Druhy polypropylénových rúr
Životnosť výrobkov závisí od teploty média a tlaku v nich vytvoreného. Správnou voľbou druhu materiálu je možné výrazne rozšíriť jeho prevádzkové možnosti.
Existujú 4 typy potrubných materiálov, ktoré majú rôzne vlastnosti v závislosti od teploty ich prevádzky.
|
Typ produktu a zodpovedajúce označenie |
Účel | Stredná teplota, С |
Pracovný tlak, MPa |
|
PN10 |
Pre prívod studenej vody a podlahové kúrenie | 20 pre prívod studenej vody, 45 pre teplé podlahy systému | 1 |
| PN16 | Pre prívod studenej a teplej vody | Až 60 |
1,6 |
|
PN20 |
Na zásobovanie teplou vodou | Až 80 | 2 |
| PN25 | Pre systémy ústredného kúrenia, vystužené výrobky, systémy zásobovania teplou vodou | Až 95 |
2,5 |
Materiály značky PN10 sa týkajú produktov určených na zásobovanie studenou vodou. Nie sú schopné odolávať vysokej teplote prostredia. Druhý typ s označením PN16 sa vzťahuje na výrobky zmiešaného typu a je určený na zásobovanie studenou a teplou vodou, avšak s obmedzenou prevádzkovou teplotou. PN20 a PN25 sú materiály určené na zásobovanie teplou vodou. Takéto potrubia sú schopné odolávať vysokým teplotám a výrobky označené PN25 sú dodatočne vystužené kovom, čo zvyšuje ich životnosť a schopnosť odolávať vysokým tlakom a teplotným podmienkam.
Súprava na zváranie rúr
Ak sa zváranie polypropylénových výrobkov musí vykonávať pravidelne, potom sa odporúča zakúpiť špeciálnu zváraciu súpravu, ktorá sa okamžite predáva vo vhodnom kufri. Jeho priemerná cena je asi sto dolárov a pozostáva z:

- vykurovacie teleso;
- teflónové trysky rôznych veľkostí;
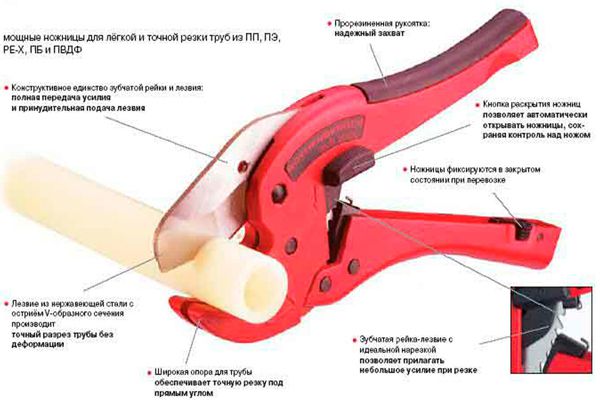
- nožnice na rezanie polypropylénových rúrok;
- skrutky, ktoré sú pripevnené k vykurovaciemu prvku dýzy;
- úroveň;
- podpery pre vykurovacie teleso;
- šesťhran na uťahovanie skrutiek.
V prípade, že sa z času na čas vykonávajú zváracie práce, je racionálnejšie prenajať si zváracie zariadenie.
Typy a účel
Polypropylénové rúry sú dostupné v štyroch farbách – zelená, šedá, biela a čierna. Iba čierne sa líšia charakteristikami - majú zvýšenú odolnosť proti ultrafialovému žiareniu a používajú sa pri položení zavlažovacieho systému na zem. Všetky ostatné majú podobné vlastnosti a sú položené vo vnútri alebo zakopané v zemi.
Podľa dohody sú polypropylénové rúry nasledujúcich typov:
- Pre studenú vodu (teplota do +45°C). Je ľahké ich rozlíšiť podľa pozdĺžneho modrého pruhu.
- Pre zásobovanie teplou vodou (ohrev do +85°C). Charakteristickým znakom je červený pásik.
-
Univerzálny (maximálny ohrev do +65-75°C v závislosti od výrobcu). Vedľa seba sú aplikované dva pruhy - modrý a červený.
Pre studenú aj horúcu vodu existujú potrubia s rôznymi vlastnosťami. Toto je zobrazené na štítku:
- PN10 sa používajú výhradne v systémoch zásobovania studenou vodou (do +45°C) s nízkym tlakom (do 1 MPa). Majú malú hrúbku steny. Nevhodné pre výškové budovy.
- PN16. Často označované ako univerzálne, ale častejšie používané pre studenú vodu - odolávajú ohrevu média do + 65°C a tlaku do 1,6 MPa.
- PN20. Hrubostenné rúry, ktoré dokážu prepravovať médium s teplotou do +80°C, odolávajú tlaku do 2 MPa. Používa sa pri rozvodoch teplej vody a vykurovacích sústavách.
- PN25. Ide o vystužené polypropylénové rúry (fólia alebo sklolaminát). Vďaka prítomnosti výstužnej vrstvy majú často menšiu hrúbku steny ako PN20. Teplota stredného ohrevu - do +95°C, tlak - do 2,5 MPa. Používajú sa na zásobovanie teplou vodou a vykurovanie.
Všetky sa vyrábajú v rôznych priemeroch - do 600 mm, ale v bytoch a súkromných domoch sa používajú najmä vo veľkostiach od 16 mm do 110 mm.
Upozorňujeme, že je uvedený vnútorný priemer, pretože hrúbka steny sa môže líšiť.
Druhá fáza. Zváranie polypropylénových rúr

Tento postup bude vyžadovať elektrickú skladačku (rezanie polypropylénu) a špeciálne zváracie zariadenie.

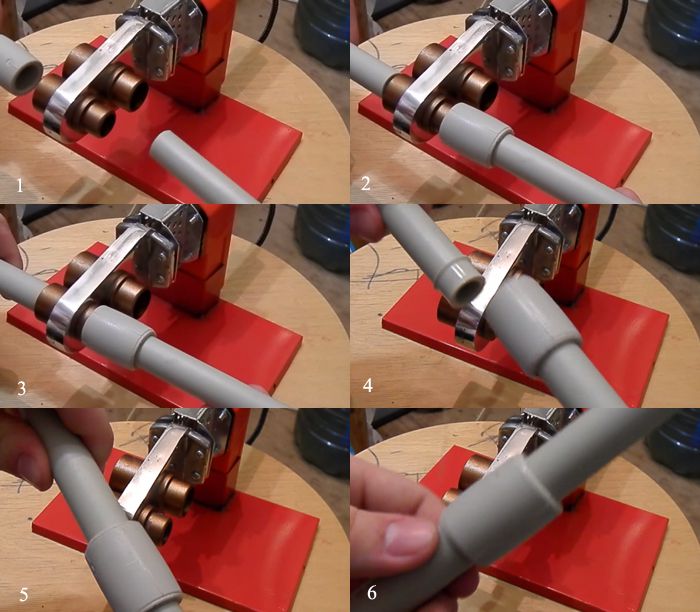
Krok jedna.
Kým sa prístroj zahrieva, vykonajú sa potrebné merania, potrubia sa označia a odrežú.
Krok dva.
Konce produktov, ktoré sa plánujú prepojiť, sa starostlivo vyčistia a odmastia.
Krok tri.
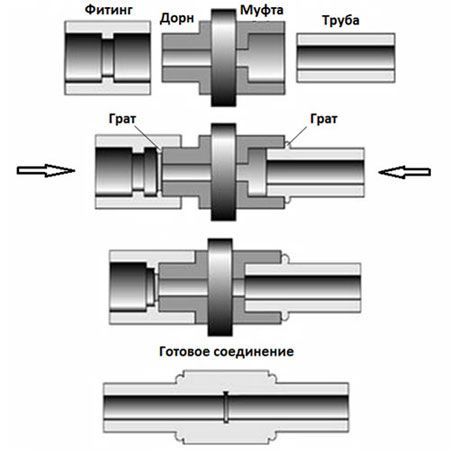
Pomocou ceruzky je vyznačená hĺbka vstupu každého produktu do objímky. Je charakteristické, že súčasne by mala byť aspoň milimetrová medzera, takže rúry nedosadajú na spojku tvarovky.
Krok štyri.
PP rúrka s armatúrou je nasadená na objímku v súlade s vyznačenými značkami a zahrievanie všetkých prvkov musí prebiehať súčasne.
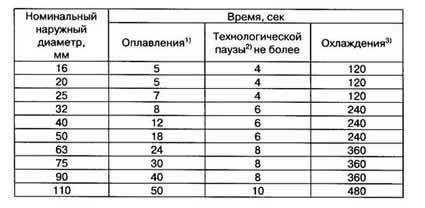
Trvanie ohrevu závisí nielen od priemeru výrobkov, ale aj od hĺbky zvárania (tú nájdete v tabuľke nižšie).
Krok päť.
Po určitom čase sa výrobky odstránia a spoja, s malým úsilím, sedia na sebe. Súčasne je zakázané otáčať prvky pozdĺž axiálnej čiary.

Krok šiesty.
V priebehu niekoľkých sekúnd po pripojení sa vykoná primárne nastavenie, potom sa prvky konečne zafixujú.

Ak na križovatke nezostanú žiadne medzery, potom to (spojenie) možno považovať za vysoko kvalitné.
Výroba zváracích strojov
Vzhľadom na to, že viac-menej dobrý stojí viac ako tisíc rubľov, je lacnejšie si ho prenajať alebo vyrobiť sami. Ak bol vybraný druhý, mali by ste sa na prácu pripraviť:

Postupnosť akcií by mala byť nasledovná.
Krok jedna.
Na zlepšenie prenosu tepla je podošva žehličky ošetrená teplovodivou pastou a následne je pripevnená teflónová manžeta. Umiestnenie druhého je určené vopred - široká časť nahor alebo nadol.
Krok dva.
Ostrý „nos“ je odrezaný pre pohodlnejšiu prácu pri stenách.
Krok tri.
Ohrievanie žehličky sa vykonáva, kým sa prístroj druhýkrát nevypne.
Krok štyri.
Je dobré, ak je žehlička vybavená teplotným senzorom – to vám umožní presne určiť teplotu ohrevu. Existuje však jednoduchšia cesta – cez olovo. Tento kov sa topí pri teplote 230 ᵒС a vyššej, čo sa približne zhoduje s teplotou potrebnou na zváranie.
Ďalšia technológia je identická s tou opísanou vyššie.
Požadované nástroje
Kovanie;
Samotné polypropylénové rúry;
Špeciálne zariadenia na zváranie takýchto rúr;
Zváračka
Píla na ich rezanie, špeciálna rezačka sa často predáva spolu so zváracím strojom, pri veľkých objemoch práce môžete použiť prstencovú rezačku alebo špeciálne nožnice;
Odmasťovač (etyl alebo izobutylalkohol); acetón je v tomto prípade zakázané používať, pretože je schopný zmäkčiť plast;
Úkosovač: Jeho vnútro pripomína strúhadlo, no keďže úkos musí byť rezaný rovnomerne, nože sú pod iným uhlom; skosovačku môžete nahradiť obyčajným pilníkom a nožom;
 Úkosovačka na plastové rúrky
Úkosovačka na plastové rúrky
Holiaci strojček: nástroj na odstraňovanie vystuženej vrstvy (ak majú naše rúry vrstvu vystuženia).
 Holiaci strojček
Holiaci strojček
Poradenstvo.
Rúry, ktoré sú v blízkosti vykurovacieho kotla (vo vzdialenosti menšej ako pol metra), by mali byť vyrobené iba z kovu. K polypropylénu sa pripájajú pomocou adaptérov zo zvarového spoja na závitový.
Práca s polypropylénovými rúrami
Dnešný systém inštalácie polypropylénových rúr obsahuje všetky potrebné prvky na spájanie rúr rôznych veľkostí, obrysov, tvaroviek, spojovacích prvkov a inklúzií.Proces montáže je pomerne jednoduchý a s potrebnými zručnosťami rýchly.
Zostavu prvkov je možné prispôsobiť tak, ako chcete, takže výsledkom je úplne jedinečný systém. Zložitosť a vybavenie závisí len od preferencií a želaní zákazníka, teda vás. Jedinou vlastnosťou, ktorú niektorí pripisujú nevýhodám polypropylénu, je metóda zváraného spojenia. Po zváraní už nie je možné oddeliť rúry a opraviť chybu. Preto si musíte všetko vopred premyslieť a pokúsiť sa vyhnúť nepresnostiam v akciách.
Ak rozdelíme proces zvárania rúr na samostatné kroky, bude to vyzerať takto:
- S spájkovačkou na polypropylén je potrebné nahrievať obe časti, ktoré chcete k sebe pripevniť.
- Potom, čo potrebujete pripojiť vyhrievané časti;
- Po krátkom čase odstráňte už pripevnené prvky z prístroja.
Zváranie poskytuje prvkom také pevné spojenie, že je takmer nemožné oddeliť časti bez ich porušenia. Preto sa polypropylénové rúry považujú za vysoko kvalitné, odolné a schopné odolať takmer akémukoľvek tlaku.
Hlavné etapy práce
1. Vezmeme potrubie správnej veľkosti.
2. Pilníkom alebo fazetkou očistíme jeho okraje od otrepov vzniknutých pri rezaní.
3. Ceruzkou si na konci rúry (viď foto) označíme, ktorý úsek potrebujeme roztaviť, čiže načrtneme miesto, kde sa bude nasadzovať tvarovka.
 Ceruzkou načrtneme miesto spájkovania
Ceruzkou načrtneme miesto spájkovania
4. Rúru a tvarovku opracujeme odmasťovacím prostriedkom.
5. Zvárací stroj pevne pripevnite k stolu.
6. Jeho súprava obsahuje trysky rôznych priemerov. Vezmeme potrebné trysky (jednu pre armatúru a jednu pre potrubie) a upevníme ich na obe strany zariadenia.
7. Nastavte teplotu na 260°.
8. Hneď ako svetlá zhasnú (to znamená, že sa zariadenie dostatočne zahrialo), môžete začať pracovať. Priemerná doba ohrevu je 2-3 minúty.
9. Nasadíme horúce trysky (sú dve) armatúru a rúrku na značku ceruzky. Príliš veľký tlak na časti, ktoré sa majú zvárať alebo ich otáčať, by nemal byť.
 Stroj na zváranie na tupo. Armatúra a potrubie sú nasadené na horúce trysky
Stroj na zváranie na tupo. Armatúra a potrubie sú nasadené na horúce trysky
10. Počítame predpísaný čas. Čas ohrevu je vždy uvedený v návode. Napríklad pre 25 mm rúrku je to presne 7 sekúnd).
 Doba ohrevu zariadenia závisí od priemeru potrubia
Doba ohrevu zariadenia závisí od priemeru potrubia
11. Rýchlo a presne odstráňte zahriate časti, mierne držte zvárací stroj.
12. Spojíme ich navzájom. Neprípustný je aj nadmerný tlak na ne alebo rotácia.
13. Čakáme niekoľko sekúnd.
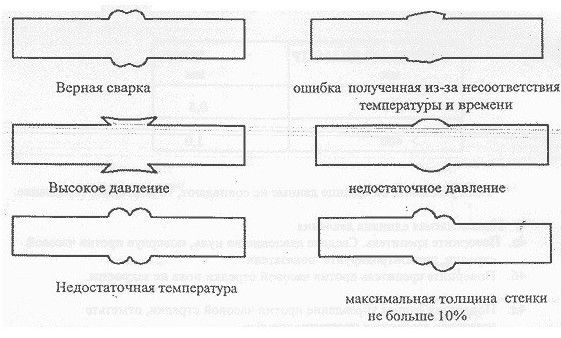
14. Ak sme urobili všetko správne, dostaneme dokonale rovnomerné, homogénne spojenie.
Zosilnená vrstva na segmente spoja musí byť odstránená, inak bude spojenie nehomogénne a krehké;
Pri kúpe zariadenia nie je potrebné míňať peniaze navyše a kupovať model s termostatom, pretože potrebujeme jediný teplotný režim 260 ° C; používanie iných režimov môže mať za následok slabé pripojenie;
Voda musí cez potrubia voľne prúdiť; aby sa v mieste spájkovania nevytvorila prekážka vo forme zamrznutého plastu, pri spájaní príliš netlačte na roztavené časti; nízky tlak je však tiež neprijateľný - dĺžka spojenia na spoľahlivé upevnenie nebude stačiť; to môže viesť k tvorbe turbulencií a poklesu tlaku v systéme;
Základným pravidlom takéhoto spájkovania je: najskôr sa na trysku nasadí tvarovka a až potom rúrka; odpočítavanie začne, keď sú obe časti na zariadení;
Polypropylén sa zachytí za 4-8 sekúnd, ale nemali by ste ho hneď nechať ísť - aby úplne zamrzol, musíte počkať 20-30 sekúnd;
Časti počas chladenia musia byť nehybné, najmenší posun môže narušiť tesnosť spojenia; preto je pred spájkovaním lepšie pripraviť špeciálne svorky na ich upevnenie; môžete ich vyrobiť z akejkoľvek drevenej tyče alebo silného drôtu;
Chladenie výsledného uzla vodou alebo prúdom studeného vzduchu je zakázané - spojenie bude krehké;
Nezohrievajte potrubie a armatúru viac ako je určený čas - polypropylén sa zdeformuje; s kratším časom na vykurovanie bude spojenie častí ťažké;
Pri správnom zváraní by časť plastu mala tvoriť mierny prítok na rukáve;
Kvalitu svojej práce môžete skontrolovať rozrezaním pripojenej časti na polovicu; na križovatke by ste mali vidieť rovnomerné monolitické spojenie bez deformácií a dutín.
Kanalizácia z PP rúr
Ako už bolo uvedené, polypropylénové rúry sa dnes aktívne používajú v usporiadaní. Postup inštalácie má v tomto prípade svoje vlastné nuansy.

Vnútorná kanalizácia
Pri inštalácii kanalizácie v dome je potrebné dodržiavať niekoľko pravidiel.
- Potrubie je uložené pod uhlom v smere stúpačky kanalizácie (asi 3 cm na bežný meter).
- Ak nie je miestnosť vykurovaná, potrubia sú dodatočne izolované minerálnou vlnou.
- Nerobte ostré zákruty pod uhlom 90ᵒ, namiesto toho sa používajú takzvané polovičné ohyby.
- Ventilátorové vetranie je povinnou súčasťou kanalizačného systému, ktorý zabráni prenikaniu nepríjemného zápachu do domu.
- Toaleta je napojená až po umývadle, inak dôjde k pretrhnutiu vodného uzáveru.
Vonkajšia kanalizácia

Krok jedna.
Priemer potrubí sa určuje najmä v závislosti od počtu ľudí žijúcich v dome.
Krok dva.
Zo stúpačky kanalizácie do septiku alebo žumpy sa vykopáva výkop. Súčasne sa pozoruje sklon v závislosti od línie zmrazovania pôdy alebo je potrubie izolované minerálnou vlnou.


Krok tri.
Spodok je pokrytý "vankúšom" piesku. Jeho hrúbka by mala byť aspoň 20 cm.
Krok štyri.
Pokladá sa potrubie
Je dôležité vyhnúť sa možnému previsnutiu, inak sa spoje čoskoro zrútia.
Vŕtanie prebieha pomocou oceľového hrotu v tvare kužeľa. Podobná technológia sa používa pri konštrukcii:
Horizontálne vŕtanie výkopu pre potrubie sa vykonáva pomocou špeciálneho zariadenia s tlakovými zdvihákmi. Vŕtanie prebieha pomocou oceľového hrotu v tvare kužeľa. Podobná technológia sa používa pri konštrukcii:
- automobilové a železničné cesty;
- potrubia do suterénov;
- diaľnice k funkčným studniam.
Svojpomocná inštalácia PP potrubia pomôže veľa ušetriť, ale iba vtedy, ak je vykonaná správne.
Výrobky vyrobené z polypropylénu sa spravidla používajú pri vytváraní drenážnych a zavlažovacích systémov, ako aj pri kladení vodovodného systému alebo pri usporiadaní vykurovacieho systému. Polypropylén patrí do triedy polyolefínov, čo znamená, že všetky výrobky vyrobené z tohto materiálu sa vyznačujú vysokým stupňom environmentálnej bezpečnosti.
Okrem toho polypropylénové drenážne systémy môžu trvať veľmi dlho, pričom náklady na ich prevádzku budú minimálne. Pri práci s takýmito výrobkami však musíte vedieť ako zvárať polypropylénové rúry takým spôsobom, aby sa zabránilo ich deformácii
a zabrániť úniku.
DIY zváranie
Práce by sa mali vykonávať v dobre vetranom priestore. Polypropylén je pri zahrievaní schopný uvoľňovať toxické látky, ktoré môžu byť zdraviu škodlivé a spôsobiť otravu.
Pokyny na zváranie krok za krokom:
- Najprv sa na spájkovačku nainštaluje potrebná tryska správnej veľkosti;
- Na roztavenie polypropylénu je potrebné dosiahnuť teplotu 260 stupňov;
- Pripravte diely na pripojenie, vykonajte ich čistenie a správne umiestnenie;
- Potom sa spájkovačka uvedie do prevádzky;
- Na zahriatie je potrebné počkať potrebný čas, čo signalizuje zelená farba snímača.
 Pri spájkovaní je lepšie umiestniť zariadenie tak, aby stálo stabilne
Pri spájkovaní je lepšie umiestniť zariadenie tak, aby stálo stabilne
Potom sa potrubie a tvarovka súčasne nasadia na polotovar a spájkovací nástroj. Rúrka je vložená do polotovaru. Kovanie je umiestnené na vonkajšej strane. Zasunie sa až na doraz a potrubie sa zasunie až po hotovú značku. Hlavná vec je dodržať správny čas.
Ak sa nástroj zle zahreje, úroveň difúzie bude malá, čo naruší kvalitu zliatiny. Vysoká teplota povedie k prehriatiu častí. Optimálny čas závisí od priemeru potrubia a tvaroviek.
Po zahriatí je dôležité ihneď zakotviť. Hlavným pravidlom postupu je dodržiavanie znášanlivosti
Prvých pár sekúnd umožňuje korekciu, ale nie je dovolené otáčanie. Zároveň sa vyžaduje, aby ste sa neponáhľali a neťahali, dodržiavajúc zlatú strednú cestu.
Tretia etapa. Inštalácia potrubia
Pri položení diaľnice budete potrebovať:
- potrubia;
- odpaliská;
- Guľové ventily;
- zástrčky;
- adaptéry;
- ohyby;
- spojky;
- odnímateľné spojovacie prvky;
- závitové armatúry;
- plastové svorky.
Najprv sa vykoná inštalácia hlavných prvkov systému (inštalácia, radiátory, kotly atď.), Po ktorej sa v súlade s vypracovaným projektom označí budúca diaľnica. Prvky potrubia sú navzájom prepojené pomocou spojok.
Ak hovoríme o vykurovaní alebo teplej vode, potom sa berie do úvahy tepelná rozťažnosť. Na kompenzáciu toho druhého je žiaduce použiť mobilné pripojenie. Pri inštalácii uzavretého potrubia sa steny najskôr vykopú (na príslušných miestach sa vytvorí drážka so šírkou dvoch priemerov potrubia).
Potrubie môže byť naplnené kvapalinou až po uplynutí jednej hodiny od ukončenia inštalácie. Hydraulickú skúšku je možné vykonať až po dni.


Prečo polypropylén
Výrobcovia rúr dnes poskytujú širokú škálu produktov na pokládku vodovodných, kanalizačných alebo vykurovacích systémov. Môžete si kúpiť kovoplastové, kovové alebo polypropylénové rúry. V súčasnosti čoraz väčší počet spotrebiteľov uprednostňuje výber polypropylénových rúr, ktoré majú veľa výhod:
- nekorodujú;
- jednoduchá inštalácia;
- nevyžadujú neustálu opravu;
- odolné a spoľahlivé v prevádzke;
- môže byť položený vo vnútri steny alebo podlahy;
- sú podstatne lacnejšie ako kovové rúry.
Polypropylénové rúry je možné použiť na inštaláciu vykurovacích systémov, vodovodných potrubí a odpadových vôd.
Ktoré potrubia sú pre vás tie pravé
Na výber polypropylénových rúrok potrebujete vedieť:
- podmienky, za ktorých budú potrubia prevádzkované;
- tlak kvapaliny v systéme a jej teplota;
- požadovaný výkon produktu, ktorý určuje pracovný priemer.
Polypropylénové rúry majú špeciálne označenie v závislosti od účelu výrobku.
- PPH
- vetranie, prívod studenej vody. - PPB
– systémy zásobovania studenou vodou, vykurovanie. - PPR
– systémy zásobovania teplou a studenou vodou, vykurovanie.
Rúry s označením PPR
- sú univerzálne. Preto sú najžiadanejšie. Sú vysoko odolné voči vysokým aj negatívnym teplotám.
Prvá etapa. Vypracovanie projektu
Inštalačné práce by sa mali začať projektovaním budúcej diaľnice. Dôležitým kritériom je tu ergonómia, aby počet závitov a spojovacích prvkov bol čo najmenší.

Pri usporiadaní vykurovacieho systému je obzvlášť dôležitý dobre navrhnutý projekt, v ktorom je umiestnenie takých prvkov, ako sú:
- spojky;
- adaptéry;
- spojovacie prvky;
- rohy;
- vykurovacie zariadenia.
Vedenie sa na radiátory pripája jedno- alebo dvojrúrkovým spôsobom, zboku alebo zospodu.

Inštalatérstvo

Tu je diaľnica napojená na centralizovaný systém s cieľom zásobovania potrebnými inštalatérskymi zariadeniami - záchodovou misou, umývadlami, bojlerom atď. Existujú dva spôsoby, ako vykonať zapojenie.
Metóda číslo 1.
Otvorená možnosť. Horizontálne potrubia sú inštalované mierne nad úrovňou podlahy a vertikálne potrubia sú inštalované výlučne v rohoch. To všetko robí potrubie menej nápadným.
Metóda číslo 2.
Uzavretá možnosť. Je to mimoriadne ťažké vykonať, pretože zahŕňa predbežné vykonanie najpresnejších výpočtov. Rúry (nutne pevné) sú zamurované do stien a ku každému spoju musí byť voľný prístup.

Okrem toho môže byť inštalatérstvo:
- sekvenčný typ (najrozpočtovejšia a najjednoduchšia možnosť implementácie);
- typ kolektora (pri dodávaní vody sa používa kolektor);
- s priechodnými zásuvkami (málo populárne).
Etapy pracovného procesu zvárania
Po zmeraní požadovanej dĺžky potrubia na ňom označte značku. Pomocou rezačky rúr alebo nožníc odrežte výrobok pod uhlom 90º k osi. Nástroj musí byť dostatočne ostrý, aby sa potrubie nedeformovalo.

Rúrka je rezaná v uhle 90º k osi
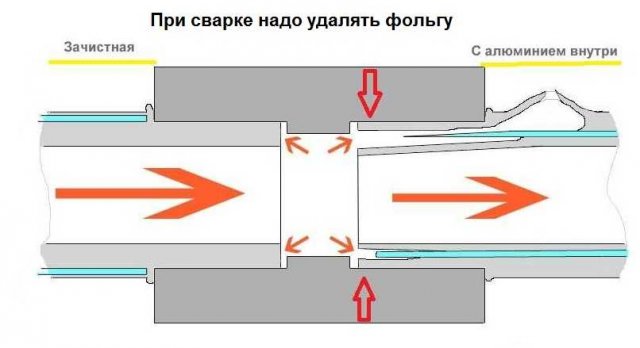
Okraj vystuženého výrobku sa musí vyčistiť, zbaviť sa vrchnej vrstvy a fólie. Bez tejto fázy sa hliníková fólia, ktorá je súčasťou potrubia, dostane počas prevádzky do kontaktu s kvapalinou. V dôsledku toho korózia vystuženej vrstvy povedie k narušeniu integrity švu. Takéto spojenie časom unikne.

Okraj vystužených rúr je vyčistený
Pri nevystužených výrobkoch na konci rúry je uvedená hĺbka zvárania so zameraním na dĺžku objímky tvarovky. Ďalším dôležitým bodom pri príprave rúr na zváranie je odmasťovanie povrchu. Ošetrenie križovatky alkoholom poskytne spoľahlivejší kontakt častí.
Príprava zváracieho stroja
Pred zváraním plastových rúrok je potrebné pripraviť zvárací stroj. Ručné zariadenie je upevnené na rovnom povrchu. Časti stroja musia byť čisté a bez chýb. Očistite ich handričkou namočenou v alkohole. Vyhrievacie články sa zapínajú, keď je náradie vypnuté. Na zatavenie tvarovky sa používa tŕň, na zatavenie rúry manžeta.

Čas ohrevu dielov na zváranie sa určuje podľa tabuľky
Potom je zariadenie pripojené k sieti. Zároveň by sa mali rozsvietiť indikátory umiestnené na tele jednotky. Jeden z nich signalizuje, že zariadenie je pripojené k sieti. Druhý, po dosiahnutí požadovanej teploty ohrevu, by mal zhasnúť. Po zhasnutí indikátora je žiaduce, aby uplynulo päť minút a až potom začal proces zvárania. Tento čas závisí od teploty okolia a trvá od 10 minút do pol hodiny.
Aký je proces zvárania?
Po zahriatí prístroja nasaďte tvarovku na tŕň a vložte rúrku do objímky. To sa robí súčasne a s malým úsilím.

Po zahriatí zariadenia nasaďte na tŕň tvarovku a vložte rúrku do objímky
Aby ste vedeli, ako správne zvárať polypropylénové rúry, je potrebné vziať do úvahy čas ohrevu. Správna perióda umožní častiam zahriať sa na požadovanú teplotu a neroztopiť sa. Závisí to od priemeru potrubia.
Po uplynutí požadovaného času sa diely z prístroja vyberú a spoja. V tomto prípade musí potrubie vstúpiť do armatúry presne po značku. Počas tohto procesu je zakázané otáčať časti pozdĺž osi.

V procese spájania častí je zakázané otáčať výrobky pozdĺž osi
Po spojení častí nie je dovolené mechanické pôsobenie na šev, kým úplne nevychladne. V závislosti od technológie by výsledkom mal byť silný a tesný šev.
Článok poskytuje potrebné odporúčania, ako správne zvárať rúry, s podrobným popisom každej fázy. Uvedením týchto tipov do praxe môžete nezávisle viesť potrubie na zásobovanie vodou alebo vykurovanie. Hlavná vec je vybrať správne potrubia a dodržiavať technológiu procesu. Až potom bude polypropylénové potrubie slúžiť dlhú dobu a nepretržite.
Liatina sa už dlho nepoužíva v moderných vodovodných a vykurovacích systémoch. Nahradil ho ľahký, ľahko inštalovateľný a nekorodujúci plast. Dnes budeme hovoriť o zváraní polypropylénových rúr s vlastnými rukami pre začiatočníkov - hlavné fázy tohto procesu a jeho zložitosti.
Prečo je polypropylén lepší na zváranie ako kov
Rôzne kolená a tvarovky, ako aj profilové a oblé ohyby vyrobené z polypropylénu, sú zaslúžene obľúbené, pretože:
- Po správnom zváraní tvoria monolitické časti, ktoré môžu vydržať viac ako päťdesiat rokov.
- Počas prevádzky neznižujú svoju priepustnosť.
- Majú veľmi vysokú odolnosť voči rôznym domácim chemikáliám.
- Náklady na takéto výrobky sú niekoľkonásobne nižšie ako náklady na podobné výrobky vyrobené z kovu.
Okrem toho, ak je výrobok vybraný správne a zváranie je vykonané s vysokou kvalitou, potom môžeme povedať, že polypropylénové rúry sú v mnohých prípadoch jednoducho ideálnym prvkom zodpovedajúceho systému, vrátane.