Výber vykurovacích potrubí
Po orientácii, ktorý vykurovací kotol bude ohrievať vodu vo vašom dome, si môžete vybrať potrubia pre vykurovacie radiátory a systém ako celok. Tradičné materiály pre vykurovacie potrubia:
- oceľ;
- meď;
- plast.
Oceľové alebo medené rúry, ktoré sú pomerne drahé a vyžadujú si pozvanie odborníkov na zváranie, sa v praxi čoraz viac nahrádzajú kovoplastovými alebo polypropylénovými rúrami.
Kovovo-plastové rúry
Pripojenie a montáž kovoplastových rúrok je možné vykonať pomocou lisovacích a lisovacích tvaroviek.
Na vytvorenie spojenia pomocou kompresných tvaroviek a následné pripojenie vykurovacích potrubí budete potrebovať:
- kľúče;
- expandér;
- pružiny na ohýbanie rúr.
Hlavné nevýhody spojov na kompresných armatúrach sú:
- ich relatívne vysoké náklady;
- krehkosť gumových tesnení pod vplyvom vysokých teplôt;
- periodické "jednoduché" vykurovacie rúrky v lete, čo tiež nemá veľmi priaznivý vplyv na životnosť gumených častí.
V dôsledku toho sa potreba preventívnych prác na utiahnutí spojov môže vyskytnúť každých päť rokov alebo častejšie.

Pravidlá pre pripojenie kovoplastových rúr pomocou lisovacej tvarovky
Spoľahlivé nerozoberateľné spojenie na lisovacích tvarovkách umožňuje inštaláciu vykurovania plastovými rúrkami, ktoré sú skryté priamo v stenách. Tieto rúry vydržia bez výmeny dlhé roky, ak teplota vykurovacej vody nimi pretekajúcej nepresiahne 80°C.
Nevýhodu použitia tohto typu pripojenia možno nazvať len potrebou nákupu špeciálneho vybavenia na inštaláciu
Polypropylénové rúry
V poslednej dobe zaujíma popredné miesto medzi vhodnými zariadeniami na zásobovanie vodou a teplom potrubie pre vykurovací kotol z polypropylénu. Použitie polypropylénu je spôsobené tým, že je veľmi odolný, nebojí sa odmrazovania systému a má veľmi prijateľnú cenu.
Polypropylénové rúry sa dajú ohýbať celkom rovnomerne (na rozdiel od kovoplastu). Pri dodržaní všetkých pravidiel prevádzky vydržia dlho.
Ich jedinou nevýhodou je potreba použiť špeciálny nástroj na zváranie.
Spojenie rúr vyrobených z polypropylénu zváraním má nasledujúce vlastnosti:
- Je vhodnejšie zvárať polypropylénové rúry spolu s partnerom. Hlavnou podmienkou kvalitného spojenia plastových rúrok je výber správneho času ohrevu, aby nedošlo k ich prehriatiu, a presná fixácia, ktorá neumožňuje posuny a posuny pozdĺž osi počas prvých sekúnd po pripojení vyhrievaného časti.
- Zváranie a montáž vykurovacích potrubí sa vykonáva pri kladných teplotách okolia - nad +5 °C. Pri práci v zime je potrebné vytvoriť "tepelnú zónu", kde sú zvárané polypropylénové rúry.
Pre kvalitnú prácu na spájkovaní polypropylénových rúrok je potrebné dodržiavať všetky požiadavky pokynov priložených k zariadeniu.
Bolo by dobré urobiť niekoľko skúšobných zvarov na jednotlivých krátkych dĺžkach potrubia pomocou lacných spojok, aby ste získali aspoň počiatočnú zručnosť pri manipulácii so zváracou súpravou.
Pripojenie kovovo-plastových vykurovacích rúr
Pre kovoplastové rúry je možné použiť podobné spôsoby pripojenia, s výnimkou závitových. Keďže ich princíp fungovania bol opísaný vyššie, nemá zmysel sa opakovať.
 Montáž zvernej armatúry pre kovoplastové rúry
Montáž zvernej armatúry pre kovoplastové rúry
Zásadne novú verziu spojenia predstavujú lisovacie tvarovky. Delia sa na krimpovacie a lisovacie alebo navliekacie.
Lisovacie tvarovky
Objímka, ktorá stláča potrubie, môže byť pripevnená priamo k telu alebo umiestnená samostatne. Tento typ práce sa vykonáva pomocou špeciálnych klieští. Nástroj má odnímateľnú hlavu, ktorá sa volí na základe priemeru objímky.
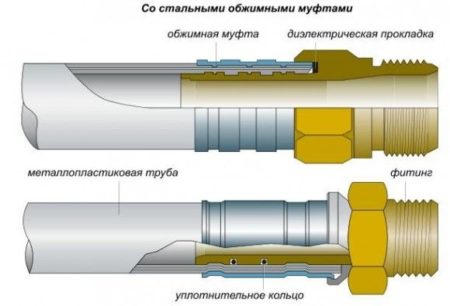 Schéma lisovacej tvarovky
Schéma lisovacej tvarovky
Vykurovacie vedenie bez zvárania rúr zalisovaním lisovacej tvarovky sa vykonáva takto:
- Odrežte rúrku pomocou rezačky rúr.
- Vyčistite rez.
- Aplikujte mierku, aby ste odstránili nerovnosť, ku ktorej dochádza po orezaní pomocou nástroja.
- Nasaďte kompresný krúžok.
- Na armatúru nasaďte dielektrické tesnenie a tesniaci krúžok, potom zatlačte prvok do vnútornej dutiny potrubia.
- Krimpujte pomocou klieští.
Ak je práca vykonaná správne, na vnútornej strane objímky budú jasne viditeľné dva pásy, kde došlo k stlačeniu. Tieto zóny by sa nemali zhodovať s umiestnením tesnení, inak sa časom zničia, čo výrazne zníži životnosť spojenia (5-10 rokov namiesto 20-30).
posuvné kovanie
Rozdiel v tejto možnosti pripojenia spočíva v tom, že krúžok nie je stlačený, ale natiahnutý na potrubie. Na vykonanie práce budete potrebovať špeciálny lis, nie kliešte.
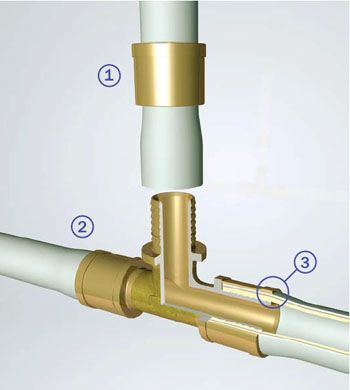 posuvné kovanie
posuvné kovanie
Návod na pripojenie:
- Odrežte potrubie a nasaďte naň kovový krúžok.
- Rozšírte koniec dielu expandérom.
- Vložte armatúru až na doraz.
- Zatlačte spojku čeľusťami lisu a zatlačte na tvarovku.
Ako sa montuje posuvné kovanie si môžete pozrieť na tomto videu:
https://youtube.com/watch?v=KKjkMvK5HZ4
Odporúčania uvedené v článku vám pomôžu opraviť alebo nainštalovať vykurovacie potrubia bez zvárania. Najčastejšie používanou možnosťou sú kompresné tvarovky, ktoré si nevyžadujú predchádzajúcu prípravu a použitie špeciálneho náradia.
Výhody a nevýhody každej metódy
Niť
výhody:
- spoľahlivosť;
- jednoduchosť montáže, možnosť demontáže;
- nízke náklady.
nedostatky:
- napätie v dutinách závitov, zvyšuje únavu materiálu, znižuje jeho pevnosť;
- nutnosť použiť blokovacie prostriedky na zabránenie odskrutkovaniu pracovného prvku.
príruby
výhody:
jednoduchosť a pohodlie opakovane použiteľného pripojenia a odpojenia.
Negatívne vlastnosti:
- vysoká pracovná náročnosť vo výrobe, preto je cena vysoká;
- pri dlhodobej prevádzke zníženie miesta jeho pripojenia, strata tesnosti.
lepenie
Medzi výhody tejto metódy patrí jej nenáročný proces, ktorý si nevyžaduje veľké zručnosti a úsilie.
Čakanie na lepenie však niekedy dosiahne tri dni, čo nie je vždy výhodné.
Tento typ pripojenia nemožno pripísať spoľahlivým metódam.
Zváranie
výhody:
- spoľahlivosť;
- trvanlivosť;
- tesnosť;
- schopnosť spájať časti akéhokoľvek tvaru.
nedostatky:
- výskyt zvyškových napätí;
- možnosť zmeny geometrie;
- riziko zničenia pri vibráciách a rázovom zaťažení.
Trúbka
Hrdlové rúry majú oproti všetkým typom výhodu nízkej ceny, malých axiálnych a bočných pohybov rúry, čo je veľmi užitočné pri zmenách teplôt a zmršťovaní pôdy.
Negatívny indikátor spočíva v obtiažnosti spojovacieho konektora a nedostatočnej spoľahlivosti pri zvýšenom tlaku.
Lisovanie
Spoločným pozitívnym faktorom je výborné samostredenie spájaných dielov, stabilný stav pri rázovom zaťažení. Jednoduchosť a nie prácny proces.
Nie je možné obrátiť vzájomnú demontáž alebo premiestnenie. Tu je niekoľko nevýhod tejto metódy.
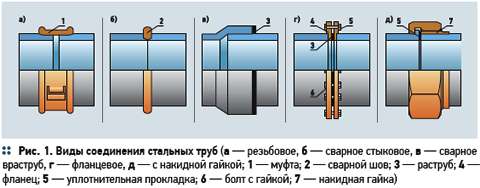
 Spôsoby pripojenia kovových rúrok
Spôsoby pripojenia kovových rúrok
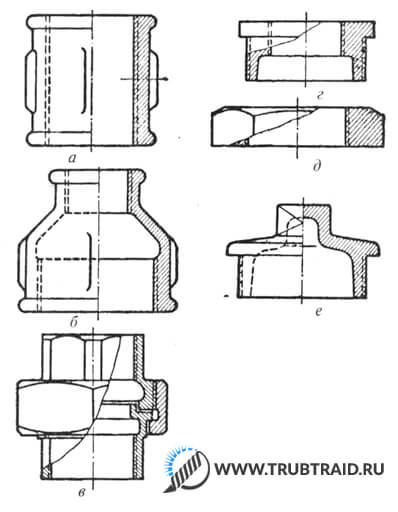
Tvárna liatina a tvarovky z nej vyrobené
Najbežnejšie diely z tvárnej liatiny na spájanie oceľových rúr a iných častí potrubia sú: A) priame spojky B) prechodové spojky C) spojovacie matice D) futorki E) poistné matice E) zátky.
Pre absolútne utesnenie systému so závitovým pripojením je potrebné použiť tesnenia, napríklad tesnenia. Okrem nich sa pri iných typoch upevnenia používajú ďalšie diely. Ak je potrebné použiť kĺbové spojenie prvkov vedenia pomocou prírub, to znamená bez spojky, potom sú okrem tesnení potrebné aj skrutky.
Pri pripájaní stúpačiek pod uhlom sa používajú tvarovky z tvárnej liatiny: rovné a prechodové kolená, T-kusy, kríže.
Liatinová spojka má po celom obvode tupo nízky golier, ktorý slúži na zvýšenie pevnosti dielu na rozdiel od oceľového protikusu, ktorý takýto prvok nemá.
Kvalita spojov nezávisí ani tak od spôsobov tesnenia, materiálov, ale od majstra a kvality jeho práce. Ak je zodpovedný, presný, má základné inštalatérske znalosti, zručnosti v práci s hasákom alebo hasákom, tak lepšieho špecialistu nenájdete. Pri dodržaní základných pravidiel pre inštaláciu potrubných systémov bude potrubie fungovať mnoho rokov. To môže potvrdiť každý, kto sa aspoň raz podieľal na inštalácii potrubného systému, dokonca aj toho najkratšieho a najjednoduchšieho.
Vyskúšajte to sami, experimentujte a presvedčte sa, že ste najlepší špecialista na montáž potrubných systémov závitovou metódou spájania prvkov vedenia.
Podrobný popis každej metódy
Závitové
Dajú sa robiť viacerými spôsobmi, najbežnejším je žmýkanie.
Nasledujúce nástroje vám s tým pomôžu:
- Rúrkový kľúč.
- Spojka s vnútorným závitom.
- Tesnenia na tesnenie. Možno: konopné lano, páska FUM alebo tmel.
- Poistná matica.
Dve rúrky majú vonkajší závit. Nanesieme na ne tmel. Jedno vlákno je dlhšie ako druhé. Tam, kde je viac závitov, sa matica naskrutkuje až na koniec. Potom spojka. Potom ho navinieme na druhý diel, pričom kampaň stočíme s prvým. Keď sa spojka prestane navíjať, podoprieme ju poistnou maticou
Kľúče doťahujeme, opatrne, bez ohľadu na to, čo spojka praskne
príruby
Pre prírubový spoj budete potrebovať:
- dve príruby;
- paronitové tesnenie;
- skrutky, podložky, matice;
- kľúče;
- ručné oblúkové zváranie;
- úrovni.
Príruby je potrebné privariť. Vyhnite sa posunutiu, musia byť v rovnakej rovine.
Chytáme pomocou horizontálnej úrovne. Do horných otvorov upevníme dve skrutky. Diel položíme na okraj rúrky tak, aby boli skrutky navrchu. Položíme na ne vodováhu a v strede zachytíme polohu bubliny medzi pásikmi. Keď sa chytí, urobíme privarenie v hornom bode. Horizontálna rovina je pripravená.
Vodováhu prestavíme vo zvislej polohe a oprieme ju o prírubové zrkadlo. Hladinu zachytíme miernym nastavením spodného konca príruby, ktorá ešte nie je prilepená. Po vytvorení vertikály nasaďte druhú pripináčika. A potom ďalšie dve, ktoré dostanú štyri jednotné časti.
Potom zvárač zvarí prírubu na oboch stranách. Podobne sa manipulácie vykonávajú s druhým potrubím.
lepenie
Táto metóda sa zriedka používa v kovových častiach. Samotný proces nevyžaduje od človeka špeciálnu zručnosť, ale trvá veľmi dlho.
Táto práca vyžaduje:
- lepidlo. BF-2 alebo 88N alebo EDP;
- strapec.
Pred lepením dielov najskôr naneste na ich povrchy prvú vrstvu a nechajte zaschnúť. Táto vrstva bude spojovacou vrstvou. Každé lepidlo má v návode uvedenú dobu schnutia. Potom je druhá vrstva rozmazaná a diely sú umiestnené pod lisom na deň alebo ešte viac. Všetko závisí od lepidla.
Po vyčistení švu od šmuhy lepidla.
 Lisovacie spojky pre oceľové rúry
Lisovacie spojky pre oceľové rúry
Zváranie
Proces zvárania sa používa takmer vo všetkých spojoch kovových rúr.
Na získanie švu sa používajú také metódy zvárania ako:
Plynové zváranie sa používa na získanie trvalých spojov v potrubiach malého priemeru s minimálnou hrúbkou.
Plynová zváracia stanica pozostáva z:
- kyslíková fľaša;
- acetylén;
- gumené hadice;
- horáky.
Kontaktné zváranie sa používa zriedka. Viac sa táto metóda osvedčila pri práci s plastovými rúrkami.
Najbežnejším spôsobom získania trvalých spojov je zváranie elektrickým oblúkom, ktoré sa delí na:
- Manuálny
- poloautomatické v prostredí ochranných plynov
Pri stavbe potrubí sa spoje získavajú iba zváraním
Dôležitou súčasťou je príprava spoja na zváranie
Potrubie musí byť pripojené k inému:
- bez zlomenín a posunov;
- spoj musí byť vyčistený;
- urobiť skosenie;
- nastavte medzeru 1-3 mm.
Potrebné vybavenie na zváranie:
- elektródy;
- zdroj energie (transformátor alebo usmerňovač);
- kábel;
- osobné ochranné prostriedky pre zváračov kombinézy, rukavice, kefy.
Spájkovanie polyetylénových rúr na tupo a pomocou elektrickej spojky
Trúbka
Tento typ pripojenia bol široko používaný v liatinových rúrach pre ropný a plynárenský priemysel, bývanie a komunálne služby. Jedna z najjednoduchších možností pre jednodielne spoje.
Hlavným procesom na získanie spoja je uzavretie medzery medzi hrdlom a povrchom kužeľovej rúry. Na tento účel sa používa cementový materiál.
Na utesnenie hrdla sa používa cement triedy 300-400, ktorý sa dôkladne premieša voda v pomere deväť dielov cementu na jeden diel vody. Zvon sa naplní cementovou maltou pomocou naberačky a razí sa zarážaním, až kým sa nezačne odrážať od cementu.
Lisovanie
Tento spôsob získania jednodielneho švu sa stal nevyhnutným pre spoje malého priemeru z neželezných kovov. Klasické zváranie elektrickým oblúkom nie je schopné zvárať takéto kovy z hľadiska svojich technických parametrov, preto v tomto prípade našli iný prístup.
Na spájanie takýchto tenkostenných rúr z neželezných kovov sa používajú lisovacie tvarovky s lisovacími manžetami. Vykonávajú krimpovanie vo vnútornej časti potrubia a vonkajšie tesnenia poskytujú spoju tesnosť.
Výhody a nevýhody skrytej schémy kladenia vykurovacích potrubí

Pokiaľ ide o výhody, je to jedna, ale významná - estetická krása. Pri skrytom uložení vykurovacích rúr do steny alebo podlahy nenarúšajú interiér miestnosti
To je dôležité pre miestnosti s panoramatickým zasklením, oknami od podlahy až po strop atď. Dekor je dôležitý aj v miestnostiach s masívnym nábytkom, nemusíte myslieť na poškodenie produktov teplom z potrubia
Ale skrytá schéma má viac nevýhod:
- Skrytá inštalácia vykurovacích potrubí vlastnými rukami je náročná úloha. Ak chcete spoľahlivo skryť obrys, musíte dodržiavať regulačné požiadavky.
- Významné tepelné straty. Predtým, ako chladiaca kvapalina zahreje dom, musí najprv zahriať poter alebo stenu, potom povrchovú úpravu, až potom teplo vstúpi do miestnosti.
- Zvýšenie ceny práce. Ak chcete skryť obrysy, musíte si kúpiť rúry vyrobené z ocele alebo s výstužou, rukávmi, izoláciou, izolačnými materiálmi - to všetko si bude vyžadovať investície.
Pred začatím práce sa určia všetky nuansy - prístup ku kľúčovým uzlom diaľnice, rozloženie, berúc do úvahy zaťaženie podlahy, steny. Tiež optimálna veľkosť prierezu pre cirkuláciu chladiacej kvapaliny sa vypočíta bez zvýšenia lineárnej rozťažnosti rúr.

A ešte jedna dôležitá nuansa, od ktorej závisí výkon okruhu od skrytého rozloženia, je správny sklon vykurovacích potrubí. Štandardná norma sklonu je 0,5 cm na meter diaľnice. Hodnoty môžete znížiť na 0,2 cm, ale iba ak je do systému integrované dobré čerpadlo a okruh je zvolený so správnym priemerom vnútorného tunela.
Vlastnosti rúr pre skrytú inštaláciu
Ktoré potrubia sú najvhodnejšie na položenie skrytého typu - túto otázku najčastejšie kladú majitelia súkromných domov
Odborníci odporúčajú venovať pozornosť kovoplastovým rúram s výstužou. Plastové diely sa vplyvom UV žiarenia kazia, preto sú vhodné na montáž do poteru, hrúbka steny
Pokiaľ ide o oceľové výrobky, sú ťažšie ohýbateľné, preto je potrebné na sústruženie použiť viac tvaroviek. Zvýšený počet konektorov zvyšuje riziko úniku. Ukazuje sa, že PP rúry s výstužou sú najlepšou možnosťou pre skrytú inštaláciu vykurovacieho systému.
Možnosti rozloženia vykurovacieho potrubia v dome

Existujú dva typy inštalácie - otvorené a skryté. Pozdĺž spodnej časti stien je inštalovaná otvorená sieť, uzavretá sieť môže byť zapustená do podlahového poteru. Výber metódy závisí od požiadaviek majiteľa, zručnosti majstra. V závislosti od technológie kladenia sa výkonové parametre siete neznižujú.
Najprv je však potrebné vyriešiť niektoré nuansy:
- Technika usporiadania závisí od materiálu rúrok pre okruh. Napríklad oceľové prvky majú minimálnu tepelnú rozťažnosť. Táto vlastnosť umožňuje bez veľkého rizika zapustiť obrys do poteru, zamurovať ho do stien. Riziko úniku v dôsledku deformácie alebo prasknutia je minimálne. Kovoplastový okruh má výraznú lineárnu expanziu, takže je lepšie neskrývať takéto rúry v stenách a podlahe.
- Kvalitná izolácia potrubia zníži tepelné straty. Vinutie zabráni riziku rozbitia stien obvodu v prípade silnej lineárnej expanzie.
Najčastejšie si majstri vyberajú otvorenú verziu výpočtu. Ale iba v prípade, keď nehovoríme o obrysoch teplej podlahy.
Skrytý styling

Potrubie je uložené v stenách, podlahe alebo stúpa k stropu s usporiadaním za závesným alebo lemovaným zakončením. Najpohodlnejšie je zapojiť sa do skrytých pokládkových prác počas generálnej opravy alebo vo fáze výstavby objektu.
Vlastnosti tvorby obrysov skrytého typu:
- minimálny počet spojov, závitov, ohybov - takéto siete sú menej ohrozené deformáciou, únikom;
- dostupnosť spojovacích zón na kontrolu, preventívnu údržbu;
- staré vykurovacie potrubia nemožno skryť v podlahovom potere.
Aby sa nezabudlo na všetky detaily usporiadania, odporúča sa vypracovať podrobný technický plán vykurovacieho systému. Takáto schéma pomôže rýchlo nájsť hlavný uzol vypnutia, ak vykurovacie potrubia v podlahovom poteru unikajú.
Otvorte displej
Pokladanie vykurovacích potrubí otvoreným spôsobom je najjednoduchšou a najdostupnejšou možnosťou pre domáceho majstra. Nezáleží na zložitosti okruhu ani počte zákrut – pri správnom výbere úseku výkon neklesá.
Medzi ďalšie výhody otvorenej siete patria:
- Nízka cena práce. Vzhľadom na absenciu ďalších rukávov a iných prvkov nebudú náklady také pôsobivé.
- Schopnosť rýchlo aktualizovať, opraviť. Všetky detaily zostávajú na dohľad, obnova nezaberie veľa času.
Ako a ako utesniť potrubné spoje
Druhy tesnení, spôsoby tesnenia
Aby sa zabránilo úniku pracovného média potrubia, je potrebné kvalitne utesniť zákruty potrubia.
Pri závitovaní oceľových rúrok sa ako tesnenia používajú:

- tesnenie. Tento spôsob utesnenia závitového spoja vyžaduje relatívne hrubé rezy na koncoch rúr. Prítomnosť rovných koncov rúr nemôže nikdy zabezpečiť tesnosť. Pri použití gumového alebo plastového tesnenia je tento problém úspešne vyriešený. Táto možnosť je ideálna v prípade kĺbového spojenia s otočnou maticou;
- vinutie. Ako materiály môžu slúžiť ľanové pramene, polymérové nite, pásky FUM v kombinácii s vytvrdzovacími tmelmi, farbami, pastami.
Pri inštalácii plastových stúpačiek sa používa metóda tesnenia založená na deformačných vlastnostiach materiálu. Podstatou tejto metódy je, že plastová rúrka s vonkajším závitom sa naskrutkuje do stúpačky s vnútorným závitom. Plast počas deformácie prispieva k vynikajúcemu vyplneniu medzipriestoru, čím sa eliminuje výskyt medzier.
Pokiaľ ide o potrubné konštrukcie s vysokým tlakom, valcové závitové rúrkové spojenia tu nie sú úplne vhodné. V takýchto prípadoch sa používa pripojenie kužeľového typu. Princíp spojenia spočíva v tom, že pri zaskrutkovaní sa pozoruje tesné stlačenie rúrok až do takého opatrenia, kým medzera úplne nezmizne.
Tesniace materiály
Aby bol spoj nepriepustný, používajú sa ako tmely:

- ľan (kúdeľ);
- azbest;
- páska FUM;
- prírodný sušiaci olej;
- biely;
- minimálna;
- grafitové mazivo atď.
Spoľahlivým tesnením pri krútení oceľových rúr na nite je ľanový prameň impregnovaný červeným olovom alebo vápnom. Toto spojenie sa ľahko inštaluje, spoľahlivé z hľadiska tesnenia. Tmel sa používa veľmi dlho, nestráca svoju popularitu ani dnes, napriek tomu, že sa objavujú umelé analógy.
Pre tých, ktorí majú málo skúseností s inštaláciou armatúr a potrubí, odporúčame, aby v žiadnom prípade nepoužívali ľan bez farby. Škára spočiatku vlhkosť neprepustí. Ale prejde pár mesiacov, ľanové vlákna navlhnú a začnú sa rozkladať. Preto sa zhorší kvalita všetkých prípojok a po ďalšom mesiaci až dvoch bude na križovatke presakovať voda.
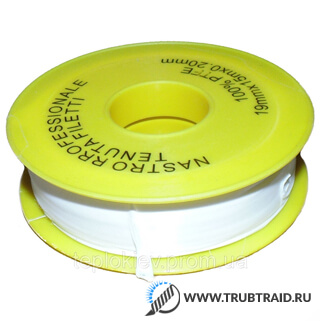
Mnoho ľudí používa pásku FUM, ktorá nie je v žiadnom prípade nižšia ako staré tradičné materiály - kúdeľ s farbou.
Niekedy nie je žiadna tesnosť na križovatke stúpačiek. Na odstránenie tejto chyby je potrebné vymeniť tesniaci materiál a vyčistiť závitovú časť od nečistôt a zvyškov tmelu. Potom znova naviňte ľanové vlákno, pásku FUM alebo iný tmel a zostavte štruktúru.
Ako dodatočné tmely sa používajú pasty, tmely chemického pôvodu, ktoré pomôžu posilniť tento úsek potrubia.
Pravidlá pre výber priemeru potrubia na vykurovanie

Veľkosť sekcie ovplyvňuje rýchlosť cirkulácie chladiacej kvapaliny. Ak je priemer nesprávne zvolený, preprava ohrievanej kvapaliny bude pomalá, prístroje sa zohrejú nerovnomerne. Štandardy prietoku tekutín 0,4–0,6 m/s. Zníženie pohybu na 0,2 m/s. spôsobí stagnáciu vody, vytvorí sa vzduchová kongescia. Pri cirkulácii chladiacej kvapaliny rýchlosťou 0,7 m / s. spotreba energie sa zvyšuje, je počuť hluk. Optimálny parameter pre rýchlosť pohybu vody v systéme je 0,3–0,7 m/s. Z tohto výpočtu vyberte priemer potrubia na vykurovanie.
Odporúčania špecialistov na výber produktov:
- ak nie sú v sieti pripojené viac ako 2 radiátory, veľkosť sekcie je do 16 mm;
- pri integrácii 1 batérie s výkonom 7 kW alebo viacerých radiátorov s výkonom do 2 kW (celkovo by celkový výkon nemal presiahnuť 7 kW) - prípustný prierez obvodu je 20 mm;
- s celkovým výkonom skupiny radiátorov v rade 11 kW je potrebná rúrka s priemerom 25 mm;
- dodávanie tepla do slepej elektroinštalácie, napríklad do vzdialeného krídla domu, vyžaduje inštaláciu prvkov s prierezom 25 mm;
- diely s priemerom 32 mm sú namontované v sieti s 12 batériami s celkovým výkonom do 19 kW;
- ak má systém domu viac ako 20 radiátorov, ktorých celkový výkon nie je vyšší ako 30 kW, budú potrebné výrobky s veľkosťou 40 mm.
Je tiež dôležité zvážiť kapacitu potrubia. Ak rýchlosť vody v potrubí nie je väčšia ako 0,4 m/s, polypropylénový okruh zabezpečuje prenos štandardného množstva tepla
Tabuľka uvoľňovania tepelnej energie v závislosti od prierezu potrubia:
| Tepelná energia (kW) | Vonkajší priemer (mm) | Vnútorný priemer (mm) |
|---|---|---|
| 4,1 | 13,2 | 20 |
| 6,3 | 16,6 | 25 |
| 11,5 | 21,2 | 32 |
| 17 | 26,6 | 40 |
Spojenie kovových vykurovacích rúr bez zvárania
Najrýchlejším spôsobom pripojenia bez použitia zvárania je kompresná armatúra. Napriek tomu zvážime ďalšie metódy: závitové pripojenie a inštalácia opravnej a montážnej spony. Ten sa používa ako na dokovanie, tak aj na odstránenie netesností v dôsledku praskania kovu.
Niť
Závitové spojenie bude možné vytvoriť iba vtedy, ak je voľný prístup k potrubiu, t.j. v počiatočnej fáze inštalácie. V iných prípadoch bude závitovanie dosť problematické alebo nemožné. Samotný postup sa vykonáva podľa nasledujúcej schémy:
- Vyčistite potrubie od farby a hrdze. Ak po predchádzajúcom zváraní dôjde k previsnutiu kovu, mali by byť odrezané. Povrch, ktorý sa má spojiť, musí byť čistý a hladký.
- Pomocou pilníka skoste koniec, kde bol rez urobený.
- Vezmite kocku vhodnej veľkosti, zaskrutkujte do nej rúčky. Vykrajovačky namažte masťou alebo bravčovou masťou.
 zomrieť
zomrieť
Nainštalujte nástroj na potrubie a uistite sa, že je umiestnený striktne kolmo.
Urobte polovicu otáčky matrice v smere hodinových ručičiek a potom štvrť otáčky proti smeru hodinových ručičiek. Potom pohyb opakujte, kým sa niť neodreže.
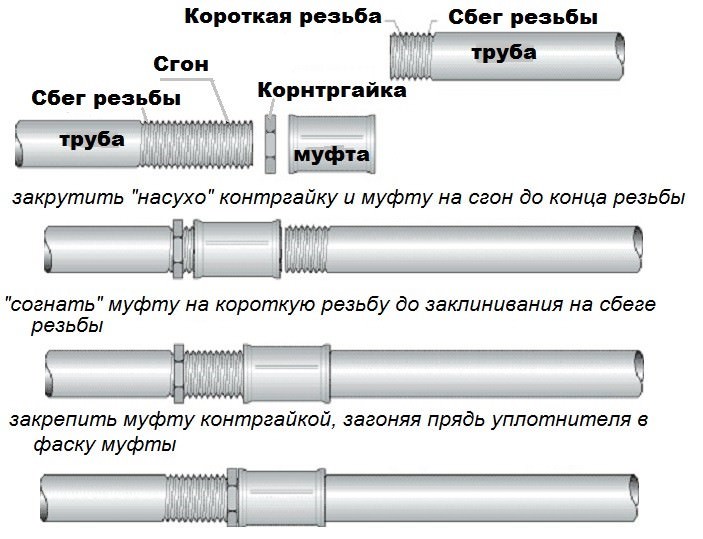
Teraz poďme zistiť, ako naraziť do vykurovacieho potrubia bez zvárania. K tomu budete musieť použiť spojku s maticou. Na vytvorenie vedenia môže mať tri vetvy. Pri vytváraní závitu treba pamätať na to, že na jednej rúre by mala byť 2-krát dlhšia. Zapínanie spojky:
- Na dlhší závit sa naskrutkuje matica a potom spojka.
- Na druhú rúrku je naskrutkovaná matica.
- Časti sú navzájom zladené, potom sa spojka skrúti z dlhého závitu a čiastočne naskrutkuje na krátky. Prvok by mal byť približne v strede rezu.
- Zostáva zaskrutkovať matice na oboch stranách po navinutí tesniaceho materiálu (fum-páska, kúdeľ) na závity.
Takéto spojenie sa považuje za dostatočne silné a môže trvať dlhšie ako jeden rok.
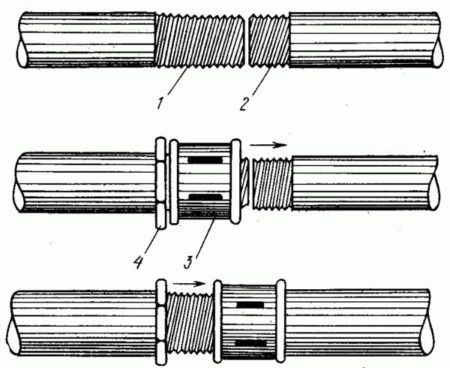 Montáž závitového hrdla
Montáž závitového hrdla
Kompresné armatúry pre oceľové rúry
Tento typ pripojenia umožňuje ohrev bez zvárania rúr a závitovania. Odborníci zároveň zaznamenávajú vysokú spoľahlivosť kompresných armatúr, ktorých lídrom vo výrobe je Gebo. To často spôsobuje zmätok pojmov – mnohí tieto spojovacie zariadenia nazývajú podľa obľúbeného výrobcu (živou obdobou je značka Xerox, ktorá sa stala pojmom pre kopírovanie dokumentov).
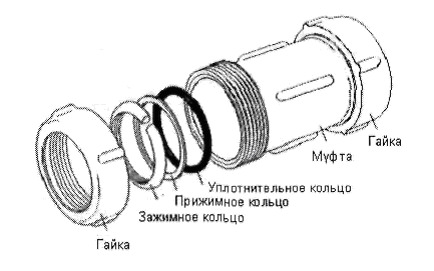
 Kompresná armatúra
Kompresná armatúra
Medzi výhody tohto spôsobu pripojenia patrí rýchlosť práce a absencia potreby použitia špeciálneho nástroja. Všetko, čo potrebujete, sú dva kľúče na kolesá na uchytenie a upnutie kovania.
Pracovný postup je nasledovný:
- Nasaďte diely armatúry na potrubie v poradí: matica, zvierací krúžok, zvierací krúžok, tesniaci krúžok.
 Schéma inštalácie kompresnej armatúry
Schéma inštalácie kompresnej armatúry
Nasaďte spojku a uistite sa, že všetky prvky sú umiestnené správne a bez skreslenia.
Utiahnite maticu. Jedno vlákno by malo zostať viditeľné. Ak po dodaní chladiacej kvapaliny dôjde k malému úniku, maticu je možné dotiahnuť.
Urobte to isté pre druhú stranu tvarovky.
Viac o kompresných armatúrach sa môžete dozvedieť sledovaním videa:
Opravná a montážna spona
Pri prevádzke starých systémov alebo prekročení tlaku často vzniká otázka, ako utesniť vykurovacie potrubie bez zvárania. Na tieto účely sa používa opravná a inštalačná spona. Môže byť vyrobený vo forme spojky alebo odpaliska. Vonkajšia časť dielu je kovová s upínacími skrutkami, vo vnútri je gumené tesnenie.
Prvok sa často používa na naliehavé odstránenie netesnosti, ale môže sa použiť aj ako trvalá možnosť pripojenia vodovodných potrubí. Inštrukcie na používanie:
- Vyčistite potrubné armatúry od farby a iných usadenín, ktoré môžu ovplyvniť budúcu tesnosť.
- Na spoj naneste gumové tesnenie. Uistite sa, že jeho rez nespadá do spoja hornej a dolnej časti klipu.
- Rez namažte tmelom a ak je to možné, nechajte nejaký čas zaschnúť.
- Nainštalujte časti klietky, upevnite skrutkami.
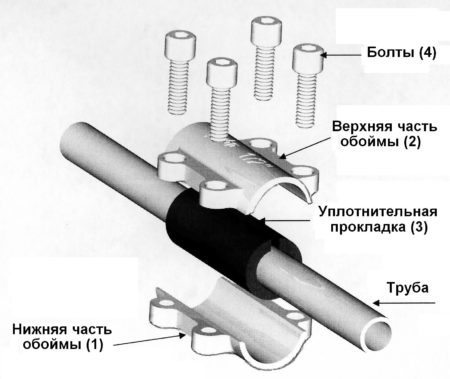 Schéma inštalácie opravnej a montážnej spony
Schéma inštalácie opravnej a montážnej spony
To všetko sú možnosti na vytvorenie pevného spojenia medzi kovovými rúrami bez použitia zváracieho stroja. Teraz popíšeme niekoľko spôsobov práce s kovoplastovými dielmi.

