Príprava povrchu
Pred začatím cínovania musíte vykonať nasledujúce kroky:
- odmastite povrch acetónom, benzínom alebo akýmkoľvek iným rozpúšťadlom;
- odstráňte oxidový film z miesta, kde sa bude spájkovanie vykonávať. Na čistenie sa používa brúsny papier, brúsny kotúč alebo kefa so štetinami z oceľového drôtu. Prípadne možno použiť leptanie, ale tento postup nie je pre svoju špecifickosť taký bežný.
Treba mať na pamäti, že oxidový film nebude možné úplne odstrániť, pretože na vyčistenom mieste sa okamžite objaví nová formácia. Preto sa stripovanie vykonáva nie na úplné odstránenie filmu, ale na zníženie jeho hrúbky, aby sa zjednodušila úloha tavidla.
Vyhrievanie spájkovacieho bodu
Na spájkovanie malých dielov môžete použiť spájkovačku s výkonom minimálne 100W. Masívne predmety budú vyžadovať výkonnejší vykurovací nástroj.
 300W spájkovačka
300W spájkovačka
Najlepšou možnosťou vykurovania je použitie plynového horáka alebo horáka.
 Jednoduchý plynový horák
Jednoduchý plynový horák
Pri použití horáka ako vykurovacieho nástroja by sa mali brať do úvahy nasledujúce nuansy:
- neprehrievajte základný kov, pretože sa môže roztaviť. Preto je potrebné počas procesu pravidelne monitorovať teplotu. To sa dá dosiahnuť dotykom vyhrievaného prvku pomocou spájky. Roztavenie spájky vám oznámi, že bola dosiahnutá požadovaná teplota;
- kyslík by sa nemal používať na obohatenie zmesi plynov, pretože prispieva k silnej oxidácii kovového povrchu.
Typy a vlastnosti plynových horákov
Plynový horák sa právom považuje za najpohodlnejšie zariadenie na zváranie akýchkoľvek medených výrobkov. Zariadenie má malú hmotnosť a rozmery, je praktické a ekonomické. Možnosť nastavenia výkonu plameňa umožňuje nastaviť parametre pre konkrétne druhy práce.
Štandardná konštrukcia plynového horáka obsahuje nasledujúce prvky:
- Uzol na upevnenie nádrže s palivom.
- Hlava nástroja.
- Tryska.
- Reduktor.
- Regulátor intenzity plameňa.

Okrem toho výrobcovia zahŕňajú do dizajnu ďalšie prvky: adaptéry, hroty, deflektor plameňa atď.
Zariadenia sú klasifikované podľa niekoľkých parametrov. Takže podľa technických možností zariadenia existujú:
- Domácnosť. Lacné zariadenia s minimálnou sadou funkcií. Teplota ohňa je regulovaná v rozsahu 1000-1500°C.
- Profesionálny. Drahšie horáky určené na vážnu prácu. Plameň má teplotu 1500-2000°C.
V závislosti od použitej zmesi plynov sú horáky rozdelené do niekoľkých typov:
- Propán. Sú špecializované alebo všeobecné. považovaný za najbežnejší. Plyn vytvára rovnomerný, intenzívny plameň.
- Na plyn MARR. Vyznačujú sa jemným, no energickým plameňom, ktorý je šetrný k materiálu potrubia a zabraňuje jeho poškodeniu.
- acetylén. Najčastejšie sa používa pri práci na hlavných objektoch. Sú napájané z jednorazových valcov alebo sú stacionárne. Plyn vytvára vysokú teplotu plameňa, čo má pozitívny vplyv na hospodárnosť, ale často vedie k prehrievaniu dielov a zvyšuje pravdepodobnosť poškodenia.
Plynové horáky s jednorazovými fľašami sa ľahko používajú, nie sú závislé od zdrojov elektriny, sú kompaktné a bezpečné. Jedinou nevýhodou je nutnosť častej výmeny valcov.
Stacionárne inštalácie sa vyznačujú výkonným plameňovým horákom, ktorý umožňuje rýchle a efektívne spájkovanie. V každodennom živote sa používajú veľmi zriedka.
Ako používať spájku
Aby bol šev po spájkovaní pevný a vzduchotesný, je potrebné:
- rúry pred spájkovaním dôkladne pripravte.Za týmto účelom sa konce rúrok očistia od oxidov a iných druhov nečistôt pomocou kovovej kefy a otrepy vytvorené po rezaní rúr sa odstránia pomocou špeciálneho zariadenia - úkosovača;

Príprava medenej rúrky na spájkovanie
- roztiahnite koniec jednej rúrky o niekoľko milimetrov, aby rúrky do seba ľahko zapadli. Ak sa spájkovanie vykonáva pomocou tvaroviek (špeciálne prvky určené na zostavenie potrubia rôznych konfigurácií), zväčší sa priemer tvarovky a nie potrubia;

Zväčšenie priemeru potrubia
- spracovať miesta spájkovania rúr tavidlom;

Tavenie potrubia pred spájkovaním
Keďže tavidlo je toxická zlúčenina, pri práci s ním je potrebné prísne dodržiavať bezpečnostné pravidlá: práca sa musí vykonávať v rukaviciach a vo vetranom priestore.
- pripravte plynový horák (zariadenie určené na spájkovanie rúrok vyrobených z medi) a miesta, ktoré sa majú spájkovať, mierne zahrejte;
- opatrne naneste spájku po celom obvode rúrky, ktorá sa počas zahrievania postupne zmení z pevného do kvapalného stavu, čím sa vyplní celý prázdny priestor;
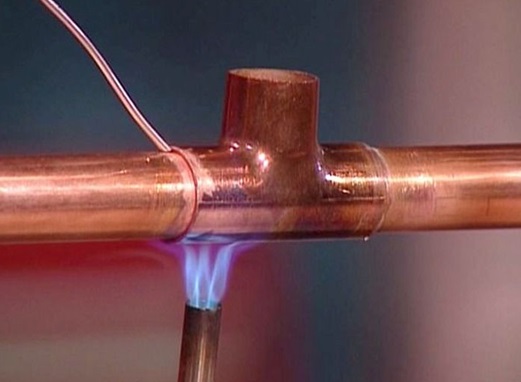
Spájkovanie spájkou
- Spájku nechajte ešte úplne vychladnúť. Na úplné ochladenie je v závislosti od typu spájky potrebných v priemere 3-5 minút.
Proces spájkovania medených rúrok spájkou je uvedený vo videu.
Pri výbere spájky a taviva je potrebné vziať do úvahy všetky hlavné charakteristiky látok, to znamená, že ak sa na spájkovanie používa vysokoteplotná spájka, potom by malo byť tavidlo určené aj na vysokoteplotné spájkovanie. Správne zvolené a zladené materiály prispievajú k získaniu nielen utesneného švu, ale aj najodolnejšieho spojenia.
Najpopulárnejšie modely a výrobcovia
Stavebný trh dnes predstavuje veľké množstvo zariadení od rôznych výrobcov. Populárne sú plynové horáky domácej výroby: Profi-Tools; Allgas; Donmet. Zahraniční výrobcovia sa tiež tešia dobrej povesti: Rothenberger; Kemper; Virax; Rems; Uniweld.
Väčšina spoločností ponúka napaľovačky rôznych tried – od ručných mobilných zariadení až po profesionálne výkonné zariadenia. Poloprofesionálny propánový horák stojí od 1,5 do 10 tisíc rubľov. Profesionálne jednotky budú stáť viac - minimálna cena je od 20 000 rubľov.
Čo potrebujete na spájkovanie
Pre kapilárne spojenie medené rúry budú vyžadovať nasledujúce nástroje a materiály:
- nástroje na predúpravu spojených prvkov;
- tavivo a spájka;
- špeciálna dymová páska;
- závitovacie nástroje a objímky;
Druhy spájok
Spájky sú dvoch typov - tvrdé a mäkké. Mäkká spájka je drôt vyrobený z kovov a zliatin s nízkou teplotou topenia (cín, olovo, striebro atď.). Priemer takejto spájky nie je väčší ako 3 mm.
Tvrdé spájky sú vyrobené zo žiaruvzdorných kovov a majú väčší priemer.
Tavidlo a spájkovacia pasta
Na zabezpečenie spojenia sa používa tavivo alebo pasta. Táto látka zabraňuje vstupu cudzích prvkov do križovatky, šev je spoľahlivý bez pórov. Tavidlo je na báze kyseliny boritej alebo chlorovodíkovej, chloridu zinočnatého. Na vytvorenie ochranného filmu na spoji sa používajú živice, kolofónia a vosk.

Spájkovacie tavivá sa delia na tekuté, tuhé a špeciálne pasty. Hotová zmes je drahšia ako iné materiály, ale je oveľa pohodlnejšie s ňou pracovať.
Kovanie
Armatúry sa nazývajú špeciálne diely, ktoré sú namontované na križovatke polotovarov rôznych priemerov, spájajúce niekoľko rúrok v jednom bode alebo pri prepínaní na iný materiál potrubia.
Ak je potrebné použiť tvarovky z iného materiálu, je dôležité, aby súčiniteľ tepelnej rozťažnosti a ostatné technické parametre materiálu rúr a tvaroviek zodpovedali
Flux
Pri výbere taviva je potrebné vziať do úvahy, že nie všetky môžu byť aktívne voči hliníku. Na takéto účely môžeme odporučiť použiť produkty domáceho výrobcu - F-59A, F-61A, F-64, pozostávajú z fluoroboritanov amónnych s prídavkom trietanolamínu. Na injekčnej liekovke je spravidla označenie - „pre hliník“ alebo „na spájkovanie hliníka“.
 Tok domácej produkcie
Tok domácej produkcie
Pre vysokoteplotné spájkovanie by ste si mali kúpiť tavidlo vyrobené pod značkou 34A. Skladá sa z chloridu draselného (50 %), chloridu lítneho (32 %), fluoridu sodného (10 %) a chloridu zinočnatého (8 %). Takáto kompozícia je najoptimálnejšia, ak sa vykonáva vysokoteplotné spájkovanie.
 Odporúčaný tok pre Paki pri vysokej teplote
Odporúčaný tok pre Paki pri vysokej teplote
Flux
Pre väčšinu typov spájok je potrebná predbežná úprava rúr so špeciálnym zložením, ktoré sa nazýva tavivo.
Tok sa vyrába:
v tekutej forme;

Spájkovacie hmoty v tekutej forme
vo forme pasty.

Spájkovacia hmota vo forme pasty
Je výhodnejšie a pohodlnejšie použiť tavidlo vyrobené vo forme pasty, pretože tuhšie zloženie prispieva k rovnomernej aplikácii a nerozširuje sa po povrchu rúry.
Flux umožňuje:
- vykonať dodatočné čistenie potrubí od oxidov;
- rovnomernejšie rozloženie spájky počas procesu spájkovania;
- chrániť spoj pred koróziou a tvorbou oxidov.
Zariadenia a materiály potrebné na spájkovanie
Ako každý technologický proces, aj spájkovanie si vyžaduje použitie špeciálnych zariadení a nástrojov. Najprv sú potrebné nasledujúce nástroje na spájkovanie medených rúrok.
Horák. Môže byť rôzneho prevedenia. Pri výbere je vhodné zvážiť, s akou spájkou budete pracovať, pretože každá z nich potrebuje určitú teplotu.

Horák na spájkovanie medených rúrok
Štrukturálne môžu horáky fungovať:
- z jednorazových kaziet s horľavým plynom (kompaktnejšia verzia),
- zo štandardných znovu naplniteľných fliaš.

Rezačka rúr na medené rúry
Na rezanie polotovarov je najlepšie použiť špeciálne rezačky rúr. V zásade si vystačíte s obyčajnou pílkou, ale rezať s ňou na ťažko dostupných miestach je veľmi problematické a čistota rezu bude nízka. Náklady na nástroj priamo závisia od priemeru rúr, ktoré môžu rezať.
Spojenie medených rúr bez drahých armatúr metódou teleskopického dokovania (jedna rúrka vstupuje do druhej, ktorá má o niečo väčší priemer), po ktorom nasleduje kapilárne spájkovanie, je možné úplne vykonať pre domáce vodovodné a vykurovacie siete, teplota vody v ktorý nepresahuje 110 stupňov. To si vyžaduje špeciálny expandér rúr.
Na odstránenie otrepov a otrepov na hrane obrobku je potrebné zariadenie na zrážanie hrán, sú dostupné aj v rôznych modifikáciách.
Na spájkovanie potrubí na rôzne účely a ešte viac na prvky, ktoré budú fungovať v obzvlášť kritických podmienkach, sú potrebné špeciálne spájky.
- Štandardné. Používa sa najčastejšie, ale neodporúča sa používať v systémoch pitnej vody.
- Mäkká spájka. Spotrebný materiál používaný na spájkovanie armatúr a výrobkov z červeného bronzu sa široko používa na spájanie medených rúr s mosadznými armatúrami.
- Tvrdé spájky. Najpopulárnejšie spájky pri pripájaní medených rúrok. Jeho použitie pri kapilárnom spájkovaní takmer všetkých komunikácií, dokonca aj plynových vedení, poskytuje spoľahlivé spojenie. Tieto spájky, ktoré patria do kategórie spotrebného materiálu na spájkovanie s obsahom medi a fosforu, nevyžadujú dodatočné tavidlo. Neodporúča sa však pri spájaní výrobkov vyrobených z hliníkového bronzu a zliatin obsahujúcich viac ako 10% niklu, je to kvôli určitej krehkosti spájky.
- Strieborné spájky sú najdrahšie, ale dajú sa použiť na spájanie rôznych farebných materiálov.
Aby sa zabránilo tvorbe oxidov v mieste spájkovania, pri použití štandardných a mäkkých spájok je úprava taviva povinná.
proces spájkovania
Predtým, ako pristúpite priamo k spojeniu narezaných polotovarov, musia byť vopred spracované. Najprv sa spoj vyčistí, odstránia sa drobné chyby a otrepy. Potom sa povrchy rúr, ktoré sa majú spojiť, ošetria kefami a kefami zvonku a zvnútra. Nepoužívajte abrazívne nástroje, inak dôjde k poškriabaniu.
V prípade potreby sa jedna trubica roztiahne. Priemer medených rúrok musí byť taký, aby jeden obrobok voľne vstupoval do druhého. Predtým sa musí zahriať, inak dôjde k mechanickému poškodeniu, ktoré ešte viac ovplyvní tesnosť spojenia.
Na ochranu pred vniknutím vzduchu do švu a pre lepšiu priľnavosť sa na povrch nanáša tavidlo alebo pasta.

Až po dokončení prípravných prác by ste mali začať ohrievať spájku a rúrky pomocou horáka. Zahrievanie sa musí vykonávať rovnomerne, aby sa zabránilo prehriatiu.
Po zahriatí rúrok sa do medzery medzi nimi zavedie spájkovací drôt. Roztaví sa a vyplní medzeru v spoji potrubia a vytvorí šev. Po ochladení sa tavivo odstráni.
Bezpečnosť
Aby sa predišlo zraneniam a iným nepríjemným následkom, je dôležité dodržiavať bezpečnostné požiadavky: potrubia inštalujte a opravujte len s ochrannými rukavicami a okuliarmi, v pracovných kombinézach zabráňte kontaktu plameňa horáka a horúceho kovu s nechránenou pokožkou, nepracujte s otvorený oheň v blízkosti horľavých materiálov
Základné chyby
Proces spájkovania medených rúr nie je obzvlášť zložitý, začiatočníci však často robia chyby, ktoré následne ovplyvňujú kvalitu spojenia. Časté chyby začiatočníkov:
- nedostatočná predbežná úprava miesta spájkovania;
- lisovanie - nedodržanie dostatočnej medzery medzi rúrkami, v dôsledku čoho je šev nerovnomerný;
- použitie nesprávnej spájky;
- prehrievanie potrubí, čo vedie k zhoršeniu výkonu;
- nedostatočne dôkladné čistenie taviva po spájkovaní, ktoré spôsobuje koróziu.
Okrem toho je potrebné dodržiavať vopred pripravenú schému návrhu.
Spracovať video
Pre lepšie pochopenie procesu inštalácie si pozrite video tu:
Prihláste sa na odber nových článkov – čaká vás veľa zaujímavých vecí!
Odrody horákov
Zariadenia prezentované na stavebnom trhu sú rozdelené do niekoľkých typov.
Horáky s pevnými a jednorazovými valcami
Takéto zariadenia sú vybavené jednorazovými plynovými fľašami s propánom, acetylénom atď. Výhody používania tohto typu zariadenia zahŕňajú mobilitu, jednoduchosť obsluhy a bezpečnosť.
Takýto nástroj môžete použiť na inštaláciu vodovodných a vykurovacích systémov.
Ručné horáky
Medzi výhody takéhoto zariadenia patrí predovšetkým kompaktnosť. Pomocou ručnej spájkovačky je vhodné zostaviť potrubie v malej miestnosti, spájkovať rúrky na najneprístupnejších miestach.

Ručný horák beží na jednorazovej fľaši s horľavým plynom. Nástroj je vybavený regulátorom dĺžky plameňa, súprava zvyčajne obsahuje trysky rôznych priemerov. Náradie nevyžaduje elektrické pripojenie. Ak dodržiavate všetky pravidlá práce, spojenie je spoľahlivé a odolné. Ručný nástroj sa ľahko vyrovná s inštaláciou klimatizačných systémov a iných domácich komunikácií.
Profesionálne horáky
Zariadenia patriace do profesionálnej kategórie sú schopné pracovať najmä so žiaruvzdornou spájkou. Používa sa pri inštalácii konštrukcií v priemyselných zariadeniach, kde je potrubie vystavené značnému zaťaženiu.
Veľká hmotnosť a rozmery vám nedovolia pracovať v stiesnenom byte. Na domáce a osobné použitie sa neodporúča kupovať takéto zariadenia - domáca komunikácia nevyžaduje takúto kvalitu pripojenia a náklady na zariadenie sú vyššie ako náklady na iné typy.
Domáce horáky
Niekedy majstri používajú zariadenia zostavené vlastnými rukami. Líšia sa svojimi charakteristikami a patria k manuálnym aj stacionárnym typom. Domáce horáky pozostávajú z rovnakých základných prvkov ako kupované. Neodporúča sa však používať takéto zariadenia, pretože neexistuje žiadna záruka bezpečnej prevádzky. A z hľadiska výkonu sú zvyčajne horšie ako továrenské vybavenie.


