I. Zosieťovaný polyetylén
Naliehavá potreba používať polyetylén pri vyšších teplotách a tlakoch (pre vykurovacie systémy a systémy teplej vody) viedla k vývoju metód výroby polyetylénu s vysokou molekulovou hmotnosťou. To sa dosiahlo dodatočným vysokotlakovým zosieťovaním polyméru. Tento proces sa nazýva zosieťovanie a polyetylén získaný týmto spôsobom je zosieťovaný polyetylén (alebo PEX).
Sieťovanie polyetylénu sa chápe ako proces spájania molekulárnych jednotiek do trojrozmernej siete so širokými okami v dôsledku vytvárania priečnych väzieb.
Pri zosieťovaní v molekulových reťazcoch obsahujúcich atómy uhlíka a vodíka sa vplyvom určitých faktorov jednotlivé atómy vodíka odtrhávajú od väzieb molekúl polyetylénu. Vytvorená voľná väzba sa používa na vzájomné spojenie reťazcov.
Dopyt po PEX rúrach viedol k vývoju rôznych technológií na ich výrobu, ktoré prirodzene výrazne ovplyvňujú spotrebiteľské vlastnosti finálneho produktu.
Na začiatok si všimneme charakteristické črty, ktoré sú prítomné vo všetkých typoch PEX:
- zvýšená odolnosť voči teplote a tlaku;
- molekulárna pamäť alebo schopnosť obnoviť tvar po nadmernom ohnutí alebo zmrazení systému;
- odolnosť proti vzniku „pomalých“ a „rýchlych“ trhlín, t.j. schopnosť materiálu udržať si elasticitu a ďalšie vlastnosti po dlhú dobu - životnosť systému.
Existujú tri spôsoby priemyselnej výroby rúr PEX:
- peroxid alebo PEX-A
- silan alebo PEX-B
- žiarenia alebo PEX-C
PEX-C: zosieťovanie (tvrdým röntgenovým žiarením) nie je jednotné v hrúbke. Na vonkajšom povrchu je pozorovaný najväčší proces zosieťovania molekúl. Vnútorná má najnižšiu. Priemerné percento zosieťovania je 78 %.
PEX-B: proces zosieťovania (chemická metóda s použitím silanu) prebieha z dvoch povrchov – vonkajšieho a vnútorného hlboko do steny potrubia. V tomto prípade oba povrchy vykazujú vysoké percento zosieťovania, pričom najmenšie percento je v strede hrúbky rúry. Priemerné percento zosieťovania je približne 75 %.
PEX-A: zvláštnosťou tejto chemickej metódy je, že polyetylén a iniciátor sieťovania - peroxid sú predbežne rovnomerne zmiešané. Zosieťovanie sa uskutočňuje pod vysokým tlakom v roztavenom stave. Touto metódou sa dosiahne vysoké percento zosieťovania, v priemere 85 %.
Rúry PEX-B a PEX-C sa používajú na vykurovanie a zásobovanie teplou vodou, ale vzhľadom na nezvyčajnú štruktúru materiálu majú množstvo obmedzení spojených s plasticitou a trvanlivou pevnosťou tohto materiálu.
Rúry PEX-A majú optimálnu pevnosť a tepelné vlastnosti. Vysoké percento zosieťovania poskytuje potrebné vlastnosti pre použitie vo vykurovacích a teplovodných systémoch.
Priamo o trhoch
Nie je žiadnym tajomstvom, že na trhu je množstvo lacných napodobenín dôveryhodných značiek. Neodolajú teplotným a tlakovým skúškam, skúškam pevnosti v ťahu a nezodpovedajú charakteristikám deklarovaných surovín. Spravidla ide o falzifikáty z juhovýchodnej Ázie, vyrobené s úsporou surovín a technológií, bez akejkoľvek kontroly. Preto klient dostane nikto nevie čo a potom nemôže kompenzovať svoje straty. Súčasná situácia je veľmi alarmujúca vzhľadom na prítomnosť veľkého počtu „špecialistov“, ktorí pracujú na stavebných trhoch, skupujú potrubia a robia inštaláciu pre súkromných zákazníkov vlastnými rukami. Pri práci s polymérovými rúrami veľmi dobre vedia, s čím majú do činenia (najmä kovoplastové rúry), vedia o delaminácii a netesnostiach.
III. Kov-polymér kov-plastové rúry.
Prvá vrstva je zosieťovaný polyetylén (PEX).Moderné kovoplastové rúry (PEX-al-PEX) pozostávajú z piatich vrstiev, z ktorých každá ovplyvňuje kvalitu, spoľahlivosť a životnosť potrubia ako celku.
Stručná charakteristika PEX je uvedená na začiatku tejto časti stránky. Výrobca sa spravidla snaží zvoliť najoptimálnejší pomer ceny a kvality.
Druhá a štvrtá vrstva je lepiaca kompozícia.
Ako je známe, koeficient lineárnej tepelnej rozťažnosti pre polyetylén a hliník je odlišný a počas prevádzky sa rôzne vrstvy potrubia rozťahujú odlišne, čo vedie k značnému namáhaniu konštrukcie, čo môže viesť k narušeniu integrity a následnému zničeniu. potrubia. Toto je jedna z hlavných nevýhod kovoplastových rúr, ktorú sa výrobcovia snažia minimalizovať zlepšovaním adhéznej kompozície používanej na spojenie hliníka s polymérom.
Problém pevnosti spojenia "polymér-hliník" je riešený iba pre rúry, pri výrobe ktorých sa na fixáciu vrstiev používa špeciálna vysokokvalitná lepiaca kompozícia.
Treťou vrstvou je hliníková fólia.
K dnešnému dňu sa používajú tri hlavné metódy zvárania hliníkovej vrstvy.Pri výbere rúr je potrebné venovať osobitnú pozornosť tak samotnej hliníkovej vrstve, ako aj spôsobu zvárania. Výrobcovia kovov-polymérových rúr používajú čistý hliník aj spoľahlivejšie legované
Zváranie hliníkovej vrstvy s presahom (obr. 1, a) sa vykonáva pomocou ultrazvukovej pištole, ktorá vykonáva bodovú "kauterizáciu" vrstiev. Táto metóda má množstvo významných nevýhod: prvou je absencia súvislého zvaru a v dôsledku toho vysokokvalitné spojenie; druhá - okraje hliníkovej fólie sa pri zmene teploty a tlaku začnú pohybovať a rozbijú polyetylén a lepiacu vrstvu, čím sa poruší celistvosť potrubia.
Zváranie s volfrámovou tyčou v inertnom plyne (obr. 1, b) je spoľahlivejšie, ale táto metóda vedie k stenčeniu hliníkovej vrstvy v mieste zvárania, k porušeniu vlastností a pevnostných charakteristík hliníka v mieste zvaru. . Najmodernejšie a najspoľahlivejšie je laserové zváranie na tupo (obr. 1, c): hliníková vrstva v mieste zvaru sa nestenčuje a neporušujú sa jej fyzikálne a chemické vlastnosti.
Spoľahlivosť zvárania má veľký význam pri rozširovaní potrubia, napríklad v dôsledku zamrznutia vody v ňom, zvýšenia teploty a tlaku, natiahnutia potrubia pomocou nástroja (v prípade spojov pomocou pohyblivého puzdra). Dôsledkom dilatácie je posunutie polyetylénových a hliníkových vrstiev, poškodenie lepiacej vrstvy a riziko roztrhnutia švu hliníkovej fólie. Na rozdiel od spojov s pohyblivým puzdrom sú lisovacie tvarovky rýchlejšie, menej ťažkopádne, lacnejšie a nepoškodzujú potrubie.
Piata vrstva je zosieťovaný polyetylén (PEX).
Ako vonkajšia vrstva, ktorá plní ochranné funkcie spolu s PEX, sa v poslednej dobe často používa vysokohustotný polyetylén REND.
Osobitná pozornosť by sa mala venovať perspektívnym kov-polymérovým rúram vyrobeným z tepelne odolného polyetylénu PE-RT/AL/PE. Charakteristickým znakom týchto rúr je zvýšený počet väzbových atómov uhlíka (až 6) v porovnaní s rúrkami PEX
Kovovo-polymérové rúry vyrobené zo žiaruvzdorného polyetylénu sú vhodné pre radiátorové alebo podlahové vykurovanie, systémy na topenie snehu, ako aj pre zásobovanie studenou a teplou vodou.
Technológia montáže
Inštalácia rúrok zo zosieťovaného polyetylénu sa vykonáva pomocou tvarovaných tvaroviek - kovových spojovacích prvkov. Na rozdiel od iných plastových výrobkov, ktoré sa spájajú podobným spôsobom, elasticita PEX zaisťuje maximálnu tesnosť spojov a nízky koeficient lineárnej rozťažnosti zaisťuje, že potrubie počas prevádzky netesní.
Existujú dve možnosti pripojenia:
- kompresné tvarovky - k fixácii dochádza v dôsledku zalisovania maticou cez rozpernú tvarovku.Požadovaným nástrojom je kľúč;
- lisovacie tvarovky - segment je lisovaný pomocou špeciálneho puzdra, na inštaláciu ktorého sú potrebné ručné lisovacie kliešte alebo hydraulický nástroj.
Spojenie rúr PEX so zvernými tvarovkami sa vykonáva podľa nasledujúceho algoritmu:
- Výrobok sa nareže na požadovanú veľkosť a očistí od otrepov.
- Na potrubí je inštalovaná prítlačná matica a delený krúžok, ktorý je upevnený vo vzdialenosti 1 cm od okraja.
- Rúrka sa nasunie na vsuvku armatúry.
- Pomocou nástroja - kľúča sa rúra zalisuje utiahnutím matice na armatúre.
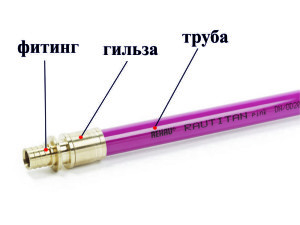
PEX rúrka a lisovacia tvarovka
Technológia spájania rúrok zo zosieťovaného polyetylénu s lisovacími tvarovkami:
- Potrubie je rozrezané na polotovary požadovanej dĺžky, očistené od otrepov.
- Dva segmenty sú inštalované v lisovacej tvarovke až na doraz.
- Pomocou lisovacích klieští sa kovový okraj tvarovky stláča, až sa ruky klieští spoja.
Existujú aj bežné polyetylénové tvarovky určené na spájkovanie. Na takúto inštaláciu budete potrebovať nástroj na spájkovanie rúrok, lacná čínska spájkovačka stojí asi 2 až 3 000 rubľov. Náradie sa dodáva s čelenkami pre rôzne priemery (16, 20 mm atď.).
Poradie spájkovania je nasledovné:
- Rúrka je odrezaná a odhrotovaná.
- Spájkovačka sa zahreje na prevádzkovú teplotu.
- Rúrka a tvarovka sú namontované na dýzach vyhrievanej spájkovačky, kde sa držia 5-10 sekúnd, potom sa prvky odstránia a spoja. Stlačenie rúry a tvarovky trvá 16-30 sekúnd.
II. Polypropylén
Polypropylén sa získava polymerizáciou propylénu.
Jeho odrody:
- homopolymér (PP-C);
- blokový kopolymér (PP-B);
- náhodný kopolymér (PP-RC).
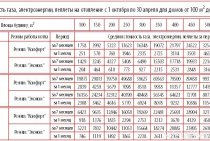
Porovnávacie charakteristiky potrubí vyrobených zo zosieťovaného polyetylénu (PEX) a polypropylénu (PP):
 |
Tento obrázok znázorňuje "prípustné obvodové napätie verzus životnosť" pre zosieťovaný polyetylén (PEX) a polypropylén (PP-C) pri prevádzkovej teplote 95°C. Je vidieť, že rýchlosť poklesu pevnosti so zvyšujúcou sa teplotou a rúrkami vyrobenými z polypropylénu je oveľa väčšia ako u zosieťovaného polyetylénu.
Porovnajme ďalej PEX a PP-RC, pričom v oboch prípadoch vezmeme rúry typu PN20 (napríklad typ PN40 podľa definície znamená, že táto rúra vydrží tlak 40 atm. pri 20 °C po dobu 50 rokov) s rôzne vonkajšie priemery 20 a 110 mm a porovnajte hrúbky steny:
 |
Porovnajme teraz prípustné pracovné tlaky pre rúry PN20 pri rôznych teplotách, ale za jednej všeobecnej podmienky - životnosť 50 rokov:
 |
Z tohto porovnania je vidieť, že PEX rúry sú schopné odolať vyšším tlakom pri vysokých teplotách ako PP-RC rúry.
Inštalácia polypropylénových rúr v podmienkach bezkanálového kladenia sa vykonáva v priamych úsekoch, ktoré si vyžadujú špeciálne technológie na pripojenie (zváranie, spájkovanie, lepidlo), na rozdiel od rúr PEX (spôsoby pripojenia - lisované závitové alebo objímkové, vždy poskytujú jednoduchosť a spoľahlivosť, pretože PEX potrubia majú molekulárnu pamäť). Silné napätia, ktoré sa vyskytujú v PP potrubiach, vyžadujú inštaláciu kompenzačných zariadení. Potrubia PEX sú zbavené všetkých týchto nedostatkov, pretože ide o flexibilné a samokompenzačné trasy, ktorých inštalácia sa vykonáva pomocou zálivov. Výmena oceľových rúr za PEX v mestských podmienkach vyhráva nad výmenou za propylénové, pretože. práve v tomto prípade je potrebné obzvlášť virtuózne položenie trasy so zachovaním existujúcej štruktúry ostatných komunikácií bez zmeny.