Aké elektródy zvárať 2 mm profilovú rúrku.
Pri výbere elektród na elektrické zváranie sa riadia hrúbkou obrobkov, ktorá priamo súvisí s ich priemerom.
Potrebné údaje je možné získať z tabuliek na obale alebo určiť rozmery sami, keďže priemer elektródy približne zodpovedá hrúbke steny pri hodnotách nepresahujúcich 4 mm.
Výber režimu zvárania a typu elektród
Prúd prechádzajúci elektródami priamo súvisí s ich priemerom, jeho hodnota je zvyčajne uvedená na obale. Dodatočne je možné jeho hodnotu stanoviť z tabuliek alebo približne určiť výpočtom na základe skutočnosti, že 1 mm. hrúbka elektródy vyžaduje prúd 30 ampérov.
Existujú štyri hlavné typy elektród v závislosti od materiálu povlaku:
- Kyslé (A). Vyznačujú sa vysokým obsahom železa a mangánu, kovová elektróda prechádza do švu vo forme malých kvapiek s tvorbou kvapalného kúpeľa, pri stuhnutí sa troska ľahko oddeľuje. Pri práci vedie príliš vysoká teplota oblúka k podrezaniu, šev je veľmi náchylný na praskliny - to obmedzuje použitie tohto typu.
- Celulózový (C). Okrem celulózy obsahuje kompozícia feromangánové rudy a mastenec, ktoré pri zahrievaní úplne vyhoria a vytvárajú ochranný plyn, zatiaľ čo šev nemá troskový povlak. Elektróda prechádza do švu so strednými a veľkými kvapkami, čím vytvára hrubú nerovnomernú štruktúru s početnými rozstrekmi.
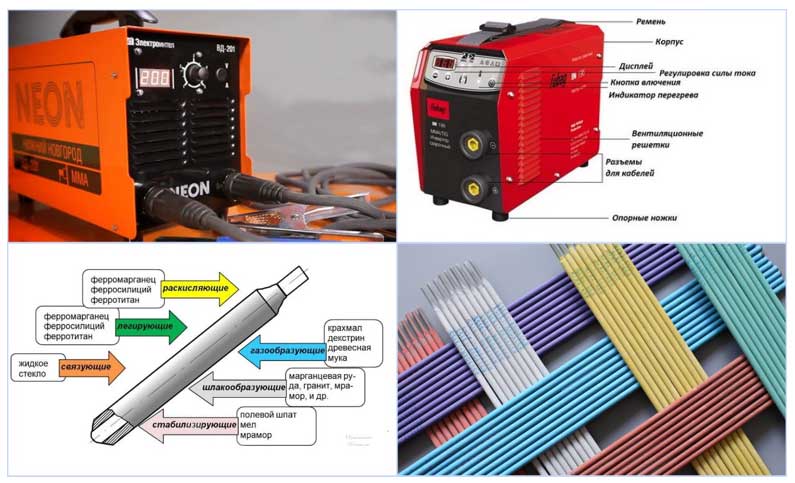
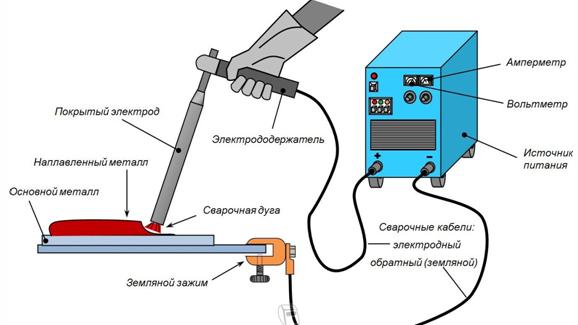
Ryža. 10 Vzhľad elektrického oblúkového prístroja a elektródy
Rutil (P). Povlak pozostáva prevažne z oxidu titaničitého alebo ilmenitu, kov elektródy prechádza do zvarového kúpeľa so strednými a malými kvapkami s malým množstvom rozstreku a vytvorením rovnomerného, kvalitného švu. Troskový povlak má poréznu štruktúru a ľahko sa oddelí od švu.
Na elektrické zváranie nízkouhlíkových oceľových zliatin, z ktorých sa vyrábajú tvarovky, sa najčastejšie používajú dobré elektródy značiek UONI-13/55, MP-3, ANO-4, na zváranie nehrdzavejúcej ocele možno použiť OK 63.34.

Obr.11 Zváranie tenkostenných rúr
Príprava na prácu
Spojenie profilových rúr bez zvárania sa vykonáva hlavne pomocou špeciálnych svoriek a skrutiek. V priebehu času sa upevňovacie prvky uvoľňujú, takže pri starostlivosti o výrobok je potrebné neustále kontrolovať pevnosť konštrukcie. Na zníženie problémov počas prevádzky sa na zostavenie konštrukcie používa zváranie.
Na získanie silného zvaru je potrebné pripraviť povrch potrubia. Pre to:
časti potrubia sú narezané na požadovanú dĺžku;

Použitie brúsky na rezanie rúr
Odporúča sa rezať rúry špeciálnymi nástrojmi, napríklad pílou, ktorá vám umožní urobiť rez čo najrovnomernejšie.
- ak je potrebné spájať prvky pod uhlom, potom sa potrubia navzájom opatrne prispôsobia tak, aby medzery boli čo najmenšie. Tým sa zvýši kvalita zvaru a v dôsledku toho aj spoľahlivosť hotového výrobku;
- miesta, kde sa má zvar nachádzať, sa očistia od hrdze, otrepov a iných cudzích usadenín. Akékoľvek začlenenie negatívne ovplyvňuje pevnosť švu. Čistenie je možné vykonať jednoduchou kovovou kefou alebo špecializovaným zariadením, ako je brúska.

Príprava povrchu pred zváraním
Oblúkové zváranie
Ručné oblúkové zváranie je široko používané vo všetkých odvetviach národného hospodárstva av každodennom živote na spájanie prvkov kovových konštrukcií. Jeho charakteristické vlastnosti v porovnaní s inými typmi zváraných spojov sú:
- Relatívne nízke náklady na zvárací stroj a spotrebný materiál, ktorým sú elektródy.
- Získanie vysoko kvalitných zvarových spojov bežných akostí kovov, vrátane nehrdzavejúcich zliatin.
- Schopnosť vykonávať zváracie práce na mnohých ťažko dostupných miestach - to je uľahčené nízkou hmotnosťou a jednoduchým pripojením zariadenia k elektrickej energii.

Ryža. 7 Zváranie tenkého profilového potrubia - typ švíkov
Vykonávanie práce pomocou zvárania elektrickým oblúkom pozostáva z nasledujúcich krokov:
- Konce rúr sú pripravené na zváranie, preto sú očistené od hrdze, potom sú polotovary nastavené na požadovanú vzdialenosť, aby sa šev naplnil kovom z roztavenej elektródy, často sa na to používajú špeciálne zariadenia.
- Zváračka sa zapne, nastaví sa požadovaný prúd podľa vstavaného indikátora, elektróda sa vloží do držiaka pripojeného k zváraciemu stroju, druhý koniec sa upevní na potrubie.
- Poloha častí, ktoré sa majú zvárať voči sebe, je fixovaná bodovým zváraním (cvočkami), po ktorom sa elektrické zváranie vykonáva pomocou ochranného odevu, masky a rukavíc zvárača.
- Na konci práce sa vodný kameň zrazí a šev sa vyčistí kovovou kefou.
Poloautomatické zváranie kovov inertným plynom (MIG)
Vďaka moderným technológiám je možné zvárať profilové výrobky najjednoduchším spôsobom v domácich podmienkach, čo si nevyžaduje veľa skúseností a dlhoročné školenie zvárača.
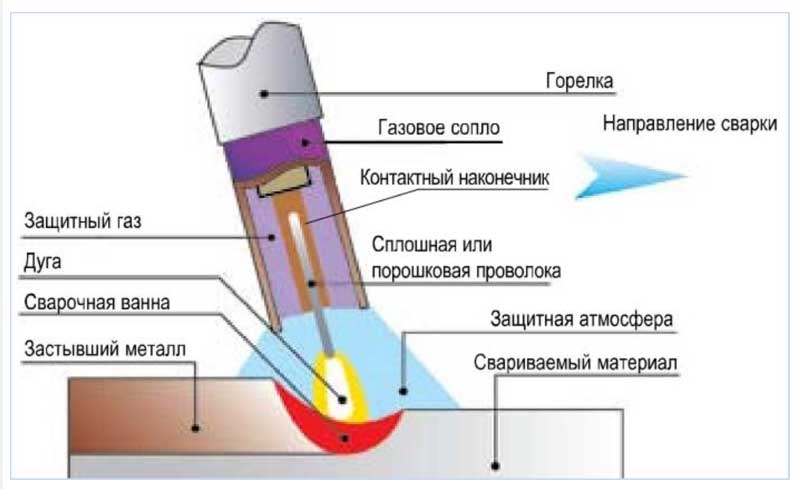
Ryža. 8 Ako funguje MIG
Poloautomatické zváranie inertným plynom (MIG) je evolučným krokom vo vývoji konvenčného oblúkového zvárania, v porovnaní s ktorým má tieto výhody:
- Namiesto elektródy sa do zvarového kúpeľa cez horák automaticky privádza špeciálny drôt s priemerom 0,6 až 1,2 mm, navinutý do cievok - to automatizuje proces a skracuje čas na výmenu elektród.
- Spolu s drôtom sa cez zváraciu manžetu do horáka privádza inertný plyn (zvyčajne zmes oxidu uhličitého a argónu) - to zabraňuje tvorbe trosky a zlepšuje kvalitu zvaru.
Vďaka tejto technológii má poloautomatické zváranie oproti elektrickým oblúkovým strojom tieto výhody:
- Umožňuje zvárať tenké obrobky s hrúbkou 0,5 mm.
- Varí oceľ, nerez, liatinu, hliník a neželezné kovy.
- Pri vykonávaní práce nie je žiadna troska a prakticky neexistuje žiadny dym - to je menej škodlivé pre zdravie, zlepšuje kvalitu švu v porovnaní s metódami elektrického oblúka.
Medzi nevýhody MIG patrí objemnosť (vyžaduje sa masívna plynová fľaša a systém prívodu drôtu k horáku) a nemožnosť práce v silnom vetre, ktorý vyfukuje plyn mimo zváracej zóny.
Ryža. 9 Zváranie tenkostenných profilových rúr v prostredí inertného plynu
Technika zvárania
Zváranie rámu z profilovej rúry je možné vykonať ktorýmkoľvek z nasledujúcich typov:
- plyn;
- elektrický oblúk.
Plynové zváranie
Plynové zváranie sa vyrába roztavením kovu a vyplnením prázdneho priestoru prísadou.
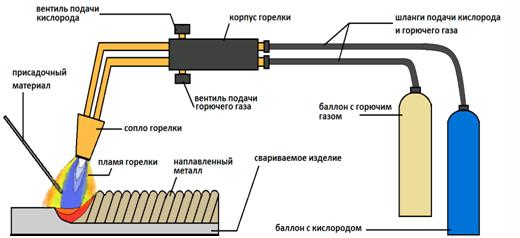
Technológia zvárania plynom
Na zváranie plynom budete potrebovať:
- špeciálny zvárací stroj so sadou hrotov pre horák;
- valec s kyslíkom;
- valec s horľavým plynom (najčastejšie sa používa acetylén);
- plniaci drôt (požaduje sa, aby bol drôt vyrobený z rovnakého materiálu ako zvárané rúry);
- zvárací prášok (tavidlo), ktorý znižuje oxidáciu kovu a chráni šev. Tavivo sa nanáša na povrch rúry pred začiatkom zvárania;
- prvky individuálnej ochrany zvárača (maska).
Pri zváraní plynom sa musia prísne dodržiavať bezpečnostné opatrenia, pretože používané plyny sú výbušné.
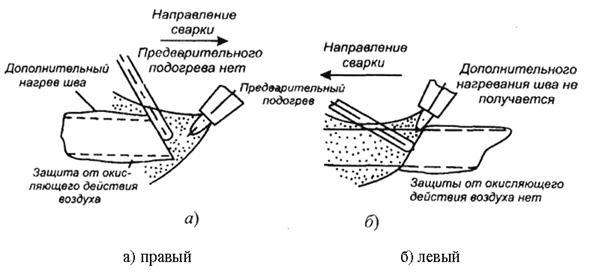
Spojenie potrubí pomocou zvárania plynom je možné vykonať 2 spôsobmi:
- zľava doprava. Prísada sa dodáva po zahriatí horákom, ktorý umožňuje zváranie rúr s hrúbkou viac ako 5 mm. Šev nie je celkom rovnomerný a vyžaduje si ďalšie zdokonalenie.Týmto spôsobom je brána zváraná z profilovej rúry a iných trojrozmerných štruktúr;
- sprava doľava. Prísada sa privádza pred horák, čo vám umožňuje dosiahnuť čo najrovnomernejší šev. Používa sa hlavne na rúry s hrúbkou menšou ako 5 mm, ako sú zváracie profilové rúrkové nosníky, záhradné lavice atď.
Dostupné spôsoby vytvorenia zvaru
Po úplnom ochladení sa šev odporúča vyčistiť a chrániť pred koróziou.
Plynové zváranie sa používa na pripojenie profilových rúrok vyrobených z neželezných kovov (mosadz, hliník, meď atď.).
Výhody plynového zvárania sú:
- jednoduchosť. Zváranie konštrukcie s plynovým horákom si nevyžaduje špeciálne znalosti a zručnosti;
- dostupnosť. Požadované komponenty (plyny) je možné zakúpiť bez väčších ťažkostí;
- nie je potrebný silný zdroj elektrického prúdu.
Oblúkové zváranie
Oblúkové zváranie sa používa pri spájaní profilov vyrobených zo železných kovov, to znamená z ocele.
Zváranie elektrickým oblúkom sa vykonáva pomocou:
- zváračka;
- elektródy.
Technológia oblúkového zvárania
Výber elektród a požadovaného prúdu na zváranie sa vykonáva na základe hrúbky kovu profilového potrubia.
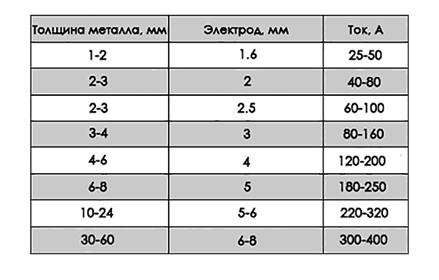
Tabuľka pomeru kovu, ktorý sa má zvárať, a použitých elektród
V tabuľke sú uvedené odporúčané parametre elektród. Aby ste sa uistili, že elektróda je vybratá správne, je potrebné vykonať skúšobný šev na malých častiach rúr.
Sila prúdu ovplyvňuje aj kvalitu zvaru. Aby bol šev čo najpevnejší, je potrebné dosiahnuť čo najvyššiu silu prúdu.
Zváranie profilovej rúry s meničom sa vykonáva v nasledujúcom poradí:
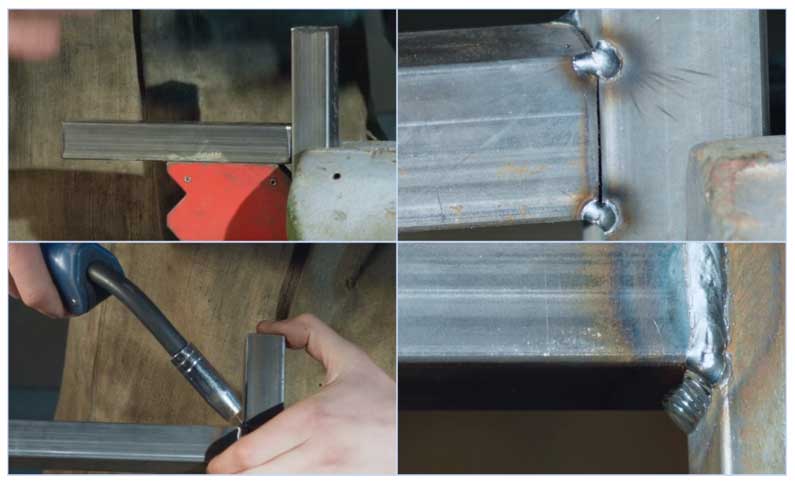
- zvárané časti profilových rúr sú bezpečne pripevnené, aby sa zabránilo ich deformácii a posunutiu. Na tento účel môžete použiť špeciálne zariadenia aj improvizované nástroje;
- na 4-5 bodoch sa vykonáva bodové zváranie (zváranie), ktoré umožňuje predbežné spojenie dielov;

Počiatočná fáza štrukturálneho zvárania
- kontroluje sa správnosť návrhu. V prípade potreby sa chyby opravia pomocou kladiva;
- spoj sa nakoniec zvarí. Zároveň sa odporúča sledovať rýchlosť pohybu elektródy, aby kov rúrok mal čas úplne sa roztaviť a zároveň neklesnúť vo vnútri profilu.
Profilové rúry s hrúbkou viac ako 5 mm sa odporúčajú zvárať v niekoľkých stupňoch, aby sa získal silný šev. V tomto prípade sa zváranie vykonáva v opačných smeroch voči sebe.
Po dokončení zvárania musí byť konštrukcia ochladená, aby sa zabránilo deformácii profilového potrubia.
Hotový šev sa čistí špeciálnymi nástrojmi, napríklad uhlovou brúskou.

Spracovanie švu vŕtačkou
Miesto zvárania vyžaduje kvalitnú ochranu pred vplyvmi prostredia, pretože kov vystavený vysokým teplotám niekoľkonásobne rýchlejšie hrdzavie.
Viac o oblúkovom zváraní sa môžete dozvedieť sledovaním videa.
Všetky zváracie práce sa musia vykonávať pri dodržaní bezpečnostných opatrení a s použitím prostriedkov na ochranu zvárača. Výber spôsobu zvárania závisí od materiálu, z ktorého sú profilové rúry vyrobené, ako aj od dostupného zariadenia.

