Prípravok na spájkovanie medi s hliníkom, mosadzou, nerezom, železom
Prípravné obdobie, ktoré zahŕňa nákup potrebných prístrojov, materiálu, osobných ochranných prostriedkov a samotný postup spájkovania.
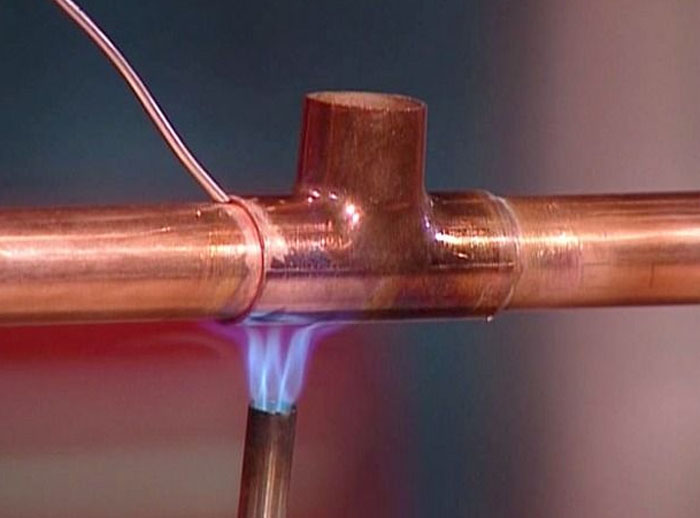
Existujú dva spôsoby spájkovania medi na meď: vysoká teplota a nízka teplota. Prvá zahŕňa zahriatie kovu na 900 ° C, používa sa pre potrubia s vysokým tlakom alebo teplotným zaťažením. Na vysokoteplotné spájkovanie sa používajú materiály na to určené: tvrdá spájka vo forme tyčí (teplota topenia napr. spájka má asi 900 °C) a karbidové tavidlo.
Na spájkovanie medi nízkoteplotnou metódou stačí kov zahriať na 600°C (zvyčajne 300–380°C), čo je dosiahnuteľné v domácich podmienkach. Na tento postup sa používa mäkká spájka na spájkovanie medi a mosadze vo forme drôtu alebo tyče s prierezom do 3 mm a tavnejším tokom. Spájka je zliatina cínu, ktorá je viac ako 97%, s ďalšími kovmi: meď, selén, striebro, antimón.
Na čo slúži tavidlo Správne spájkovanie medených rúr je možné len pomocou taviva - špeciálneho pastovitého zloženia (s chloridom zinočnatým), ktoré sa nanáša na povrch spájaných častí rúr širokým pásom. Vykonáva niekoľko funkcií:
- zabraňuje procesu oxidácie kovov odstránením kyslíka;
- zlepšuje priľnavosť spájky k medi;
- je indikátorom dostatočného ohrevu kovu, signalizuje, kedy priviesť spájku a spájku medi;
- podporuje rovnomerné roztieranie spájky po spoji.
Bezpečnostné inžinierstvo. Napriek jednoduchosti procesu musia byť medené rúry spájkované v súlade s bezpečnostnými pravidlami. Nebezpečenstvom popálenia nie je len plameň samotného horáka, ale aj zahriaty kov. Meď dobre vedie teplo, preto sa počas prevádzky ohrieva nielen plocha, na ktorú je položená spájka a zváranie, ale aj celá rúrka, ktorá sa pomaly ochladzuje. Ak je potrebné spájkovať medené rúry, ktoré ešte nie sú zabudované v potrubnom systéme, potom príprava zahŕňa ich uloženie na nehorľavé podpery, kde môžu dlho chladnúť. Pred dotykom spájkovaného kovu z jeho miesta by ste mali počkať, kým úplne nevychladne.

Bezprostredným nebezpečenstvom je otvorený plameň horáka, takže si musíte kúpiť nástroj, s ktorým sa dá pohodlne pracovať: najlepšie s pohyblivou tryskou na dlhej hadici
Bezpečnosť spájkovania medi
Treba mať na pamäti, že tepelná vodivosť medi je veľmi vysoká, v dôsledku čoho sa neodporúča spájkovať diely, držať ich v rukách bez ochrany, s najväčšou pravdepodobnosťou to povedie k popáleninám. Detaily kratšie ako 30 cm držíme výhradne kliešťami alebo v ochranných rukaviciach. Ak počas spájkovania kvapká tavidlo na holé časti tela, je potrebné ho okamžite umyť mydlom a vodou, pretože okrem tepelného popálenia môže dôjsť aj k chemickému popáleniu.
Pre akúkoľvek prácu s otvoreným ohňom a horúcim kovom, ako aj s tavivom, ktoré obsahuje kyselinu, je syntetický odev nežiaduci, pretože takáto tkanina sa zapaľuje a topí oveľa rýchlejšie ako ostatné. Počas prevádzky nezabudnite vetrať, dym zo spáleného taviva je škodlivý.
Ak neexistujú žiadne spájkovacie zručnosti, odporúča sa pred vykonaním zodpovednej práce trénovať na úlomkoch rúr alebo drôtov. V tejto práci je málo ťažkostí a spravidla stačí 2-3 krát na to, aby ste sa naučili všetky základné techniky. Ak sa montuje vodovodný systém, odporúča sa pred jeho umiestnením na miesto predmontovať ho na podlahu. Po montáži a spájkovaní by sa mal systém dôkladne opláchnuť horúcou, čistou vodou, aby sa odstránili časti taviva a spájky z vnútra rúr.
Vodovodné alebo vykurovacie systémy vyrobené z medených rúr sú drahé, ale sú pevné a odolné.Keďže meď má vysokú tepelnú vodivosť, dobré antikorózne a antibakteriálne vlastnosti, potrubie z nej vyrobené je efektívne a trvácne. Spájkovanie medi doma nie je ťažké: na rúrky sa nasadí hrdlová spojka a potom sa spoj utesní. Namiesto použitia zásuvky sa niekedy koniec jednej rúry roztiahne a do nej sa vloží ďalšia. Takéto spojenie je vhodné v tom, že nevyžaduje armatúry a životnosť sa rovná životnosti samotných rúr.
Potrebné materiály a prístroje cín a iné
Na prácu s medenými rúrami sú potrebné nasledujúce nástroje:
- rezačka rúr, pílka alebo brúska s tenkým kotúčom;
- úkosovačka;
- expandér rúr (expander);
- spájkovacie tavidlo;
- spájka;
- spájkovačka na meď, napríklad propánový horák na spájkovanie medených rúrok;
- pogumované rukavice;
- papierové obrúsky.
Na rezanie rúr sa používajú rezačky rúr rôznych veľkostí. Väčšie vzorky majú veľký polomer otáčania, sú nepohodlné na použitie na ťažko dostupných miestach, takže ak je potrebné odrezať časť hotového namontovaného prívodu vody, použite malý rezač rúrok. Rúru môžete rezať pílkou na železo alebo brúskou s tenkým kotúčom, ale lepší rez možno dosiahnuť iba pomocou rezačky rúr.
Po odrezaní potrubia sa otrepy vyčistia. Je to potrebné, aby nedochádzalo k víreniu prúdu tekutiny v systéme. Keď nie sú žiadne prekážky, zásobovanie vodou neprežíva stres a funguje ako hodinky.
Pred zváraním medi sú konce potrubia leštené jemnozrnným brúsnym papierom, ktorý je možné zakúpiť v železiarstve. Obidva povrchy sú vyčistené, príprava na spájkovanie.Niekedy sa na tieto účely používajú malé kefky, ktorých priemer je Ø 22 mm, hodia sa takmer na všetky rúrky. Na odizolovanie sa noha kefy vloží do skrutkovača alebo vŕtačky, pomocou ktorej sa proces vykonáva rýchlejšie a lepšie.
Na vyčistený, vyhladený vonkajší povrch sa nanáša tavidlo - kompozícia, ktorá zabraňuje oxidácii medi.
Na ochranu rúk sa používajú pogumované rukavice, pretože pri odrezávaní medi a otrepov sa vytvára veľa malých kovových prvkov, ktoré sa zapichujú do pokožky ako triesky.Navyše pri čistení povrchu vŕtačkou rotujúca kefa rozhrýza handrové rukavice.
Na správne spájkovanie medi je potrebné mať na pamäti, že od odizolovania a nanesenia taviva na spájkovanie by nemalo uplynúť viac ako pol hodiny, inak sa odizolovanie musí zopakovať. Ak sa tavidlo nanáša štetcom, na povrchu by z neho nemali zostať žiadne štetiny ani chĺpky - inak nebude spojenie tesné a po privedení vody dôjde k úniku potrubia.
Po vložení rúrky do objímky sa zvyšky taviva úplne neodstránia obrúskom, zostávajú na spoji vo forme okraja 1–2 mm a pri spájkovaní sa spájka vtiahne dovnútra - vzniká kapilárny efekt spustená. Najprv sa spoj zahreje horákom, pričom sa odparí vlhkosť medzi stenami. Potom sa horák privedie druhýkrát, meď sa postupne zahreje a tavidlo nadobudne cínový vzhľad. V tomto okamihu je spájka umiestnená na prednej strane, dochádza k spájkovaniu, zatiaľ čo roztavená zliatina steká na nesprávnu stranu a tuhne v procese pohybu. Prebytočné presahy kovu vytvorené zospodu sa oddelia sami. Existuje mnoho spôsobov spájkovania medi.
Prípravok na spájkovanie medi s hliníkom, mosadzou, nerezom, železom
Prípravné obdobie, ktoré zahŕňa nákup potrebných prístrojov, materiálu, osobných ochranných prostriedkov a samotný postup spájkovania.
Existujú dva spôsoby spájkovania medi na meď: vysoká teplota a nízka teplota. Prvá zahŕňa zahriatie kovu na 900 ° C, používa sa pre potrubia s vysokým tlakom alebo teplotným zaťažením. Na vysokoteplotné spájkovanie sa používajú materiály na to určené: tvrdá spájka vo forme tyčí (teplota topenia napr. spájka má asi 900 °C) a karbidové tavidlo.
Na spájkovanie medi nízkoteplotnou metódou stačí kov zahriať na 600°C (zvyčajne 300–380°C), čo je dosiahnuteľné v domácich podmienkach. Na tento postup sa používa mäkká spájka na spájkovanie medi a mosadze vo forme drôtu alebo tyče s prierezom do 3 mm a tavnejším tokom.Spájka je zliatina cínu, ktorá je viac ako 97%, s ďalšími kovmi: meď, selén, striebro, antimón.
Na čo slúži tavidlo Správne spájkovanie medených rúr je možné len pomocou taviva - špeciálneho pastovitého zloženia (s chloridom zinočnatým), ktoré sa nanáša na povrch spájaných častí rúr širokým pásom. Vykonáva niekoľko funkcií:
- zabraňuje procesu oxidácie kovov odstránením kyslíka;
- zlepšuje priľnavosť spájky k medi;
- je indikátorom dostatočného ohrevu kovu, signalizuje, kedy priviesť spájku a spájku medi;
- podporuje rovnomerné roztieranie spájky po spoji.
Bezpečnostné inžinierstvo. Napriek jednoduchosti procesu musia byť medené rúry spájkované v súlade s bezpečnostnými pravidlami. Nebezpečenstvom popálenia nie je len plameň samotného horáka, ale aj zahriaty kov. Meď dobre vedie teplo, preto sa počas prevádzky ohrieva nielen plocha, na ktorú je položená spájka a zváranie, ale aj celá rúrka, ktorá sa pomaly ochladzuje. Ak je potrebné spájkovať medené rúry, ktoré ešte nie sú zabudované v potrubnom systéme, potom príprava zahŕňa ich uloženie na nehorľavé podpery, kde môžu dlho chladnúť. Pred dotykom spájkovaného kovu z jeho miesta by ste mali počkať, kým úplne nevychladne.
Bezprostredným nebezpečenstvom je otvorený plameň horáka, takže si musíte kúpiť nástroj, s ktorým sa dá pohodlne pracovať: najlepšie s pohyblivou tryskou na dlhej hadici
Čo je potrebné na spájkovanie medených rúrok
Spájkovanie medených rúr, ktoré nie je ťažké robiť vlastnými rukami, nevyžaduje drahé vybavenie a žiadne špeciálne materiály. Aby ste to mohli správne implementovať, budete potrebovať nasledujúce zariadenia.
Horák, vďaka ktorému sa zohreje spájka a časť potrubia, kde budú pripojené. Do takého horáka sa spravidla privádza propán, ktorého tlak je regulovaný zváracím reduktorom.
Špeciálny nástroj na rezanie medených rúr. Keďže výrobky z tohto kovu sú veľmi mäkké, mali by byť rezané dostatočne jemne, aby nepokrčili steny. Na modernom trhu sú ponúkané rezačky rúr rôznych modelov, ktoré sa líšia funkčnosťou aj technickými možnosťami.
Dizajn jednotlivých modelov takýchto zariadení, ktorý je dôležitý, umožňuje ich využitie aj pri práci na ťažko dostupných miestach.
Expandér rúr je zariadenie, ktoré vám umožňuje rozšíriť priemer medenej rúrky, čo je potrebné na lepšie spájkovanie. V rôznych systémoch namontovaných z medených rúrok sa používajú prvky rovnakej časti a na ich kvalitatívne pripojenie je potrebné mierne zväčšiť priemer jedného z pripojených prvkov.
Práve tento problém rieši takéto zariadenie ako expandér rúr.
Súprava na rozšírenie medených rúrok
Zariadenie na skosenie koncov medených rúrok. Po orezaní zostávajú na koncoch dielov otrepy, ktoré môžu brániť získaniu kvalitného a spoľahlivého spojenia. Aby ste ich odstránili a dali koncom rúrok požadovanú konfiguráciu, pred spájkovaním sa používa skosenie. V súčasnosti sú na trhu dva hlavné typy zariadení na zrážanie hrán: umiestnené v okrúhlom tele a vyrobené vo forme ceruzky. Pohodlnejšie na použitie, ale aj drahšie, sú okrúhle zariadenia, ktoré dokážu spracovať mäkké medené rúry s priemerom nie väčším ako 36 mm.
Pre správnu prípravu medených rúrok na spájkovanie je potrebné z ich povrchu odstrániť všetky nečistoty a oxidy. Na tieto účely sa používajú kefy a kefy, ktorých štetiny sú vyrobené z oceľového drôtu.
Spájkovanie medených rúrok sa zvyčajne vykonáva tvrdou spájkou, ktorá môže mať vysokú a nízku teplotu. Vysokoteplotná spájka je medený drôt obsahujúci vo svojom zložení asi 6% fosforu.Takýto drôt sa topí pri teplote 700 stupňov, pričom pre jeho nízkoteplotný typ (cínový drôt) stačí 350 stupňov.
Technológia spájkovania medených rúr zahŕňa použitie špeciálnych tavív a pást, ktoré vykonávajú ochrannú funkciu. Takéto tavivá nielen chránia vytvorený šev pred tvorbou vzduchových bublín v ňom, ale tiež výrazne zlepšujú priľnavosť spájky k materiálu potrubia.
Okrem taviva, spájky a iných základných prvkov budú potrebné ďalšie nástroje na spájkovanie medených rúrok, ktoré nájdete v každej dielni alebo garáži. Na spájkovanie alebo zváranie medených výrobkov dodatočne pripravte:
- bežný marker;
- ruleta;
- úroveň budovy;
- malá kefa s tuhými štetinami;
- kladivo.
Pred začatím práce je tiež dôležité rozhodnúť, ako spájkovať medené rúry. Môžu existovať dve hlavné možnosti: spájkovanie medi (menej bežne používané) a použitie mäkkej spájky
Pri riešení tohto problému je dôležité vychádzať zo skutočnosti, že existujú požiadavky na použitie jedného alebo druhého typu spájky. Tvrdé spájky sa teda používajú na spájkovanie prvkov chladiacich jednotiek a klimatizácií. Vo všetkých ostatných prípadoch (systémy zásobovania vodou, vykurovacie systémy atď.) je možné použiť cínový drôt. Ale bez ohľadu na zvolenú technológiu by sa malo pamätať na to, že tok je v každom prípade nevyhnutný.

Kefy na odizolovanie vnútorného povrchu medenej rúrky pred spájkovaním
Pravidlá pre spájkovanie medi
Keď je potrebné spájkovať medený výrobok alebo výrobok obsahujúci medené komponenty, nie je možné dať jednoznačnú odpoveď, ako a aký je najlepší spôsob, ako to urobiť. Výber metódy a nástrojov závisí od mnohých faktorov, ako je veľkosť a hmotnosť dielov, ich zloženie. Zohľadňuje sa aj zaťaženie, ktorému musia byť vystavené už spájkované výrobky. Existuje niekoľko spôsobov spájkovania a je lepšie ich všetky poznať, aby ste si v prípade potreby vybrali ten najvhodnejší.
Spájkovanie veľkých dielov
Schéma kapilárneho spájkovania medi.
Ak potrebujete spájkovať masívne alebo veľké časti, ktoré sa nedajú zohriať na požadovanú teplotu pomocou spájkovačky, používa sa horák a medená spájka. Tokom je v tomto prípade bórax. Pevnosť medeno-fosforečnej spájky je vyššia ako pevnosť štandardnej cínovej spájky.
Na mechanicky očistenú rúrku alebo drôt sa nanesie tenká vrstva taviva. Potom sa na potrubie nasadí armatúra, tiež mechanicky očistená. Pomocou plynového horáka sa spoj zahrieva, kým meď pokrytá tavivom nezmení farbu. Tavidlo by malo mať striebornú farbu, po ktorej môžete pridať spájku. Spájka sa okamžite roztaví a prenikne do medzery medzi rúrou a tvarovkou. Keď kvapky spájky začnú zostávať na povrchu rúrok, spájka sa odstráni.
Neprehrievajte potrubia, pretože to neprispieva k vzniku väčšieho kapilárneho efektu. Naopak, meď zohriata do černa je horšie spájkovateľná. Ak kov začne černieť, zahrievanie by sa malo zastaviť.
Spájkovacie drôty alebo drôty
Spájka na báze chloridu zinočnatého by sa nemala používať na spájkovanie tenkých medených drôtov, pretože zničí meď. Ak nie je k dispozícii žiadny tok, v tomto prípade môžete rozpustiť tabletu aspirínu v 10-20 ml vody.
Schéma zvárania medi v prostredí inertného plynu.
Medený drôt alebo časti vyrobené z drôtu rôznych častí sa dajú ľahko zahriať na požadovanú teplotu pomocou spájkovačky. Teplotný režim by mal byť taký, pri ktorom sa spájka topí, cín alebo olovo-cín, a vykonáva sa aj spájkovanie. Tavivá musia obsahovať alebo byť vyrobené z kolofónie, môže sa použiť spájkovací olej alebo dokonca samotná kolofónia.
Povrch drôtu je očistený od nečistôt a oxidového filmu, po ktorom sú diely pocínované.Tento proces zahŕňa nanesenie tenkej vrstvy taviva alebo kolofónie na zahriatu meď a potom spájku, ktorá sa čo najrovnomernejšie rozloží po povrchu pomocou spájkovačky. Časti, ktoré je potrebné spojiť, sa spoja a opäť nahrievajú spájkovačkou, až kým sa už stuhnutá spájka nezačne znova topiť. Keď k tomu dôjde, spájkovačka sa odstráni a spoj sa ochladí.
Diely je možné upnúť do zveráka tak, aby vzdialenosť medzi nimi bola 1-2 mm. Na diely sa nanáša tavivo a zahrieva sa. Do medzery medzi horúcimi časťami sa privedie spájka, ktorá sa roztaví a vyplní medzeru. Teplota tavenia spájky na spájkovanie týmto spôsobom musí byť nižšia ako teplota tavenia medi, aby sa časti nedeformovali. Diel vychladne, potom sa umyje vodou a v prípade potreby sa upraví brúsnym papierom, až kým nebude hladký a jednotný.
Misky na spájkovanie alebo spájkovacie otvory v medi
Pri spájkovaní riadu sa používa čistý cín, ktorého bod topenia je vyšší ako u spájky s obsahom cínu alebo olova. Niekedy sa na spájkovanie veľkých dielov používajú kladivové spájkovačky, ktoré sa zahrievajú na otvorenom ohni pomocou plynového horáka alebo horáka. V budúcnosti sa všetko deje podľa štandardnej schémy: čistenie, tavenie a pocínovanie, spájanie častí a zahrievanie pomocou spájkovačky. Práve pre túto spájkovačku je vhodná čistá cínová spájka.
Z vnútornej strany má tvarovka spravidla okraj, ktorý zabraňuje jej prevlečeniu cez potrubie. Je možné ju odstrániť hrubým pilníkom, ak je potrebné tvarovku nasunúť na potrubie ďalej, ako je určené a nepotrebný otvor treba takto zaspájkovať.
Vlastnosti spájkovania mäkkými a tvrdými spájkami
Pripojenie medenej rúrky má množstvo charakteristických vlastností. Obzvlášť výrazné sú pri použití rôznych materiálov.
Spájkovanie spojov tavnou spájkou sa vykonáva pri teplote 175–315 ᵒC. Spájkovanie pevnými zlúčeninami sa vykonáva, keď sa spoj zahreje na teplotu 650–815 °C.
Mäkké spájkovanie sa používa na spájkovanie medených rúr s vnútorným priemerom do 22 mm a tvrdých zliatin s priemerom 22 mm a viac.
 Mäkké spájky a spájky - popis
Mäkké spájky a spájky - popis
Pri dostatočnom zahriatí nanesená vrstva taviva vrie. Pri tavení mäkkej spájky vzniká roztavená kvapka, ktorá zohráva dôležitú úlohu pri pevnom spojení rúrok. Varné tavidlo vytlačí roztavenú kompozíciu zo spojovacieho priestoru. Pôsobením kapilárnych síl sa spájkovacia zliatina pri ochladzovaní vťahuje do spoja.
Pri spájkovaní tvrdými spájkami sa medzi spájkované prvky vkladá tenké mäkké kovové tesnenie. Časti, ktoré sa majú spojiť, sú bezpečne a pevne pripevnené pomocou vodiaceho tesnenia.
Jednoduchá technika spájkovania medených rúr a dostupnosť všetkých materiálov vám umožňuje vykonávať túto prácu sami doma.
Súvisiace video: Spájkovanie medených rúr "moja skúsenosť"
Výber otázok
- Michail, Lipeck — Aké kotúče by sa mali použiť na rezanie kovov?
- Ivan, Moskva — Aká je GOST valcovaného oceľového plechu?
- Maksim, Tver — Aké sú najlepšie stojany na skladovanie valcovaných kovových výrobkov?
- Vladimir, Novosibirsk — Čo znamená ultrazvukové spracovanie kovov bez použitia abrazívnych látok?
- Valery, Moskva — Ako vykovať nôž z ložiska vlastnými rukami?
- Stanislav, Voronezh — Aké zariadenie sa používa na výrobu vzduchovodov z pozinkovanej ocele?
proces spájkovania
Spočíva vo vykonávaní sekvenčných operácií:
- potrubie je rozrezané na segmenty požadovaných rozmerov, ktoré sú označené pre pohodlie - prívod alebo návrat;
- skosenie sa odstráni z okraja;
- okraje sú začistené o 2 cm: vonkajšie na potrubí, ako aj vnútorné v zásuvke;
- tavidlo sa nanáša pásom pozdĺž čistených povrchov (vonkajších a vnútorných);
- spojenie je zostavené: potrubie je vložené do zásuvky;
- prebytočný tok sa odstráni papierovou utierkou, ale nie úplne - zostane okraj 1-2 mm;
- horák sa zapáli, plameň sa privedie na križovatku;
- povrch sa zahrieva 10-15 sekúnd na určitú teplotu - tavidlo by malo získať cínovú farbu;
- spájka je umiestnená na vrchu spoja, keď sa zahreje, bude vtiahnutá do spoja, rozložená pozdĺž švu a vyplní sa.
Ak spoj nebol vyčistený od štetín alebo prachu a v dôsledku toho dochádza k úniku spájkovaného spoja medeného vodovodného potrubia, potom je možné tesnosť obnoviť jedným z dvoch spôsobov:
Pomocou spájkovačky
- povrch sa vyčistí, ošetrí kyselinou fosforečnou, zahreje sa spájkovačkou, nanesie sa cín;
- pomocou horáka: tavidlo sa nanesie na čistený povrch, zahreje sa, umiestni sa spájka, roztaví sa.
Ako spájkovať meď pomocou plynového horáka
Medenú rúrku môžete spájkovať takto:
- Očistite miesto spájkovania jemným pilníkom, brúsnym papierom alebo kovovou kefou.
- Rozdrvte kolofóniu a posypte miesto spájkovania.
- Rúru zahrievajte nad plynovým plameňom, kým sa kolofónia neroztopí.
- Vložte spájku POS-30 alebo 40 a roztavte ju spájkovačkou a rozložte ju po povrchu.
V každodennom živote sa so spracovaním medi stretávame nielen vtedy, keď je potrebné spájkovať medené rúrky na vykurovanie alebo inštalatérske práce, ale aj pri opravách automobilov, ak sa na chladiči auta objaví prasklina alebo netesnosť. V tomto prípade sa vykonáva spájkovanie medeného radiátora vlastnými rukami. Namiesto plynového horáka používajú motoristi výkonnú 250 W elektrickú spájkovačku na medené rúry. Na odstraňovanie medi sa používa brúsny papier alebo kovová kefa a na spájkovanie sa používa ako spájkovacia kyselina cín, kolofónia alebo kyselina ortofosforečná.
Spájkovanie pomocou spájkovačky doma
Spájkovanie medi pomocou spájkovačky je jednoduchšie ako pomocou horáka. Postup je nasledovný:
- Povrch radiátora sa čistí jemnozrnným brúsnym papierom alebo kefou.
- Niekoľko kvapiek kyseliny sa rovnomerne aplikuje na okraje poškodenej oblasti.
- Trhlina sa zahrieva elektrickou spájkovačkou, prináša sa spájka. Roztavený cín vyplní dieru.
Samospájkovacie medené rúry na vykurovanie alebo zásobovanie vodou, oprava trhlín v radiátoroch je jednoduchý technologický proces, ktorý je možné vykonať doma s malou sadou nástrojov.
POZERAJ VIDEO
Spájkovanie medi doma je v moci každého muža.
Nástroje a materiály na spájkovanie medi
- rezačka rúr;
- úkosovačka;
- expandér rúr;
- kovová vlna;
- zverák;
- kliešte;
- pinzety;
- spájkovačka;
- spájka;
- tok;
- bórax;
- spájkovací olej;
- plynový horák.
Schéma elektrického zváracieho stroja.
Na rezanie rúr na dĺžku je potrebný rezač rúrok. Princíp činnosti rezačiek rúr je rovnaký, aj keď v predaji je veľa modelov. Rúrka na jej rezanie je upnutá medzi valčekmi a čepeľou, potom sa fréza rúr otáča dookola, pričom sa spodná skrutka utiahne o tretinu otáčky. Na dosiahnutie hladkého okraja je potrubie držané striktne kolmo na nástroj. Rúrka je zvyčajne rezaná v 5-6 otáčkach. S plynovým horákom je možné vykonávať nízkoteplotné spájkovanie medi, pretože jej teplota nepresahuje 450 °. Nie všetky komerčne dostupné konštrukcie horákov sú vhodné na spájkovanie.
Pred výberom horáka na spájkovanie medi musíte venovať pozornosť pokynom, pretože horáky, ktoré začínajú zapaľovaním grilu, nie sú na tento účel vhodné. Ako správne spájkovať meď? Musíte to urobiť pomocou spájkovačky alebo horáka s úzkym plameňom
Takýto horák zahreje potrubie v priebehu niekoľkých sekúnd a plynová kartuša pri ekonomickom používaní vydrží dlho. Pri výbere horáka sa musíte pozrieť na zloženie plynu vo valci. Spravidla ide o zmes propánu a butánu, ale čím vyšší obsah butánu, tým vyššia teplota plameňa.
Kovová vlna sa používa na čistenie medi pred prácou s horákom a spájkovačkou. Pevne stlačí koniec rúrky alebo drôtu a s námahou vykoná niekoľko rotačných pohybov. To stačí na drôt a potrubie by sa malo vyčistiť aj zvnútra. Úzke rúrky (tvarovky) je možné čistiť špeciálnymi kefami na to určenými, pričom je prísne zakázané používať brúsny papier, najmä veľké frakcie a ešte viac pilník. Meď je mäkký kov a pri použití brúsneho papiera zostanú zložky brúsneho papiera na povrchu, čím sa zabráni priľnavosti a dobrému spojeniu.
Schéma bodového zvárania medi.
Spájku je možné zakúpiť zvinutú pre jednoduché použitie. Jedná sa o cínový drôt s priemerom cca 3 mm
Je vhodné venovať pozornosť absencii olova v spájke, čo by malo byť označené špeciálnym nápisom na cievke. Dôležitou zložkou pri spájkovaní je tavidlo, ktoré pred spájkovaním zmáča základný kov (v tomto prípade meď) a preniká do všetkých kapilár
Pôsobením kapilárnych síl sa tavivo šíri po povrchu. Pred správnym spájkovaním musí byť povrch dokonale čistý a zbavený oxidov. Šev bude pevný iba vtedy, ak budú komponenty chránené pred kyslíkom prítomným vo vzduchu. Použitie taviva zvyšuje priľnavosť spájky na rovnakej úrovni ako mechanické čistenie povrchov.
Pri použití taviva je v podstate jedno, či je to na bezolovnatú alebo bezolovnatú spájku, tieto odrody sú vzájomne zameniteľné. Tavivá na tvrdé spájkovanie nehrdzavejúcej ocele nie sú vhodné na použitie s meďou. Dá sa použiť aj obyčajná kolofónia, no s jej aplikáciou môžu byť problémy.


