kategórie OD
Kovové rúry sa vyrábajú s vonkajším priemerom od 10 mm do 1420 mm. Podľa hodnoty tohto parametra sa bežne delia do troch kategórií:
1. Rúry s vonkajším priemerom od 10 mm do 108 mm sú klasifikované ako výrobky s malým priemerom. Používajú sa na kladenie vodovodných systémov v bytových domoch a súkromných domoch;
2. S indikátorom od 114 mm do 530 mm - na rúry so stredným priemerom. Používajú sa v systémoch zberu ropy a pri výstavbe mestských vodovodov;
3. S vonkajším rozmerom 530 mm až 1420 mm - na rúry s veľkým priemerom. Používajú sa pri kladení hlavných ropovodov a plynovodov.
Aké sú GOST pre oceľové rúry
Zoznam technických ukazovateľov akéhokoľvek typu oceľovej rúry priamo závisí od toho, ktorý spôsob výroby bol použitý. To všetko je určené pomocou GOST, ktorých znalosť prinajmenšom umožní zohľadniť odporúčania pre prevádzku určitého typu potrubia.
V súčasnosti sa najčastejšie používajú tieto regulačné dokumenty na výrobu oceľových rúr:
GOST 30732-2006. Bol prijatý v roku 2006: jeho ustanovenia sa týkajú rúr a tvaroviek vyrobených z ocele potiahnutej tepelne izolačnou vrstvou.
Oceľové výrobky, kde sa používa tepelná izolácia z polyuretánovej peny a polyetylénový plášť alebo ochranný oceľový náter, sa používajú v prípadoch, keď je potrebné položiť podzemné vykurovacie siete. Teplota chladiacej kvapaliny by nemala presiahnuť 140 stupňov (zvýšenie na 150 stupňov je povolené len krátkodobo). V tomto prípade by tlak v systéme nemal prekročiť 1,6 MPa GOST 2591-2006 (88).
GOST, určený pre oceľ valcovanú za tepla, bol prijatý v roku 2006, hoci niektoré zdroje umožňujú použitie starého GOST - 2591-81. Dokument obsahuje informácie o štvorcových oceľových výrobkoch, na výrobu ktorých bola použitá metóda „horúca“. Tento GOST sa vzťahuje na všetky výrobky s veľkosťou strán od 6 do 200 mm.
Väčšie štvorcové rúry sa vyrábajú, ak výrobca a zákazník uzatvoria osobitnú zmluvu GOST 9567-75. Stanovuje presné rúry vyrobené z ocele, pre ktoré je výroba veľmi presná. Rozlišujú sa presné rúry tvarované za studena a za tepla valcované pozinkované alebo pochrómované.
Strojársky priemysel potrebuje najmä výrobky tejto zvýšenej GOST.Gost 52079-2003. Tento dokument špecifikuje normy pre pozdĺžne zvárané a špirálovo zvárané rúry z ocele s priemerom 114 - 1420 mm. Z takýchto celkových produktov sú vybavené hlavné plynovody, potrubia, ktorými sa prepravuje ropa a ropné produkty.
GOST 52079-2003 uvádza, že cez tieto potrubia je možné prenášať iba výrobky, ktoré nemajú korozívnu aktivitu. Pomocou oceľových rúr s veľkými priemermi je možné prepravovať látky s tlakom až 9,8 MPa. Pre prostredie je nastavená minimálna teplota -60 stupňov.
Zároveň je dôležité vedieť, že oficiálne už neplatí GOST 52079-2003: od 1. januára 2015 je v platnosti nový GOST 31447-2012.GOST 12336-66. Jeho ustanovenia sa vzťahujú na uzavreté výrobky typu profilu s prierezom vo forme štvorca alebo obdĺžnika.
Od 1. januára 1981 boli právomoci GOST 12336-66 prevedené na TU 14-2-361-79, ale relevantnosť jeho ustanovení sa dodnes nestratila. GOST 10705-91 (80).
Obsahuje zoznam technických podmienok, za ktorých sa vyrábajú pozdĺžne zvárané oceľové rúry s priemerom 10 až 630 mm. Na výrobu rúr podľa tohto GOST sa používa uhlíková alebo nízkolegovaná oceľ. Tieto produkty sa používajú v mnohých oblastiach, ale prioritou je potrubie na čerpanie vody.
Ustanovenia normy sa nevzťahujú na oceľové rúry, z ktorých sú vyrobené elektrické ohrievače GOST 10706 76 (91). Týka sa elektricky zváraných oceľových rúr pozdĺžneho typu, ktoré majú všeobecný účel. Ako vyplýva z tohto dokumentu, priemer tohto výrobku je v rozsahu od 426 do 1620 mm. GOST 10707 80.
Tu sú normy, podľa ktorých sa vyrábajú elektricky zvárané rúry tvarované za studena, ktoré majú rôzny stupeň presnosti: obyčajnú, zvýšenú a presnosť. Priemer výrobkov, na ktoré sa vzťahuje tento dokument, môže byť od 5 do 110 mm: v tomto prípade sa používa nelegovaná uhlíková oceľ. Elektricky zvárané pozdĺžne zvárané výrobky majú niekedy v sprievodnej dokumentácii odkazy na GOST 10707 80: je to spôsobené tým, že v roku 1991 sa rozhodlo o predĺžení platnosti tohto dokumentu.
Hlavné typy častí potrubia
| ohyby | zástrčky | ||
| prechody | montáž | ||
| odpaliska | adaptačné krúžky |
V závislosti od územnej polohy a účelu sa rozlišuje priemyselná (technologická) a hlavná potrubná doprava. Plynovody a ropovody, ktoré prepravujú produkty z výrobných miest na miesta spracovania a spotreby, konkrétne do tovární alebo námorných prístavov na následné vyloženie do tankerov a ďalšiu prepravu, sa klasifikujú ako diaľková potrubná doprava. Hotové ropné produkty sa posielajú z rafinérií cez hlavné produktovody do oblastí spotreby. Na území Ruska je celková dĺžka hlavných potrubí asi 200 000 km vrátane rôznych vodných prekážok, ktoré na svojej ceste prekonávajú viac ako 5 000-krát.
Viac ako tretinu potrubí priemyselných podnikov tvoria technologické potrubia. Procesné potrubia prepravujú kvapalinu, paru, plyn, ktoré sa považujú za suroviny, polotovary, hotové výrobky, výrobné odpady alebo výrobky potrebné pre správny priebeh technologického procesu. Okrem toho tieto potrubia prepravujú horľavé a nebezpečné produkty pri rôznych teplotách a tlakoch.
Klasifikácia technologických potrubí prebieha podľa nasledujúcich kritérií:
miesto: intershop, intrashop.
Spôsob kladenia: nadzemné, zemné, podzemné.
Vnútorný tlak: beztlakové (gravitačné), podtlakové, nízkotlakové, stredotlakové, vysokotlakové.
Teplota prepravovanej látky: kryogénny, studený, normálny, teplý, horúci, prehriaty.
Agresivita prepravovanej látky: neagresívny, mierne agresívny (nízkoagresívny), stredne agresívny, agresívny.
Prepravovaná látka: parovody, vodovodné potrubia, ropovody, plynovody, kyslíkovody, vykurovacie naftové potrubia, acetylénové potrubia, ropovody, benzínové potrubia, kyselinovody, alkalické potrubia, čpavkové potrubia atď.
Materiálové prevedenie: oceľ, oceľ s vnútorným alebo vonkajším náterom, neželezné kovy, liatina, nekovové materiály.
Spôsob pripojenia: odnímateľný, odnímateľný.
Rozsah spojovacích častí potrubí je rôznorodý: ťažký chemický priemysel, petrochemický, plynárenský; výroba rôznych špecializovaných prípravkov; elektroenergetika (CHP a JE); prieskum, ťažba, spracovanie a skladovanie ropy a plynu, ako aj iných nerastov; hutnícka a oceliarska výroba; lodiarsky, automobilový a potravinársky priemysel; inžinierske stavby a inžinierske siete (diaľkové vykurovanie a zásobovanie vodou, zberné a hydroenergetické zariadenia, rozvody, zavlažovacie systémy, dopravné a čerpacie stanice, čistiarne odpadových vôd, úprava vody a vody, riadiace systémy.)
Náš závod vyrába diely potrubí z rôznych ocelí: uhlíkové, nízkolegované, legované ocele, so zvýšenou odolnosťou proti korózii a chladu, z nekovových materiálov, ako aj s rôznymi ochrannými nátermi.
Sortiment bezšvíkových oceľových rúr podľa GOST 8732-78 91
Výroba bezšvíkových oceľových rúr tvárnených za tepla podľa GOST 8732-78 (91) sa vyznačuje dlhými a zložitými procesmi. Práve tento faktor vysvetľuje pomerne vysokú cenu tohto produktu. Použitie za tepla tvárnených a za studena valcovaných bezšvíkových rúr je vhodné do extrémnych podmienok, kde pri najmenšom netesnosti môžu byť následky najvážnejšie.
Suroviny na výrobu rúr tvárnených za tepla bez švov sú kovové polotovary: proces prepichovania a zahrievanie na vysoké teploty vedie k vytvoreniu dutých valcov z nich - objímok. Spočiatku ich nepravidelný tvar v dôsledku prechodu valčekov nadobúda rovnomerné obrysy. Z návleku sa odrežú segmenty dlhé 4-12,5 m (dĺžku je možné odmerať aj neodmerať).
Pre oceľ valcovanú za tepla podľa GOST je povolený mierny rozdiel v hrúbke steny. To isté platí pre odchýlky v priemere: hlavnou vecou je, že tieto rozdiely nepresahujú špeciálne regulačné pokyny. Zoznam prípustných odchýlok priemeru podľa GOST 8732-78 (91) je k dispozícii v špeciálnych dokumentoch.
6. Potrubné armatúry
Potrubné príslušenstvo
určený pre
riadenie prepravovaných tokov ropy
cez potrubia. Podľa princípu konania
armatúry sú rozdelené do troch tried: uzatváracie,
ovládanie a bezpečnosť.
Uzatváracie ventily (šoupátka)
slúži na úplné zakrytie úseku
potrubie, regulačné
(regulátory tlaku)
- zmeniť tlak alebo prietok
čerpaná kvapalina, bezpečnosť
(spätne a
poistné ventily) - chrániť
potrubia a zariadenia pre
prekročenie povoleného tlaku a
tiež zabrániť spätným prúdom
kvapaliny.
posúvače volal
uzamykacie zariadenia, v ktorých je priechod
prierez je prekrytý translačným
posunutím uzávierky v smere
kolmo na smer jazdy
olej. Štrukturálne (obr. 12.10) ventil
je pevný odliatok resp
zvárané telo, vybavené dvoma
odbočné potrubia na pripojenie k
potrubia (pomocou prírub resp
zváranie) a vreteno spojené s uzáverom
prvkom a ovládaný
zotrvačník alebo špeciálny pohon.
Výstupný bod vretena
utesnené žľazou
tesnenia.
Podľa dizajnu uzáveru
ventily sa delia na klinové a
paralelný.
Ventily na hlavných ropovodoch
vybavené elektrickým pohonom (obr. 12.11).
Regulátory tlaku
zariadenia sú tzv
zamestnancov pre automatickú údržbu
tlak na požadovanej úrovni. V
kde sú podporované
tlak - pred alebo za regulátorom -
rozlišovať medzi regulátormi typu „sám sebe“ a
„po sebe“.
|
|
|
|
Ryža. 12.11. Oceľový posúvač s prírubou 1 — |
|
|
Ryža. |


Bezpečnosť
ventily volal
zariadenia na zabránenie
tlak v potrubí presahujúci nastavenú hodnotu
množstvá. Používa sa v ropovode
bezpečnosť malého a plného zdvihu
ventily uzavretého typu
princíp vypúšťania časti kvapaliny z miesta
zvýšený tlak v
špeciálne prefabrikované potrubie (obr.
12.12).
spätný ventil volal
antireverzné zariadenie
pohyb média v potrubí.o
ventily sa používajú na čerpanie oleja
spätný otočný - s uzáverom,
otáčanie vzhľadom k horizontále
osi (obr. 12.13).
Armatúra hlavných ropovodov
určený pre pracovný tlak 6,4 MPa.
Technológia výroby
Technologický proces, ktorým sa vyrábajú elektricky zvárané rúry, pozostáva z množstva operácií. Je to dosť zložité, pracné a zaberie to veľa času. Aby elektricky zváraná rúra získala svoj hotový tvar, je zvinutá z pásu (pásu), ktorý bol predtým vyrobený deformáciou za studena alebo za tepla.
Na výrobu vysokokvalitných a spoľahlivých rúr rôznych priemerov sa používa hlavne rádiofrekvenčné zváranie, ktoré okrem iného umožňuje vykonávať proces spájania kovov pomerne vysokou rýchlosťou. Pri tomto spôsobe zvárania prechádzajú cez predvalcovaný obrobok vysokonapäťové prúdy, ktoré prispievajú k rýchlemu ohrevu jeho hrán. Aby sa na mieste zahriatych a roztavených okrajov obrobku vytvoril spoľahlivý zvar, sú pritlačené k sebe pod vysokým tlakom. Na získanie predvalku pre elektricky zváranú rúru požadovaného priemeru z oceľového pásu (pásu) sa používajú špeciálne kovania.
Táto technológia, ktorá sa používa v špecializovaných podnikoch na výrobu pozdĺžnych a špirálových elektricky zváraných oceľových rúr, umožňuje nielen získať vysokokvalitné a spoľahlivé výrobky na výstupe, ale tiež im poskytnúť atraktívny vzhľad (zvar takéto produkty sú takmer nepostrehnuteľné).
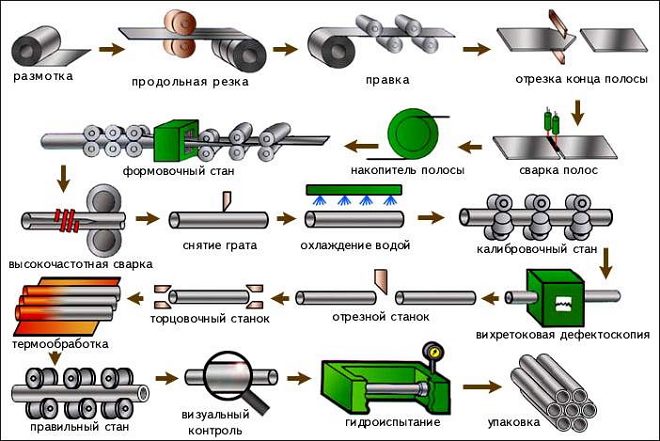
Technologický postup výroby zváraných rúr
Iné typy GOST pre oceľové rúry
Normatívne dokumenty platia aj pre iné typy výrobkov a operácií súvisiacich s oceľovými rúrami.
Zoznam GOST, ktoré upravujú spôsoby a postupy inštalácie pomocou oceľových rúr, ako aj rôzne upevňovacie prvky a spojovacie prvky pre ne:
Zváranie. GOST 16037-80 - obsahuje zoznam požiadaviek na zváranie oceľových rúr. Nechýba ani nastavenie pre hlavné konštrukčné prvky, typické veľkosti zvarových spojov s inými prvkami (neplatí pre elektrické zvary, ktoré sú na samotných oceľových rúrach).
GOST 6996-66 - reguluje pevnostné charakteristiky všetkých kovových spojov. Tento termín sa všeobecne vzťahuje na všetky potrubné časti spojenia. GOST 8966-75 popisuje, ako sa vyrábajú kovové priame spojky, pomocou ktorých sa vytvárajú oceľové potrubia.
Môžu byť pozinkované, majúce na koncoch valcový závit: s ich pomocou je možné namontovať potrubia na prepravu neagresívnych médií s teplotami do 175 stupňov pri tlaku najviac 1,6 MPa. GOST 8967-75 sa vzťahuje na výrobu pozinkovaných alebo jednoduchých vsuviek, ktoré majú valcový závit: najčastejšie spájajú vodovodné potrubia alebo plynové systémy. Priemery vsuviek sú od 8 do 100 mm, pričom pozinkované modely majú označenie "C".
GOST 8968-75 určuje technické vlastnosti poistnej matice s antikoróznym povlakom alebo bez neho: sú naskrutkované na hlavné matice. Aby sa zabránilo samovoľnému rozuzleniu. Sériová výroba je zameraná na poistné matice s priemerom 8-50 mm: väčšie veľkosti vyrábame len na individuálne objednávky.
Podľa GOST 8969-75 je výroba ostrohy regulovaná: toto kovanie sa vyznačuje závitom na konci, ktorý môže mať rôznu dĺžku. S ich pomocou sa organizujú pevné spojenia potrubí a ich pevnosť je takmer rovnaká ako u zváraných.Svorky. Používajú sa na upevnenie potrubí na vodorovné časti.
Svorky sú vo forme kovových konzol v tvare U, na ktorých sú skrutky na priskrutkovanie.Oceľové potrubia môžu byť niekedy upevnené plastovými svorkami, ale pevnosť spojenia je v tomto prípade znížená. Okrem svoriek môžu byť potrubia vybavené aj konzolami, konzolami, obkladmi, závesmi.
Okrem toho úlohou upevňovacích prvkov nie je len bezpečne upevniť rúry: dobre absorbujú vibrácie a mierne zabraňujú tepelnej rozťažnosti. GOST 24137-80 sa týka kovových svoriek pre oceľové rúry s priemerom 15-240 mm
Pri vytváraní upevňovacieho prvku je dôležité zvážiť, že vzdialenosť medzi svorkami na vodorovnej základni by nemala byť menšia ako 0,75 mm, na zvislej - 1-1,5 mm
https://youtube.com/watch?v=z4AjL8HmOcwrel%3D0%26controls%3D0%26showinfo%3D0
- ru-stroyka.com
- www.ktzholding.com
- tubespec.com
Oceľové presné rúry podľa GOST 9567-75
Táto skupina výrobkov je kontrolovaná samostatnou GOST, pretože ich výroba si vyžaduje dodržiavanie zvýšenej presnosti a špeciálnych opatrení.
Tieto typy kovových rúrok sú klasifikované v závislosti od hrúbky steny a spôsobu výroby:
S extra tenkými stenami. Priemer tu má pomer s hrúbkou steny nad 40, s hrúbkou menšou ako 0,5 mm.S tenkými stenami.
Pre prvý indikátor je nastavená úroveň 40 a menej, s hrúbkou steny menšou ako 1,5 mm.S hrubými stenami. Prvý pomer je od 6 do 12,5.Zvlášť hrubé steny. Pomer je menší ako 6.
Všetky presné rúry sú bezšvíkové, s vysokou izotropnou tuhosťou. To umožňuje organizovať rôzne systémy so zvýšenou presnosťou a zložitosťou aj z tenkostenných oceľových výrobkov v súlade s GOST 9567-75. Povrch takejto rúry môže byť galvanizovaný alebo fosforovo potiahnutý olejom.
Bezšvíkové rúry
Charakteristickým znakom bezšvíkových rúr je integrita ich štruktúry. Delia sa na deformované za studena a za tepla. Tvarované za studena sa vyrábajú na základe GOST 8734-75 a 8733-74.
Môžu mať vonkajší priemer 5 až 250 mm a hrúbku steny 0,3 až 24 mm. Takéto výrobky sa vyznačujú presnými geometrickými rozmermi a vysokou povrchovou úpravou. Najčastejšie sa používajú v chladiarenskom priemysle, automobilovom a leteckom priemysle, ako aj pri kladení potrubí.
Rúry tvarované za tepla sa vyrábajú na základe GOST 8732-78 a 8731-74. Ich vonkajší priemer a hrúbka steny sa môžu pohybovať medzi 28-530 mm a 2,5-75 mm.
Takéto výrobky majú vyššiu tuhosť v porovnaní s výrobkami tvarovanými za studena a sú zle ohnuté. Vonkajšie rúry tvarované za tepla majú drsný povrch. Najčastejšie sa používajú v strojárstve, ropnom a chemickom priemysle, ako aj na výstavbu potrubí s vysokým návrhovým tlakom.
Bezšvíkové rúry sa vyznačujú absenciou akýchkoľvek spojov
Sortiment oceľových elektricky zváraných rúr s rovnými švami podľa GOST 10705-91
Zoznam technických podmienok, podľa ktorých sa vyrábajú oceľové rúry s rovným švom, obsahuje GOST 10705-91.
Medzi najdôležitejšie ustanovenia tohto dokumentu patria:
- Veľkosť povoleného zakrivenia je uvedená v rozmedzí 1,5 mm / lineárny meter pre výrobky, ktoré prešli tepelným spracovaním, a 2 mm / lineárny meter pre výrobky, ktoré neprešli. Ak si to zákazník želá, v prvom prípade môže byť parameter znížený na 1 mm, v druhom - na 1,5 mm. Ak je potrubie podrobené tepelnému spracovaniu, potom s príslušným odporúčaním zákazníka špeciálna ochranná pre tento postup je možné vytvoriť atmosféru. okraje trubice s rovným švom podľa GOST 10707-91 sa odrežú pod uhlom 90 stupňov a potom sa očistia všetky nepravidelnosti a chyby, ktoré sa objavili .
Plynovody a ropovody vyrobené z ocele používané v priemysle podliehajú samostatnej GOST.
Ako už bolo spomenuté, GOST 52079-2003 sa týka elektricky zváraných oceľových výrobkov s rovným švom s veľkým priemerom Okrem toho do špeciálnej kategórie patria rôzne zvárané a bezšvíkové oceľové rúry používané v motocyklovom priemysle. Žiadna časť týchto výrobkov by nemala mať zakrivenie väčšie ako 1,5 mm. Regulačný dokument 12132-66 povoľuje výrobu produktov s mimoriadne vysokým alebo zvýšeným stupňom presnosti.
Potrubné meracie systémy
Pri uvádzaní parametrov najpopulárnejších vodovodných a plynových potrubí pre domáce potreby existuje jedna funkcia. Pri konštrukcii vodovodných potrubí s ich použitím sa jednotlivé prvky najčastejšie spájajú závitovou metódou.
Na tento účel sa na vonkajší povrch rúrok nanáša závit. Vzhľadom na to, že tento parameter je dôležitý pri montáži systému, uvádza ho výrobca. V tomto prípade je priemer závitu vždy menší ako vonkajší priemer potrubia.
K dnešnému dňu sa pri popise parametrov potrubí používajú dva meracie systémy: imperiálne a metrické. V prvom sú všetky parametre uvedené v palcoch. Používa sa iba vo vzťahu k vodovodným a plynovým potrubiam a armatúram pre ne.
V metrickom systéme sú všetky parametre uvedené v milimetroch, centimetroch alebo metroch. Niekedy pri spájaní rúr rôznych typov je potrebné prepočítať ich rozmery z jedného systému do druhého. Na tento účel sa používajú špeciálne tabuľky uvedené v GOST 6357-81.
Fyzikálno-chemické vlastnosti
Zmena skupenstva pri zahrievaní alebo ochladzovaní dielektrík charakterizuje ich fyzikálne a chemické vlastnosti, ako aj chemicky aktívne látky pôsobením vlhkosti, mechanického zaťaženia atď. Nežiaduce a niekedy havarijné následky pri prevádzke elektrických inštalácií môžu spôsobiť extrémne zahrievanie elektroizolačného materiálu. Príkladom toho je požiar, skrat, zásah elektrickým prúdom pre ľudí. To kladie vysoké nároky na dielektrika z hľadiska ich tepelnej odolnosti.
Tepelná odolnosť je schopnosť dielektrika dlhodobo odolávať danej prevádzkovej teplote bez výraznej zmeny jeho elektrických izolačných vlastností. Rozlišuje sedem tried elektroizolačných materiálov používaných pri teplotách 90, 105, 120, 130, 155, 180, viac ako 18-0 °C. Množstvo materiálov (azbest, keramické materiály, sľuda atď.) má vďaka svojej štruktúre vysokú tepelnú odolnosť. Vláknité materiály - z hodvábu, bavlny, celulózy atď. pre zvýšenie tepelnej odolnosti sú impregnované špeciálnymi látkami.
Niektoré dielektriká sa môžu pri zahrievaní roztaviť, ako je sľuda, parafín, a tiež zmäknúť - živice, bitúmeny alebo dokonca vznietiť (pri určitých teplotách dochádza k výbuchu pár elektroizolačných kvapalín): káblový olej, transformátor, syntetické elektroizolačné kvapaliny .
Ochladzovanie dielektrika vedie k strate elasticity, ako aj k vzniku trhlín atď. Každý materiál z tohto sa vyznačuje odolnosťou proti chladu. Odolnosť proti chladu je schopnosť dielektrika zachovať si pri ochladení svoje základné vlastnosti. Napríklad odolnosť pevného dielektrika za studena je taká teplota (pod 0 °C), pri ktorej začína jeho mechanická deštrukcia.
Mnohé elektroinštalácie fungujú vonku a ich elektroizolačné materiály sú následne vystavené vlhkosti. Áno a v závislosti od prostredia a v uzavretých elektroinštaláciách, špecifík technologického postupu, sú elektrické zariadenia vystavené aj vlhkosti. V prvom rade sa jeho elektroizolačné vlastnosti zhoršujú prienikom vody do dielektrika, keďže voda je nepochybne vodič elektrického prúdu. Absorbovať vlhkosť z prostredia sa vyznačuje schopnosťou dielektrika - absorpciou vlhkosti. Absorpcia vlhkosti sa tiež stanovuje empiricky: vzorka dielektrika sa uchováva v destilovanej vode počas 24 hodín pri teplote zvyčajne 20 °C; a existujú aj iné spôsoby stanovenia absorpcie vlhkosti.
Pevné dielektriká sa vyznačujú aj zmáčavosťou ich povrchu vodou, keďže prítomnosť vody znižuje špecifický povrchový elektrický odpor dielektrika. Uhol zmáčania sa používa na posúdenie zmáčavosti.Čím väčší je kontaktný uhol, tým nižšia je zmáčavosť dielektrika a tým lepšie sú jeho elektrické izolačné vlastnosti. elektroizolačné materiály určené na prevádzku v chemicky aktívnom (agresívnom) prostredí musia odolávať pôsobeniu zásad a kyselín. Takéto vlastnosti sú definované v podstate rovnakým spôsobom ako absorpcia vlhkosti.
Väčšina z množstva elektroizolačných materiálov sa používa okrem účelu, na ktorý sú určené, aj na ochranu kovových vodičov pred koróziou. S rýchlym rozvojom jadrovej energetiky a kozmickej techniky sú na radiačnú odolnosť dielektrík kladené stále vyššie nároky.
Viskozita je tiež charakterizovaná kvapalným dielektrikom, je určená časom, kedy kvapalina vyteká z nádoby, ktorá má presne definovaný otvor a tvar.
Pri výrobe prístrojov, elektrických strojov a iných elektrických zariadení, opravách alebo montáži elektroinštalácií je často potrebné opracovávať elektroizolačné materiály mechanickými prostriedkami, ako je vŕtanie, rezanie, brúsenie a pod.
Z toho je dôležité poznať mechanické vlastnosti dielektrík, ako je tvrdosť, pevnosť v ťahu atď., a rovnako dôležité je poznať vlastnosti dielektrík rozpúšťať sa v rozpúšťadlách a lakoch, držať spolu. Extrémne vlastnosti sú bežné najmä v súvislosti so zavádzaním nových, progresívnych metód montáže elektrických prístrojov, strojov a elektrických prác.
Priemery potrubí
Okrem hrúbky steny sa na popis rozmerov prierezu rúr používa niekoľko rôznych priemerov:
Vnútorný priemer sa vždy uvádza v milimetroch, nominálny priemer je bezrozmerná veličina. Je podobný vnútornému priemeru, ale nemusí mu zodpovedať veľkosťou. V skutočnosti je podmienený priechod hodnotou priemerného vnútorného priemeru rúrok zaokrúhleného nahor alebo nadol.
Jeho hodnota je dôležitá pri výpočtoch pre celý systém zásobovania kvapalinou, parou alebo plynom. Pohodlie tohto parametra sa prejaví pri praktickej aplikácii.
V tomto prípade sa na zostavenie zaručeného pracovného systému vyberú rúry a tvarovky s rovnakým menovitým otvorom; Vonkajší priemer je hlavným celkovým rozmerom rúr.
Vodné a plynové potrubia sú najbežnejším materiálom na montáž domácich vodovodných systémov.
6. Plynné dielektriká
Výhody
plyny pred inými typmi
elektrické izolačné materiály sú:
vysoký špecifický elektrický
odpor, malá dotyčnica
dielektrické straty; malý, blízky
jednotná dielektrická permitivita.
Najcennejšia vlastnosť plynov
je ich schopnosť obnoviť
elektrická sila po vybití.
Okrem vzduchu ako elektrického
izolácia je široko používaná dvoj- a
triatómové plyny - dusík, vodík,
oxid uhličitý. Elektrická pevnosť
tieto plyny sú za normálnych podmienok zriedkavé
sa navzájom líšia a môžu
brať s dostatočnou presnosťou
rovná sile vzduchu. Tabuľka
3.5.1 ukazuje pomer el
pevnosť niektorých plynov, vrátane
vysokopevnostné, Epr g na el
sila vzduchu, ktorá sa berie ako
jednotka. Body sú uvedené v rovnakej tabuľke.
vriacich plynov pri normálnom tlaku.
Tabuľka 3.5.1
|
Plyn |
Hustota kg/m3 |
teplota |
^tf |
|
Dusík |
1,25 |
-196 |
1,0 |
|
Hexafluorid |
6,70 |
-64 |
2,3 |
|
dichlórfluórmetán |
6,33* |
-30 |
2,4 |
|
trifluórmetylpentaforsíru |
— |
-20,4 |
3,05 |
najlepší
podľa požiadaviek na používané plyny
v elektroizolačných konštrukciách,
spĺňa SF6 a freón. Hexafluóretán
nemožno použiť pri vysokej
tlaky v dôsledku nízkej kritickej
parametre.
Záver
Najpopulárnejšie pre domáce použitie sú vodovodné a plynové potrubia.Poznajúc ich základné parametre, ako aj vlastnosti metrických a palcových výrobkov a rozdiely medzi nimi, môžu byť oba typy materiálov použité pre vodovodné alebo vykurovacie systémy.
Aj keď je trh v súčasnosti zaplavený veľkým množstvom rôznych polymérových rúrok, nemá to vplyv na popularitu oceľových výrobkov, ktoré sú, ako predtým, nevyhnutné v mnohých stavebných, priemyselných a domácich oblastiach života. Rúry z ocele, najmä z pozinkovanej ocele, sa vyznačujú výraznou odolnosťou, pevnosťou a jednoduchou montážou a ich sortiment je orientovaný na GOST pre roky 2003 a 2006 (niektoré normy boli prenesené z druhej polovice 20. storočia).


