Vlastnosti zvárania zinkových rúr
Pri rozhodovaní o tom, s ktorými elektródami variť galvanizáciu, vyberte požadovanú značku na základe prevádzkových podmienok zváraného produktu počas ďalšieho používania. Zváranie sa nelíši od bežného zvárania, s výnimkou niektorých nuancií:
- Vplyv teploty na vrstvu zinku vedie k jej vyhoreniu s tvorbou toxických plynov, preto je potrebné v procese zvárania dodržiavať bezpečnostné opatrenia - používať prietokové vetranie a chrániť dýchacie orgány pred plynmi.
- Pred vykonaním práce by sa malo vykonať skúšobné zváranie na krátkych úsekoch rúr na výber elektród a optimálny režim napájania.
- Na vyhorenie zinku je potrebná dodatočná energia, takže prúd na zváračke je nastavený o 10% viac ako pri zváraní nepokovovanej ocele.
- Lepší šev sa získa pri použití rutilových elektród (to je dobre známe), pri zváraní elektródami so základným povlakom zinok ďalej zhoršuje kvalitu švu, čím sa okraje jeho okrajov trhajú a sú nerovné. Preto sa odporúča pred zváraním elektródami s hlavným povlakom pripraviť miesto budúceho spoja - odstrániť zinkový povlak kyselinou alebo abrazívnymi materiálmi.

Ryža. 13 Povrchová úprava zinkovou farbou na ochranu proti korózii
Vlastnosti zvárania
Priama technologická mapa na zváranie pozinkovaných rúr zabezpečuje určité parametre práce a pracovného postupu, ktoré musia spĺňať predpisy. Proces zvárania musí zabezpečiť určité vlastnosti, ktorých účelom je zabrániť poškodeniu povrchu pozinkovaného povlaku pri technologickom zváraní. Elektrické zváranie pozinkovaných rúr teda zahŕňa aplikáciu špeciálneho taviva na povrch pozinkovaného povlaku. Tým sa zabráni vyhoreniu zinku v čase zvárania.
 Zváranie pozinkovaných rúr
Zváranie pozinkovaných rúr
Podľa postupu zvárania pozinkovaných rúr spoločný podnik zabezpečuje tieto kroky:
- V mieste zvárania sa nanáša taviaca zmes, ktorá má kvapalný viskózny technologický stav.
- V procese zvárania prechádza spojenie taviva do inej štruktúry, pričom dochádza k taveniu a tavivo nevypúšťa produkty spaľovania ani sa neodparuje, ale zváranie pozinkovaných rúr je zdraviu škodlivé bez použitia špeciálnych ochranných zariadení na prevádzkovateľ zváracieho zariadenia.
- Na konci technologického zvárania sa na križovatke získa dokonale rovnomerný a silný šev. Povrch je úplne chránený pred vznikom koróznych procesov v budúcnosti.
https://youtube.com/watch?v=QFoiF2vXzVE
Ako správne variť rúry elektrickým zváraním krok za krokom
Výber elektród Variety zvarov a potrubných spojov Predbežné práce s dielmi Proces zváraniaJemnosti elektrického zvárania Montáž spojovPráca s rotačnými a pevnými spojmiKontrola spoľahlivosti spojovBezpečnostné pravidlá pri práci so zváračkou
V procese upratovania sa často vyskytujú prípady, keď je potrebné postaviť nejakú štruktúru z bežných rúr alebo profilov. Na tieto účely sa často používajú ľahké a ľahko inštalovateľné plastové rúry, ako aj oceľové výrobky so závitovými spojovacími prvkami. V tomto článku sa však pozrieme na to, ako správne zvárať potrubie na vykurovanie alebo iné potrebné systémy vo vašej domácnosti, pretože vyššie uvedené možnosti nie sú vždy prijateľné a vhodné.
Výber elektród
Prvá vec, ktorú potrebujete na zváracie práce na vykurovacích rúrach alebo iných konštrukciách, sú elektródy. Od kvality tohto spotrebného materiálu bude závisieť nielen spoľahlivosť získaných zvarov a tesnosť systému, ale aj proces vykonávania práce.
Elektródou sa rozumie tenká oceľová tyč so špeciálnym povlakom, ktorá umožňuje stabilný oblúk v procese elektrického zvárania rúr a podieľa sa na vytváraní zvaru a tiež zabraňuje oxidácii kovu.
Podľa typu jadra existujú také elektródy:
- S netaviacim sa stredom. Materiálom pre takéto výrobky je grafit, elektrické uhlie alebo volfrám.
- S taviacim centrom. V tomto prípade je jadrom drôt, ktorého hrúbka závisí od typu zvárania.
Pokiaľ ide o vonkajší plášť, mnohé elektródy, ktoré sa nachádzajú na trhu, by sa mali rozdeliť do niekoľkých skupín.
Takže pokrytie môže byť:
- Celulóza (stupeň C). Tieto výrobky sa používajú hlavne na zváracie práce s rúrkami veľkých prierezov. Napríklad na inštaláciu potrubí na prepravu plynu alebo vody.
- Kyselina rutilová (RA). Takéto elektródy sú optimálne na zváranie kovových rúrok na vykurovanie alebo inštalatérske práce. V tomto prípade je zvar pokrytý malou vrstvou trosky, ktorá sa ľahko odstráni poklepaním.
- Rutil (RR). Tento typ elektródy umožňuje dosiahnuť veľmi presné zvary a troska vytvorená počas prevádzky sa veľmi ľahko odstraňuje. Väčšinou sa takéto elektródy používajú v miestach rohových spojov alebo pri zváraní druhej alebo tretej vrstvy.
- Rutilová celulóza (RC). Takéto elektródy môžu vykonávať zváranie absolútne v akejkoľvek rovine. Najmä sa veľmi aktívne používajú na vytvorenie dlhého vertikálneho švu.
- Základné (B)
Odrody zvarov a spojov
Zváranie oceľových rúr sa vykonáva zváračkou metódou tavenia. Zváračka vytvára jednosmerný prúd zo striedavého prúdu a pomocou elektrického oblúka ohrieva lokálnu oblasť produktu na požadovanú teplotu. K vzniku elektrického oblúka dochádza na kovovej tyči (elektróde). Tam, kde oblúk funguje, sa vytvára špeciálna atmosféra, ktorá pri roztavení kovu neumožňuje oxidáciu. Vďaka vysokokvalitnému zváranému švu sú netesnosti úplne vylúčené, pretože spojenie je utesnené.
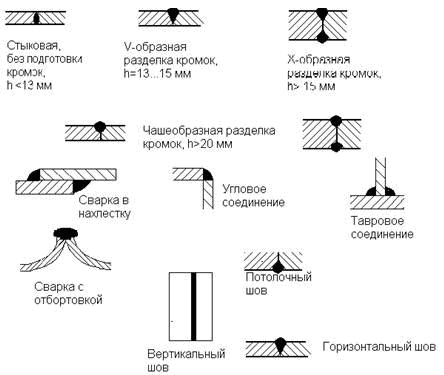
Existuje mnoho spôsobov šitia. Ktorý spôsob zvoliť závisí od hrúbky rúr a materiálu, z ktorého sú vyrobené. Hlavné typy švov:
- v Býkovi;
- zadok;
- prekrytie;
- hranatý.
Je tiež dôležité zvážiť umiestnenie potrubí vo vzťahu k sebe navzájom:
- spodný šev. Počas zvárania sa elektróda umiestni nad prvky, ktoré sa majú spojiť. Pri tejto metóde zvárač jasne vidí všetky zvárané oblasti, preto je táto metóda najpohodlnejšia.
- Stropný šev. Elektróda je umiestnená pod prvkom, ktorý sa má zvárať. V tomto prípade operátor zdvihne ruku a drží ju nad hlavou, takže táto metóda sa používa iba pri opravách alebo pri výmene deformovanej časti potrubia. Pri zariaďovaní nového systému sa nepoužíva.
- vertikálny šev. Tento spôsob pripojenia sa používa, ak sú 2 potrubia umiestnené horizontálne. Zvárač pohybuje elektródou hore a dole a zdola nahor (vo vertikálnom smere).
- Horizontálny šev. Horizontálne pripojenia často robia inštaláciu vykurovacích a vodovodných systémov. V tomto prípade sú dve rúry vo vertikálnej polohe.
Je možné zvárať pozinkované rúry
Pravidlá pre montáž potrubí určujú GOST. Normové požiadavky však nie sú vhodné na prácu s pozinkovanými rúrami. Ochranná vrstva zinku vrie pri teplote 906 stupňov Celzia. Základňa však musí byť zahriata na 1200 stupňov.Z tohto dôvodu boli zavedené inovácie, podľa ktorých boli uvedené dva možné spôsoby riešenia problému:
- Zváranie pomocou taviva. Kompozícia by nemala obsahovať zložky, ktoré sa rozpúšťajú vo vode.
- Znížený čas zvárania. Takže zinok sa nestihne odpariť. Ak chcete prácu dokončiť rýchlejšie, musíte zvýšiť teplotu pomocou regulátora prúdu.
Zvárač volí metódu v závislosti od situácie, technických požiadaviek.