Ako maľovať pozinkované rúry vlastnými rukami
Keď sa rozhodnete maľovať pozinkovanú rúru vlastnými rukami, najprv si pozorne prečítajte všetky fázy procesu. Výsledok poteší dlhé roky za predpokladu, že budú splnené všetky požiadavky na prípravu potrubia a lakovanie.
Príprava povrchu potrubia
Predtým odborníci odporúčali vydržať rok kontaktu produktu s atmosférickým vplyvom a až potom natrieť. Táto požiadavka je spôsobená prirodzeným procesom oxidácie zinku a tvorbou takzvanej „bielej hrdze“. S príchodom moderných farbiacich kompozícií zmizla potreba starnutia fajky.

Zvyčajne hotové výrobky vyrobené z pozinkovanej ocele opúšťajú továrenský dopravník v špeciálnom ochrannom mazive. Táto vrstva chráni zinkový povlak pred rýchlym kontaktom s okolím, ale pred lakovaním, aby sa farba neodlupovala, ju treba odstrániť akýmkoľvek alkalickým roztokom. Roztok sa musí dôkladne opláchnuť vodou a nechať úplne vyschnúť.
Proces maľovania
Pred lakovaním sa na zlepšenie priľnavosti zinkovej vrstvy k náteru odporúča ošetriť povrch potrubia špeciálnym základným náterom. Niektorí remeselníci odporúčajú vyčistiť zinkovú vrstvu akýmkoľvek brúsnym prostriedkom, napríklad brúsnym papierom. Malo by sa však pamätať na to, že týmto spôsobom produkt stratí ochranné vlastnosti zinku.
Po výbere farby v súlade s odporúčaniami a budúcimi prevádzkovými podmienkami potrubia, po úplnom zaschnutí základného náteru, musíte pristúpiť k samotnému náteru. Najpohodlnejšie je nanášať striekacou pištoľou, ale môžete použiť aj štetec alebo malý valček. Po nanesení prvej vrstvy nechajte farbu zaschnúť po dobu stanovenú výrobcom. Potom naneste druhú vrstvu a nechajte znova zaschnúť. Potom je pozinkovaná rúra pripravená na inštaláciu a použitie.
Farebné video
Pre vizuálnejšiu reprezentáciu lakovania pozinkovaných rúr sa odporúča, aby ste sa oboznámili s obrazom lakovania (vlnitá lepenka je na videu natretá, ale v technológii nie je žiadny rozdiel). Podrobne predstavuje postup s podrobnými pokynmi, poskytuje odporúčania, ktoré vám pomôžu zvládnuť prácu čo najlepšie, a zvažuje typické chyby začiatočníkov.
Na záver by som rád poznamenal, že pozinkované oceľové kovové rúry sú obľúbené medzi staviteľmi súkromného sektora kvôli ich spoľahlivosti a nízkym nákladom. Po prečítaní článku o tom, ako si vybrať farbu a farbu potrubia, môžete predĺžiť jeho životnosť na mnoho rokov.
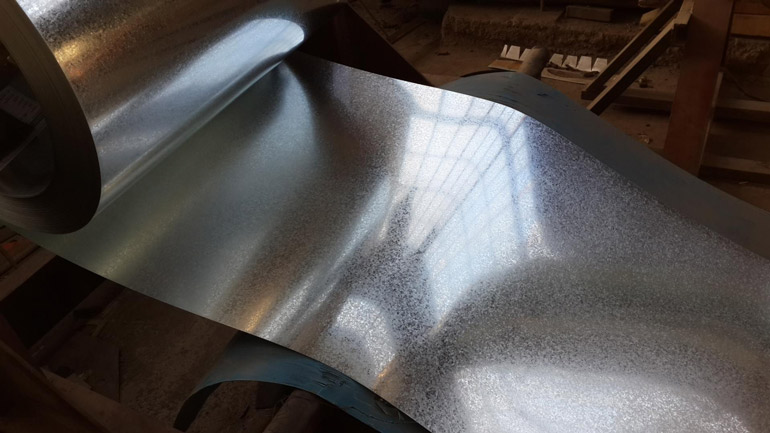
Čo je to pozinkovaná oceľ
Pri výrobe stavebných výrobkov sa bežne používa poťahovanie oceľového plechu tenkou vrstvou zinku. Tým sa zvyšuje životnosť výrobku vďaka odolnosti voči korózii a agresívnemu prostrediu. Pozinkovaný oceľový zvitok sa používa na výrobu strešného a plotového materiálu, vodovodných systémov a mnohých ďalších oblastí.
Ako rozlíšiť nehrdzavejúcu oceľ od pozinkovanej
Na rozdiel od galvanizácie je nehrdzavejúca oceľ zliatina s prídavkom chrómu. Nerezový plech nie je povrchovo upravený, jeho povrch a farba rezu je jednotná, zvyčajne matná. Pozinkovaná oceľ je počas procesu povrchovej úpravy pokrytá charakteristickými kryštalizačnými vzormi alebo má zrkadlový povrch s modrým odtieňom.
Ak je nehrdzavejúca oceľ spracovaná do zrkadlového lesku, pomocou chemickej reakcie bude možné presne zistiť, čo je pred vami. Na okraj oceľového plechu treba nakvapkať kyselinu chlorovodíkovú. Pri interakcii so zinkom spôsobuje chlorovodík na povrchu bublinkové škvrny.Navyše zliatiny chrómu nie sú magnetické, ak je magnet pripevnený na oceľovom plechu, je pravdepodobne pozinkovaný.
Druhy a rozdiely farieb
Spomedzi všetkých druhov farieb je potrebné mať na pamäti, že nie každý je vhodný na prácu s kovom, takéto povrchy sa považujú za najnáročnejšie v maľovaní. Podľa ich výhod by sa polymérové práškové farbivá mohli nazvať ideálnymi. Sú dokonale kombinované s kovmi, odolné, odolné voči opotrebovaniu. Majú však veľkú nevýhodu - proces farbenia je možný len pomocou špeciálneho vybavenia.
Urobte to sami pomocou akrylových, alkydových a vinylových farieb. Pri výbere farby na domáce natieranie sa odporúča nešetriť na nákladoch na náterový výrobok a vyberať ho v súlade s odporúčaniami odborníkov.
Akryl
Akrylové farby na kov sa objavili nie tak dávno, ale rýchlo získali uznanie. Takýto povlak je odolný, nevybledne a dobre odoláva korózii vďaka základu na organickom rozpúšťadle a špeciálnych prísadách v kompozícii. Časom nepraská, nepodporuje horenie, znáša ohrev na vysoké hodnoty.

Náklady na akrylové farby sú tiež veľmi atraktívne. Okrem toho je vhodné s ním pracovať - ak sa dostane na pokožku až do úplného vysušenia, farba sa zmyje vodou. Šetrné k životnému prostrediu a absencia charakteristického chemického zápachu vám umožňuje používať ho v dome s malými deťmi.
Alkyd
Alkydové farby sa dobre kombinujú s pozinkovanými povrchmi. Na rozdiel od oleja chránia pred hrdzou a prasklinami. Majú dobrú rýchlosť schnutia a priľnavosť. Dávajú hustú lesklú farbu. Sú relatívne lacné.

Medzi nevýhody patrí horľavosť a slabá tepelná odolnosť na priamom slnku
Je dôležité s nimi pracovať v dobre vetranom priestore, pretože ich výpary sú toxické. Okrem toho alkydové zlúčeniny časom reagujú so zinkovou vrstvou a znižujú jej ochranné vlastnosti.
Vinylové emaily
Jedinou významnou nevýhodou vinylových emailov je ich vysoká cena. Majú vynikajúce krycie vlastnosti, ľahko sa nanášajú, sú odolné voči korózii a chemickému napadnutiu. Tvoria vrstvu odolnú voči vode a poveternostným vplyvom, ktorá odoláva teplotným zmenám od -60 ℃ do +100/+130 ℃.
Spojenie pozinkovaných rúr spájkovaním
Z vyššie uvedených príkladov je vidieť, že zváranie elektródami a plynovým horákom vedie k deštrukcii ochrannej vrstvy zinku, a ak ju možno zvonku obnoviť niekoľkými účinnými spôsobmi, potom zostane vnútorný povrch nechránený.
Na základe nedostatkov dvoch spôsobov spájania výrobkov s galvanizáciou bola vyvinutá stredná možnosť, ktorá kombinuje ich pozitívne vlastnosti - spájkovanie. Jeho podstata spočíva v tom, že pri zváraní sa používa plynový horák s nižšou teplotou spaľovania ako elektrický oblúk, nerezová prísada a tavivá chrániace povrch zinku v mieste styku s plameňom a v okolí švu.
Ako príklad uvedieme technológiu vykonávania zváracích a spájkovacích prác s použitím materiálov francúzskeho dodávateľa ich produktov na domáci trh Castolin.
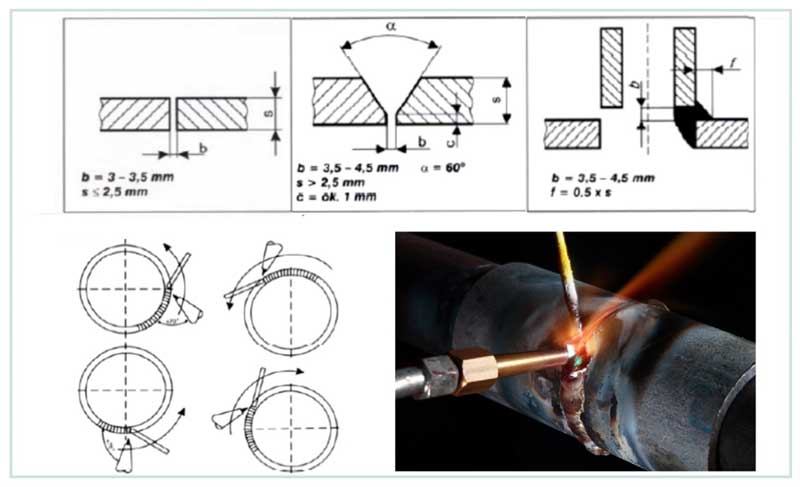
Ryža. 15 Tolerancie spájkovania a poloha horáka
Príprava a spájkovanie
Na spájanie pozinkovaných dielov sa používajú rôzne spájky Castolin (18, 18F, 18MF, 18 XFC), najdrahšia z nich je Castolin 18XFC 2,0 mm na medeno-zinkovej báze (57% medi a 42% zinku) s prídavkom striebro (1%) má teplotu topenia 870 - 895º C. Takéto spájky sa používajú na vysokopevnostné spájkovanie legovaných a nelegovaných ocelí, galvanizovaných materiálov, spájkovanie medených a niklových dielov, domácim analógom Castolinu 18XFC je L -57. Hlavné fázy prípravných prác pred spájkovaním a jeho realizáciou:
- Príprava potrubí na pripojenie. Ak je hrúbka steny menšia ako 2,5 mm, použije sa tupý spoj, pre hodnoty väčšie ako 2,5 mm sa použije V-obrábanie. Uhol sklonu opracovaných koncov 60 stupňov sa získa mechanickým odstránením vrstvy brúsením, frézovaním alebo ručne brúskou, brúsnym papierom alebo pilníkom.
- Výber plameňa. Pre domáce použitie úplne postačuje priemer dýzy horáka 1 - 2 mm, s ktorým plameňom je možné zvárať rúry do priemeru 250 mm s hrúbkou steny 2 - 6 mm. Ak chcete presne určiť veľkosť dýzy na spájkovanie, vezmite jej priemer o jednu veľkosť menší ako pri bežnom štandardnom zváraní.
- Regulácia plameňa. Používa sa acetylénovo-kyslíková kompozícia s prebytkom kyslíka - v tomto prípade vznikajú oxidy kremíka, ktoré zabraňujú odparovaniu zinku. Prerušovaný plameň prispieva k prehrievaniu a odparovaniu zinku v oblastiach susediacich so švom, preto je dôležité jeho správne nastavenie - plameň horáka musí byť rovnomerný.
- spájkovacia technika. Na spojenie dvoch hrán sa používa technika spájkovania „ľavou rukou“, pri ktorej je spájka pred plameňom, horák by mal mať pri plnení švu uhol sklonu 15 až 30 stupňov, ak sa vykonáva pretavovací šev. , uhol je nastavený na 70 až 75 stupňov. Šírka medzery medzi dielmi, hrúbka alebo výška výstuže sa volí v súlade s obr.15.

Ryža. 16 Spájkovanie pozinkované
Aplikácia taviva
Pozinkované výrobky musia byť pred nanesením povrchovej úpravy ošetrené tavivom Castolin 18, vonkajšie a vnútorné plochy pripevňovaných dielov prekrývajú páskou šírkou minimálne 20 mm od konca. Okrem ochrany zinku, topiaceho sa pri 416 °C, pred vyparovaním, ku ktorému dochádza pri 906 °C, farba taviva signalizuje začiatok spájkovania.
Pri hrúbke steny do 4 mm sa používa jednoprechodový šev, na konci práce sa vonkajší povrch očistí nerezovou kefou a po 24 hodinách sa vnútorný povrch umyje vodou.
Je povolené zváranie pozinkovaných rúr a jeho vlastnosti
Hlavným problémom pri zváraní potrubí z pozinkovanej ocele je prítomnosť povlaku, ktorý zabraňuje fúzii. Keďže bod varu zinku je 906ºC a zvar je zahriaty na 1200ºC, zinok pri zváraní vyhorí a až potom sa oceľ spája. Vykonávanie zváracích prác s pozinkovanou oceľou má nasledujúce vlastnosti:
- Zvárači s malými skúsenosťami nie sú vždy schopní rovnomerne zvárať zinkový plášť a dosiahnuť dobrý rovnomerný šev - aby nevznikli ďalšie problémy, pred zváraním je ľahšie odstrániť ochrannú vrstvu povlaku pomocou brúsky s kovovým kotúčom, pilníkom alebo brúsnym papierom. Používajú sa na to aj chemikálie - galvanizáciu je možné odstrániť pomocou roztokov kyseliny chlorovodíkovej, dusičnej a sírovej.
- Zinkové výpary spôsobujú značné poškodenie ľudského zdravia, majú sladkastú chuť, preto by sa pred zváračskými prácami mali dodržiavať nasledujúce požiadavky bezpečnostných predpisov (TB). Na pracovisku je potrebné zabezpečiť prietokové vetranie, bez ktorého je podľa bezpečnostných predpisov zvárač zakázaný pracovať a používať prostriedky na ochranu dýchacích ciest pred vnikaním zinkových výparov.
- Štandardné metódy zvárania vedú k poškodeniu zinkovej vrstvy, pričom šev zostáva nechránený a celková odolnosť proti korózii celej zváranej konštrukcie je výrazne znížená. Na následnú ochranu švu je lepšie použiť podobné zlúčeniny na zinkovanie za studena s obsahom zinku, ktorých technológia a materiály sú opísané vyššie.
- Niekedy v dôsledku intenzívneho odparovania zinku je povrch potrubia pokrytý malými trhlinami, aby sa zabránilo tomuto efektu, je užitočné použiť tavivá. Hlavným účelom zváracích tavív je izolovať povrch švu od prístupu kyslíka, stabilizovať horenie oblúka, vytvoriť zvar a dopovať, aby sa spoj obohatil o kov.
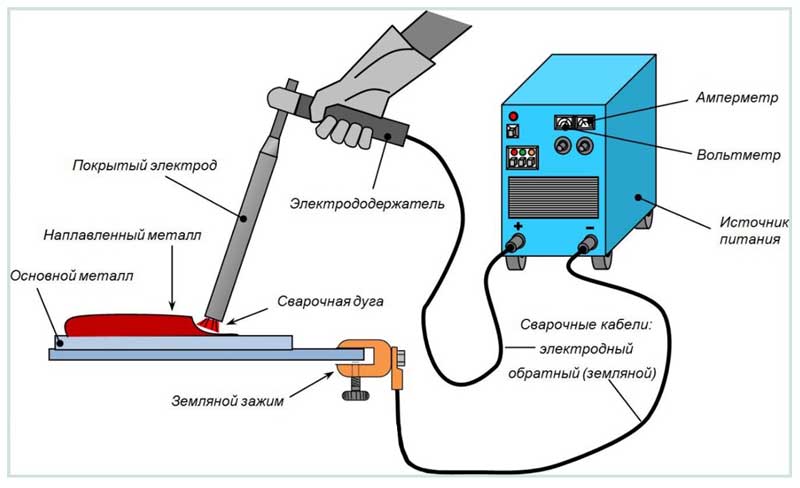
Ryža. 7 Zváranie elektrickým oblúkom
Výber elektród
Proces zvárania pozinkovaných rúr sa len málo líši od zvárania železného kovu. Technologickým znakom práce je skrátenie času zvárania pri súčasnom zvýšení prúdovej sily procesu. To umožňujú elektródy potiahnuté rutilom.

Rutilové elektródy
Rutilové elektródy sú elektródy, ktorých obal pozostáva z oxidu titaničitého s prímesami hlinitokremičitanov a uhličitanov.
Výhody rutilových elektród:
- prítomnosť oxidu titaničitého uľahčuje proces zapálenia elektródy na začiatku práce alebo keď je počas práce utlmená;
- vlastnosti zváracieho oblúka umožňujú získať vysoko kvalitný šev bez nedostatku fúzie, trhlín, s vysokou odolnosťou proti opotrebovaniu;
- minimálne rozstrekovanie kovu znižuje straty roztaveného kovu.
Prítomnosť železného prášku v rutilovom povlaku znižuje úroveň legovania ocele, čo zvyšuje pevnosť výsledného spoja.
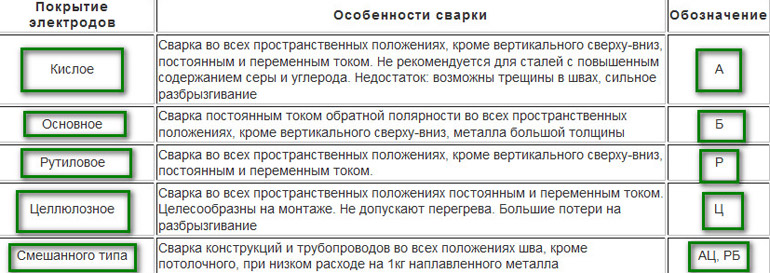
Interpretácia a označenie elektród
Bázické elektródy
Bázické obalené elektródy sa používajú na zváranie hrubostenných nízkolegovaných oceľových rúr. Práškové lakovanie tu má komplexné zloženie ferozliatin, fluoridu vápenatého, zlúčenín horčíka.
Proces varenia je sprevádzaný uvoľňovaním oxidov uhlíka, ktoré chránia roztavený kov pred škodlivými účinkami vzdušného kyslíka a vodíka.
Aký je rozdiel medzi pozinkovanými rúrami a obyčajnými rúrami
Asi 60 % zinku extrahovaného z útrob zeme banským priemyslom sa používa na výrobu pozinkovaných valcovaných výrobkov, ďalších 20 % sa používa na galvanizáciu kovových konštrukcií (skrinky automobilových a priemyselných zariadení, stavebné materiály), časti strojov a mechanizmov.
Rozdiel medzi konštrukčnou oceľou a nehrdzavejúcimi kovmi (cín, hliník, olovo, zinok) je v tom, že tieto pri oxidácii na vzduchu vytvárajú oxid, ktorý sa vo forme ochranného filmu stáva prekážkou pre prístup kyslík na kov. Film tak zabraňuje ďalšej oxidácii a chráni kov pred poškodením koróziou. Železo, na rozdiel od neželezných kovov a zliatin, pri korózii vytvára sypký hydroxid veľkého objemu, v dôsledku čoho kyslík voľne preniká na jeho povrch a proces oxidácie pokračuje.
Podstata technológie spočíva v tom, že z elektrochemického hľadiska tvorí železo so zinkom galvanický pár, v ktorom aktívnejší zinok vstupuje najskôr do korozívnej interakcie s kyslíkom, pričom železo zostáva v chemicky pasívnom stave. Podobne koróziu železa možno výrazne urýchliť, ak sa na jeho povrch nanesie cín, ktorý je pasívnejším prvkom v galvanickom páre so železom a poškodí sa jeho plášť.
Kovové rúry akejkoľvek triedy ocele sú podrobené galvanizácii, ktorá pokrýva nielen ich vonkajší, ale aj ich vnútorný povrch, pričom najkvalitnejšia a rovnomerná vrstva sa získa v bezšvíkových valcovaných výrobkoch. Na nanášanie zinku sa používajú rôzne technológie, ktoré je možné využiť nielen v priemyselnom meradle, ale aj v malej súkromnej výrobe - zákazkovým zinkovaním oceľových dielov sa zaoberá veľa komerčných firiem.
Tipy na výber
Pri výbere jednej alebo druhej farby by ste mali predovšetkým venovať pozornosť funkciám, ktoré bude potrubie vykonávať. Ak je určený pre studený odtok, je dôležitejšie brať do úvahy antikorózne vlastnosti
Pre teplovodné potrubia s tepelnou odolnosťou. Skladovateľnosť by mala byť normálna, pretože po ich uplynutí sa zloženie farieb začne zrútiť.
približná cena
Presné náklady na farbu závisia od mnohých parametrov, ako je výrobca, objem balenia, miesto nákupu a ďalšie nuansy. V tabuľke nižšie sú uvedené približné ceny farieb:
| Druh farby | Cena za kg, rub |
| Akryl | 250-650 |
| Alkyd | 150-450 |
| Vinyl | 350-1000 |
Pri kúpe dbajte na zmienku o kompatibilite tohto typu materiálu so zinkovými povrchmi na obale s farbou. Nie všetky farby sú vhodné na prácu s pozinkovaním
Účel a rozsah
Profilové rúry sa používajú v rôznych oblastiach.Keď sa objavili iba takéto produkty, hlavným smerom aplikácie bolo kladenie komunikácií na prepravu plynných, kvapalných médií. Dnes sa oblasť použitia takýchto produktov výrazne rozšírila. Používajú sa pri stavbe rôznych štruktúr: budov, plotov atď.
Profilové rúry sa používajú pri stavbe mostov, objektov, ktoré vyžadujú použitie odolnej výstuže. Predperforované výrobky sa používajú pri výrobe nábytku. Pomocou profilových rúr s rôznymi charakteristikami sa vytvárajú kovové konštrukcie akejkoľvek zložitosti. Vďaka takým výhodám, ako je sila, ľahké spracovanie, sa takéto výrobky používajú v lodiarstve a inom ťažkom priemysle.
Konečná fáza a následné spracovanie spoja
Zvárané pozinkované rúry majú šev, ktorý nie je chránený pred koróziou, pri zváraní plynovými horákmi dochádza k vyhoreniu významnej oblasti galvanizácie okolo spoja - to všetko vedie k zlej odolnosti spoja proti korózii. Pred a po zváraní, spracovaní a vyhladzovaní švu abrazívnymi materiálmi sa na boj proti korózii používajú tieto metódy:
- Pri zváraní pomocou plynových horákov sa používajú tyče z nehrdzavejúcich nehrdzavejúcich materiálov (zinok-kadmium, mosadz).
- Na ochranu vonkajšieho povrchu sa používa žiarový nástrek zinku alebo náter materiálov obsahujúcich zinok vo forme farby.
Je potrebné poznamenať, že tieto metódy sú účinné v prípade použitia pozinkovaného potrubia na dodávku plynu, ak je vo vykurovacom systéme inštalovaná zváraná rúra s povlakom, potom vrstva zinku, ktorá vyhorela zvnútra, už nechráni jej povrch, a korózia nastane pomerne rýchlo. Preto pri použití zinkových rúr na vykurovanie využíva iné moderné spôsoby ich spájania pomocou tvaroviek.

Ryža. 14 Spájkované diely so zinkovým kovovým povrchom - vzhľad
Výhody pozinkovaného komína
Zinková ochrana automaticky premení obyčajnú kovovú rúru na spoľahlivý a kvalitný materiál, ktorý veľmi dlho odoláva korózii. Komíny vyrobené z pozinkovaných rúr sa používajú v rôznych prevádzkových podmienkach - autonómne vykurovacie systémy a krby, malé vidiecke domy, kúpele a sauny.
Surovinou, ktorá sa používa ako východiskový materiál pri výrobe pozinkovaných rúr, je obyčajný oceľový plech, ktorý má vhodnú pružnosť. Na prvý pohľad sa môže zdať, že ide o cínový výrobok, no tento dojem klame – správne opracovaný kov má úplne iné vlastnosti.

Pozinkované komínové potrubie má mnoho výhod:
- Spoľahlivá ochrana potrubia pred koróziou a rôznymi kyselinami;
- Rýchle zahriatie systému a stabilná trakcia;
- Jednoduchá a rýchla inštalácia modulárneho komína, dosiahnutá pomocou špeciálnej schémy pripojenia potrubia;
- Jednoduchosť dizajnu, ktorá vám umožní zostaviť komín sami;
- Všestrannosť, vďaka ktorej môžete komín pripojiť k rôznym zdrojom tepla;
- Jednoduchá oprava - poškodenú časť je možné ľahko vymeniť za novú bez úplnej demontáže komína;
- Požiarna bezpečnosť (na jej dosiahnutie je však potrebné pri montáži zabezpečiť, aby nedochádzalo k priamemu kontaktu komína s horľavými materiálmi).
Komín je zvyčajne vyvedený na strechu alebo stenu budovy. V druhom prípade musí byť komín izolovaný, aby sa počas prevádzky nedostal do problémov.
Výber elektród
 Ako už bolo spomenuté, proces zvárania je sprevádzaný uvoľňovaním tepelnej energie, takže zinok sa začne rýchlo odparovať. Je veľká šanca, že sa tento kov dostane do zvarového kúpeľa a zmieša sa s oceľou.
Ako už bolo spomenuté, proces zvárania je sprevádzaný uvoľňovaním tepelnej energie, takže zinok sa začne rýchlo odparovať. Je veľká šanca, že sa tento kov dostane do zvarového kúpeľa a zmieša sa s oceľou.
A to povedie k tvorbe pórov a trhlín na úrovni kryštalizácie ocele a v dôsledku toho k zníženiu kvality spoja spájaných výrobkov. Preto hlavnou požiadavkou na zváranie pozinkovaných rúr je odstránenie zinkovej vrstvy v oblasti spoja.
Ak nie je možné odstrániť ochranný povlak, potom sa na pripojenie pozinkovaných rúrok používajú špeciálne elektródy. V zásade sa zváranie pozinkovaného výrobku prakticky nelíši od rovnakého procesu spájania bežnej ocele. Ale sú tu nejaké nuansy.
Po prvé, samotná zváracia elektróda je kovová tyč potiahnutá práškom. Je to typ práškovej vrstvy, ktorý ovplyvňuje, ktoré kovy je možné zvárať.
V prípade zvárania pozinkovaných rúr sa používajú elektródy buď s rutilovým povlakom alebo s bázickým. Prvý sa používa, ak sú rúry vyrobené z uhlíkových ocelí (napríklad oceľ 20), druhý, ak sú vyrobené z nízkolegovanej ocele (C345).
Rutilový náter
 Používajú sa elektródy potiahnuté rutilom. Rutil je minerál vo forme oxidu titaničitého. Používa sa v práškovom lakovaní vo forme koncentrátu s obsahom nad 50%. Kompozícia tiež zahŕňa hlinitokremičitany a uhličitany.
Používajú sa elektródy potiahnuté rutilom. Rutil je minerál vo forme oxidu titaničitého. Používa sa v práškovom lakovaní vo forme koncentrátu s obsahom nad 50%. Kompozícia tiež zahŕňa hlinitokremičitany a uhličitany.
Troska získaná počas zvárania má vysokú zásaditosť, takže kov spoja má také ukazovatele, ako je vysoká rázová húževnatosť a zvýšená ochrana proti praskaniu za tepla.
Jedinou požiadavkou na rutilové elektródy na zváranie pozinkovaných rúr je pred spustením procesu ich hodinu sušiť pri teplote +200 °C. Spotrebný materiál však môžete použiť až po dni.
Základný náter
 Môžu sa použiť bázické obalené elektródy. Táto prášková vrstva má komplexné zloženie, ktoré obsahuje veľké množstvo rôznych chemikálií: horčík, vápnik, kazivec a ferozliatiny.
Môžu sa použiť bázické obalené elektródy. Táto prášková vrstva má komplexné zloženie, ktoré obsahuje veľké množstvo rôznych chemikálií: horčík, vápnik, kazivec a ferozliatiny.
Pri spaľovaní vo vnútri zóny zvárania prášok uvoľňuje oxid uhličitý a oxid uhoľnatý, ktoré chránia roztavený kov pred účinkami kyslíka a vodíka. Posledné dva znižujú kvalitu zvárania. Zvyčajne sa tieto elektródy používajú na zváranie potrubí z rúr s hrubou stenou.
Výhody a nevýhody
Pozitívne vlastnosti profilových produktov:
- vysoká pevnosť;
- jednoduchosť spracovania;
- možnosť finalizácie dizajnu ohýbaním;
- relatívne nízka hmotnosť vďaka dutine vo vnútri;
- univerzálnosť;
- široká škála odrôd;
- dlhá životnosť (30-50 rokov);
- nízka tepelná vodivosť;
- vyššia odolnosť voči zvýšenému tlaku vo vnútri výrobku, ako aj vodnému kladivu;
- pri použití pozinkovaných výrobkov ako výstuže počas výstavby budov dochádza k zníženiu tlaku na základ, čo je spôsobené tým, že kovové rúry preberajú značnú časť zaťaženia;
- schopnosť pracovať v náročných podmienkach.
Ďalšou výhodou galvanizácie je, že nie je potrebné ďalšie spracovanie. Na predĺženie životnosti postačuje existujúci ochranný náter. Tento produkt má aj určité nevýhody. Zaznamenávajú teda vyššiu cenu v porovnaní s analógmi vyrobenými zo železných kovov. Okrem toho sú pozinkované výrobky vysoko náchylné na mechanické poškodenie. Ak dôjde k porušeniu celistvosti ochrannej vrstvy, životnosť konštrukcie takýchto potrubí sa výrazne zníži.
Typy pozinkovaných komínov a príslušenstva
Na vybavenie komína sa používajú dva typy rúr:
- Jednookruhový;
- Dvojokruhový.
S takýmto komínom by mali byť zahrnuté nasledujúce položky:
- Odpaliská;
- adaptéry;
- Spojky;
- revízne poklopy;
- Ventil na odstránenie vlhkosti;
- Podpery pre montáž konštrukcie v blízkosti zvislých plôch.

Jednoduché systémy sa úspešne používajú v budovách, ktoré sú prevádzkované iba v lete (vidiecke kúpele alebo malé domy).Montáž jednokruhového komína je pomerne jednoduchá a celkom v silách dobrého majiteľa, ale hotový dizajn má vážnu nevýhodu - príliš vysokú hladinu kondenzátu.
Jednookruhové pozinkované plynové potrubie nie je vhodné pre tie možnosti systému, ktoré vychádzajú do atmosféry bez izolácie - to je spojené s rýchlym zničením potrubia v dôsledku aktívneho vzhľadu vlhkosti a dlhého zahrievania v zime. Takýto dizajn je možné použiť iba dočasne - napríklad pri stavbe nového domu, ktorý je potrebné aspoň nejako vykurovať a seriózne riešenia zatiaľ nemožno realizovať.

Komíny vyrobené z dvojokruhových pozinkovaných rúrok majú okrem vysokého výkonu aj dobré vizuálne kvality, ktoré sú dosiahnuté špeciálnym náterom používaným na spracovanie väčšiny kovových dielov.
Dvojokruhové komíny majú niekoľko výhod:
- Vysoká spoľahlivosť;
- Zlepšenie účinnosti vykurovacích zariadení;
- Ochrana pred vznikom kondenzátu;
- Schopnosť pracovať pri teplotách do 450 stupňov;
- estetická príťažlivosť.
Záver
Pri výbere komína alebo prvkov potrebných na jeho inštaláciu je potrebné vziať do úvahy priemer rúr, aby sa konštrukcia dala ľahko zostaviť. Okrem toho pri výbere dizajnu je potrebné zvážiť všetky jeho vlastnosti a zohľadniť ich pri inštalácii. Správne nainštalovaný pozinkovaný komín bude vykonávať funkcie, ktoré sú mu priradené, kvalitne.
Čo to je
Pozinkované profilové rúry sa vyrábajú rôznymi spôsobmi. Čo ich spája, je potreba formovať kovové polotovary. V tomto prípade sa používa metóda deformácie za studena alebo za tepla. Líšia sa teplotou materiálu. Pri tvárnení za tepla je postup uľahčený, pretože dobre zahriaty kov sa vyznačuje plasticitou. Keď sa použije iná metóda, zvyšuje sa riziko narušenia integrity produktu v mieste záhybov.
Pri výrobe sa používajú rôzne druhy materiálov. Obľúbená je oceľ s vysokým obsahom uhlíka. Tento typ kovu je najplastickejší, vďaka čomu je zabezpečená vysoká kvalita profilových výrobkov. Po ukončení výrobného procesu musia byť polotovary potiahnuté kompozíciou obsahujúcou zinok. V tomto prípade je povrch nasýtený zinkom.
Na ochranu rúr pred koróziou v budúcnosti sa používajú rôzne metódy:
- Po formovaní sa výrobky čistia, čo vám umožňuje odstrániť najmenšie chyby. Potom sa ponoria do nádoby s tekutým roztokom obsahujúcim zinok. Hrúbka ochrannej vrstvy sa môže meniť v závislosti od účelu použitia výrobkov. Tento parameter je určený počtom ponorení do kúpeľa roztaveného zinku.
- Pri výrobe kovových profilových rúr sa používajú pozinkované plechy. Počas výrobného procesu môže dôjsť k deformácii ochranného povlaku, napríklad pri zváraní. Ak tieto oblasti nie sú ošetrené roztokom obsahujúcim zinok, potrubie rýchlo zhrdzavie a zníži sa jeho životnosť.
Existuje alternatívna možnosť - metóda galvanizácie za studena. V tomto prípade sa používa špeciálne zariadenie, pomocou ktorého sa na kovové polotovary nanáša ochranný povlak. Galvanizáciu pomocou tejto technológie je možné vykonávať aj ručne. Táto metóda je založená na princípe interakcie molekúl 2 kovov pod vplyvom elektrického prúdu. Vďaka tomu ochranný povlak pevne priľne ku kovovému povrchu.
Potrebujem natrieť pozinkovaný kov
Vrstva zinku na povrchu ocele reaguje pomaly, ale s vonkajším prostredím. Oceľový plech v procese výroby potrubia je vystavený tlakovému valcovaniu, je možné rezanie, zváranie. Tieto časti dielu sa stávajú zraniteľnejšími, čím sa znižuje životnosť celého potrubia. Aplikácia vrstvy farby dodáva trvanlivosť, dáva estetický vzhľad
Existujú však niektoré nuansy, ktoré je dôležité zvážiť, aby ste sa vyhli nepríjemným chybám, ktoré znižujú všetko úsilie na nulu.
Aké požiadavky musia spĺňať náterové kompozície
V stredných a severných zemepisných šírkach poveternostné podmienky ovplyvňujú náter obzvlášť agresívne, preto je dôležité zabezpečiť stavebné diely všetkými dostupnými prostriedkami. Pri výbere farby na pozinkovanú rúru pre odtok je dôležité vziať do úvahy niektoré požiadavky na ňu.
Farba musí poskytovať:
- Spoľahlivá ochrana pred environmentálnymi faktormi.
- Odolnosť proti vyblednutiu na slnku.
- Dobrá priľnavosť so zinkovou vrstvou.
- Odolné voči vlhkosti a extrémnym teplotám.
- Rýchlo schne a ľahko sa nanáša.
Tieto požiadavky sú obzvlášť dôležité pre potrubia určené na inštaláciu vonku. Náterové hmoty na oceľ poskytnú ochranu a atraktívny vzhľad.
Metódy dokovania
Je dôležité správne spojiť rúry z pozinkovanej ocele navzájom. Pri nedodržaní technológie upevnenia je narušená celistvosť ochranného náteru
Metódy dokovania počas inštalácie potrubného systému, kovové konštrukcie:
- Špeciálne spojovacie prvky: armatúry, krabie systémy. Táto možnosť je vhodná pre ľahké konštrukcie. Spojovacie prvky umožňujú zachovať celistvosť galvanizácie. Zároveň sa ovíjajú okolo produktu zo všetkých strán a sú upevnené spojovacími prvkami.
- Obojky, odbočky s prírubou. Tieto upevňovacie prvky sa používajú pri inštalácii kruhových rúr, určených pre rôzne zaťaženia. Svorka sa používa pri inštalácii produktov v akejkoľvek oblasti. Prírubová rúrka sa inštaluje pri pripájaní vlnitej rúrky k rovnému povrchu, ako je strop, podlaha atď.
Pri výbere spojovacích prvkov sa berú do úvahy vlastnosti komunikácií. Najdôležitejšie sú tvar a veľkosť sekcie. Tvarovky by sa mali vyberať tak, aby v budúcnosti bolo možné zabezpečiť minimálnu medzeru medzi vonkajším povrchom vlnitej rúry a vnútornou stenou spojovacieho prvku.
Kde sa používa izolácia z pozinkovaného potrubia?
Rozsah pozinkovaných PPU rúr na prepravu kvapalných, plynných a sypkých materiálov upravuje GOST 30732-2006, ktorý stanovuje tieto parametre prepravovaného média:
- Pracovný tlak v systémoch zásobovania vodou a parou - nie viac ako 16 barov. (bankomat.).
- Nominálna teplota nosiča je do +140ºC, teplotu pretekajúcej kvapaliny možno zvýšiť na +150ºC, ak vykurovací systém pracuje v režime +70 - +150ºC, nastavený na vonkajšie teploty pod -35ºC v európskej časti Ruska, na Sibíri a na Ďalekom východe.
PPU potrubie s pozinkovanou izoláciou je výrobok určený na povrchové uloženie tepelných komunikácií, pri uložení pod zem je ťahaný v priechodoch kanálov a tunelov, jeho hlavné oblasti použitia:
Ropný a plynárenský priemysel. Potrubia s povlakom z polyuretánovej peny v plášti sa používajú na zemné uloženie ropovodov a plynovodov, v klíme Ďalekého severu izolácia zabraňuje nadmernému ochladzovaniu ropných produktov a plynu, čo znižuje ich pohyblivosť.
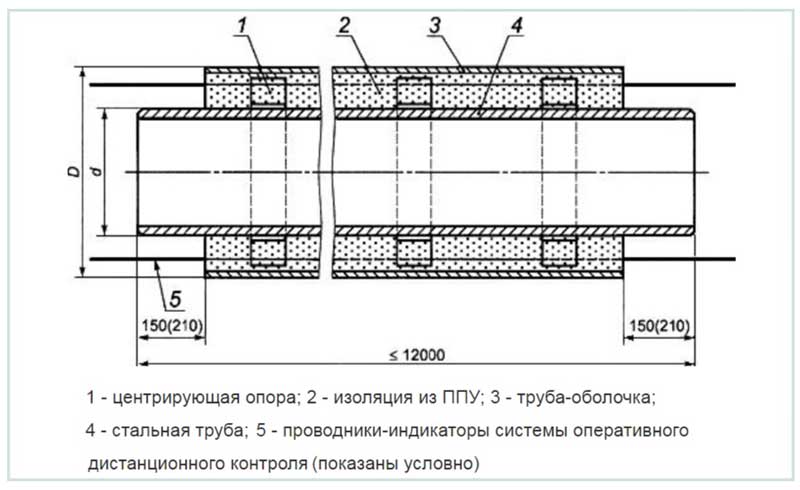
Ryža. 3 PPU potiahnutý plášť - rúrkový dizajn podľa GOST 30732-2006
- Chemický a potravinársky priemysel. V procese chemickej a potravinárskej výroby sa cez izolované potrubie dostávajú do kontajnerov a zásobníkov komponenty ohriate na vysoké teploty, ktoré sú súčasťou technologického procesu, pričom zníženie tepelných strát znižuje náklady na výrobu.
- Komunálna sféra. Rúry PPU sú hlavným typom potrubí pre zásobovanie teplou vodou a vykurovacie systémy budov, ich použitie vám umožňuje chrániť potrubie pred ochladením a tým ušetriť značné zdroje tepla na ohrev vody.
- Ekonomika domácností.V každodennom živote sa továrenské rúry s hotovou izoláciou PPU a galvanizovaným plášťom na zásobovanie teplou vodou používajú veľmi zriedkavo - musia byť umiestnené vonku na povrchu, čo je na jednotlivých pozemkoch neprijateľné. Jednou z možností použitia je montáž ako hotová izolácia komína.
Tiež posuvné a prefabrikované izolačné puzdrá rôznych typov s blokovacími prvkami, inštalované podľa princípu plášťa, sú vyrobené z pozinkovanej ocele, oblasti ich použitia:
- Vnútrodomové inžinierske systémy - potrubia pre zásobovanie teplou a studenou vodou, vykurovanie, vetracie šachty.
- Izolácia komínov kachlí a krbov od okolia a v miestach prechodu cez stropné a stenové priečky, strecha.
- Ukladanie tepelných trás v uzavretých podzemných tuneloch a kolektoroch.
- Izolácia otvorených častí strojov a mechanizmov s vysokou teplotou od kontaktu, aby sa zabránilo popáleniu.

Ryža. 4 Rozmerové parametre PPU rúr a izolačných oceľových plášťov
Problémy spájania zinkových rúr zváraním
Problém zvárania pozinkovaného kovu má tri strany. Prvým je, že zinok, ak ho vdýchne pracovník, môže spôsobiť zástavu dýchania. Teplota zvárania ocele kolíše okolo 1200 stupňov. V tomto prípade sa zinkový povlak začne odparovať už pri teplote mierne nad 900 stupňov.
Ak sa zváracie práce vykonávajú vo vnútri, je potrebné zabezpečiť účinné vetranie.
Druhým problémom je, že prítomnosť roztaveného zinku zhoršuje kvalitu spoja. Zinok sa zmieša so základnou zliatinou, vloží sa do kryštálovej mriežky a oslabí ju. Intenzívne odparovanie zinkového povlaku spôsobuje tvorbu bublín, dutín a nehomogenitu zvaru.
Zdá sa, že odstránením galvanizácie na križovatke je možné bezpečne a efektívne spojiť potrubia. Tu však leží tretí problém - lokálne odstránenie galvanizácie vedie k rýchlemu opotrebovaniu komunikácií na križovatke.