súčasne ohnutý pomocou ohýbacej šablóny.
- Na podperách. Zvyčajne sa používajú dve podpery, na ktorých je obrobok umiestnený. Keď sú podpery ohnuté, otáčajú sa okolo svojej osi. Šablóna je pripojená k tyči zdviháka tak, aby sila pôsobila v strede obrobku. Metóda je vhodná na ohýbanie rúrových výrobkov s priemerom nie väčším ako 35,1 cm Zariadenie umožňuje ohýbanie priamo na stavbe.
- S hydrostatickým tlakom vo vnútri. Na tento účel sa do rúrkového prvku vstrekuje kvapalina. Na koncoch sú nainštalované zástrčky. Vplyvom výsledných napätí dosahuje kov takmer plastický stav. Potom sa na miesto ohýbania privedie šablóna a obrobok sa ohne.
- S tlačením. Metóda je vhodná na ohýbanie prvkov s priemerom tri palce. Obrobok je tlačený cez pevnú a pohyblivú matricu. V dôsledku vzájomného posunutia matríc je možné upraviť zakrivenie ohybu. Pomocou tejto techniky môže byť jeden obrobok ohnutý niekoľkokrát v rôznych rovinách.
Pokiaľ ide o použitie tŕňov, najjednoduchšou zátkou pre rúry s prierezom nie väčším ako 3,2 cm môže byť oceľové lano. Jeden koniec tohto kábla je upevnený v rukoväti. Druhý koniec je pripojený k drôtu, aby sa vykonalo vtiahnutie do lúmenu. V tomto prípade by mal byť priemer kalibračnej zátky o niečo menší ako prierez rúrkového produktu - asi o 0,1-0,5 mm.
Počas používania kalibračných zátok môže dôjsť k nežiaducim škrabancom a zárezom na vnútornom povrchu obrobku. Zvyčajne sa to stáva pri ohýbaní výrobkov z nehrdzavejúcej ocele. Aby ste sa chránili pred takýmito nežiaducimi následkami, musíte si vybrať správny korkový materiál, ako aj použiť mazivo a dôkladne vyčistiť povrch.
Funkcie ohýbania rúr

Všetky spôsoby ohýbania obrobkov možno rozdeliť na ručné a mechanické, ako aj na horúce a studené.Niekedy je proces ohýbania sprevádzaný nežiaducimi následkami pre rúrkový výrobok, ktoré majú významný vplyv na následnú prevádzku prvku. Stupeň prejavu týchto dôsledkov závisí od materiálu, z ktorého je rúrka vyrobená, od jej priemeru, polomeru ohybu, ako aj od spôsobu, akým bol postup ohýbania vykonaný.
Negatívne dôsledky ohýbania zahŕňajú nasledujúce body:
- Zníženie hrúbky steny obrobku umiestneného pozdĺž vonkajšieho polomeru ohybu.
- Tvorba záhybov a záhybov na stene, ktorá sa nachádza pozdĺž vnútorného polomeru ohybu.
- Zmena konfigurácie úseku (zmenšenie veľkosti lúmenu a jeho tvaru - ovalizácia).
- Zmena polomeru ohybu v dôsledku pružinového účinku materiálu.
Najčastejšou nevýhodou ohýbania je zmena konfigurácie prierezu a hrúbky steny. V dôsledku namáhania kovu sa vonkajšia stena v ohybe stenčuje, zatiaľ čo vnútorná stena naopak hrubne. To má za následok citeľné zoslabenie rúrkového prvku. Tento jav je nebezpečný pri pretrhnutí vonkajšej steny potrubia, pretože práve ona je vystavená väčšiemu tlaku prepravovaného média.
Ovalizácia tiež výrazne oslabuje obrobok. Tento jav je obzvlášť nebezpečný pri ohýbaní potrubia určeného na prepravu látky v podmienkach pulzujúceho zaťaženia. Ak sa takéto prvky použijú ako stavebné konštrukcie, potom ovalizácia ovplyvní vzhľad prvku. Preto sa v procese ohýbania snažia takéto javy čo najviac minimalizovať.
Ak sa na vnútornej stene vytvoria záhyby v dôsledku zhrubnutia materiálu, budú mať za následok nielen zmenšenie prierezu, ale vytvoria aj odpor proti pohybujúcemu sa toku. To zase zvyšuje pravdepodobnosť korózie. Okrem toho sa zníži nosnosť konštrukčného rúrkového prvku.
Nástroje na ohýbanie rúr
Otázka, ako ohýbať potrubie bez ohýbačky rúrok, nespôsobí ťažkosti, ak na vykonanie tejto operácie použijete najjednoduchšie zariadenia. Ohýbanie rúr za studena môžete vykonávať pomocou nasledujúcich zariadení.
- V prípadoch, keď je potrebné ohýbať mäkkú (hliníkovú) alebo oceľovú rúru s výškou profilu nie väčšou ako 10 mm, používa sa vodorovná doska s otvormi, do ktorých sa vkladajú zarážky - kovové kolíky. Pomocou týchto kolíkov sa výrobky ohýbajú podľa požadovaných parametrov. Táto metóda má dve vážne nevýhody: nízku presnosť ohýbania, ako aj skutočnosť, že pri jej použití je potrebné vynaložiť značné fyzické úsilie.
- Výrobky s výškou profilu 25 mm sa najlepšie ohýbajú pomocou valčekových prípravkov. Rúrka je bezpečne upevnená vo zveráku a na tú časť, ktorú je potrebné ohnúť, pôsobí sila pomocou špeciálneho valčeka. Toto zariadenie vám umožňuje dosiahnuť lepší ohyb, ale vyžaduje aj vynaloženie fyzickej námahy.

Možnosť, ako sa hovorí, v zhone. Dlhá páka tohto mimoriadne jednoduchého zariadenia vám umožňuje vyrovnať sa s pomerne hrubými rúrkami.
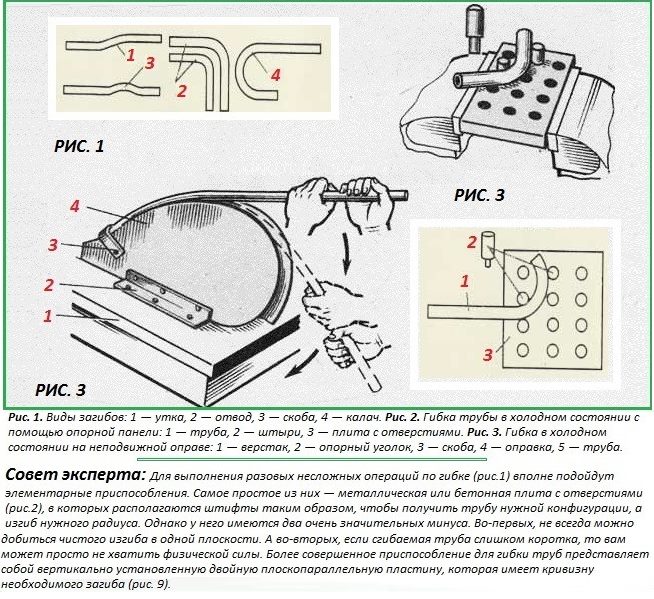
Základné zariadenia pomôžu urobiť jednorazový ohyb potrubia
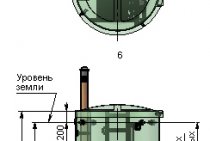
Na vytvorenie ohybu s veľkým polomerom zakrivenia na oceľových alebo hliníkových vlnitých rúrach sa používajú pevné zaoblené šablóny, na ktoré sú namontované špeciálne svorky na upevnenie produktu. Na takomto zariadení sa rúra ohýba aj ručne, pričom sa silou ukladá do drážky šablóny, ktorej tvar presne zodpovedá požadovanému polomeru ohybu.

Na výrobu ohýbacej šablóny vám postačí preglejka a kovové sponky
ohýbacia doska
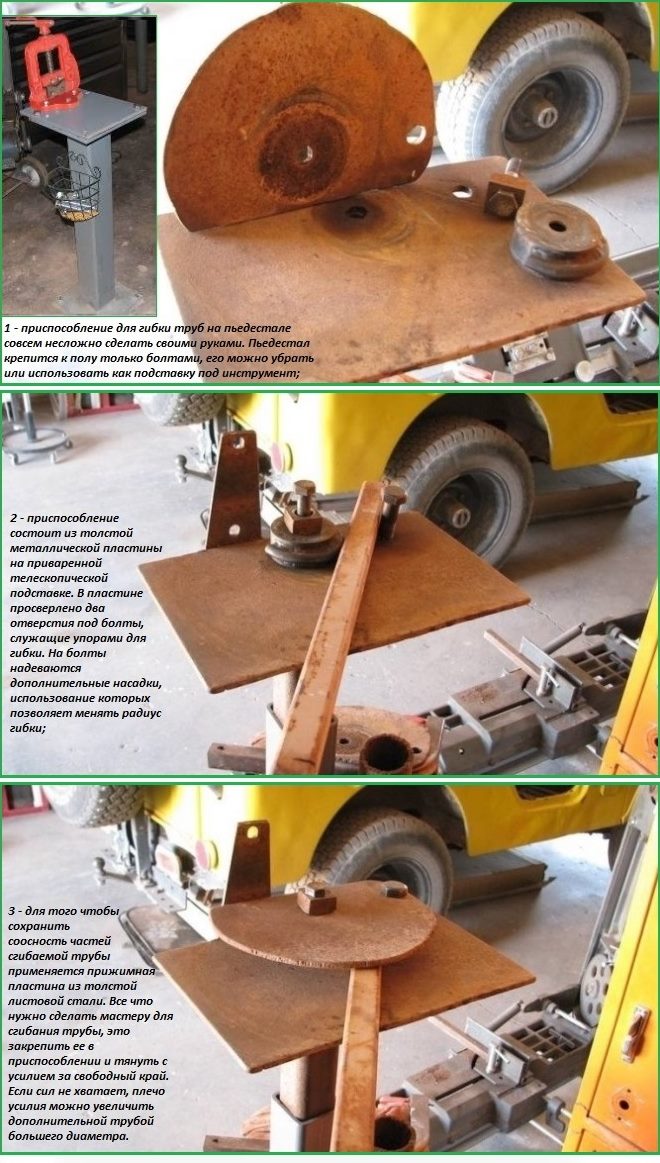
Ak chcete efektívne ohýbať oceľové alebo hliníkové rúry doma, môžete si vyrobiť modernizovanú ohýbaciu dosku podľa nasledujúcich pokynov.
- Úlohu takejto dosky zohráva panel, ktorý je vyrezaný z plechu veľkej hrúbky.
- Takto vyrobený panel je privarený k stojanu, ktorý je inštalovaný na špeciálnom podstavci.
- V paneli sú vyvŕtané dva otvory potrebné na inštaláciu skrutiek, ktoré slúžia ako zarážky pre profilové potrubie.
- Na jednej z dorazových skrutiek je inštalovaná špeciálna tryska, pomocou ktorej sa nastavuje polomer ohybu.
- Aby sa zabezpečilo zarovnanie častí potrubia susediacich s ohybom, nad obrobok je umiestnená kovová doska, ktorá je upevnená skrutkami.
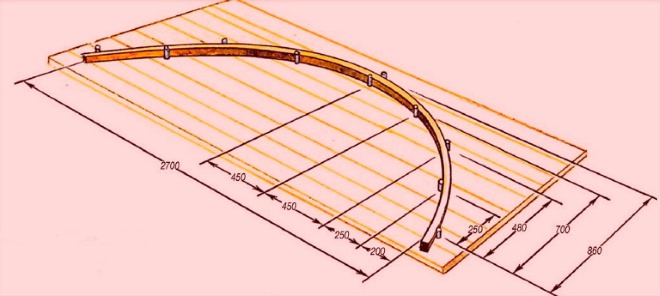
Schéma stojana na ohýbanie profilových rúr
Princíp výroby jednoduchého domáceho ohýbacieho zariadenia
Ohýbanie tŕňa
Na ohýbanie výrobkov z profilových rúr doma, ktorých výška steny nepresahuje 25 mm, je možné vyrobiť špeciálny tŕň. Na tieto účely je lepšie použiť celkový pracovný stôl, na ktorého povrchu bude pre takéto zariadenie dostatok miesta. Na výber optimálneho umiestnenia prvku, ktorý upevňuje ohýbateľnú rúrku, sa často na jednom konci pracovného stola vytvárajú otvory. Za zabezpečenie požadovaného polomeru ohybu vlnitej rúry je zodpovedná špeciálna šablóna, ktorá môže byť vyrobená z hrubej preglejky alebo kovového rohu, ak ju budete často používať.

Ohýbanie profilovej rúry s tŕňom
Aplikácia ohýbania profilu
Samozrejme, ak máte značné množstvo práce na ohýbaní profilových rúrok, je lepšie na to vyrobiť špeciálny stroj, ktorého výkresy sa dajú ľahko nájsť na internete. Tento problém tu nebudeme analyzovať, pretože sa o ňom viac ako podrobne hovorí v článkoch na nižšie uvedených odkazoch.

Jedna z mnohých možností pre domácu ohýbačku profilov
Bez takéhoto stroja sa nezaobídete, aj keď potrebujete ohýbať rúry s veľkým profilom. Hlavnými pracovnými orgánmi takéhoto stroja, ktorý sa vyznačuje širokou všestrannosťou, sú tri valce, z ktorých dva sú nepohyblivé a zmenou polohy tretieho sa nastavuje polomer ohybu výrobku. Ako pohon pre takéto zariadenie sa používa reťazový pohon a rukoväť, ktorá sa otáča operátorom.
Oválna ochrana

Hlavné metódy ohýbania pozinkovanej rúry za studena poskytujú opatrenia, ktoré vám umožňujú ohýbať obrobok, pričom sa čo najviac zachová tvar jeho prierezu. Zvyčajne sa to robí jedným z dvoch spôsobov:
- Použitie opatrení na zachovanie tvaru sekcie zvnútra (použitie vnútorného obmedzovača).
- Použitie vonkajšieho dorazu na zabránenie roztiahnutia bočných stien.
Pevné materiály ako plnivo si lepšie zachovávajú svoj tvar, preto sa častejšie používajú. Ale vďaka použitiu elastických plnív dochádza k menšiemu rozťahovaniu vonkajšieho povrchu ohybu.
Potreba profilového účtovníctva
Do kategórie valcovania profilových rúr patria výrobky, ktoré majú rôzny tvar prierezu – okrúhly, štvorcový, oválny alebo plocho-oválny. Napriek tejto rozmanitosti sa na stavbu skleníka alebo prístrešku používajú hlavne obdĺžnikové alebo. Je to spôsobené tým, že je oveľa jednoduchšie namontovať vonkajší náter na ich ploché steny.
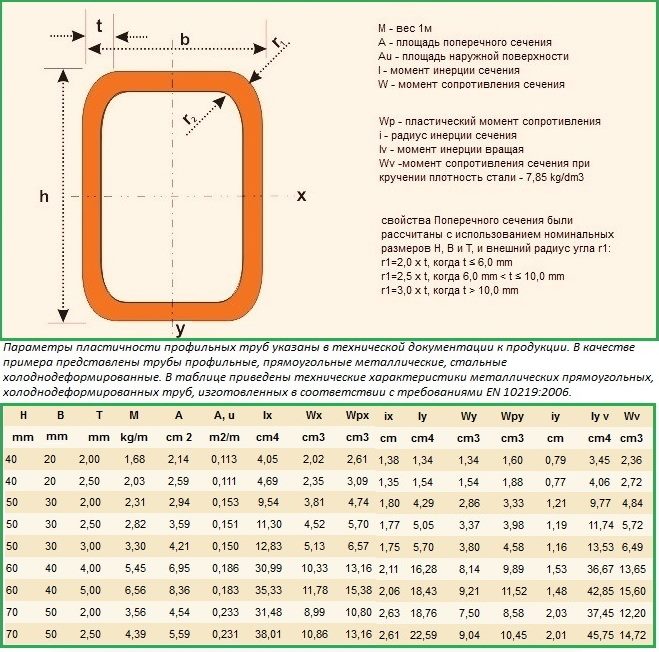
Sortiment moderných profilových rúr je veľmi rôznorodý. Ich geometrické parametre, z ktorých hlavnými sú plocha prierezu a hrúbka steny, určujú plastické schopnosti výrobku. Ten charakterizuje takýto indikátor ako minimálny povolený polomer zakrivenia. Práve tento parameter umožňuje určiť, do akého minimálneho polomeru je možné potrubie ohnúť, aby nedošlo k jeho poškodeniu.
Vyhnite sa bežným chybám, ktoré vedú k poškodeniu obrobkov
Na určenie takéhoto parametra rúry s alebo pravouhlým profilom ako minimálny polomer ohybu stačí poznať výšku jej profilu. Ak sa chystáte ohýbať profilovú rúrku s prierezom vo forme obdĺžnika alebo štvorca, mali by ste dodržiavať nasledujúce odporúčania.
- Rúry, ktorých výška profilu nepresahuje 20 mm, je možné ohýbať v úsekoch, ktorých dĺžka presahuje hodnotu rovnajúcu sa 2,5xh (h je výška profilu).
- Výrobky, ktorých výška profilu presahuje 20 mm, je možné úspešne ohýbať v častiach, ktorých dĺžka zodpovedá 3,5xh alebo viac.
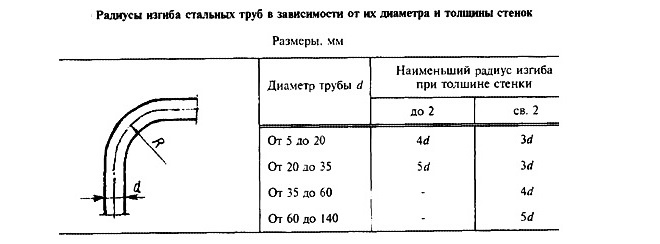
Minimálne polomery ohybu pre oceľové rúry
Takéto odporúčania budú užitočné pre tých, ktorí sa chystajú ohýbať profilové rúry vlastnými rukami, aby z nich vyrobili stojany, prístrešky a rôzne rámové konštrukcie. V tomto prípade si však treba uvedomiť, že na možnosť kvalitného ohýbania rúr má vplyv aj hrúbka ich steny. Výrobky s hrúbkou steny menšou ako 2 mm by sa nemali ohýbať vôbec a ak je potrebné z nich vytvárať konštrukcie, použite zvárané spoje.
Doma je možné ohýbať profesionálne rúry, ktoré sú vyrobené z uhlíkových alebo nízkolegovaných ocelí, len s prihliadnutím na určité nuansy. Takéto rúry môžu po ohnutí vyskočiť a vrátiť sa do pôvodného stavu, preto je potrebné hotové konštrukcie znovu osadiť podľa šablóny. Hodnota odpruženia je charakterizovaná takým parametrom profilových rúr, ako je plastický moment odporu - Wp. Tento parameter je uvedený v sprievodnej dokumentácii (čím je nižšia, tým menej budú profesionálne rúry pri ohýbaní pružiť).
Ohýbačky rúr pre profilové a kruhové výrobky
Ohýbačky rúr pre oceľové a medené rúry sú:
- Manuálny,
- mechanický.
Okrem toho príslušnosť k manuálnemu alebo mechanickému typu určuje konštrukčné vlastnosti ohýbačky rúr a jej výkon.
Manuálne zariadenia
Ručná ohýbačka rúr pozostáva z:
- posteľ,
- dopravník,
- upínací prvok.
Rúra je naložená na dopravník, ktorý pozostáva z valčekov spojených reťazovým prevodom, a je tlačená horným (alebo dolným) valčekom, ktorý tlačí na zodpovedajúcu stranu výrobku. Otáčaním rukoväte podávacích valcov je možné posúvať meraný segment cez tlakovú zónu a v dôsledku toho ohýbať profilovú rúrku alebo podobný okrúhly výrobok.
Manuálny proces má však svoje vlastné nuansy. Po prvé, profilovú rúrku môžete stále ohýbať vlastnými rukami, ale na dosiahnutie výsledku musíte vynaložiť značné úsilie. Po druhé, ručné ohýbačky rúr sú vhodné na spracovanie iba malých sérií výrobkov.
Mechanické prístroje
Mechanické zariadenie nás šetrí od potreby vynakladať sily na ohýbanie profilovej rúry na požadovaný polomer. V mechanickej ohýbačke rúr totiž dopravník aj upínací prvok nepracujú zo svalovej sily operátora, ale z elektromotora a hydraulického pohonu.
V tomto prípade zostáva schéma prevádzky zariadenia nezmenená. To znamená, že ako v prvom prípade naplníme dopravník rúrkou, vytvoríme zvieraciu silu v rovine ohýbaného produktu (kde je potrebné ohnúť profilovú rúru ešte predtým, ako sa meracia časť začne pohybovať pozdĺž dopravník) a zapnite zariadenie v sieti. V dôsledku toho potrubie prechádza cez zónu prítlačného valca a mení svoje zakrivenie. Proces ručného a mechanického ohýbania bude podrobnejšie diskutovaný nižšie.
Ako ohýbať potrubie bez predhrievania
Profilovú rúru je možné ohýbať sami, bez predhrievania, s výplňou aj bez nej. Nevyžadujte plnenie pieskovými alebo kolofónnymi rúrami, ktorých výška profilu nepresahuje 10 mm.
Nuansy ohýbania tenkostenných rúrok malých rozmerov
Existuje ďalšia technika, ktorá zahŕňa použitie pružiny s hustou špirálou namiesto výplne, ktorá sa vloží do vnútornej dutiny profesionálnej rúry a chráni steny produktu pred deformáciou, ako aj pred nadmernými zmenami ich hrúbky. počas procesu ohýbania.
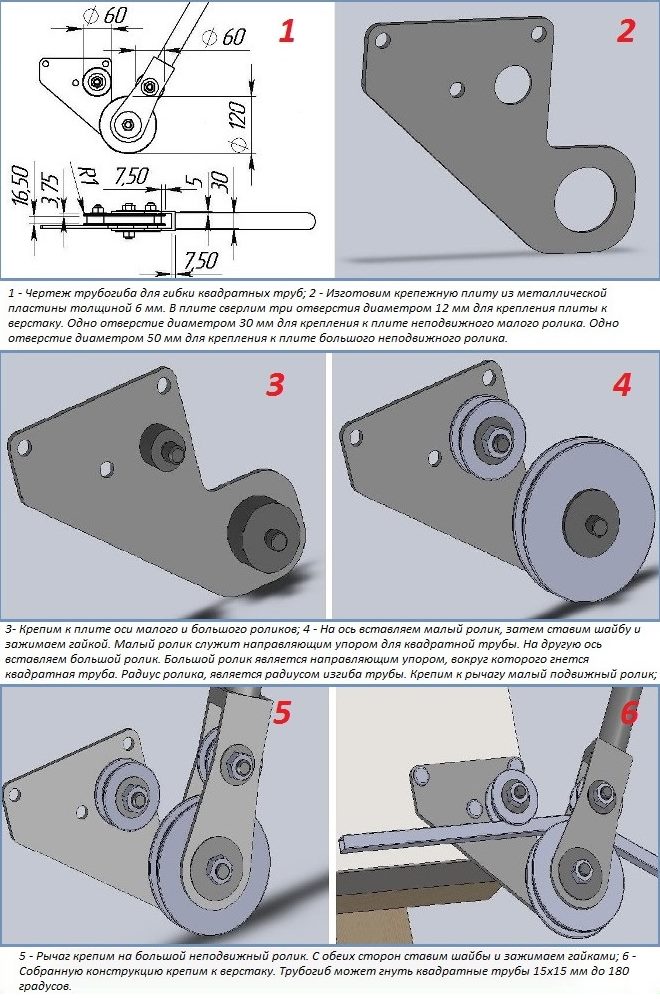
Výkres a detaily mechanickej ohýbačky rúrok pre profilové rúry
Konštrukcia elementárnej ohýbačky rúr je jednoduchá a cenovo dostupná pre vlastnú výrobu.
Pre tých, ktorí potrebujú ohýbať profilové rúry vlastnými rukami, bez toho, aby ich najskôr zahriali, môžete použiť školiace video a nasledujúce jednoduché odporúčania.
- Požadovaný ohyb na profilových rúrach je možné získať pomocou najjednoduchších zariadení - zveráka, tŕňov, ohýbacích dosiek.
- Možno použiť na výrobky s okrúhlym profilom.V tomto zariadení je potrebné prerobiť pracovné valčeky, ktorých tvar vybrania musí zodpovedať profilu potrubia.
- Rúry môžete ohýbať najefektívnejšie a najpresnejšie, pomocou ktorých si môžete kúpiť alebo vyrobiť sami.
Ako ohýbať plech rovno
Ak je obrobok relatívne malý, môžete použiť zverák, v ktorom môžete pomocou dvoch ovíjacích tyčí pevne pripevniť plech a až potom ho ohnúť kladivom. V prípade potreby je možné miesto ohybu zahriať plynovým horákom, ale táto metóda nie je použiteľná pre pozinkované výrobky!
ohýbanie plechu
Ak hovoríme o tenkom kovovom plechu, potom môže byť postup ohýbania výrazne zjednodušený.
Za týmto účelom je kov v mieste ohybu „poškriabaný“ (ako frézu používame pravidlo alebo kovové pravítko - špicatý kus pílového listu na kov). Kov narezaný na polovicu hrúbky sa následne ľahko ohne pozdĺž načrtnutej čiary. Dá sa povedať, že sme takmer prišli na to, ako ohýbať plech.
Pozinkované ohýbame
Ako ohýbať pozinkované?
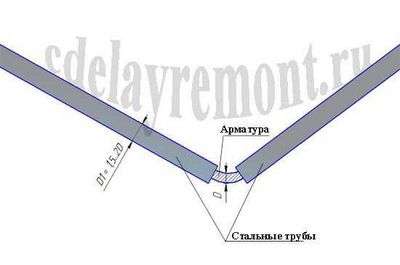
Môže to byť buď pozinkovaný plech alebo hotový výrobok, napríklad profil. Plech sa ohýba rovnakým spôsobom ako pri ohýbaní akéhokoľvek iného plechu. Ako ohýbať profil? Budete sa s ním musieť vysporiadať. Na získanie veľkého polomeru zakrivenia štvorcového alebo obdĺžnikového profilu môžete použiť nasledujúcu metódu: profil pevne vyplníme jemným pieskom, oba otvory upcháme drevenými kolíkmi a až potom ho jemne poklepeme paličkou a ohneme. .
Na ohýbanie profilu v tvare U (v zásade to platí aj pre získanie plechov zakriveného tvaru) je potrebné dodatočne použiť tvar objektu, ktorého zakrivenie zodpovedá hotovému dielu. Na uľahčenie procesu ohýbania je možné v profile vyrezať trojuholníkové prvky.
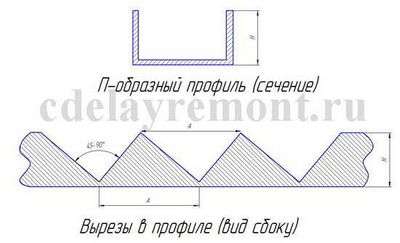
Potom sa výrobok, ktorý sa má ohýbať, „obalí“ okolo predmetu rovnomerným poklepaním kladivom.
Dôležité! Aby bol záhyb čo najrovnomernejší a najsprávnejší, údery kladivom by mali byť ľahké a ležať čo najbližšie k sebe. Ako ľahšie ohýbať pozinkované? Pomocou brúsky urobíme jeden alebo dva rezy v oblasti ohybu (tým sa konštrukcia dočasne oslabí), ohneme výrobok a potom ohyb zvaríme
Tento prístup je dôležité použiť pri ohýbaní profilových rúr a výrobkov zložitého kovového tvaru. Pamätajte, že nie je možné ohrievať pozinkovanú oceľ, aby sa zjednodušilo zakrivenie!
Možno jedna z najťažších úloh, ktorým čelia ľudia, ktorí premýšľajú o tom, ako ohnúť roh. Ak chcete získať pevný produkt, budete sa musieť potiť, rovnomerne a pomaly poklepať na povrch rohu a postupne ho vyklenúť.
Odporúča sa použiť plynový horák, ktorý dokáže ohriať. Môžete to urobiť jednoduchšie - použite brúsku ako vo vyššie popísanom prípade s pozinkovaným výrobkom. Je ešte jednoduchšie kúpiť si už zakrivený výrobok, potom otázka „ako ohnúť roh“ zmizne sama.
Ako ohýbať výstuž
Doma je celkom možné ohýbať výstuž, veľa však závisí od vašich fyzických údajov a priemeru kovovej tyče.
Ako ohýbať výstuž? Na to potrebujeme dva kusy oceľových rúr, ktorých priemer je väčší ako priemer ohnutej tyče. Čím väčšia je dĺžka takýchto rúr, tým ľahšie bude ohýbanie výstuže (získanie pevnosti v dôsledku pákového efektu). Všetko, čo je potrebné urobiť, aby ste ohýbali výstuž, je vložiť ju do dvoch rúrok a pripevniť jednu z rúrok (stlačením nohou alebo položením medzi stĺpiky), druhú ovládať ako páku a dať vystuženie požadovaného zakrivenia.
To je všetko!
Ohýbanie kovov flexibilnými nástrojmi
Stláčaním čiary sa pomocou šepotu pohybuje po nakreslenej čiare, takže výrezy dosahujú približne polovicu hrúbky plechu. Zložený list by mal byť umiestnený na nákove alebo inom ťažkom a plochom kuse kovu.
Na vytvorenie krivky rezaného kovu potrebujete kovový roh.
Zložte list pod uhlom, zaistite ho vo vrecku alebo ho položte na okraj plochy pod pravým uhlom tak, aby drážka bola na okraji plochá a aby sa ďalej ohýbala a pomáhala kladivu.
Čím hlbší je žľab, tým ľahšie je otáčanie plechu. Na uľahčenie tohto procesu vám odporúčame vyhľadať pomoc od niekoho.
Zahŕňa:
- priateľ
- pomerne
- niekoho, koho poznáte
- kolega.
Ako získať kovový prsteň?
Keď je plech potiahnutý, nie je pod uhlom, ale v prstenci, môžete to urobiť poklepaním na povrch plechu kladivom. Použite čiary na čistých čiarach rovnobežných s čiarami.
V dôsledku nárazov bude plech stále viac meniť svoj tvar, pričom sa viac zameriava na okraje plechu, pretože polomer kruhu musí byť rovnaký vo všetkých smeroch.
Po dokončení ohybu sú okraje listov dokončené až do konca, môžete ich spojiť nitom alebo pivom. Po dokončení tejto operácie utrite tvar výsledného krúžku.