Likvidácia netesností v blízkosti armatúr
Netesnosti v kovoplastových rúrach sa spravidla objavujú v dôsledku problémov so spojovacími zariadeniami, menovite armatúrami. Na elimináciu úniku vody niekedy stačí maticu utiahnuť pevnejšie, pretože je bežné, že kompresné fitingy časom oslabujú pevnosť spojenia (frekvencia - 1 krát za 2-3 roky).

Matice je potrebné pravidelne doťahovať.
Ak potom voda naďalej uniká, musíte vykonať dôkladnú revíziu systému. Za týmto účelom vypustite vodu z potrubia a postupujte podľa pokynov:
- skontrolujte tesniaci gumový krúžok vložený medzi armatúru a telo armatúry, či nie je poškodený;
- vyhodnotiť stupeň opotrebovania gumových tesnení na armatúre;
- skontrolujte, ako je rez potrubia rovnomerne vykonaný.

Rozloženie objímky v armatúre
Po odstránení problému zostavte potrubie ošetrením spojov silikónovým mazivom a obalením závitov tesniacim materiálom (napríklad páskou FUM).
Odstránenie netesností v potrubiach namontovaných pomocou lisovacích tvaroviek
Pri použití lisovacích tvaroviek z mosadze na montáž kovoplastových potrubí je potrebný nastaviteľný kľúč. Inštalácia tohto spojenia zahŕňa utiahnutie matíc s malým úsilím až do určitého bodu.
Niekedy sú matice príliš utiahnuté, čo vedie k tvorbe defektov v mäkkom krúžku umiestnenom vo vnútri lisovacej tvarovky a v dôsledku toho k netesnostiam.
Ak sa vám presne toto stalo, oprava kovovo-plastových rúr vlastnými rukami sa vykonáva takto:
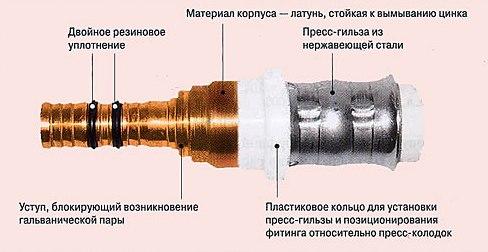
Schéma lisovacej tvarovky
- demontujte netesné spojenie: odskrutkujte prevlečnú maticu, odstráňte koniec potrubia z armatúry;
- odstráňte starý mäkký krúžok z armatúry pomocou pílky, spracujte rez potrubia jemnozrnnou brúsnou sieťkou (môžete si vziať bežnú drôtenú špongiu), na potrubie nasaďte nový krúžok;
- znovu namontujte spojenie; utiahnite prevlečnú maticu umiestnenú na tele spojovacieho zariadenia pomocou kľúča po jednej úplnej otáčke;
- skontrolujte hydroizoláciu spoja - ak sa netesnosť neodstráni, dotiahnite maticu kľúčom o ďalšiu 1/4 otáčky.
Príčiny a typy problémov
Metaloplastová rúrka je vyrobená z hliníka a je zvnútra aj zvonka chránená niekoľkými vrstvami polyetylénu, zvary sú robené laserom. Takáto štruktúra zaručuje pevnosť produktu a odolnosť proti korózii. Preto, ak vám tečú kovovo-plastové rúry, môže to byť spôsobené nasledujúcimi problémami:
- pri kladení potrubí bola porušená inštalačná technológia (napríklad bol prekročený polomer ohybu);
- počas prevádzky došlo k vážnemu mechanickému nárazu, čo malo za následok porušenie integrity potrubí;
- voda presakuje zo zle urobených spojov.

Najčastejšie miesto úniku
Predísť prípadnej poruche potrubia je možné už v čase jeho inštalácie. Pri kladení kovoplastových rúr sa ohyby vykonávajú pomocou pružín špeciálne navrhnutých na tento účel. Maximálny uhol ohybu je 45, inak môže potrubie počas prevádzky prasknúť.
Hlavné typy netesností potrubia
Ak sa na potrubiach objaví vlhkosť, na spojoch sa tvoria kvapky vody alebo prudko klesne tlak v skrytom potrubnom systéme, potom sú to prvé príznaky netesnosti.
Nájsť netesnosť v kovoplastových rúrach alebo akýchkoľvek iných typoch s otvoreným priechodom potrubia nie je problém. A čo robiť, ak sa v uzavretom potrubí vytvoril únik? Netesnosť môžete nájsť pomocou špeciálneho zariadenia - termokamery.V mieste akumulácie vlhkosti sa zvyšuje tepelná vodivosť dokončovacieho materiálu, ktorý okamžite zachytí zariadenie.

Detekcia úniku pomocou špeciálneho zariadenia
Takže netesnosť v polypropylénovej rúre (plastová alebo kovoplastová rúra) môže byť lokalizovaná:
na križovatke potrubí. Dôvodom môže byť nesprávne pripojenie rúrok, chybná armatúra, nesprávny teplotný režim zvolený pri vytváraní spoja, nesprávne zvolené zloženie lepidla atď.

Netesnosť pri pripojení potrubia
na rovnom úseku potrubia. Netesnosti môžu byť spôsobené vodným rázom spôsobeným poklesom tlaku v potrubí, prirodzeným opotrebovaním alebo mechanickým poškodením.

Prielom na plochom úseku potrubia
Spôsob odstránenia úniku závisí od miesta, kde sa únik vytvoril.
Oprava poškodených kovoplastových potrubí
Ak dôjde k poruche samotného kovoplastového potrubia, napríklad ak praskne, je potrebné ihneď vymeniť poškodenú časť potrubia za novú. Aj keď to nie je možné, existujú opatrenia na dočasné odstránenie úniku.

Poškodená časť potrubia
Najčastejšie sa v tomto prípade používa obväz. Ide o veľmi spoľahlivý a dlhodobý spôsob opravy malých prasklín. V praxi môžu byť potrubia s obväzmi inštalovanými na nich používané dlhú dobu až do porušenia integrity na inom mieste.
Ako opraviť kovovo-plastové potrubie pomocou obväzu je popísané nižšie:
- pripravte si obväz - môžete si ho kúpiť v obchode alebo si ho vyrobiť sami (na to sú vhodné kovové svorky s požadovaným priemerom);
- zmerajte požadovanú dĺžku obväzu, pričom na oboch stranách chyby poskytnite tolerancie 2 cm alebo viac;
- obalte poškodenie na potrubí kusom gumy s hrúbkou 2-5 mm, položte obväz na vrch a pevne ho upevnite.
Obväz je nevyhnutný na opravu nielen prasklín a fistúl v kovoplastových rúrach, ale aj niektorých iných malých poškodení. Nie je možné s jeho pomocou „zalepiť“ iba dlhé, rozsiahle trhliny.
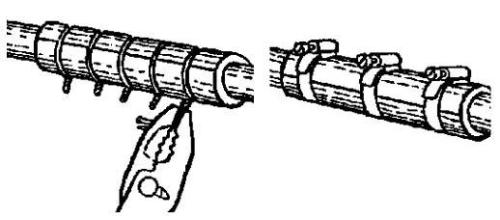
Schéma na vytvorenie obväzu
Posúdením veľkosti poškodenia môžete pochopiť, či je vhodné opraviť kovovo-plastové potrubie alebo je stále lepšie ho nahradiť. Ak je poškodenie (alebo fistula) malé, skúste zváranie za studena. Pre to:
- vypustite vodu z potrubia bez tlaku;
- vysušte miesto medzery, spracujte ho brúsnym papierom;
- zakryte fistulu studeným zváracím roztokom.
Konečné sušenie zvárania nastáva asi za deň, po ktorom je potrubie pripravené na prevádzku. Majte však na pamäti, že zváranie za studena nie je vždy vhodné na opravy: je deštruktívne ovplyvnené vysokým vnútorným tlakom v systéme a teplotnými zmenami.
Osobitne by som chcel poznamenať, že kovoplastové potrubia s kvalifikovanou inštaláciou s použitím vysoko kvalitných materiálov a s pravidelnými opatreniami na zabránenie netesnosti slúžia dlhé roky bez toho, aby svojim majiteľom priniesli problémy.
Oprava potrubných spojov
Najprv sa pozrime na to, ako opraviť únik plastového potrubia na križovatke. Algoritmus akcií by mal byť nasledujúci:
- V prvom rade je potrebné zablokovať prietok vody do potrubia. Ak preteká plastové potrubie, ktoré je súčasťou rozvodov v byte, potom stačí odpojiť kohútik umiestnený vedľa vodomerov. Ak sa na spoločnej domovej stúpačke vytvorila netesnosť, potom je potrebné vypnúť vodu v suteréne. Ak to chcete urobiť, môžete zavolať inštalatéra v službe z organizácie, ktorá obsluhuje dom, alebo použiť kľúč uložený osobou zodpovednou za dom;
- ak je armatúra zaistená závitovým spojením, môžete jednoducho skúsiť utiahnuť závit pomocou kľúča alebo nastaviteľného kľúča;

Upevnenie armatúry pomocou kľúča
- ak nepomôže dotiahnutie spoja, potom je potrebné vymeniť izolačnú vrstvu. Na izoláciu sa najčastejšie používa ľanová niť alebo páska FUM;

Izolácia škár ľanovou niťou
- ak po vykonaní opísaných operácií nebolo možné odstrániť netesnosť armatúry, bude potrebná úplná výmena spojovacieho prvku.
Výmena armatúry
Ak je spojenie kov-plastových rúrok netesné a je potrebné vymeniť armatúru, potom je potrebné pripraviť:
- nožnice na rezanie rúr;
- nástroje na závitovanie;
- tmel;
- kľúč;
- nová armatúra.
Proces výmeny prebieha takto:
- starý spojovací prvok sa opatrne odstráni nožnicami;
- závity sú rezané v častiach potrubia;

Usporiadanie závitu na potrubí
Veľkosť rezaného závitu musí zodpovedať rovnakému parametru dostupnému na spojovacom prvku.
- spoje sú utesnené vybraným izolačným materiálom;
- je opravená nová armatúra.

Oprava nového konektora
Namiesto závitových tvaroviek možno použiť zverné tvarovky alebo prvky inštalované zváraním, ale v tomto prípade bude výsledný spoj jednodielny.
Príčiny nehôd v netlakových potrubiach vyrobených z polypropylénu
Tlak v netlakových systémoch sa rovná atmosférickému. Kapacita takýchto liniek je vypočítaná vopred. Okrem toho je montáž spojov v beztlakových systémoch realizovaná hrdlovou technológiou, s utesnením miesta kontaktu bežným gumovým tmelom. To znamená, že v tomto prípade by ste sa nemali báť nadmerného vnútorného tlaku alebo chýb pri montáži potrubia.
Výsledkom je, že iba „tretia sila“, zlomyseľná alebo náhodná, môže poškodiť polypropylénové potrubie v takomto systéme.
Okrem toho môže takýto náraz vyzerať ako pokus o vypustenie vysoko aktívnej chemickej látky do systému a ako prevádzka systému s úmyselným porušením teplotného režimu a ako triviálne mechanické poškodenie.
Teoreticky však ďalším dôvodom takýchto nehôd môžu byť výrobné chyby nepovšimnuté v oddeleniach technickej kontroly výrobcu polypropylénových rúr. Takéto chyby v polypropylénových potrubiach však nie sú bežné. Výrobný proces takýchto produktov je kontrolovaný pomerne starostlivo. Preto možno takýto „dôvod“ zanedbať.
Príčiny havárie v tlakových potrubiach vyrobených z polypropylénu
Stavebné predpisy, ktoré regulujú kladenie polypropylénových potrubí, umožňujú použitie takýchto konštrukcií nielen v netlakových vedeniach, ale aj v tlakových systémoch.
Koniec koncov, tlakové potrubie je namontované na dostatočne pevnom zváranom spoji, ktorý neodpúšťa technologické chyby. Nesprávne nastavenie potrubia v spojke, chyby v procese spájkovania, poruchy zváracieho stroja - to je len krátky zoznam príčin nehôd na spojoch. Navyše väčšina nehôd tlakových potrubí je vyvolaná práve „dokovacími“ dôvodmi. Preto začneme s analýzou metód na elimináciu netesností a prienikov v potrubiach štúdiom spôsobov, ako sa vysporiadať s nekvalitnými spojmi.
Oprava plochého úseku potrubia
Ak kovoplastové potrubie (plast, polypropylén atď.) uniká na rovnej ploche, únik možno odstrániť jedným z nasledujúcich spôsobov:
použite svorku. Jedná sa o špeciálne zariadenie vybavené gumovým tesnením, ktoré vám umožňuje dosiahnuť tesné spojenie. Hlavnou výhodou svorky je rýchlosť eliminácie úniku a hlavnou nevýhodou je krehkosť výsledného spojenia;

Zariadenie na dočasnú opravu netesností potrubia
použite lepiacu pásku. Špeciálna páska je lacnejším analógom upínacieho goliera. Aplikácia pásky je pomerne jednoduchá. Miesto úniku je potrebné zabaliť do niekoľkých vrstiev.Výsledné spojenie bude tiež veľmi krátkodobé;

Páska s rýchlym únikom
- zváranie za studena;
- lepiaci obväz.
Aplikácia zvárania za studena
Zmesi na zváranie za studena pomáhajú rýchlo a efektívne eliminovať netesnosti potrubia v čo najkratšom čase. Ak chcete odstrániť únik, musíte:
- blokovať prietok vody do potrubia;
- starostlivo vyčistite netesnosť a úplne vysušte zvyšnú vodu;

Príprava rúr na zváranie za studena
- odrežte malý kúsok špeciálneho zloženia a premiešajte prstami, kým sa nedosiahne homogénna zmes;
Hnetenie kompozície do hladka
- naneste zmes na trhlinu v potrubí v rovnomernej vrstve a nechajte materiál úplne vyschnúť. V priemere trvá vytvrdnutie 3-4 hodiny.

Zarovnanie kompozície na potrubí
Je potrebné vykonať prácu čo najrýchlejšie, pretože pri kontakte so vzduchom sa kompozícia polymerizuje v krátkom čase.
Technológia použitia zvárania za studena v rôznych situáciách je prezentovaná vo videu.
Ako vyrobiť lepiaci obväz
Na výrobu obväzu budete potrebovať:
- sklolaminát. Rozmery tkaniny závisia od rozmerov potrubia. Za optimálny kus sa považuje kus látky v šírke 2-3 násobku priemeru potrubia a dĺžke, čo vám umožňuje obaliť potrubie 5-6-krát;
- dvojzložkové lepidlo;
- solventný.
Lepiaci obväz si môžete vyrobiť podľa nasledujúcej schémy:
- potrubie je očistené od nečistôt rozpúšťadlom, acetónom alebo inými podobnými zlúčeninami;
- sklolaminát je impregnovaný lepidlom a navinutý v niekoľkých vrstvách na poškodenom úseku potrubia;
- očakáva sa úplné vysušenie výslednej zlúčeniny.

Oprava netesností pomocou lepiaceho obväzu
Pri odstraňovaní netesnosti potrubia ktorýmkoľvek z vyššie uvedených spôsobov je potrebné prísne dodržiavať bezpečnostné opatrenia pre prácu s potrubím a prídavnými materiálmi.


