Ako ohýbať plastové rúrky pomocou ohýbačky rúrok
V procese montáže potrubia je často potrebné ohýbať potrubie. Ak sa na inštaláciu používajú kovové plastové výrobky, potom táto práca nie je veľmi náročná úloha. Metal-plast je plastový materiál, no pri práci s ním treba dodržiavať množstvo pravidiel. Zistíme, ako ohýbať kovoplastové rúry.
Kovový plast sa často používa na inštaláciu inžinierskych systémov obytných budov. Tento materiál je vhodný na inštaláciu vodovodných, ventilačných a vykurovacích systémov. Ohýbanie kovovo-plastových rúr vlastnými rukami nie je veľmi náročná úloha, ak sa však táto práca vykoná nesprávne, môže to viesť k zlyhaniu produktu v dôsledku deformácie.
Ohýbanie rúr je proces, počas ktorého sa mení poloha stredovej osi výrobku. V tomto prípade sa na vonkajšej stene vytvorí ťahové napätie a na vnútornej stene tlakové napätie.
Rúrka by mala byť ohnutá, aby sa zachoval optimálny polomer ohybu. Tento indikátor závisí od:
- veľkosť potrubia;
- pomer vnútorného a vonkajšieho priemeru.
Aké prípravky sa používajú?
Ručné ohýbanie rúry doma nie je ťažké, ale zároveň je riziko poškodenia obrobku príliš veľké. Preto je potrebné použiť ohýbačku rúr na kovoplastové rúry. Toto zariadenie je:
- mechanický;
- s hydraulickým pohonom;
- elektromechanické.
Použitie ohýbačky rúr umožňuje ohýbať kov-plast bez poškodenia. Výhody používania zariadenia:
- extrémne nízke riziko poškodenia obrobku;
- jednoduché použitie;
- schopnosť vykonávať ohýbanie na výrobkoch rôznych veľkostí.
Hydraulické
Hydraulický model je podstatne drahší ako pružinová ohýbačka rúr, no pracuje sa s ním oveľa jednoduchšie. Tento model je vybavený vstavanou pumpou, vďaka ktorej nie je potrebné vynakladať veľkú fyzickú námahu na ohýbanie.
Ohýbačka rúr má odolný kovový kryt, ktorý poskytuje ochranu hydraulickej časti zariadenia. Obsluha ovláda chod zariadenia pomocou páky. Existujú modely ohýbačiek rúr s otvoreným alebo uzavretým rámom.
Drahé modely ohýbačiek rúr sú vybavené elektrickým hydraulickým čerpadlom, lacnejšie možnosti majú ručný hydraulický pohon. Druhá možnosť je výhodná v tom, že ju možno použiť bez pripojenia k zdroju energie.
Ďalšia verzia ohýbačky rúrok sa nazýva kuša. Existujú tri typy takýchto zariadení:
- navíjanie;
- vbehnutie;
- odkaz.
Pri použití zariadenia prvého typu je ohnutý segment pritlačený k valcu s určitou veľkosťou. Čím väčší je priemer pracovného valca, tým väčší bude polomer ohybu. Keď je zariadenie zapnuté, valec sa začne otáčať a navíja ohnutý segment kovovo-plastovej rúry, kým sa nedosiahne požadovaný stupeň ohybu.
V zariadeniach tohto typu sú inštalované tri valčeky, jeden z nich je upínací, je to ten, kto vyvíja tlak na potrubie a vytvára ohyb. Ďalšie dva valčeky sú nosné. Zariadenie tohto typu sa používa, ak je potrebné ohýbať veľkorozmerný kovoplastový výrobok.
Takže pred začatím montáže potrubia sa musíte naučiť, ako ohýbať kovovo-plastové potrubie doma. Na vykonanie tejto práce sa oplatí použiť jednoduchú pružinovú ohýbačku rúrok.
Profesionálne vybavenie s hydraulickým pohonom je drahé a nie je racionálne kupovať ho na vykonávanie jednorazovej práce.
Použitie pružinovej ohýbačky rúr umožňuje ohýbať kovoplastové výrobky čo najrýchlejšie a najjednoduchšie.
Štandardné požiadavky na polomer ohybu
Pri ohýbaní rúrkových prvkov by ich steny nemali meniť svoj profil, prierez a priepustnosť (zmena vnútorného priemeru) - to sa dosahuje v dôsledku určitého polomeru otáčania, ktorý je stanovený normami.
Pri určovaní minimálnych hraníc zaokrúhľovania sa berú do úvahy spôsoby ich získania - najlepšie ukazovatele smerom nadol poskytujú ohýbačky tŕňových rúr s technológiou navíjania a tepelným spracovaním, čo umožňuje zmenšiť veľkosť kruhu.
Indikátor závisí aj od materiálu výroby a rozmerov výrobku: vonkajší priemer (Dn) a hrúbka steny (S), v tabuľkách je uvedená aj dĺžka priameho úseku, ktorá je potrebná na získanie uvedených hodnôt.
Pri práci je dôležité poznať rozmery fragmentu, na ktorom sú tieto hodnoty polomeru získané - vypočítajú sa súčtom dĺžok dvoch priamych úsekov a oblúka vypočítaného pomocou špeciálneho vzorca
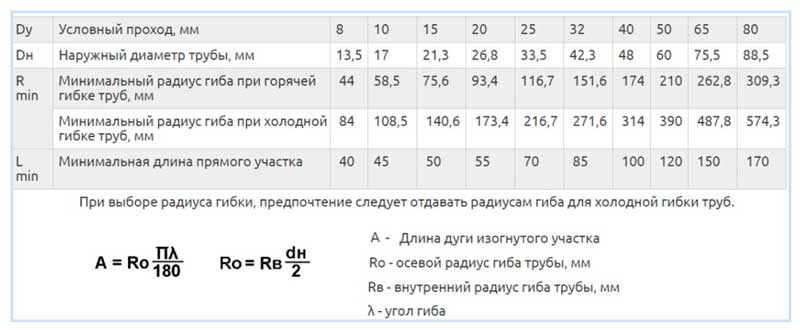
Ryža. 2 Minimálny polomer ohybu oceľových potrubí a výpočet dĺžky oblúka
Údaje uvedené v tabuľkách zaručujú pri dodržaní rozmerových parametrov požadovanú elipsu GOST a ovalitu do 12,5 %.
Podľa GOST 17365-71V pre potrubia pre agresívne prostredie je uvedený nasledujúci minimálny polomer ohybu potrubia:
- pre prvky s vonkajším priemerom D do 20 mm. – nie menej ako 2,5 D;
- pri D, viac ako 20 mm. polomer nesmie byť menší ako 3,5 D.
V tomto prípade by stenčenie stien v zóne ohybu nemalo presiahnuť 20 % pre oceľ a 25 % pre hliník.
Výhody aplikačnej hydrauliky
Mnohé ručné a takmer všetky priemyselné jednotky na ohýbanie rúr používajú hydraulický pohon, ktorý má oproti mechanickej skrutke nasledujúce výhody:
- plynulé privádzanie pohonu k ohýbanému výrobku;
- schopnosť vyvinúť veľké statické sily pri vratnom pohybe, nedosiahnuteľné pri použití iba elektrických pohonov;
- malé rozmery hlavných jednotiek;
- vysoká rýchlosť;
- spoľahlivosť a trvanlivosť;
- nedostatok trecích uzlov a dobrá mazivosť.

Ryža. 10 Spôsob ohýbania oceľového kovového predvalku
Štruktúra kovoplastových rúr
Základom kovovo-plastovej rúry je vrstva polyetylénu. Je to on, kto poskytuje vysokú pevnosť takýchto výrobkov, takže potrubie môže vykonávať nosnú funkciu. Pomocou lepiacej kompozície je hliníková fólia pripevnená k polyetylénovej vrstve, ktorá pri použití potrubia zabráni difúzii kyslíka. Okraje potrubia sú zvarené od konca ku koncu laserom. Teplota lineárnej expanzie rúrok vyrobených týmto spôsobom sa stáva porovnateľnou s teplotou kovových rúr. Ochranné a dekoračné funkcie plní vonkajšia vrstva bielej farby, ktorou je polyetylén.
Kovoplastová rúra je teda štruktúra pozostávajúca z nasledujúcich vrstiev:
- polyetylénová vrstva,
- vrstva lepidla
- hliníková fólia,
- ďalšiu vrstvu lepidla
- vonkajšia vrstva z polyetylénu.
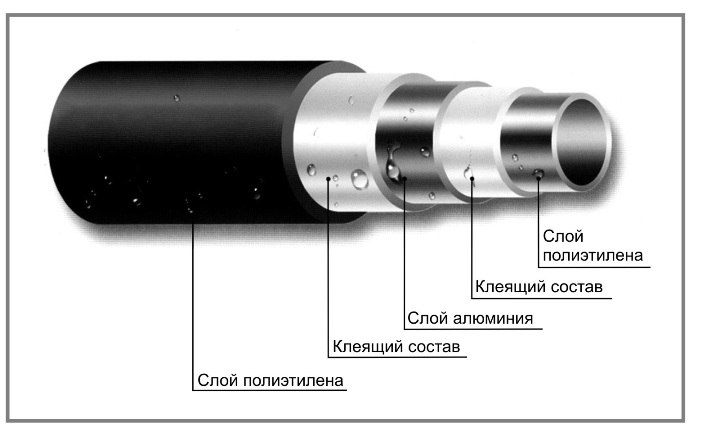
Štruktúra kovovo-plastového potrubia
Jedinečná viacvrstvová konštrukcia týchto produktov zabezpečuje dlhú životnosť. Zosieťovaný polyetylén, ktorý tvorí vnútornú vrstvu, umožňuje vytvoriť potrebnú úroveň hladkosti vnútorného povrchu a chrániť potrubie pred vodným kameňom a inými usadeninami, takže vnútorný priemer kovovo-plastového potrubia zostáva pri bežnej prevádzke nezmenený. podmienky. Hliníkové jadro je vďaka dvom polymérnym vrstvám spoľahlivo chránené pred tvorbou galvanických párov s mosadznými a oceľovými potrubnými prvkami. Polyetylénové vrstvy navyše znižujú tepelnú vodivosť rúr a intenzitu tvorby kondenzátu na ich povrchu.
Metódy ohýbania štvorcového kovového profilu
Ohýbanie profilu štvorcového alebo obdĺžnikového prierezu, hoci sa používa v priemysle, je v každodennom živote viac žiadaný ohýbaný kovový profil.Pri konštrukcii skleníkových podláh je potrebný klenutý profil, ktorý je možné vyrobiť pomocou jednoduchého zariadenia. Princíp činnosti tohto zariadenia spočíva vo valcovaní profilovaného polotovaru systémom troch rotujúcich valcov, z ktorých dva krajné sú nehybné a tretí sa pohybuje v pozdĺžnom smere a nastavuje uhol ohybu.
Ak je potrebné získať menší polomer zakrivenia v obdĺžnikovom profile, použite tepelné zahrievanie kovového profilu pomocou horáka alebo plynového horáka so súčasným fyzickým dopadom.

Ryža. 6 Ohyby páky v manuálnych prípravkoch
Charakteristika kovoplastových výrobkov
Hlavné technické vlastnosti
- Hrúbka steny rúry s priemerom 16 mm je 2 mm a rúry s priemerom 20 mm je 2,25 mm. Súčasne je hliníková vrstva v takýchto výrobkoch 0,2 mm a 0,24 mm.
- 1 lineárny meter 16 mm rúrky váži 115 g, 20 mm rúrka váži 170 g.
- 1 lineárny meter potrubia s priemerom 16 mm obsahuje 0,113 litra kvapaliny a 20 mm potrubie obsahuje 0,201 litra.
- Koeficient rozťažnosti kovoplastových rúr je 0,26x10-4 na 1 stupeň.
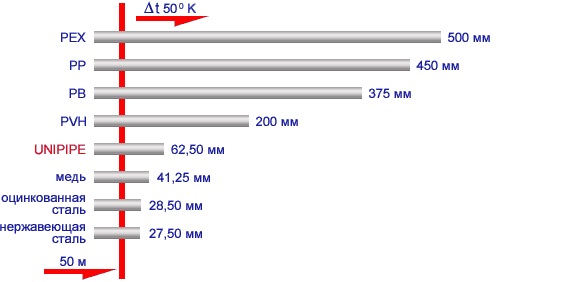
Tepelná rozťažnosť kov-plast je o 10 menšia ako u PEX rúr
- Koeficient drsnosti povrchu je 0,07.
- Takéto rúry sa vyznačujú koeficientom tepelnej vodivosti rovným 0,43 W / m * K.
- Lepené a zvárané spoje s hliníkom sú 70 a 57 N/mm2.
- Pri priečnom pretrhnutí bude index pevnosti 2880 H.
- Minimálny polomer ohybu ručnej 16 mm rúry je 80 mm a 20 mm rúry je 45 mm.
- Difúzia kyslíka počas prevádzky takýchto produktov je charakterizovaná indikátorom rovným 0 g/m3.
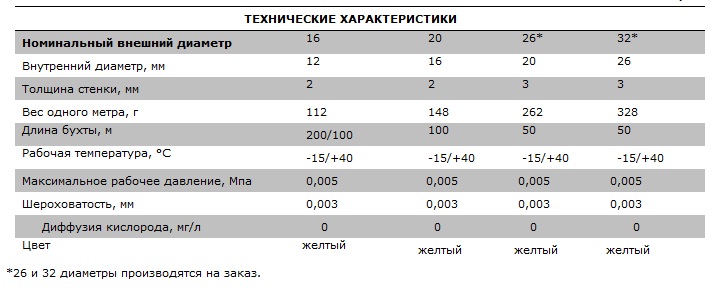
Technické vlastnosti rúr rôznych priemerov
Prípustná teplota a tlak
Tlak, ktorý znesú rúrky vyrobené z kov-plastu, by sa mal špecifikovať samostatne:
Prevádzková teplota je v rozmedzí 0-95 stupňov pri tlaku v potrubí 10 barov. Prevádzková teplota je obmedzená na 0 a 25 stupňov, ak sa kvapalina dodáva pod tlakom 25 barov.
- Maximálny pracovný tlak pri hornej hranici teploty pracovného média je 10 bar.
- Porušenie integrity potrubia pri strednej teplote vo vnútri potrubia 20 stupňov je 94 bar.

Podmienky, za ktorých je životnosť rúrok maximálna
Ak sa teplota a tlak nezmenia, životnosť kovoplastových rúr je:
- 1 hodinu pri t = 20 stupňov a minimálnom tlaku 5,71 MPa,
- 1 hodinu pri t=95 stupňov s minimálnym tlakom 3,3 MPa,
- 100 hodín pri t=95 stupňov s minimálnym tlakom 2,93 MPa,
- po dobu 1 000 hodín pri t=95 stupňov s minimálnym tlakom 2,57 MPa.
Za zmienku stojí odolnosť voči vysokým teplotám, ktoré majú kovoplastové rúry: vlastnosti výrobkov zostávajú stabilné aj pri krátkodobom zahriatí na 110 stupňov.