Obsah
-
snímka 1
Študent: Plekhanov A.G.
Skupina: ZOSb-0901
Prednáša: Goncharov V.S. -
snímka 2
-
snímka 3
Chemické metódy čistenia odpadových vôd zahŕňajú neutralizáciu, oxidáciu a redukciu. Používajú sa na odstraňovanie rozpustných látok a v uzavretých vodovodných systémoch. Chemické čistenie sa niekedy vykonáva pred biologickým čistením alebo po ňom ako metóda dodatočného čistenia odpadových vôd.
G
-
snímka 4
Odpadová voda s obsahom minerálnych kyselín alebo zásad sa pred vypustením do vodných útvarov alebo pred použitím v technologických procesoch neutralizuje. Vody s pH = 6,5 ... 8,5 sa považujú za prakticky neutrálne.
Neutralizácia sa môže vykonávať rôznymi spôsobmi: zmiešaním kyslých a zásaditých odpadových vôd, pridaním činidiel, filtráciou kyslých vôd cez neutralizačné materiály, pohlcovaním kyslých plynov zásaditými vodami alebo pohlcovaním amoniaku kyslými vodami. Počas procesu neutralizácie sa môžu vytvárať zrazeniny. -
snímka 5
Biochemické metódy sa používajú na čistenie odpadových vôd z domácností a priemyslu od mnohých rozpustených organických a niektorých anorganických (sírovodík, sulfidy, amoniak, dusitany) látok. Proces čistenia je založený na schopnosti mikroorganizmov využívať tieto látky na výživu v procese života, keďže organické látky sú pre mikroorganizmy zdrojom uhlíka.
-
snímka 6
6.3.2. Oxidácia znečisťujúcich látok z odpadových vôd
Na čistenie odpadových vôd sa používajú nasledujúce oxidačné činidlá; plynný a skvapalnený chlór, oxid chloričitý, chlorečnan vápenatý, chlórnan vápenatý a sodný, manganistan draselný, dvojchróman draselný, peroxid vodíka, vzdušný kyslík, kyseliny peroxosírové, ozón, pyrolusit atď.
Pri procese oxidácie prechádzajú toxické nečistoty obsiahnuté v odpadových vodách v dôsledku chemických reakcií na menej toxické, ktoré sú z vody odstránené. -
Snímka 7
Na odstránenie zlúčenín ortuti, chrómu a arzénu z odpadových vôd sa používajú redukčné metódy čistenia odpadových vôd.
Počas procesu čistenia sa anorganické zlúčeniny ortuti redukujú na kovovú ortuť, ktorá sa oddeľuje od vody usadzovaním, filtráciou alebo flotáciou. Na redukciu ortuti a jej zlúčenín sa používa sulfid železa, borohydrid sodný, hydrosiričitan sodný, hydrazín, železný prášok, sírovodík a hliníkový prášok.
Najbežnejším spôsobom odstraňovania arzénu z odpadových vôd je jeho zrážanie vo forme ťažko rozpustných zlúčenín oxidom siričitým. -
Snímka 8
Na odstraňovanie zlúčenín ortuti, chrómu, kadmia, zinku, olova, medi, niklu, arzénu a iných látok z odpadových vôd sú najbežnejšie spôsoby úpravy činidiel, ktorých podstatou je premena látok rozpustných vo vode na látky nerozpustné pridaním rôznych činidiel. , po ktorom nasleduje ich oddelenie od vody vo forme zrážok.
Hydroxid vápenatý a sodný, uhličitan sodný, sulfidy sodné a rôzne odpady sa používajú ako činidlá na odstraňovanie iónov ťažkých kovov z odpadových vôd. -
Snímka 9
Známe aeróbne a anaeróbne metódy biochemického čistenia odpadových vôd. Aeróbna metóda je založená na využití aeróbnych skupín organizmov, ktorých život si vyžaduje stály prísun kyslíka a teplotu 20...40°C. Pri aeróbnom čistení sa mikroorganizmy kultivujú v aktivovanom kale alebo biofilme. Anaeróbne metódy čistenia prebiehajú bez prístupu kyslíka; používajú sa najmä na neutralizáciu sedimentov.
-
Snímka 10
Metódy tepelného čistenia odpadových vôd
Tepelné metódy neutralizujú odpadové vody obsahujúce
minerálne soli vápnika, horčíka, sodíka atď., Ako aj organické látky
stva.Takáto odpadová voda môže byť neutralizovaná:
- koncentrácia odpadovej vody s následným uvoľnením roztoku
účinné látky;
— oxidácia organických látok v prítomnosti katalyzátora;
— oxidácia organických látok v kvapalnej fáze;
- likvidácia požiaru.
Zobraziť všetky snímky
Elektromechanické spracovanie
Podstata elektromechanického spracovania spočíva v tom, že cez kontaktnú plochu nástroja a obrobku prechádza prúd vysokého výkonu a nízkeho napätia. Výčnelky mikrodrsností povrchovej vrstvy sú vystavené silnému ohrevu a pôsobením sily nástroja sú deformované a vyhladené a povrchová vrstva je spevnená rýchlym odvodom tepla do hmoty kovu a rýchlym ochladzovaním. V tomto prípade je ohrev na teploty fázovej transformácie nevyhnutnou podmienkou pre režimy spracovania kalenia.
Účinok vytvrdzovania sa dosahuje vďaka tomu, že sa realizujú ultrarýchle rýchlosti ohrevu a ochladzovania a dosahuje sa vysoký stupeň zjemnenia zrna.
Elektromechanické spracovanie sa vyznačuje nasledujúcimi vlastnosťami:
- tepelný a silový vplyv na povrchovú vrstvu sa vykonáva súčasne;
- uvoľňovanie tepla v zóne kontaktu medzi nástrojom a obrobkom je dôsledkom pôsobenia dvoch zdrojov tepla - vonkajšieho a vnútorného;
- tepelný cyklus (ohrievanie, udržiavanie a chladenie) je veľmi krátky a meria sa v zlomkoch sekundy.
Do miesta dotyku nástroja a obrobku je možné privádzať elektrický prúd rôznymi spôsobmi (obr. 2).
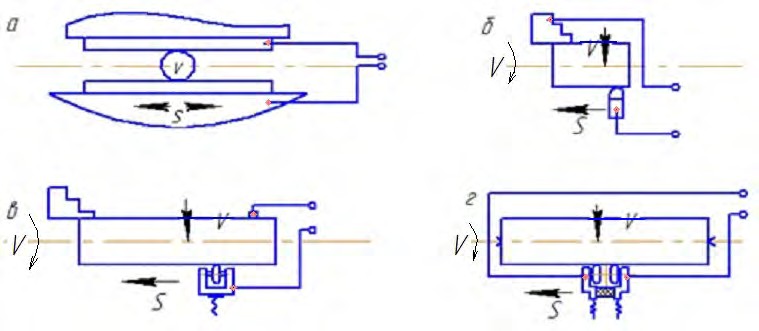
Obrázok 2 - Spôsoby dodávania elektrického prúdu: a - cez pevný kontakt; b - prostredníctvom rotujúcich prvkov zariadenia; in - cez valec; d - cez dvojité valce
Každý zo súčasných spôsobov zásobovania má svoje výhody a nevýhody. V závislosti od účelu a typu zariadenia na elektromechanické spracovanie možno použiť sústružnícke, frézovacie, vŕtacie a iné kovoobrábacie stroje. Existujú nasledujúce režimy elektromechanického kalenia.
Režim tvrdého tvrdenia, ktorý znamená vysokú hustotu povrchového prúdu (700...1500 A/mm²), nízku rýchlosť spracovania (0,5...5 m/min) a nízke požiadavky na parametre drsnosti. V povrchovej vrstve sa tvorí jemne rozptýlený martenzit, pričom nedochádza k výrazným plastickým deformáciám.
Priemerný režim spevnenia sa vykonáva pri hustote povrchového prúdu 800 A / mm² a je charakterizovaný prítomnosťou feriticko-martenzitickej štruktúry a výraznými deformáciami povrchovej vrstvy. Rýchlosti spracovania sú približne rovnaké alebo mierne vyššie ako rýchlosti v tvrdom režime.
Režim dokončovania sa vyznačuje absenciou fázových transformácií, nízkou hustotou povrchového prúdu a vysokou rýchlosťou spracovania (10..120 m/min). Používa sa na povrchové spevnenie. Tým sa dosiahne vysoký výkon.
Optimálne režimy elektromechanického kalenia umožňujú dosiahnuť nielen požadované parametre drsnosti, ale aj získať kompletnú štruktúru povrchovej vrstvy so zvýšenou odolnosťou proti opotrebeniu.
Tlakové zvyškové napätia v povrchovej vrstve v dôsledku deformačných síl majú zosilňujúci účinok na rôzne typy medzných zaťažení. Vytvrdzovanie povrchových vrstiev zvyšuje ich koróznu odolnosť. To sa vysvetľuje nielen vysokým stupňom vytvrdnutia, špeciálnou štruktúrou a disperziou povrchovej vrstvy, ale aj kombináciou priaznivých fyzikálnych a mechanických vlastností tejto vrstvy.
V súvislosti so zvýšením prevádzkových vlastností je vhodné použiť elektromechanické kalenie pre širokú škálu dielov pracujúcich pri rôznych podmienkach opotrebenia.
Magnetické abrazívne spracovanie
Podstatou magneticko-abrazívneho obrábania je abrazívne odstraňovanie prídavku vytvorením magnetického poľa priamo v zóne rezu z externého zdroja.Ako brúsne nástroje sa používajú: magnetické brúsne prášky, brúsne suspenzie, magnetické reologické kvapaliny.
Pohyb kovového obrobku v magnetickom poli je sprevádzaný objavením sa indukčných prúdov striedavého smeru v ňom počas opakovaného obrátenia magnetizácie.
Abrazívne rezanie s uložením týchto javov má množstvo funkcií. Pôsobením magnetických a elektroplastických efektov sa menia pevnostné charakteristiky spracovávaného materiálu, hlavne v privrchovej vrstve. Znížia sa sily potrebné na rezanie a plastické vyhladzovanie obrobeného povrchu; sú uľahčené podmienky na vytvorenie povrchu s malými parametrami drsnosti a so zväčšenou nosnou plochou.
Elektrický náboj ošetreného povrchu zosilňuje elektrochemické javy. To vysvetľuje vysokú efektivitu použitia chemicky a povrchovo aktívnych rezných kvapalín v procesoch magnetického opracovania abraziva v porovnaní s tradičnými typmi opracovania abraziva.
Mechanické vlastnosti magnetického abrazívneho spracovania sú:
- nepretržitý kontakt prášku s ošetreným povrchom, čo umožňuje zvýšiť presnosť geometrických rozmerov a tvaru, ako aj znížiť cyklické zaťaženie systému „stroj - prípravok - nástroj - diel“;
- absencia pevného upevnenia brúsneho zrna vo zväzku prispieva k samovoľnému vyrovnaniu rezného nástroja vzhľadom na povrch, ktorý sa má ošetriť;
- schopnosť ovládať tuhosť nástroja umožňuje nastaviť odstraňovanie kovu z tvarovacej plochy;
- absencia trenia spojiva na povrchu výrobku výrazne znižuje teplotu v zóne abrazívneho spracovania a drsnosť Ra z 1,25 ... 0,32 na 0,08 ... 0,01.
Magnetický brúsny prášok sa používa v procesoch spracovania magnetických brúsnych materiálov. Magnetické pole sa vytvára pomocou špeciálnych magnetických induktorov. Na aktívnom povrchu magnetických induktorov a v pracovnej medzere je prášok držaný silami magnetického poľa a silami trenia prášku o povrch induktora. Sily potrebné na abrazívne rezanie vznikajú v dôsledku stláčania práškového média v pracovnej oblasti magnetickými silami a tlakmi rozpery. Trecie sily pri kontakte prášku s obrobkom vytvárajú dodatočný tlak v práškovom médiu a na jeho hraniciach.
Schémy magneticko-abrazívneho spracovania sú znázornené na obrázku 3.
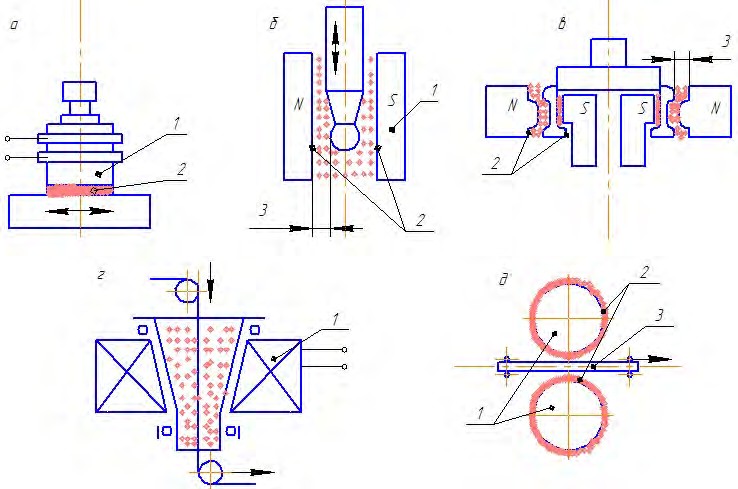
Obrázok 3 - Schémy spracovania magneticko-abrazívnym práškom: a - ploché povrchy; b - vonkajšie rotačné valcové plochy s práškom v pracovnej oblasti; c - tvarované vonkajšie a vnútorné povrchy práškom v pracovných medzerách; g - drôt ťahaním cez otočný lievik; e - listový materiál; 1- magnetický induktor; 2 – aktívna plocha; 3 - pracovná medzera
Magneticko-abrazívne spracovanie sa vykonáva na špecializovaných strojoch vybavených špeciálnym technologickým zariadením pre MAO. Konštrukcia strojov predpokladá prítomnosť pohonov pracovných a pomocných pohybov, magnetického induktora, násypky prášku s dávkovačom, zariadenia na čistenie pracovného priestoru od odpadového prášku.
Magnetická abrazívna prášková úprava sa používa pri dokončovacích technologických operáciách na leštenie povrchov, ich čistenie od oxidových a chemických filmov, odstraňovanie drobných ostrapov, zaobľovanie hrán, dokončovanie a kalenie rezných a raziacich nástrojov.
Názory:
277
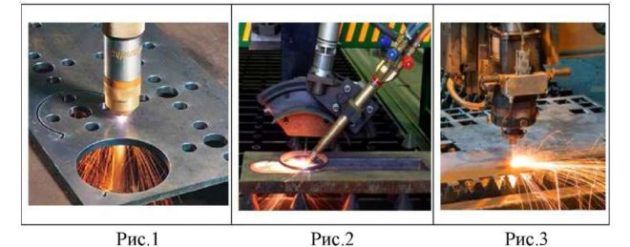
Metóda rezania
Rezanie kovov je jednou z metód, ktorá umožňuje mechanické spracovanie prvkov na rôznych typoch zariadení. Najťažšie je pracovať s farebnými odrodami materiálu, ktoré sa ťažko deformujú. Predtým sa na ich rezanie používalo plazmové spracovanie. Ale s príchodom lasera táto metóda stratila svoj význam.
 Možnosti rezania kovov
Možnosti rezania kovov
V súčasnosti sa používa vláknový laser, ktorý umožňuje spracovanie materiálu inými spôsobmi, napríklad vŕtaním alebo gravírovaním. Existuje niekoľko typov rezania kovov:
- sústruženie;
- vŕtanie;
- hobľovanie;
- frézovanie;
- brúsenie.
Princípy sústruženia a vŕtania. Pri otáčaní dielu sa jeho veľkosť prakticky nemení. Sústruženie zahŕňa spracovanie na sústruhu alebo iných typoch zariadení vrátane vŕtania a brúsenia.
 Parametre hlavných typov rezania kovov
Parametre hlavných typov rezania kovov
Vŕtanie sa používa na vytvorenie otvoru, ktorý mení vzhľad dielu. Táto mechanická metóda môže byť vykonaná na akomkoľvek zariadení. Hlavnou podmienkou je prítomnosť vŕtačky a zveráka, v ktorom je obrobok inštalovaný.
Podrobnosti o hobľovaní. Hobľovanie sa vykonáva na špeciálnom hoblíku vybavenom frézou. Zložitosť tohto typu obrábania spočíva v potrebe presných výpočtov voľnobežných a pracovných zdvihov, ktoré umožňujú fréze vstup a výstup z obrobku.
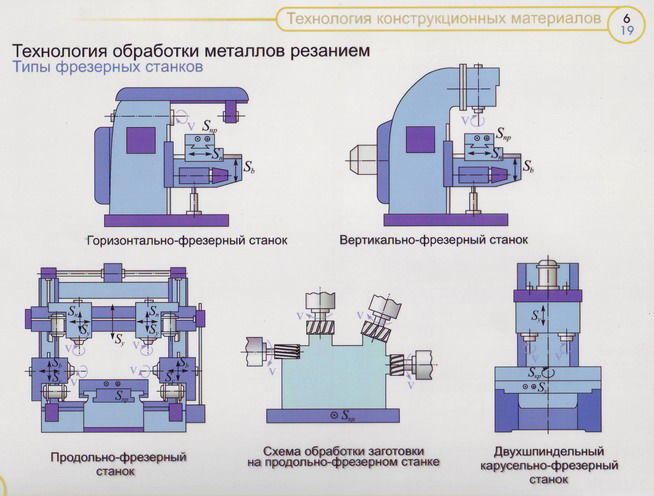
Spôsoby mletia a mletia. Frézovanie je komplexná mechanická metóda, ktorá sa vykonáva na horizontálnej frézke. Obrobok je upevnený na pracovnej ploche a potom spracovaný pomocou frézy, ktorá pôsobí na obrobok pod uhlom.
Brúsenie kovu je konečnou fázou, ktorá vám umožňuje dodať povrchu dielu potrebnú hladkosť a odstrániť prebytočnú vrstvu. Brúsenie nevyžaduje špeciálne zariadenia. Konečný vzhľad dielu je možné dodať samostatne pomocou brúsneho kotúča. Vo výrobných podmienkach sa na tieto účely používajú brúsky. Valcové časti sú obrábané rotačne pohyby s priamymi a kruhovými krmivo. V prípade plochého obrobku sa brúsenie kovu vykonáva iba v smere dopredu.
Súvisiace video: Precízne spracovanie kovov
https://youtube.com/watch?v=ZyqCmfg8aBQ
Výber otázok
- Michail, Lipeck — Aké kotúče by sa mali použiť na rezanie kovov?
- Ivan, Moskva — Aká je GOST valcovaného oceľového plechu?
- Maksim, Tver — Aké sú najlepšie stojany na skladovanie valcovaných kovových výrobkov?
- Vladimir, Novosibirsk — Čo znamená ultrazvukové spracovanie kovov bez použitia abrazívnych látok?
- Valery, Moskva — Ako vykovať nôž z ložiska vlastnými rukami?
- Stanislav, Voronezh — Aké zariadenie sa používa na výrobu vzduchovodov z pozinkovanej ocele?
Všeobecná charakteristika antimikrobiálnych látok
Významné
počet spôsobených ľudských chorôb
baktérie, vírusy, huby, spirochéty a
aj niektoré helminty. Látky
ktoré neutralizujú patogény
prostredí alebo v tele
ľudia sa nazývajú antimikrobiálne
znamená.
Farmakologické
účinok látok v tejto skupine je
bakteriostatická (schopnosť
prestať rásť a rozmnožovať sa
mikroorganizmy) alebo baktericídne
(vlastnosť neutralizovať mikroorganizmy).
Antimikrobiálne
fondy sú rozdelené do dvoch skupín:
ja
Antiseptický a dezinfekčný prostriedok
zariadení.
drogy,
nevykazujú selektívnu antimikrobiálnu aktivitu
účinkujú a majú výraznú toxicitu
pre osobu.
Antiseptický
prostriedky môžu viesť k smrti
alebo prestať rásť a rozvíjať sa
mikroorganizmov na povrchu tela
človeka (koža alebo sliznice).
Dezinfekcia
znamená neutralizovať patogény
mikroorganizmy v životnom prostredí, ich
používa sa na izbovú liečbu
bielizeň, riad, lekárske nástroje,
vybavenie, predmety starostlivosti o pacienta.
Klasifikácia
antiseptický a dezinfekčný prostriedok
fondy
ja
Antiseptický a dezinfekčný prostriedok
prostriedky anorganickej povahy
1.
Halogény (halogenidy)
1.1.
Prípravky s obsahom chlóru - chlór
vápno, chlóramín B, chlórhexidín
diglukonát, chlórantoín, chlórnan sodný
1.2.
Prípravky obsahujúce jód - roztok jódu
alkohol, jodonát, jodoform
(trijódmetán), Lugolov roztok, jód-dicerín,
jódinol, povidón-jód (betadín)
2.
Oxidačné činidlá - roztok peroxidu vodíka
(peroxid vodíka) zriedený a
koncentrovaný manganistan draselný,
benzoyl pe-hydroxid (hydroxy 5, 10)
3.
Kyseliny a zásady - kyselina boritá,
kyselina benzoová, roztok amoniaku,
tetraboritan sodný (borax)
4.
Soli ťažkých kovov - chlorid ortuťnatý
(sublimát), dusičnan strieborný, collargol,
protargol, síran zinočnatý, dermatol,
xeroform
II.
Antiseptický a dezinfekčný prostriedok
prostriedky organického pôvodu
1.
Fenoly - čistý fenol (kyselina karbolová),
brezový decht, rezorcinol, trikrezol,
polykrezulén (vagotyl)
2.
Decht a živice - ichtyol (ichthammol), vinizol
3.
Farbivá - brilantná zelená,
metylénová modrá, laktát etakridínu
(rivanol)
4.
Deriváty nitrofuránu - furatsilín
(Nitrofural), furoplast, furagín
(furazidín)
5.
Aldehydy a alkoholy - etylalkohol,
formaldehyd (formalín), Lysoform
6.
Čistiace prostriedky - zelené mydlo, Zerigel,
etónium, dekametoxín (septefril),
miramistín.
II.
Chemoterapeutické lieky.
drogy,
ktoré poskytujú selektívne
antimikrobiálna aktivita, prejav
široké spektrum terapeutických
ich akcie sa používajú na liečbu a
prevencia infekčných chorôb.
Všeobecný popis technologického procesu
Obrábanie polotovarov je možné vykonať dvoma spôsobmi:
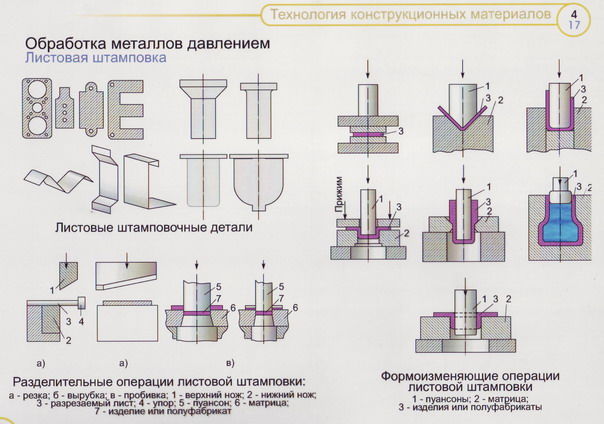
- tlak (bez odstraňovania triesok);
- rezanie (s odstraňovaním triesok).
V prvom prípade získa materiál požadovaný tvar a objem silou nástroja, napríklad kovaním. V druhom prípade sa z neho odstránia povrchové vrstvy (prídavok), napríklad frézovanie, hobľovanie, brúsenie.
Obrábanie kovov je jednou z etáp získavania hotového výrobku z obrobku a vyžaduje predbežnú prípravu technologickej mapy s uvedením požadovaných rozmerov a tried presnosti. Na základe technologickej mapy sa vypracuje výkres hotového materiálu, na ktorom sú uvedené aj rozmery a triedy presnosti.
https://youtube.com/watch?v=WmTQqaIKFNc
Vibračné mechanické rezanie
Vibračné superponované obrábanie sa čoraz viac používa. Existujú dva smery pôsobenia vibrácií. Prvý smer je spojený s tlmením nepriaznivých vibrácií pri obrábaní, ktoré spôsobujú zníženie kvality povrchu, presnosti obrábania a životnosti nástroja. Tento smer je obzvlášť dôležitý pri rezaní ťažko obrobiteľných materiálov.
Druhý smer je spojený s dosiahnutím pozitívneho účinku v procese ukladania vibrácií. Použitie vibračného rezania poskytuje efektívne lámanie triesok, ako aj výrazné zlepšenie obrobiteľnosti rôznych materiálov.
Všeobecné fyzikálne vlastnosti rezania s vibráciou sú:
- krátkodobé periodické zvýšenie reznej rýchlosti;
- premenlivé cyklické zaťaženie deformovateľného materiálu;
- zníženie trecích síl na kontaktných plochách nástroja s trieskami a obrobkom;
- zvýšená účinnosť pri použití reznej kvapaliny.
V smere pôsobenia môžu byť vibrácie axiálne, radiálne alebo tangenciálne.
Na lámanie triesky sa používa rezanie s axiálnymi vibráciami. Hlavnými znakmi vibračného rezania s axiálnymi kmitmi sú veľká zmena posuvov (hrúbky rezu) v jednom cykle kmitov nástroja, ako aj výrazná zmena pracovných uhlov rezu. Vo všetkých prípadoch pri sústružení klesá hĺbka opotrebovania prednej plochy fréz.
Najefektívnejšie využitie axiálneho vibračného rezania je pri vŕtaní, pri ktorom sa výrazne zlepšujú podmienky pre drvenie a odstraňovanie triesok.Pri konvenčnom vŕtaní sa triesky pri pohybe pozdĺž špirálovej drážky zasekávajú a pravidelne vytvárajú zátky, čo si vyžaduje zastavenie a vytiahnutie vrtáka z otvoru. Táto okolnosť komplikuje automatizáciu vŕtania.
Spolu s možnosťou automatizácie môže vibračné vŕtanie zvýšiť produktivitu 2,5-krát a predĺžiť životnosť nástroja trojnásobne.
Rezanie s radiálnymi vibráciami negatívne ovplyvňuje výsledky spracovania - zvyšujú sa parametre drsnosti, pretože pohyb reznej hrany počas vibrácií je priamo fixovaný na obrábanom povrchu. Nevyhovujúce sú aj pracovné podmienky reznej hrany, pretože rezná hrana vníma veľké zaťaženie pri oscilačnom pohybe, v dôsledku čoho dochádza k zvýšenému opotrebovaniu a vylamovaniu hrán.
Pre výrazné zvýšenie produktivity a životnosti nástroja sa používa rezanie s tangenciálnymi osciláciami, teda s osciláciami v smere obvodovej reznej rýchlosti. Metóda vykazovala pozitívne výsledky pri sústružení, frézovaní, vystružovaní, závitovaní, brúsení, ostrení brúsnych nástrojov.
Použité vybavenie
Obrábanie sa používa v špecializovaných podnikoch s dostatočným počtom výrobných zariadení a potrebným vybavením.
Na odstránenie povrchových vrstiev sa výrobok spracováva na sústruhu a frézach. Najpopulárnejšie z nich sú:
- CNC sústružnícke centrá;
- vertikálne frézky.


Nové modely pracovných nadstavcov umožňujú zachovať vysokú presnosť geometrie a drsnosť povrchu.
Zariadenia, ktoré vám umožňujú spracovať materiál mechanicky, sú prezentované v širokej škále. Každá spoločnosť nezávisle rozhoduje o potrebe nákupu konkrétneho zariadenia. Napríklad v niektorých odvetviach sú inštalované rotačné stroje, ktoré dokážu spracovať produkty s priemerom až 9 metrov.
 Nasledujúce zariadenia patria medzi štandardné vybavenie, ktoré je vybavené každým podnikom, ktorý spracováva kovové výrobky mechanickými prostriedkami:
Nasledujúce zariadenia patria medzi štandardné vybavenie, ktoré je vybavené každým podnikom, ktorý spracováva kovové výrobky mechanickými prostriedkami:
- frézovanie;
- odvaľovanie ozubených kolies;
- radiálne vŕtanie;
- horizontálne vŕtanie;
- vertikálne vŕtanie.
Zariadenia na tlakovú úpravu
Kovanie je možné vykonať ručne pomocou kladiva a nákovy. Mechanická metóda spočíva v použití lisu spusteného na zohriaty kovový povrch.
Obe zariadenia sú mechanické. Kladivo však zasiahne, vďaka čomu získa spracovaný povrch požadovaný tvar a lis vyvíja tlak.
Kladivo môže byť nasledujúcich typov:
- para;
- para-vzduch;
- padanie;
- jar.
 Kladivo
Kladivo
Existuje tiež niekoľko typov lisovacích zariadení:
 Tlačová schéma
Tlačová schéma
- hydraulické;
- paro-hydraulické;
- skrutka;
- trenie;
- excentrický;
- kľuka;
- jar.
Pred pokračovaním tlakového spracovania sa povrch kovu zahreje. V posledných rokoch sa však namiesto horúcej expozície častejšie používa studená expozícia, nazývaná razenie. Lisovanie je vhodné na prácu s akýmkoľvek druhom kovu. Umožňuje vám dať produktu požadovaný tvar bez ovplyvnenia fyzikálnych vlastností materiálu.
Medzi najobľúbenejšie typy razenia patria:
- ohýbanie;
- strečing;
- kompresia;
- formovanie;
- vybočenie;
- demontáž.
 lisovanie kovov
lisovanie kovov
Ohýbanie sa používa na zmenu axiálneho tvaru kovového prvku a vykonáva sa pomocou zveráka namontovaného na ohýbacích nástrojoch a lisoch. Strečing sa vykonáva na spriadacom stroji a používa sa na vytváranie zložitých výrobkov. Stláčaním sa zmenšuje prierez dielu s dutinou. Tvarovanie sa používa na vytváranie prvkov priestorových foriem. Na vykonávanie týchto prác sa používajú špeciálne lisovacie formy.
Prezentácia na tému Biologické metódy čistenia odpadových vôd. Princíp biologického čistenia odpadových vôd spočíva v tom, že za určitých podmienok sú mikróby schopné rozkladať organické látky. prepis
1
Biologické metódy čistenia odpadových vôd
2
Princíp biologického čistenia odpadových vôd spočíva v tom, že mikróby sú za určitých podmienok schopné rozložiť organickú hmotu na jednoduché látky, ako je voda, oxid uhličitý atď.
3
Biologické spôsoby čistenia odpadových vôd možno rozdeliť na dva typy, podľa druhov mikroorganizmov podieľajúcich sa na spracovaní škodlivín odpadových vôd: 1. aeróbne biologické spôsoby čistenia priemyselných a domácich odpadových vôd (mikroorganizmy potrebujú pre svoju životnú činnosť kyslík) bez kyslíka).
4
Metódy čistenia odpadových vôd s aeróbnymi baktériami sa delia podľa typu nádrže, v ktorej odpadová voda oxiduje. Nádobou môže byť biojazierko, biologický filter alebo filtračné pole.
5
Princípy fungovania metód aeróbneho čistenia: a) s aktivovaným kalom (aerotanky); b) s biofilmom (biofiltre), c) s aktivovaným kalom a biofilmom (bioten).

6
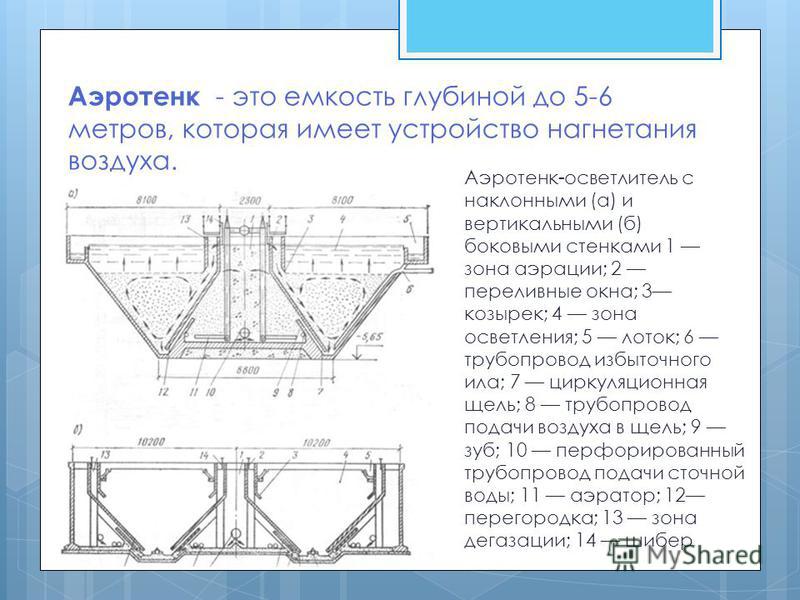
Aerotank je nádoba s hĺbkou až 5-6 metrov, ktorá má zariadenie na vstrekovanie vzduchu. Aerotank-čistič so šikmými (a) a zvislými (b) bočnými stenami 1 zóna prevzdušňovania; 2 prepadové okná; 3 priezor; 4 zóna čírenia; 5 zásobník; 6 potrubie na prebytočný kal; 7 cirkulačná medzera; 8 potrubie na prívod vzduchu do štrbiny; 9 zub; 10 perforované potrubie na prívod odpadovej vody; 11 prevzdušňovač; 12 priečka; 13 odplyňovacia zóna; 14 brána
7
Aerotanky-vytláčače sa používajú na čistenie odpadových vôd z domácností a priemyslu s koncentráciou znečisťujúcich látok v zmysle BSKp najviac 500 mg/dm 3 .

8
Aerotanky-mixéry (aerotanky úplného premiešania) sa vyznačujú rovnomerným prívodom zdrojovej vody a aktivovaného kalu po dĺžke konštrukcie a rovnomerným odvádzaním kalovej zmesi.

9
Biologický filter Biologický filter je nádoba naplnená hrubým materiálom. Na časticiach tohto materiálu žijú kolónie mikroorganizmov.
10
V bežnom biofiltri môžu byť procesy nitrifikácia a denitrifikácie uskutočňované spolu s biodegradáciou organických látok odpadových vôd. nitrifikátory transformujú amónny dusík na dusík dusitanov a dusičnanov denitrifikátory transformujú dusičnanový dusík na molekulárny dusík alebo iné prchavé formy dusíka Vysoké zaťaženie organickými látkami dopadá na biocenózu hornej časti biofiltra, preto sa v tejto časti vytvára biofilm, pozostávajúce z heterotrofov, ktoré intenzívne oxidujú odpadové organické látky voda.
11
Podľa typu plniaceho materiálu sú všetky biofiltre rozdelené do dvoch kategórií: s objemovým zaťažením V biologických filtroch s objemovým zaťažením sa používa drvený kameň zo silných hornín, kamienky, troska a keramzit. s planárnymi In filtrami s plošným zaťažením - plasty schopné odolávať teplotám 6 - 30 0C bez straty pevnosti.
12
Podľa všeobecne akceptovanej klasifikácie sa rozlišujú biofiltre s objemovým zaťažením: kvapkacie vysokozáťažové veže s plochým zaťažením s tvrdou náplňou tvrdé blokové mäkké zaťaženie
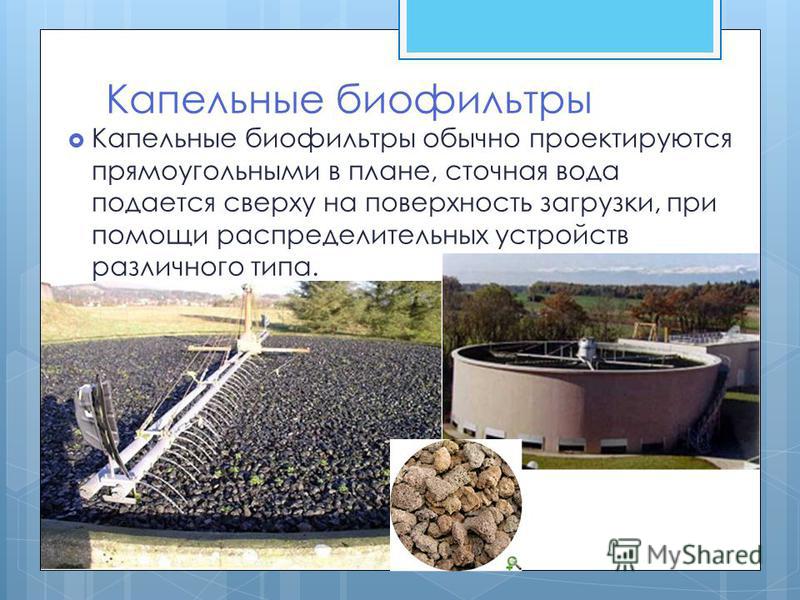
13
Kvapkové biofiltre Kvapkové biofiltre sú väčšinou riešené obdĺžnikového pôdorysu, odpadová voda je privádzaná zhora na ložnú plochu pomocou rôznych typov rozvádzačov.
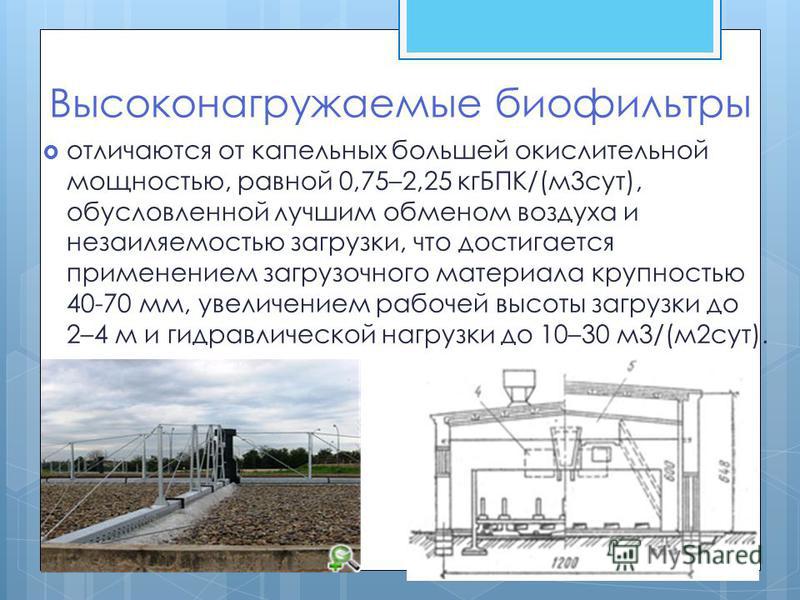
14
Vysoko zaťažované biofiltre sa líšia od kvapkových biofiltrov vyšším oxidačným výkonom 0,75–2,25 kg BSK/(m 3 deň), a to z dôvodu lepšej výmeny vzduchu a nezanášania nánosom, čo sa dosahuje použitím plniaceho materiálu s veľkosťou častíc mm, zvýšenie pracovnej výšky naloženia na 2–4 m a hydraulického zaťaženia až na 10–30 m3/(m2 deň).
15
Ploché plniace filtre Na zvýšenie priepustnosti biofiltrov sa používa ploché plnenie, ktorého pórovitosť je %. Pracovná plocha pre tvorbu biofilmu je od 60 do 250 m 2 /m 3 zaťaženia.

16
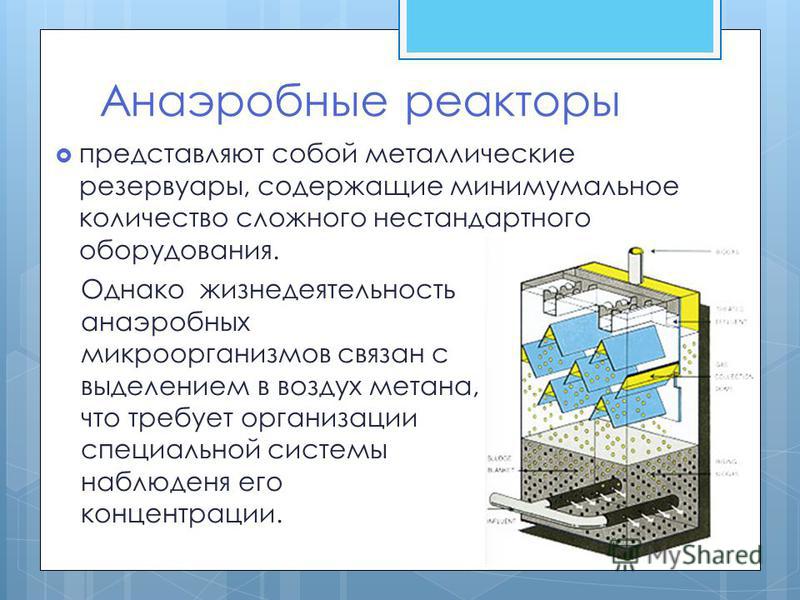
Anaeróbne reaktory Životne dôležitá aktivita anaeróbnych mikroorganizmov je však spojená s uvoľňovaním metánu do ovzdušia, čo si vyžaduje organizáciu špeciálneho systému na monitorovanie jeho koncentrácie. sú kovové nádrže obsahujúce minimálne množstvo zložitého neštandardného vybavenia.
17
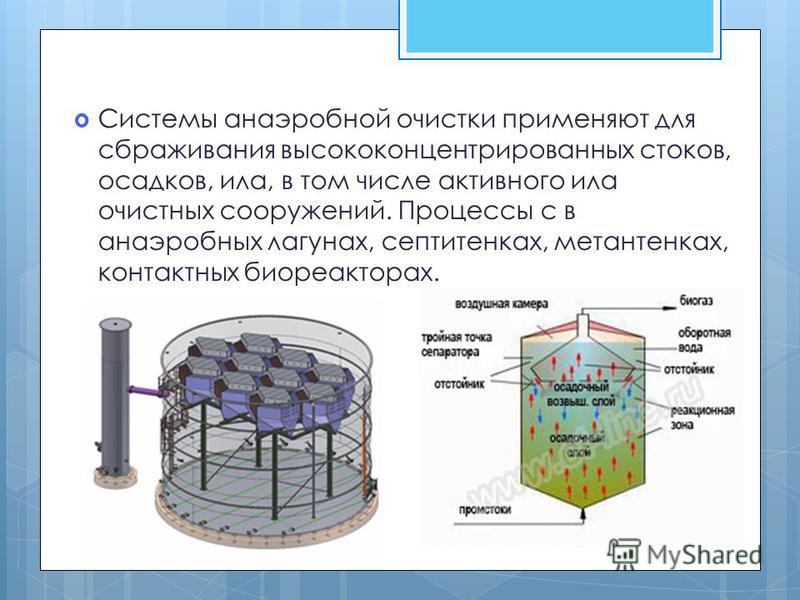
Anaeróbne systémy čistenia sa používajú na fermentáciu vysoko koncentrovaných odpadových vôd, zrážanie, kaly vrátane aktivovaného kalu z čistiarní. Procesy v anaeróbnych lagúnach, septikoch, digestoroch, kontaktných bioreaktoroch.
18
Ďakujem za tvoju pozornosť!
Chemické sterilizačné prostriedky
Zničenie
mikroorganizmami prostredníctvom chemikálií
látok sa nazýva dezinfekcia
(z lat.
infekcia
- infekcia a francúzština. negatívne
predpony des).
Chemikálie sa používajú na
ničenie patogénnych mikroorganizmov
v objektoch vonkajšieho prostredia - pri prac
miesto, v interiéri, na pracovnom odeve,
ruky, technologické vybavenie a
inventár.
TO
látky používané na tento účel
dezinfekcia, množstvo
požiadavky:
- oni
musia byť ľahko rozpustné vo vode;
- v
krátky čas na preukázanie baktericídneho účinku
akcia;
- nie
majú toxický účinok na
ľudia a zvieratá;
- nie
spôsobiť poškodenie dezinfikovaného
položky.
Dezinfekčné prostriedky
látky sa delia na viacero
skupiny:
1.
Zlúčeniny obsahujúce chlór (chlór
vápno, chlórnan sodný, chlóramín,
pantocid, chlórdesinsulfochlorantín a
atď.).
2.
Zlúčeniny na báze jódu a brómu
(jódpyrín, dibromantín).
3.
Oxidačné činidlá (peroxid vodíka, manganistan
draslík atď.).
4.
Fenoly a ich deriváty (fenol, lyzol,
kreolín, hexachlorofén).
5.
Soli ťažkých kovov (mertiolát sodný,
korozívny sublimát).
Antimikrobiálne
kyseliny a ich
soli (boritá, salicylová), alkálie, alkoholy
(70 % roztok etanolu) aldehydy
(formaldehyd).
Vydané
tiež baktericídne mydlá: fenolové,
decht, "Hygiena", s obsahom 3-5%
hexachlorofén.
Zariadenia na mechanické čistenie odpadových vôd
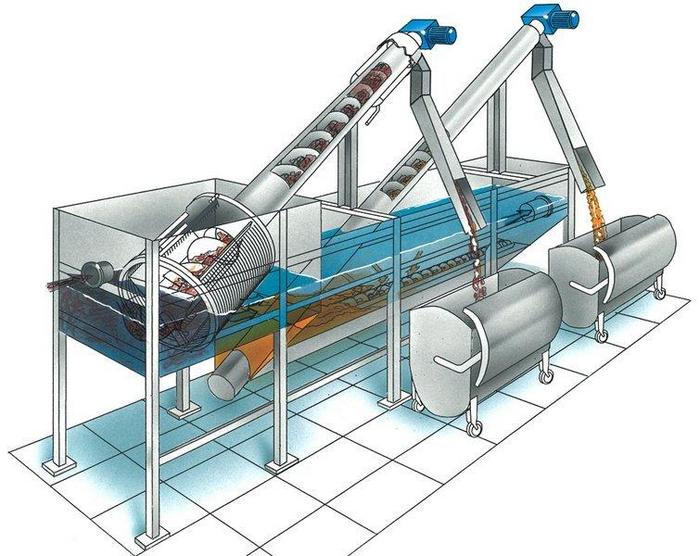
Aby proces čistenia prebehol čo najdôkladnejšie, používajú sa rôzne štruktúry:
Mriežky držia prvky od veľkých po stredné. Rošty sú namontované v smere toku kvapaliny a prvky môžu byť inštalované šikmo alebo vertikálne, ale je potrebné vybaviť dutiny mriežok hrablovými zubami, ktoré odstraňujú nečistoty a posielajú odpad na pás. Potom sa odpad odošle do drviča, ak metóda nezahŕňa okamžitú inštaláciu mriežok drviča na zachytávanie a mletie odpadu.
Lapače piesku sa používajú na zachytávanie častíc s nízkou špecifickou hmotnosťou. Vzhľadom na to, že merná hmotnosť aj malých častíc je väčšia ako merná hmotnosť vody, inklúzie sa usadzujú na dne. Preto funkčnosť lapačov piesku priamo závisí od rýchlosti prúdenia vody. Zariadenie je spravidla navrhnuté tak, aby držalo prvky maximálne 0,25 mm, pričom rýchlosť prúdenia je špeciálne regulovaná: 0,15-0,3 m/s pri horizontálnom prúdení
Je dôležité pochopiť, že pohyb vody musí byť priamočiary alebo kruhový, ale horizontálny, iba v tomto prípade budú prvky lapačov piesku fungovať v plnej sile. Spôsob čistenia zariadení môže byť buď pomocou čerpadla, ktoré odsáva nazbieraný piesok alebo pomocou škrabiek, šnekov, hydraulických výťahov na centralizovaných čistiarňach
Lapače piesku sú schopné vyčistiť toky o 75% minerálnych nečistôt - to je takmer ideálny ukazovateľ.
Usadzovacie nádrže sa používajú aj ako zariadenia na oddeľovanie mechanických nečistôt z odpadových vôd. Existuje mnoho typov sedimentačných nádrží:
primárna, namontovaná pred stanicami biočistenia;
sekundárne, ktoré sú inštalované za biospracovateľskými stanicami.
Podľa konštrukčných prvkov môžu byť sedimentačné nádrže horizontálne, radiálne a vertikálne.
- Do procesu mechanického čistenia odpadových vôd sú zahrnuté aj kalové lôžka. Používajú sa na zber sedimentu, ktorý zostáva v sedimentačných nádržiach a iných štruktúrach. Proces sušenia a distribúcie výpustí prebieha presne na odkaliskách, pričom vlhkosť klesá na 75%, čím sa objem výpustí znižuje 3-8 krát. Ako stavba je lokalita lokalita vymedzená zemnými valmi. Po vysušení sa zvyšky kalu zhromažďujú a odstraňujú a takto vyčistený prúd kvapaliny čiastočne vstupuje do pôdy, čiastočne sa odparuje. Zvyšok intersticiálnej vody sa prečerpáva do čistiarní, kde sa už využíva biologické čistenie pre obsah veľkého množstva jemných častíc, ktoré nie je možné vyzrážať mechanickými lapačmi.
Je potrebné pripomenúť, že proces mechanického odstraňovania nečistôt nie vždy úplne uvoľňuje škodlivé látky a je potrebné biologické čistenie tokov.


