Spojenie kovových rúrok
Nemenej často sa pri kladení komunikácií používajú aj kovové rúry. Z nich sú najobľúbenejšie liatina a kov.
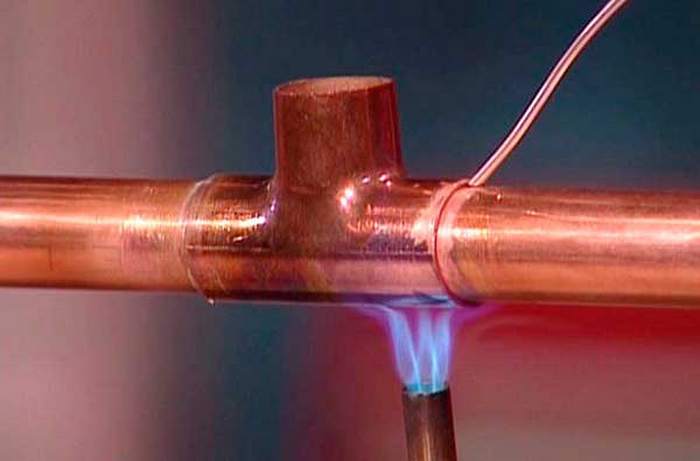
Na spájkovanie medenej rúrky si musíte kúpiť špeciálny nástroj - spájku. Vyrába sa z mäkkých taviteľných kovov ako je cín, mosadz atď. Spájka je vo forme kovových tyčí (tvrdá spájka na spájkovanie pri vysokých teplotách) alebo jemného drôtu (na spájkovanie pri teplotách do 459 stupňov).
Spojenie medených rúrok spájkovaním vyzerá takto:
- Potrebné kusy rúrky sú odrezané;
- Pomocou expandéra rúr sa liatinová rúra rozširuje z jedného konca (v budúcnosti bude takáto expanzia hrať úlohu zásuvky);
- Dve rúrky sú odmastené a spracované špeciálnou tavivovou pastou pre kvalitné spojenie spájky s meďou;
- Potom musíte na spájkovanie použiť spájku.
- Spoje dvoch rúrok teda spracovávame horákom, kým sa spájka neroztopí.
- Po dokončení pripojenia medených rúrok musíte odstrániť zvyšky spájky suchou handrou a nechať prvky úplne vychladnúť.
- Na vytváranie závitov linky sa používajú špeciálne medené tvarovky, ktoré sa spájkujú rovnakým spôsobom.
Spájame liatinu

Liatinové rúry sa dnes používajú menej často, ale majú tiež právo na život. Spojenie liatinových rúr sa najčastejšie vykonáva v zásuvke. Technológia vyzerá takto:
- Rozšírený koniec potrubia je úplne vyčistený a odmastený;
- Do nej sa zasunie aj tenký koniec fajky, tiež bez tuku;
- Teraz je voľný priestor v zásuvke vyplnený kúdeľom v pomere 1/3 celej dostupnej plochy, aby sa kúdeľ neskôr nedostal do systému;
- Potom sa zostávajúci priestor vyplní azbestovým cementom, sírou, tmelom alebo expandujúcim cementom. Čaká sa na úplné vysušenie. Takto sú spojené dve liatinové rúry.
Okrem toho je možné spájať liatinové rúry pomocou tvaroviek rôznych konfigurácií. Používajú sa teda kovania, sedlá, spojky atď.
Zváranie liatiny elektródami na báze medi
Zváranie elektródami na báze medi sa používa vo všetkých prípadoch, kde nie je potrebná vysoká pevnosť zvaru. Meď, podobne ako nikel, netvorí zlúčeniny s uhlíkom, ale prakticky sa nerozpúšťa v železe. Deponovaný šev preto nie je homogénny, v medenej podložke sa nachádzajú inklúzie železnej fázy s vysokým obsahom uhlíka so zvýšenou tvrdosťou.
Medeno-železné elektródy OZCH-2, OZCH-6 sú vyrobené z medenej tyče s povlakom fluoridu vápenatého, do ktorej je pridaných 50% železného prášku. Tieto elektródy sa používajú na zváranie trhlín vo vodných plášťoch blokov motorov, hláv blokov a pod. Okraje trhliny sú starostlivo očistené, pretože stopy hrdze, oleja a iných nečistôt spôsobujú pórovitosť švu. Zváranie sa vykonáva krátkym oblúkom jednosmerným prúdom obrátenej polarity s prerušeniami na ochladenie dielu na teplotu 50-60°C. Na dosiahnutie tesnejšieho švu sa ihneď po zváraní vykujú časti 40-60 mm. Vrstva nanesená elektródami OZCH je meď nasýtená železom popretkávaná kalenou oceľou vysokej tvrdosti. Na hranici švu sú bieliace zóny umiestnené v samostatných častiach. Napriek pomerne vysokej tvrdosti je možné spoj opracovať tvrdokovovým nástrojom. Medenoniklové elektródy MNP-2 sú tyče vyrobené z monelového kovu (28% medi, 2,5% železa, 1,5% mangánu, zvyšok je nikel). Nikel týchto elektród netvorí zlúčeniny s uhlíkom, takže zvar je získaný s nízkou tvrdosťou, zóna chladenej liatiny takmer chýba, zóna tvrdenej liatiny má nízku tvrdosť, ktorá sa dá ľahko znížiť malým temperovaním.Okrem toho sa vo šve tvorí menej pórov a trhlín, je ľahšie spracovateľný, ale jeho pevnosť je nízka. Preto sa často používajú medeno-niklové elektródy v kombinácii s medeno-železnými elektródami. Prvá a posledná vrstva sú nanesené medenoniklovými elektródami (aby sa zabezpečila hustota v prvej vrstve a zlepšilo spracovanie v poslednej), zvyšok je natavený medeno-železnými elektródami. Povrchová úprava meď-niklovými elektródami sa vykonáva rovnakým spôsobom ako medeno-železnými elektródami.
Pre zváranie za studena a naváranie liatiny (t.j. zváranie a naváranie vykonávané bez predohrevu) špeciálnymi elektródami je typické vykonávať proces s minimálnym tepelným príkonom v krátkych guľôčkach dlhých 25-60 mm s ochladzovaním každej navrstvenej guľôčky v vzduchu na teplotu nie vyššiu ako 60 ° C . Niekedy sa odporúča ukovať každý valec ľahkými údermi kladiva.
Zváracie napätia vznikajúce v konštrukcii v dôsledku ohrevu je možné takmer úplne odstrániť, ak sa vo zvare a tepelne ovplyvnenej zóne vytvoria dodatočné plastické deformácie. To sa dá dosiahnuť kovaním švíkov. Kovanie sa vykonáva v procese chladenia kovu pri teplotách 450 °C a vyšších alebo od 150 °C a nižších. V rozsahu teplôt 400–200 °C môže dôjsť v dôsledku zníženej plasticity kovu pri kovaní k tvorbe trhlín. Špeciálne zahrievanie zvarového spoja na kovanie sa spravidla nevyžaduje. Údery sa aplikujú ručne kladivom s hmotnosťou 0,6-1,2 kg so zaoblenou hlavou alebo pneumatickým kladivom s malým úsilím zmeniť vzor švu. Pri viacvrstvovom zváraní je každá vrstva kovaná, s výnimkou prvej, v ktorej sa môžu vplyvom nárazu vyskytnúť praskliny a obklady. Táto technika je veľmi účinná na uvoľnenie pnutia pri zváraní trhlín a uzatváraní zvarov v pevných obrysoch dielov a zostáv vyrobených z konštrukčných ocelí a liatiny.
Kovanie zvarového spoja tiež prispieva k zvýšeniu únavovej pevnosti konštrukcie.
Názory:
152
Liatina šedá
Sivá liatina je široko používaná v strojárstve. Svoj názov dostala podľa sivej farby lomu, kvôli prítomnosti voľného uhlíka vo forme grafitu v liatinovej konštrukcii. Podľa druhu kovovej základne sú sivé liatiny perlitické, perliticko-feritické a feritické.
Tabuľka 1. Sivá liatina, ich hlavné vlastnosti a použitie
| značka | σv MPa | HB | Vlastnosti a aplikácia |
| Stred10 | 275 | 139-274 | Odliatky s nízkou zodpovednosťou s hrúbkou steny do 15 mm (puzdrá, kryty, puzdrá atď.), časti, pre ktoré nie je povinná charakteristika pevnosti - banky, armatúry, rámy, misky, ozdobné časti, masívne stavebné stĺpy, základy dosky |
| MF15 | 314 | 160-224 | Odliatky s nízkou hmotnosťou s hrúbkou steny 10 - 30 mm (potrubia, telesá ventilov, ventily pri tlaku do 20 MPa a pod.), málo zaťažené diely karosérie, podmotorové plechy, páky, remenice, zotrvačníky, olej a nádoby na chladiacu kvapalinu, kryty filtrov, príruby, kryty, reťazové kolesá |
| MF18 | 354 | 167-224 | Zodpovedné odliatky s hrúbkou steny 10 - 20 mm (kladky, prevody, lôžka, strmene atď.) |
| MF20 | 397 | 167-236 | Kritické odliatky s hrúbkou steny do 30 mm (bloky valcov, piesty, brzdové bubny, vozíky atď.), na výrobu základných dielov karosérie so zvýšenou pevnosťou a odolnosťou proti opotrebovaniu, dielov vyžadujúcich tesnosť pri tlakoch do 8 MPa (80 kgf / cm2), skrine, prevodovky, vreteníky, vyvažovače, čelné dosky, objímky, vozíky, valce, čerpadlá, cievky, armatúry, kompresory |
| MF25 | 450 | 176-245 | Kritické odliatky s hrúbkou steny do 40 mm (lisovacie formy, piestne krúžky a pod.), na výrobu základných dielov karosérie so zvýšenou pevnosťou a odolnosťou proti opotrebovaniu, dielcov, na ktoré sa vzťahujú zvýšené požiadavky na tesnosť |
| SC3O | 490 | 177-250 | Kritické odliatky s hrúbkou steny do 60 mm (piesty, dieselové vložky, rámy, matrice atď.), na výrobu konzol, posuvných stolov a strmeňov, povrchovo tvrdených dielov, valcov, skríň čerpadiel, dieselových motorov a spaľovacích motorov, piestne krúžky, kľukové hriadele a vačkové hriadele |
| MF35 MF45 | 540 | 193-264 | Zodpovedné vysoko zaťažené odliatky s hrúbkou steny do 100 mm (malé kľukové hriadele, časti parných strojov a pod.) častí, na ktoré sú kladené požiadavky na tesnosť pri tlaku nad 8 MPa |
Grafit má nízke mechanické vlastnosti. Porušuje integritu kovovej základne. Grafit, ktorý sa nachádza medzi zrnami kovovej základne, oslabuje väzbu medzi nimi. Preto má sivá liatina zlú pevnosť v ťahu a veľmi nízku ťažnosť a húževnatosť. Čím väčšie a rovnejšie sú inklúzie grafitu, tým horšie sú mechanické vlastnosti liatiny. Tvrdosť sivej liatiny, ako aj jej odolnosť proti stlačeniu, sú blízke oceli, ktorá má rovnakú štruktúru ako kovová základňa liatiny.
Grafit má tiež určitý pozitívny vplyv na vlastnosti liatiny, najmä zvyšuje jej odolnosť proti opotrebeniu, pôsobí podobne ako mazanie, zvyšuje obrobiteľnosť, pretože triesku krehne, pomáha tlmiť vibrácie výrobkov a znižuje zmršťovanie pri výrobe odliatkov. .
Mechanické vlastnosti sivej liatiny možno zlepšiť rovnomerným rozložením jemného lamelárneho grafitu v odliatku. Dosahuje sa to špeciálnym spracovaním - modifikáciou, kedy sa do tekutého železa pred odlievaním vnášajú prísady, ktoré tvoria ďalšie centrá grafitizácie, výsledkom čoho je jemnolamelový grafit. Liatina s takýmto grafitom sa nazýva modifikovaná. Od obyčajnej sivej liatiny sa líši vyššou pevnosťou v ťahu, no pri úprave sa jej ťažnosť a húževnatosť nezlepšujú.
Podľa GOST 1412-85 písmená SCh v označení triedy liatiny znamenajú - sivú liatinu. Dvojciferný údaj zodpovedá pevnosti v ťahu σv MPa. Norma normalizuje pevnosť v ťahu sivej liatiny σv = 274÷637 MPa, tvrdosť - 143÷637 HB a chemické zloženie.
Hlavné vlastnosti sivej liatiny a jej použitie sú uvedené v tabuľke 1.
Ventilové zariadenie
Na vodovodné a vykurovacie systémy je možné inštalovať dva typy ventilov:
- lopta;
- ventil.
Pracovným prvkom guľového ventilu je guľa umiestnená vo vnútri tela. Lopta má priechodný otvor. Ak je ventil otvorený, guľa sa otáča otvorom smerom k prúdu vody. V zatvorenej polohe sa loptička otočí k vode hluchou stranou. Otáčanie uzamykacieho prvku sa vykonáva pomocou rukoväte.

Zariadenie s guľovým ventilom
Uzatváracím prvkom ventilového ventilu je ventil s tesnením umiestneným na vretene, ktorý sa spúšťa a zdvíha otáčaním rukoväte.
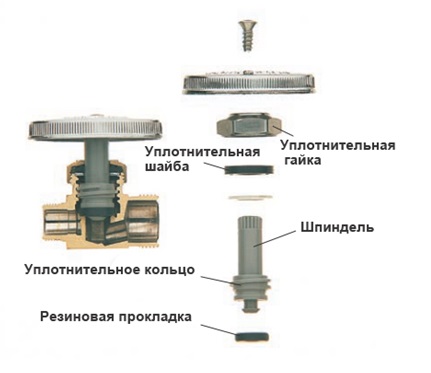
Ventilové ventilové zariadenie
Guľový ventil, na rozdiel od ventilového zariadenia, je uzatvárací ventil a nemožno ho použiť na reguláciu prietoku tekutiny. Guľový ventil nie je možné opraviť a v prípade poruchy prevádzky zariadenia je potrebná jeho úplná výmena.
Výhody rúr z tvárnej liatiny
V niektorých prípadoch sú mimoriadne silné liatinové rúry používané na zásobovanie vodou nevyhnutné, pretože majú nasledujúce vlastnosti a charakteristiky:
- Schopnosť odolávať tlaku kvapaliny v systéme až do 1,6 MPa a viac.
- Dobrá odolnosť voči zmenám vlhkosti a náhlym zmenám teploty.
- Odolný voči korózii.
- Odolnosť proti mechanickému poškodeniu.
- Pevnosť.
- Plastové.
- Jednoduchosť inštalácie.
- Dlhá životnosť - až 100 rokov.
Okrem vynikajúcich fyzikálnych a mechanických vlastností je kanalizačná rúra z tvárnej liatiny šetrná k životnému prostrediu:
- voda prechádzajúca takýmito potrubiami zostáva absolútne neškodná a vhodná na konzumáciu, pretože nie je znečistená žiadnymi cudzími nečistotami;
- Po skončení životnosti je možné rúry úplne zlikvidovať bez poškodenia životného prostredia.
Pripojenie plastových a liatinových rúr
Ako spojiť liatinové rúry s plastom? Všetko závisí od dôvodu, ktorý tlačí k tomuto kroku. A nemusí ísť nutne o náhradu (predĺženie) liatinového vedenia.
Jedným z možných scenárov je vznik havarijných stavov na existujúcom styku plast – liatina.
Spočiatku sa predpokladá, že spojenie liatinových rúr s plastom nebude vystavené vonkajším vplyvom (teplota alebo mechanické vplyvy). Jednoducho povedané, k netesnostiam dochádza v dôsledku odtlakovania (prerušenia tesnosti) spoja.
Únik môže nastať v dôsledku:
- Vodné kladivo, ktoré je extrémne zriedkavé.
- Náhle zmeny teploty (napríklad pri vypnutí / zapnutí teplej vody alebo prechode zo studenej na horúcu vodu).
V druhom prípade je príčina problému v rozdielnych koeficientoch rozťažnosti liatiny a plastu, ako aj v nekvalitnej armatúre (kanalizačný adaptér z liatiny na plast). V druhom prípade môže dôjsť k prasknutiu, pretože liatina sa nerozťahuje tak rovnomerne ako plast. Okrem toho sa tvarovka môže jednoducho rozvinúť (upevnenie sa oslabí).
Na vyriešenie vzniknutého problému budete musieť vymeniť opotrebovanú časť (prechod z liatiny na plast) alebo dotiahnuť „samovalcovaciu“. Treba poznamenať, že kvalitné moderné kovania sú chránené pred samovoľným odvíjaním. Okrem toho môžete použiť krimpovanie takýchto výrobkov. Na doplnkoch preto radšej nešetrite.
Polypropylénová tvarovka, určená na spájanie plastových a kovových rúrok
Ďalším scenárom je potreba predĺžiť liatinovú linku. Rovnaký krok môže tlačiť aj možnosť ušetriť dobudovaním plastových rozvodov okolo bytu, napojených na existujúcu liatinovú stúpačku. Ak však zostane kovová stúpačka, problém nebude úplne odstránený - existuje vysoká pravdepodobnosť úniku v spoji (prechod odpadovej vody z plastu na liatinu).
Keďže dokovanie systémov "liatina-plast" sa už dlho uvádza do prevádzky, na modernom trhu nájdete taký prvok, ako je prechodná gumová manžeta (štandardné priemery).
Ako prakticky spojiť kov s plastom
Výber spôsobu pripojenia potrubia závisí od typu dostupnej liatinovej rúry:
- liatinové potrubie bez hrdla;
- potrubie s hrdlom.
V druhom prípade bežný používateľ (bez špeciálneho školenia) bude môcť jednotlivé prvky ukotviť. V opačnom prípade (zásuvka je poškodená alebo neexistovala) budete musieť použiť lisovaciu tvarovku, ktorá má špecifický dizajn - na jednom konci je hrdlo (napojenie na plastovú linku) a na druhom je závit. rez pre spojenie s liatinovým koncom. Plastovú rúrku môžete do liatinovej rúrky vložiť sami, ak si ju zakúpite vopred:
- adaptér pre liatinovú kanalizačnú rúrku alebo lisovaciu armatúru;
- tesniaci materiál, ktorý možno použiť ako kúdeľovú alebo teflónovú pásku;
- kľúče (dva kusy).
Fázy takéhoto spojenia možno opísať takto:
- Odskrutkujte existujúcu spojku (posuvnú liatinovú spojku) v mieste, kde sa plánuje priviesť plastové vedenie. Prípadne môžete liatinovú rúrku jednoducho odrezať pomocou brúsky.
- Na pripravenom kovovom konci odrežte závit a toto miesto namažte olejom (tuhým olejom).
- Utrite závity, naviňte okolo nich tesniaci materiál a namažte silikónovým tmelom.
- Naskrutkujte lisovaciu tvarovku - operáciu sa odporúča vykonať ručne, bez použitia kľúča. V opačnom prípade existuje možnosť mechanického poškodenia dielu. Po naplnení systému vodou je potrebné armatúru dotiahnuť (takto bude možné zabrániť úniku a nepriškripnutiu samotnej armatúry).
https://youtube.com/watch?v=39fa3je7waI
POZERAJ VIDEO
Ak plánujete vybudovať rozvod kúrenia alebo dodávku teplej vody, odporúča sa použiť špeciálny adaptér (prechodové puzdro z liatiny na plast), ktorý má tesniace gumové tesnenie. Alternatívnym riešením je použitie delenej mosadznej manžety, ktorá má prvok z PVC.
Nakoniec stojí za to povedať, že je lepšie vymeniť vnútorné vedenie za plastové vopred bez čakania na núdzovú situáciu. Plastová konštrukcia je napokon menej náročná (nepotrebuje údržbu) a jej prevádzka nie je sprevádzaná výskytom nepríjemných pachov. Spojiť liatinovú rúru s plastovou môže len osoba znalá!
Možné poruchy a spôsoby ich odstránenia
Zariadenie je potrebné opraviť, ak:
- ventil neuzavrie vodu. Príčiny poruchy môžu byť:
- opotrebovanie tesniaceho tesnenia slúžiaceho ako uzamykacie zariadenie;
- odpojenie uzatváracieho ventilu od vretena;
- zalomenie vretena;
- kontaminácia ventilu usadeninami obsiahnutými vo vode;
Ak je vreteno ohnuté alebo ventil je odpojený, je potrebné vymeniť puzdro.
- netesný alebo kvapkajúci ventil. Hlavné príčiny takejto poruchy môžu byť:
- vytvorenie trhliny na tele zariadenia;
- absencia alebo nedostatočné množstvo upchávky upchávky.
Výmena tesnenia a čistenie krytu
Na opravu ventilu vlastnými rukami, keď je tesnenie opotrebované, budete potrebovať nasledujúce nástroje a materiály:
- kľúč;
- kus inštalatérskej gumy;
- nožnice;
- kliešte;
- nôž;
- ľanová niť alebo iný tesniaci materiál.
Na výrobu tesnenia sami potrebujete gumu a nožnice. Ak viete, ktoré tesnenie je nainštalované na vretene, môžete si hotový výrobok zakúpiť v inštalatérskom obchode.
Tesnenie sa vymieňa takto:
- pomocou nastaviteľného kľúča je potrebné odskrutkovať žeriavovú skriňu, ktorá upevňuje vreteno ventilu;

Demontáž ventilu na výmenu tesnenia
- kliešte odskrutkujú maticu, ktorá upevňuje tesnenie;
- podložka a chybné tesnenie sú odstránené;
- je vyrezaný kus gumy, ktorého rozmery sú o niečo väčšie ako rozmery ventilu;
- v strede odrezaného kusu gumy sa vytvorí otvor;
- guma je namontovaná na ventile a upevnená maticou;
- prebytočná guma sa odreže nožnicami okolo ventilu. Hotové tesnenie musí plne zodpovedať rozmerom ventilu;

Pripevnenie nového tesnenia na vreteno
- pomocou noža sa telo ventilu vyčistí. Odporúča sa starostlivo odstrániť všetky usadeniny nielen v puzdre zariadenia, ale aj v závitovom spojení;
Ak nie je možné puzdro vyčistiť mechanickým pôsobením, potom je možné použiť petrolej alebo kvapalinu WD-40.
- žeriavová skriňa je namontovaná na závite;
- spojenie je zapečatené, po ktorom môže byť zariadenie úplne upevnené.
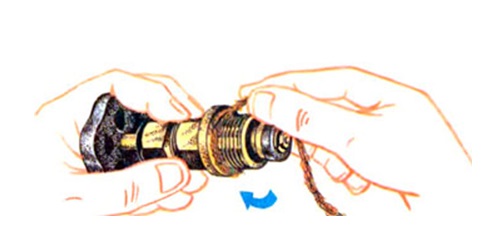
Tesnenie nití ľanovou niťou
Oprava ventilu musí byť vykonaná pri odstavenom prívode vody (vykurovania).
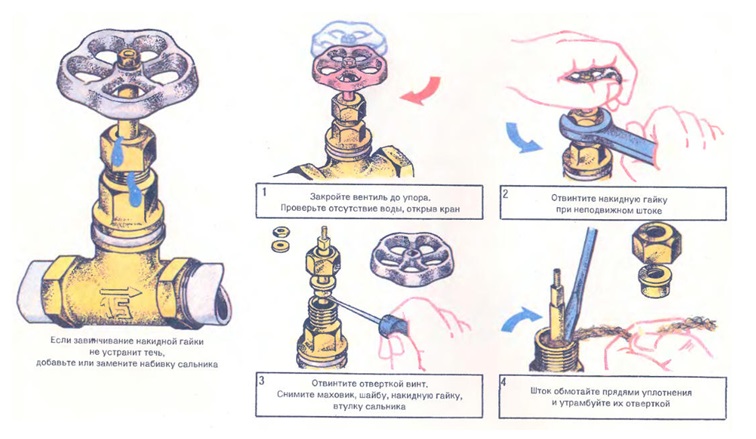
Výmena tesnenia upchávky
Ak ventil kohútika netesní, vo väčšine prípadov je problémom absencia alebo nadmerné utesnenie upchávky. Oprava si bude vyžadovať:
- nastaviteľný kľúč alebo kľúč vhodnej veľkosti;
- upchávkové tesnenie;
- nôž alebo plochý skrutkovač na tesnenie.
V tejto situácii môžete ventil opraviť sami podľa nasledujúcej schémy:
- vypnite prívod vody do systému;
- odstráňte rukoväť otáčania;
- odskrutkujte upevňovaciu maticu.Pri uvoľňovaní fixácie sa odporúča držať vreteno v jednej polohe;
- odstráňte tesniaci krúžok, ktorý zaisťuje tesnenie;
- na odstránenie starého obalu použite nôž alebo skrutkovač;
Proces výmeny tesnenia upchávky na odstránenie úniku
- naneste a utesnite nový tesniaci materiál;
- zostavte kohútik v opačnom poradí.
Proces výmeny tesnenia a upchávky je podrobne popísaný vo videu.
https://youtube.com/watch?v=r7a44zQX2oo
Oprava prasklín
Ak ventil uniká a príčinou úniku je prasklina na tele ventilu, môžete:
- úplne vymeňte ventil;
- zatvorte trhlinu špeciálnymi materiálmi.
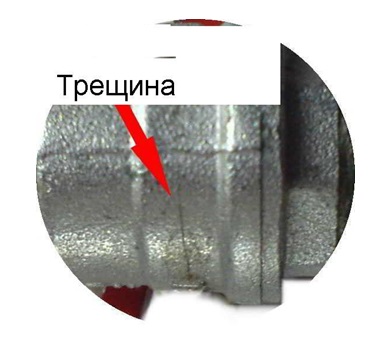
Prasklina v tele ventilu
Medzi materiálmi používanými na utesnenie trhlín je možné rozlíšiť prostriedky na zváranie za studena.

Prostriedky na zváranie kovov za studena
Podrobný návod na použitie produktu je uvedený na obale. Všeobecný vzorec používania je nasledujúci:
- miesto, kde je potrebné opraviť trhlinu, je očistené od nečistôt a odmastené acetónom;
- kompozícia je pripravená na aplikáciu;
- hotová zmes sa nanesie na trhlinu a rovnomerne sa rozloží po povrchu;
Pre pevnosť zvárania sa odporúča aplikovať zmes na väčšiu plochu, než zaberá samotná trhlina.
- očakáva sa úplné vysušenie kompozície, po ktorom je možné vyčistiť a natrieť miesto zvárania.

Spôsob použitia studeného zvárania na opravu trhliny
Najčastejšie problémy s ventilmi tak môžete odstrániť sami. Ak vykonané opravy nepomohli napraviť situáciu, ventil sa musí vymeniť.
Zmesi liatiny a plastov
Proces výmeny kanalizácie v súčasnosti využíva pokročilejšie materiály ako liatina. V tomto prípade budete musieť pripojiť svoju časť systému k bežnému liatinovému potrubiu. Nezávislá implementácia sa často vykonáva vložením jedného produktu do druhého, po ktorom nasleduje utesnenie cementovou maltou.
Tento prístup nemožno nazvať spoľahlivým, pretože existuje hrozba plastickej deformácie a úniku. Plastové a liatinové rúry je potrebné spájať veľmi opatrne, pretože reakcia oboch materiálov na zahrievanie je značne odlišná (podrobnejšie: ""). To všetko môže negovať tesnenie. Ďalším škodlivým účinkom na takýto spoj sú periodicky sa vyskytujúce vibrácie a otrasy v kanalizačnom systéme.


Pri absencii zásuvky sa montáž vykonáva pomocou dvoch adaptérov. Najprv sa potrubie očistí od nečistôt a hrdze, potom sa liatinová rúrka najskôr vybaví gumeným adaptérom a potom plastovým. Pokiaľ ide o plastovú rúrku, je vložená do plastového adaptéra.
Ako zvárať liatinu na kov elektrickým zváraním

31.12.2018
Pri opravách nastávajú situácie, keď je potrebné spojiť rozdielne kovy. Dá sa liatina zvárať s oceľou? Áno, ale je to v silách ľudí so skúsenosťami.
Zliatiny liatiny sa vyznačujú vysokým obsahom uhlíka, pri vyhorení sa mení štruktúra kovu. Spoj je zváraný v nízkoteplotnom režime, do 120°C. Oceľ, naopak, musí byť silne zahrievaná.
Na spojenie liatinových dielov s inými železnými zliatinami bola vyvinutá technológia vyrovnávacej vrstvy. Niklová vrstva poskytuje silné spojenie rôznych kovov.
Technológia zvárania liatiny oceľovou tavnou elektródou
Existuje niekoľko spôsobov, ako zvárať liatinu, používajú sa na spájanie zliatin liatiny s inými kovmi:
- Horúce - pred spojením dielov sa pece úplne predhrejú na 600 ° C. Ohrev horákom je povolený iba v pracovnej oblasti (liatina sa stáva karmínovou). Používa sa na bezpečné pripojenie.
- Polohorúce, vhodné pre legované zliatiny. Časti, ktoré sa majú spojiť, sa čiastočne alebo úplne zahrejú na 200–300 °C.
- Studená - diely sú spojené bez ohrevu, používa sa na prekrytie - švy pracujúce v tlaku.
Spájanie kovov ručným elektrickým zváraním zahŕňa predbežnú prípravu povrchov. Zliatina liatiny je porézna a dobre absorbuje olej. Škvrnu nestačí odmastiť, musí sa vyčistiť na čistú vrstvu, inak sa šev ukáže ako voľný.
Ako sa zvára oceľ s liatinou:
Najprv musíte vybrať aktuálne parametre. Ak zváračka pracuje iba konštantne, prepnite polaritu na opačnú stranu. Je potrebné vziať do úvahy indikátor otvoreného obvodu (napätie medzi pólmi bez oblúka), prípustná hodnota je do 54 V. Je dovolené pracovať na striedavý prúd iba s otvoreným obvodom 54 V.
Zváranie sa vykonáva v malých častiach, valčeky sú vyrobené nie dlhšie ako 3 cm. Najprv sa nanesie liatina, potom sa oceľová časť privarí k vyrovnávacej vrstve.
Hrubostenné švy sú zvarené vo vrstvách, pričom každá je kovaná pred aplikáciou ďalšej
Vyrába sa kolmo na prvý - takto sa dosiahne pevnosť spojenia.
Po spojení zliatiny liatiny s oceľou metódami za tepla a za tepla je dôležité dodržať režim chladenia naváracej zóny. Šev je periodicky zahrievaný, aby sa postupne ochladzoval
Pri náhlom ochladení zliatina liatiny v dôsledku vzniknutých vnútorných napätí praská.
Výber elektród
Použite špeciálne, ktoré majú:
- ľahké zapaľovanie pri štarte;
- nízka penetračná schopnosť;
- vysoká depozičná rýchlosť;
- tvrdosť výslednej guľôčky.
Ruské značky:
- TsCh-4 - multifunkčné s celulózovým povlakom sa vyznačujú stabilným spaľovaním, dobrou povrchovou úpravou;
- OZCH-2, OZCH-25 - používajú sa na zváranie tenkostenných prvkov, neprepaľujú kovy do veľkej hĺbky;
- MNP-2, OZZHN-2 sa používajú len na horúce spájanie liatinových dielov s kovmi.
Dovážané, používané na kritické švy:
- Zeller 866, Zeller 855 - univerzálne, varia liatinu so železom bez predhrievania;
- Ficast NiFe - vytvorte spoje, ktoré fungujú stabilne v ohybe, krútení.
Dôležité!
Pred prácou je dôležité elektródy dobre vysušiť, zahriať, zahrievajú sa od 160 do 300 ° C. Z balenia sa však vyberie len niekoľko kusov - pri opätovnom sušení a zahrievaní sa povlak rozpadne
Aplikácia argónového oblúkového zvárania
Dobrý výsledok poskytuje použitie žiaruvzdorných elektród a medeno-niklového plniaceho drôtu.
Ako sa oceľ zvára na liatinu (niekoľko odporúčaní):
- Prísada sa volí podľa druhu kovu a typu liatiny. Častejšie sa volí drôt s tavivom na báze niklu, z ktorého sa najskôr odklepe povlak.
- Argón sa používa ako ochranná atmosféra, šetrí šev pred oxidáciou.
- Na prácu sa vyberajú žiaruvzdorné volfrámové elektródy.
- Na prácu s tenkostennými prvkami používajú skúsení zvárači namiesto drôtu malé tenké kúsky liatiny.
- Pre spoje, ktoré sú vystavené iba statickému zaťaženiu (stlačeniu), je možné použiť zliatiny niklu. Dobre priľnú ku všetkým druhom ocele.
Dôležité body procesu zvárania liatiny a ocele
- Práca sa vykonáva v nízkej polohe.
- Valček je vyrobený rýchlo bez vytvárania širokej tavnej nádrže.
- Šedá liatina sa varí horšie, musí sa zahriať, potom sa uloží vrstva obsahujúca nikel. Potom bude spojenie silné.
- Pri legovaných oceliach tvorí liatina voľný šev, musí byť dobre kovaná.
- Je potrebné variť šev rovnomerne, bez ostrých výkyvov s držiakom.
Ako zvárať liatinu na kov elektrickým zváraním Odkaz na hlavnú publikáciu
Spájame polypropylén

Spôsoby pripojenia polypropylénu sú úplne závislé od priemeru výrobkov. Rúrky s priemerom do 63 mm sa teda spájajú hrdlovým zváraním alebo do hrdla. Rúry väčšieho priemeru sa spájajú zváraním na tupo.Zároveň je potrebné pripomenúť, že pomocou ručnej spájkovačky je možné spájkovanie vykonávať iba pre rúrky s priemerom do 40 mm. Veľké prvky sú spájkované na profesionálnom centrovacom zariadení.
Teplota zvárania polypropylénových rúrok je 220-230 stupňov.
Technológia spájkovania vyzerá takto:
- Rúry sú narezané na požadované segmenty;
- Okraje polyméru sú dôkladne odmastené;
- Na okraji ďalšieho segmentu sa aplikuje značka, ktorej dĺžka presiahne hĺbku objímky o 2 mm;
- Oba konce výrobkov, ktoré sa majú spojiť, sú v kontakte s spájkovačkou (rúrka je vložená do dýzy a na ňu je umiestnená objímka);
- Prvky zahriate na 3-5 sekúnd sa spájajú, kým sa nezastavia a úplne nevychladnú.
PP rúrky je možné spájať aj pomocou lisovacích spojok.
Spojenie hladkých liatinových rúr
Potrubie môže byť vytvorené nielen s liatinovými hrdlovými rúrami: často sa praktizuje použitie hladkých štruktúr. Ako v tomto prípade pripojiť liatinovú rúrku k oceľovej? Tu budete potrebovať prítomnosť rôznych zariadení na pripojenie: v prvom rade hovoríme o spojkách, sedlách, krížoch, ohyboch. Ktorá možnosť bude najvhodnejšia, je určená priemerom potrubia a typom dokovania.
Najčastejšie sa na to používajú spojky pre liatinovú rúrku jednej z odrôd:
- Valec. Vhodné na spájanie potrubí s rovnakým priemerom. Najčastejšie je takáto armatúra vybavená závitom.
- Dvojvalcový. Používajú sa v prípadoch, keď sa priemer pripojených potrubí mení. Vo vnútri takejto spojky je tiež závit.
- Futorki. Táto armatúra je vybavená vnútorným aj vonkajším závitom, ktorý sa používa hlavne vo vykurovacích systémoch.
Spojka sa veľmi ľahko používa. Prvým krokom je označenie, počas ktorého sa určuje úroveň ponorenia každej rúrky do armatúry
V tomto prípade je dôležité dosiahnuť spojenie koncov presne v strede spojky. Utesnite spoj medzi dvoma špeciálnymi tmelmi
Potrubie má často určitý uhol uloženia alebo vetvy. V tomto prípade prídu na pomoc iné armatúry. Liatinové kanalizačné rúry môžete pripojiť pod uhlom pomocou ohybov. Vo vzhľade ide o kusy rúr, ktoré majú určitý uhol ohybu (10, 15, 30, 60 a 90 stupňov).

Je tiež možné pripojiť liatinové a oceľové rúry s takými zariadeniami:
-
Tee
. Umožňuje pripojenie troch potrubných vedení naraz. Najčastejšie sa umiestňuje na miesto, kde sa kanalizácia rozvetvuje. -
kríž
. Umožňuje pripojenie štyroch potrubí naraz. -
Sedlo
. Používa sa v prípade, keď sa na hlavné vedenie pripája potrubie menšieho priemeru. Najčastejšie sa týmto spôsobom spájajú voľne stojace vodovodné armatúry.
Konce týchto zariadení môžu byť vybavené zásuvkami alebo rovnými časťami. Tesnenie škár sa vykonáva rôznymi tmelmi a kúdeľmi.


