Technologický postup zvárania PP
Zváranie polypropylénových rúr je založené na schopnosti tohto typu plastu pri zahriatí na určitú teplotu zmäknúť a získať stav podobný mäkkej plastelíne. Pri tesnom kontakte medzi dvoma roztavenými časťami dochádza k procesu vzájomného prenikania (difúzie) materiálov, výsledkom čoho je pevné spojenie, ktoré nie je v trvanlivosti horšie ako celistvá štruktúra.
Existujú dva hlavné spôsoby pripojenia polypropylénových rúr: tupo a spojka. Pri prvej možnosti sa konce častí súčasne zahrievajú špeciálnou kotúčovou spájkovačkou, po ktorej sa spoja, táto technológia je široko používaná pri spájaní rúr s veľkým priemerom v priemyselnej výstavbe.
Pri použití v stavebníctve na kladenie vodovodných a vykurovacích sietí polypropylénových rúr malých priemerov (do 63 mm) je metóda na tupo absolútne nevhodná z nasledujúcich dôvodov:
- je možné realizovať zváranie polypropylénových rúr len s jedným priemerom;
- po ukotvení sa vo vnútri potrubia vytvorí konvexný šev, ktorý znižuje prierez priechodného kanála - to výrazne zvyšuje hydraulický odpor potrubia s malým priemerom a znižuje účinnosť jeho použitia, zvyšuje pravdepodobnosť upchatia.
- spojenie má menšiu pevnosť ako spojka.
Technológia spájkovania s použitím spojok spočíva v použití prechodového kusa na spájanie rúr (segment klasickej jednovrstvovej PP rúry) s vnútorným priemerom zodpovedajúcim vonkajšiemu priemeru spájaných segmentov rúry. Na vykonanie práce so špeciálnou spájkovačkou sa vonkajší povrch potrubia a vnútorná prechodová objímka súčasne zahrievajú, potom sa diely rýchlo spoja ručne. Podobný postup s ohrevom objímky a vonkajšieho rúrkového plášťa sa vykoná s druhým spojeným segmentom. Je zrejmé, že po vložení do spojky sú konce oboch častí potrubia takmer spojené bez konvexného švu, a ak sa použije adaptér s rôznymi priemermi, môžu byť spojené potrubia akejkoľvek veľkosti.

Ryža. 5 Spájkovanie plastových rúr - technologický postup
Aká je životnosť polypropylénových rúr, akú teplotu môžu vydržať
Polypropylénové rúry sa osvedčili vo vykurovacích systémoch. Stali sa dôstojnou náhradou kovových vykurovacích potrubí.
Životnosť polypropylénových rúr nie je menšia ako životnosť kovových rúrok.
PP rúry sa nebojí korózie, odolné voči chemikáliám, ktoré sa používajú v každodennom živote, navyše, keď voda zamrzne, nezrútia sa. Preto sa polypropylénové rúry môžu používať vo vykurovacích systémoch 25 rokov a v potrubiach studenej vody asi 50 rokov.
Pevnosť a spoľahlivosť polypropylénového vodovodného systému je zabezpečená aj spôsobom ich pripojenia. Vykonáva sa zváraním. To poskytuje pevnosť a pevnosť. Počas prevádzky nie je potrebné neustále doťahovať spoje, ako je to v prípade kovových potrubí.
Akú teplotu môžu vydržať polypropylénové rúry?
Mnoho ľudí stále nedôveruje polypropylénovým rúram vo vykurovacích systémoch. Pozrime sa, akú teplotu dokážu vydržať, aká je životnosť polypropylénových rúr a či je možné ich použiť na vykurovanie domácností.
Materiál, ktorý sa odoberá na výrobu rúrok, sa získava polymerizáciou polypropylénu za účasti kovových katalyzátorov. Polypropylén mäkne pri +140C, tento materiál sa topí pri +175C.
Je zrejmé, že dlhodobé vystavenie vysokej teplote a nadmernému tlaku povedie k deformácii potrubia.
Výrobcovia zaručujú normálnu prevádzku polypropylénových rúrok vo vykurovacom systéme pri teplotách do + 95 ° C. Stále však existuje miera bezpečnosti, ktorá umožňuje krátkodobé zvýšenie teploty chladiacej kvapaliny na teplotu + 140 ° C. Ale časté skoky teploty na túto hodnotu povedú k zníženiu životnosti potrubia, hoci sa samo neroztopí.
Pri nákupe polypropylénových rúrok musíte venovať pozornosť ich označeniu. Pre systém zásobovania studenou vodou sa používajú rúry vyrobené z polypropylénu PN10 až PN25
Potrubie PN20 je možné použiť do +60 °C a potrubie PN25 je možné použiť, ak je teplota chladiacej kvapaliny do +95 °C.
Aký tlak môžu vydržať polypropylénové rúry rôznych typov?
Mnohí kupujúci, ktorí sa rozhodnú nainštalovať polypropylénové potrubie na zásobovanie studenou vodou alebo na vykurovanie, sa zaujímajú o to, aký tlak dokážu vydržať. Životnosť polypropylénových rúr bude závisieť od toho. Táto otázka je veľmi dôležitá. Pretože tlak vo vodovodnom systéme alebo vo vykurovacom systéme, ktorý polypropylén zažíva počas celej doby používania, ovplyvňuje životnosť výrobku. Ak má potrubie neustále vysokú teplotu, ale nízky tlak (alebo naopak), potom potrubie vydrží dlho. Ak je však v systéme súčasne vysoký tlak aj vysoká teplota, životnosť sa drasticky zníži.
Aby potrubie slúžilo 50 rokov sľubovaných výrobcom, je potrebné, aby tlak v systéme bol 4-6 atmosfér a teplota chladiacej kvapaliny nepresiahla 75 stupňov.
Polypropylénové rúry vo vykurovacom systéme
Polypropylénové rúry sú teraz pomerne populárnym materiálom na inštaláciu vykurovacieho systému. Sú odolné voči deformácii, oderu, vyznačujú sa nízkou priepustnosťou kyslíka. Okrem toho dokonale odolávajú teplotám s mínusmi, nebojí sa mrazivej vody.
Pri ich výbere však musíte zvážiť tieto body:
Polypropylénové rúry sú tuhé, neohýbajú sa. Ak chcete vytvoriť obrysy alebo zákruty, musíte použiť rohy, čo nie je vždy vhodné.
Pre polypropylénové rúry sa tvarovky vyrábajú s veľkým prierezom v porovnaní s tvarovkami iných prvkov systému, napríklad radiátorov. Táto okolnosť negatívne ovplyvňuje vzhľad systému.
Polypropylén sa pri zahrievaní silne naťahuje
Ak je systém vyrobený otvoreným spôsobom, potom to vyzerá škaredo kvôli previsnutým rúram.
Je dôležité, aby sa potrubia počas inštalácie neprehrievali, pretože pri vložení potrubia do tvaroviek môže dôjsť k zníženiu priechodu. Takáto chyba inštalácie povedie k slabému výkonu vykurovacieho systému.
Pri potrubných kotloch sa neodporúča používať polypropylénové rúry. V kotolniach sa často mení teplota potrubí, pričom polypropylén nie je pre takéto podmienky vhodný materiál.
Vzhľadom na všetky negatívne body opísané vyššie sú polypropylénové rúry pre vykurovacie systémy dobrou voľbou.
Akú teplotu môžu vydržať polypropylénové rúry?
Na určenie účelu vzhľadu polypropylénovej rúry existuje špeciálne označenie. Okrem výrobcu a značky sa na potrubie vzťahuje všeobecne uznávaná klasifikácia.
- názov modifikácie polypropylénu;
- štandardný proporčný pomer;
- menovitý vonkajší priemer a hrúbka steny;
- menovitý tlak;
- normy výrobcu.

Maximálna teplota PP rúr je 95 ° C. To je snáď jediná nevýhoda polypropylénu, neznáša vysoké teploty. Pri t 140° sa materiál stáva mäkkým a ľahko deformovateľným a topí sa pri 175°.
Teplota vo vykurovacích systémoch tiež nie je určená pre takéto ukazovatele, takže PP rúry sú celkom vhodné na ich použitie pre tepelné potrubia.
Krátkodobé zvýšenie ukazovateľov teploty zriedkavo vedie k poruche, ale je dôležité vziať do úvahy, že keď sa potrubia prevádzkujú pri teplotách 100 °, ich životnosť sa výrazne zníži. 50 rokov deklarovaných výrobcom sa môže v skutočnosti zmeniť na rok a pol, pretože životnosť závisí nielen od jeho technických vlastností, ale aj od prevádzkových podmienok.
50 rokov deklarovaných výrobcom sa v skutočnosti môže zmeniť na rok a pol, pretože životnosť závisí nielen od jeho technických vlastností, ale aj od prevádzkových podmienok.
Nuansy pri spájkovaní polypropylénových rúrok
Spájkovanie propylénových rúr si vyžaduje určité zručnosti a skúsenosti, neskúsení inštalatéri by pri vykonávaní práce mali brať do úvahy niektoré nuansy:
- Polypropylénové rúry vystužené vnútorným hliníkovým plášťom vyžadujú o niečo dlhší čas ohrevu, ktorý je možné určiť experimentálne vykonaním experimentov na spájaní krátkych rezov.
- PP rúrky vystužené hliníkom umiestnené pod tenkým vonkajším plášťom z polypropylénu vyžadujú prípravu na spájkovanie, je potrebné túto hliníkovú vrstvu odstrániť do hĺbky spojenia s tvarovkou, aby fólia neprekážala pri spájkovaní. Na to použite špeciálne zariadenie na odizolovanie - holiaci strojček, vyrábaný v niekoľkých verziách: ručné a na vŕtačku. Ak sa musíte potýkať s inštaláciou hliníkovo vystužených PP rúr vo veľkých objemoch, je lepšie zakúpiť trysku na vŕtačku (skrutkovač) - odstránenie hliníkovej vrstvy pri jej použití je rýchlejšie a kvalitnejšie ako u perforovaný model.
- Ak je hliníková výstuž umiestnená v strede medzi vnútornou a vonkajšou stenou potrubia, zvyčajne skúsení zvárači potrubie nečistia. Ak však skúsenosti nestačia, odporúča sa použiť odizolovanie na vnútorné vystuženie - trimre. Ich dizajn sa líši od vyššie uvedených holiacich strojčekov prítomnosťou noža, ktorý odreže fóliu zvnútra od konca rúrky.

Ryža. 13 Postupnosť spájkovania PP rúr vystužených zhora fóliou
- Nečistia plášť potrubia spájaných dielov od nečistôt - táto chyba vedie k zlej difúzii polypropylénu a ďalšiemu odtlakovaniu spoja.
- Nezvládne rez 90 stupňov. Chyba vedie k tomu, že pri vložení rúrových úsekov do vykurovacích trysiek nie sú úplne ponorené a pri montáži sa medzi ich koncami vytvorí príliš veľká vôľa - to oslabuje spojenie a vedie k hromadeniu nečistôt v vytvorená drážka.
- Rúry v spojke sú spojené príliš tesne alebo nie dostatočne hlboko, v prvom prípade sa na križovatke vytvorí vnútorný hriadeľ, ktorý znižuje priemer priechodného kanála. Ak sú rúry v spojke umiestnené príliš ďaleko od seba, vytvorí sa vnútorná drážka a zhoršia sa pevnostné charakteristiky spojenia.
- Pri spájaní dielov nedodržiavajte pravý uhol. Pri absencii ovládacieho nástroja je pre začínajúceho inštalatéra dosť ťažké udržať pravý uhol alebo skôr zarovnanie spoja, deformácie nepriaznivo ovplyvňujú kvalitu spojov a sťažujú inštaláciu dlhých častí do vopred narezaných rovné drážky.
- Časti sú podhriate alebo prehriate. V prvom prípade bude difúzia nedostatočná, spoj sa neskôr delaminuje a vznikne netesnosť, pri prehriatí plášťov rúr vznikne vo vnútri povrchová úprava zužujúca priechodný otvor.
- Otočte alebo opravte polohu dielov počas procesu zvárania. Toto porušenie technológie vedie k ďalšiemu odtlakovaniu spojenia.
- Pri spájkovaní, dokovaní nedodržiavajte časové intervaly. Odchýlky od odporúčaných tabuľkových hodnôt vedú k poruchám vo forme prehriatia alebo podhriatia plášťov rúrok, ich delaminácie a tým aj k nekvalitnému spojeniu dielov.

Ryža. 14 Ako nezvárať polypropylénové rúry
Prečo potrebujete výstuž potrubia
Pre zabezpečenie dostatočnej úrovne tepla v bytoch je potrebné zapnúť spätné potrubie a zvýšiť teplotu vody na 10°C. Pri blízkych prevádzkových teplotách jednoduché polypropylénové rúry začínajú strácať svoje vlastnosti a navyše lineárna je možné rozšírenie ich rozmerov.
Pri ukladaní potrubí s vysokými teplotami do betónového poteru je to obzvlášť dôležité.Existuje možnosť prasknutia betónu a rozbitia celého vykurovacieho systému
Na zníženie tohto efektu a jeho úplné odstránenie sú polypropylénové rúry vystužené.
Výstuž je zosilnenie únosnosti základného materiálu výrobku iným materiálom s vyššou úrovňou pevnosti. Tým sa zvyšuje schopnosť odolávať extrémnym teplotám. Vystužené rúry plne zodpovedajú normám vykurovacieho systému a nedeformujú sa, keď sú výrazne zvýšené.
Na vystuženie rúrok vyrobených z polypropylénu sa používajú materiály:
- hliníková fólia nanesená na povrch;
- vnútorná vrstva hliníka, umiestnená pozdĺž celého priemeru potrubia, bližšie k vonkajšiemu povrchu;
- vnútorná vrstva zo sklenených vlákien;
- vnútorná vrstva kombinujúca vlákno a sklolaminát.
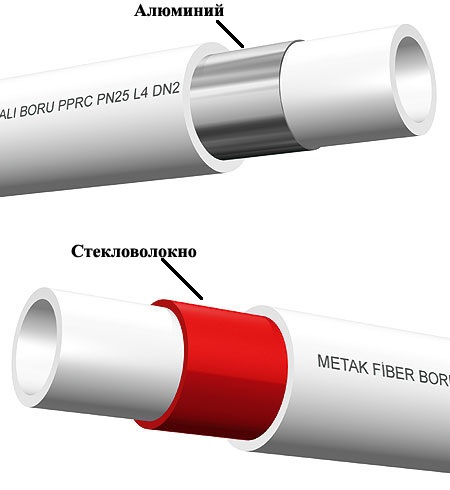
Hliník a sklolaminát stoja približne rovnako. Cena závisí predovšetkým od parametrov samotného potrubia a výrobcu. Napriek tomu má výstuž zo sklenených vlákien oproti hliníku niekoľko výhod:
- počas inštalácie nie je potrebné čistenie okraja potrubia;
- krátky čas spájkovania spojov (ako pri nevystužených rúrach);
- nedochádza k žiadnej vnútornej delaminácii v dôsledku fúzie skleneného vlákna do polypropylénu;
- zvyšuje pevnosť produktu.
Sklolaminát má len jednu nevýhodu - lineárna tepelná rozťažnosť rúrok vystužených sklolaminátom je o 6% vyššia ako u rúrok vystužených hliníkom.
Pokyny na spájkovanie polypropylénových rúrok krok za krokom
Jednou z hlavných výhod spájania polypropylénových rúr spájkovaním je rýchlosť inštalačných prác, proces dokovania a pripravenosť na ďalšiu inštaláciu rúr s najbežnejším priemerom 25 mm netrvá dlhšie ako 15 sekúnd. Aby vykonali prácu bez zbytočných časových nákladov, zodpovedne vykonávajú všetky prípravné operácie a potom namontujú potrubie, pričom prísne dodržiavajú technologický postup operácií.

Ryža. 9 Nástroj používaný na zváranie PP rúr
1. Príprava nástrojov a príslušenstva
Pred spájkovaním polypropylénových rúr sa pripravia komponenty: rúrkové segmenty, T-kusy, kolená, spojky, adaptéry z plastu na kov, uzatváracie ventily ventilov.
Na vykonanie práce budete potrebovať spájkovačku a súpravu trysiek, ako aj pomocné nástroje, z ktorých niektoré sú súčasťou balenia zariadenia:
- Rezačka rúr, zvyčajne na strihanie rúr, sa používajú nožnice s maximálnym povoleným priemerom strihu 40 mm, pre väčšie veľkosti sa používajú výkonnejšie nožnice alebo valčekové rezačky.
- Zvinovací meter, fixka alebo ceruzka na označenie dĺžky na rúrkovom plášti.
- Rukavice na ochranu rúk pred popálením pri práci.
- Úroveň na kontrolu horizontu pri inštalácii vývodov vody.
- Skrutkovač alebo šesťhranný kľúč na upevnenie nástavcov na nahrievaciu žehličku.

Ryža. 10 Hlavné fázy zvárania PP
2. Značenie a rezanie
Pre pohodlie práce uvoľňujú priestor v strede miestnosti a nastavia stôl vo vhodnej výške, všetky prvky sú rozmiestnené po obvode miestnosti podľa schémy, po ktorej začnú sekvenčné rezanie s spájkovanie. Ak potrubie vedie pozdĺž obvodu miestnosti, pokladanie začína od koncovej steny - je vhodnejšie vykonať inštaláciu. Práca sa vykonáva v nasledujúcom poradí:
- Zmerajte požadovanú časť potrubia a označte jeho povrch značkou alebo ceruzkou, odstúpte od konca vzdialenosti, berúc do úvahy hĺbku ohrevu.
- Potrubie odrežte nožnicami na polypropylénové rúry a snažte sa presne udržiavať uhol 90 stupňov. Ak je nástroj ostro naostrený, potom na vnútorných stenách nebudú žiadne otrepy a potrubie si zachová svoju geometriu.
- Ak má potrubie na konci malé hrbole alebo otrepy, potom to v zásade nie je veľký problém, pretože keď sa potrubie zahrieva, stále sa roztavia.

Ryža. 11 Spájkovanie PP rúr - hlavné kroky
3. Spájkovanie
Na spájkovanie polypropylénu sa používajú hlavne spájkovačky s plochým železom, práca sa vykonáva v nasledujúcom poradí:
- Dve časti trysky pripojte k skrutke pomocou šesťhranného kľúča k zariadeniu, pripojte ju k sieti a stlačením tlačidiel zapnite vykurovacie teleso alebo obe vykurovacie telesá.
- Požadovaný indikátor teploty sa nastavuje termostatom, štandardná teplota na spájkovanie polypropylénových rúrok je zvyčajne nastavená na 260 ° C.
- Po zmene farby indikátora na zelenú, čo signalizuje, že vykurovacie teleso dosiahlo nastavenú teplotu ohrevu, začne spájkovanie. Najprv je lepšie vykonať skúšobné práce na krátkych rezoch rúr, po určení optimálnej doby držania (na tento účel sa používa tabuľka na spájkovanie polypropylénových rúrok) začnú zvárať hlavné potrubie.
- Vonkajšie alebo vnútorné povrchy častí, ktoré sa majú spojiť, sú umiestnené súčasne z oboch strán vo vyhrievacích rukávoch, snažiac sa udržať striktne vodorovnú polohu dielov, na držanie krátkeho rukávu sa používajú rukavice, ktoré sú súčasťou súpravy. Po určitom čase sa časti rýchlo vyberú z spájkovačky a navzájom sa spoja v prísne pevnej polohe, pričom sa snažia udržať ich na rovnakej osi počas prideleného času.
- Po uplynutí doby chladenia je zostava pripravená na ďalšiu prevádzku - prispájkovanie druhého úseku rúry do spojky.

Ryža. 12 Holiace strojčeky na odstraňovanie vonkajšej výstuže PP rúr a príklad ich použitia