Врсте метално-пластичних цеви за водоснабдевање
Све метално-пластичне цеви су условно подељене у два типа према врсти састава производа:
- елементи са ознаком ПЕКС (умрежени полиетилен);
- ПЕ-РТ цеви (полимер отпоран на топлоту).
Заузврат, сви ПЕКС производи са умреженим молекулским ланцима су додатно класификовани на следећи начин:
- ПЕКС-А. Имају максималан корак фирмвера од 85%. Изузетно јак и еластичан.
- ПЕКС-Б. Степен фирмвера 65%. Слојеви се обрађују помоћу силана. Цеви су мање еластичне, што значи да постоје ограничења у дозвољеном савијању.
- ПЕКС-Ц. Главна предност такве цеви је повољан трошак. ПЕКС-Ц производи су идеални за праве стазе без потребе за савијањем материјала.
Постоје ПЕКС-Д цеви. Њихова производња је смањена јер производи не могу да конкуришу напреднијим моделима.
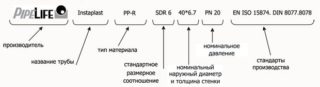
Све цеви, без изузетка, означене су посебном ознаком. Написано је овим редоследом:
- произвођач;
- сертификат или ГОСТ према којем се производи производе;
- врста материјала и начин шивања (ПП-Р, ПЕ-Р, ПЕ-Кс);
- пречник производа плус дебљина његовог зида (попречни пресек је назначен у мм, у ретким случајевима у инчима);
- називни притисак у барима;
- врста транспортованог медија (водоводне цеви нису погодне за слање агресивних једињења кроз њих);
- број серије и датум производње производа.
Све ознаке се наносе на цев континуирано.
Монтажа и повезивање
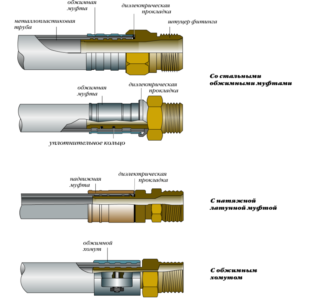
Приликом уградње система грејања / водоснабдевања, мајстор може спојити цеви на два начина:
- коришћење прес фитинга;
- коришћењем вијчаног компресионог споја.
Рад са употребом штампе се изводи на следећи начин:
- посебним маказама одрежите жељени комад тубе;
- помоћу калибратора, унутрашња косина се одсече од припремљеног елемента (један од његових крајева);
- исто се ради на спољашњој страни цеви;
- калибратор поравнава могућа згужвана места у лумену производа;
- доведите дршку прес фитинга до граничника;
- убаците рукав у пресу и смањите њене ручке до граничника.
Овај метод повезивања метално-полимерних цеви сматра се најпоузданијим.
Ако мајстор користи навојни компресиони спој, спајање два елемента се одвија у следећем редоследу:
одрежите жељени део производа;
уклоните унутрашње и спољашње ивице;
на припремљеном крају монтирани су прстен за пресовање и затезна матица;
крај друге цеви се убацује у спојни елемент;
затегните компресиони прстен и затезну матицу на фитингу док се не заустави тако да покрије прстен; овде је важно не чинити критичке напоре како не би прекинули нит; спој се може запечатити фум-траком.
Уградња метално-пластичних цеви уради сам
Монтажа метално-пластичних цеви може се извршити ручно. Не постоји суштинска разлика од уградње пластике. Уградња система од ПЕ-Кс или полипропилена не захтева скупе алате или опрему.
Неопходни алати и материјали
За сечење и скидање цеви биће вам потребан посебан резач цеви или брусилица, округла турпија.
За заваривање полипропилена биће вам потребан посебан лемилица са млазницама (погледајте фотографију):
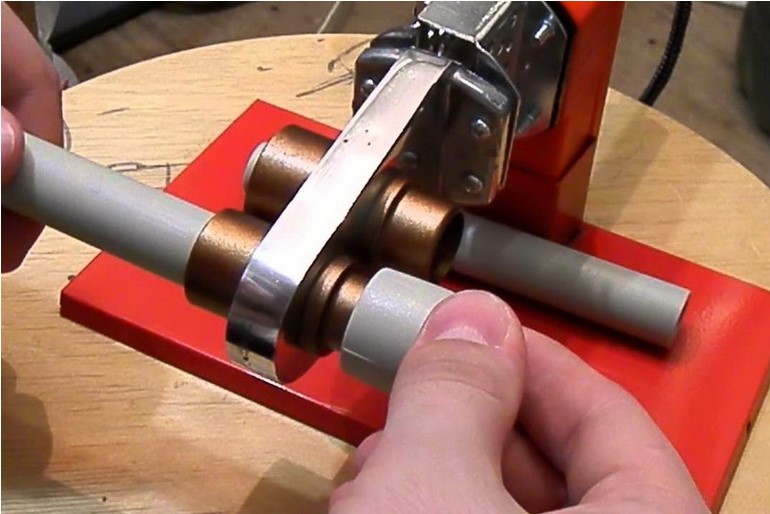
За монтажу система користе се окови - два подесива кључа и клешта за пресовање (ручна механичка преса).
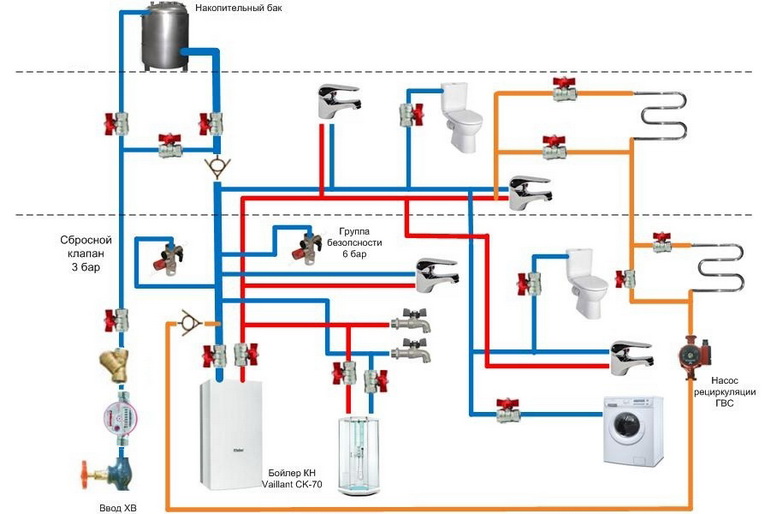
Цртежи и дијаграми
Сваки рад мора почети са цртежом или дијаграмом. Прво нацртајте распоред водоводног система, израчунајте количину свих материјала, а тек онда их купите. Ово ће помоћи да не купујете превише и поставите ожичење на најоптималнији начин.
Технологија монтаже
Пре уградње, потребно је исећи обрадне комаде жељене величине, очистити неравнине.
Компресиони фитинзи су спојени на радни предмет врло једноставно:
- одврнута матица за пресовање се ставља на радни предмет;
- радни предмет се убацује у фитинг;
- матица је затегнута руком; затим затегните кључевима око окрета и четвртине.
Прес фитинзи се монтирају на следећи начин:
- ставите рукав на крај радног предмета, уметните унутрашњу облогу у радни предмет док се не заустави;
- убаците фитинг са радним предметом у клешта за пресу и стисните ручке преса до граничника. На рукаву ће бити јасни отисци стезаљки за штампу.
Напредак рада
Пре дифузионог заваривања, пажљиво обришите крај радног предмета од прашине, прљавштине, песка, неравнина и одмастите алкохолом.
Жељена млазница се поставља на апарат за заваривање, температура грејања је подешена на 260 ° Ц. Лемилица се загрева око 6-8 минута, а затим сама одржава жељену температуру.
У млазнице се убацују жељени спој и крај радног предмета, загревају се 6 секунди за пречник цеви од 20 мм, за пречник од 25 мм - 7 секунди, за пречник од 32 мм - 8 секунди.
Врло брзо уметните радни предмет у спојницу док се не заустави, притисните га најмање 10 секунди. Затим се веза не додирује 7-8-10 минута - пластика се оставља да се охлади и полимеризује.
Напредак радова можете детаљно видети на нашем видеу:
Карактеристике монтаже
Ако након пресовања клијештима за пресовање нема јасних прстенастих трагова од клешта на чаури, спој треба пресећи и саставити помоћу новог фитинга и новог радног комада. Нова спојница се не може монтирати на оштећени врх цеви.
Савијање полиетиленских бланкова се врши помоћу савијача цеви или машине Волнов. Радни предмет можете савијати ручно - али радијус савијања је велики.
Сваких 0,5-0,8 м, цевовод мора бити фиксиран у посебним држачима клипова - то ће помоћи у одржавању његовог облика.
Провера водовода
Након склапања целог система потребно је напунити водом из мреже, испустити ваздух и прегледати све прикључке. Све спојне чворове можете умотати у тоалет папир - капљице влаге ће бити врло јасно видљиве на њему.
Спецификације
 Метално-пластични производи се разликују по таквим техничким карактеристикама:
Метално-пластични производи се разликују по таквим техничким карактеристикама:
- низак ниво топлотне проводљивости - 1300 пута нижи од бакра и 175 пута мањи од челика;
- дебљина зида од 2 мм или више, у зависности од величине метално-пластичних водоводних цеви (пресек);
- добар антистатик - нема провођења лутајућих струја;
- тежина текућег метра производа пречника 16 мм. - 115 гр.;
- проток - 0,113 л / линеарни метар за производ са попречним пресеком од 16 мм;
- чврстоћа при попречном ломљењу - 2880 н;
- коефицијент храпавости унутрашњих зидова - 0,07;
- индекс експанзије метал-пластике је 0,26к10-4 по ºс;
- минимално дозвољено савијање производа је од 45 мм.
Монтажа метално-пластичних цеви
Корак по корак упутства са фотографијом
- Припремите цеви и алате - исеците метал-пластику према шеми водовода, изаберите фитинге. За спајање су идеални компресиони или прес фитинзи. Алат за монтажу:
- ножна тестера или специјалне маказе за цеви;
- калибратор резача;
- мерна трака или мерач траке;
- нож;
- кључ.
- Обрадите делове цеви калибратором.
- Уклоните матицу и прстен са фитинга, ставите их на машински део цеви. После обраде, рез треба да буде равномеран, гладак, без ивица. Да бисте то урадили, користите округлу датотеку.
- Ставите фитинг на цев и поравнајте га са фитингом на фитингу.
- Уградите претходно уклоњену матицу и стезни прстен на фитинг, затегните све док се не чује одређено пуцкетање. Контролишите затегнутост матице - превелико оптерећење може скинути навоје и тада ће бити потребна потпуна замена везе.

Опруге и друге методе савијања цеви
Често су цеви савијене да би се искористила површина која проводи топлоту.
Ево неколико метода: Ручно савијање.
- Савијање цеви.
- Опруга за савијање.
Ручно савијање цеви је најприступачнији начин, који укључује следеће кораке:
Лагано савијте цев до радијуса савијања не више од 20 степени.
- Поново га савијте мало више.
- Направите такве кривине неколико пута (око 15) док се цев не окрене до жељеног угла.
Са истим глатким и тачним покретима, можете исправити цев.
Марија Корол, експерт
Уз помоћ опруге или жице, метално-пластична цев је прилично равномерно и тачно савијена:
Поставите опругу или жицу унутар цеви.
- Савијте цев рукама до жељеног угла.
- Пажљиво уклоните опругу или жицу.
Типичне грешке у уградњи метално-пластичних цеви
Последица погрешних радњи током уградње је смањење притиска или цурење на спојевима. Најчешћа грешка је претерано затезање навртке фитинга, што резултира огољеним навојем или пуцањем цеви. Још једна уобичајена грешка је уштеда на специјализованом алату као што су скошивач и калибратор. То често доводи до оштећења заптивних прстенова, што не побољшава квалитет везе. Истовремено, могуће је проверити ниво непропусности и чврстоће везе, детектовати цурење и недостатке испитивањем притиска.
Испитивање притиска водоводних цеви
Главни део тестера притиска је хидраулична пумпа која подешава притисак потребан за исправан тест. Постоје две врсте притиска:
- Ручно - користи се за проверу водоснабдевања у малој мери.
- Електрични алат је једноставан за руковање, поуздан, издржљив, али скуп. Због тога се користи само за професионалну уградњу.
Цена цеви од метал-пластике
Цена производа варира у зависности од произвођача и пречника. Просечне цене цеви за водоводне цеви од метал-пластике у Москви:
| Произвођач | Држава | Цена м/линеарно ($) |
| Валтец | Русија, Италија | од 1.5 |
| Овентроп | Немачка | од 1.2 |
| Хенко | Белгија | од 0.8 |
| Нанопласт | Русија | од 0.7 |
| Цомп | Француска | од 1.6 |
Цене су дате за цеви пречника 16 мм. Што је већи попречни пресек производа, то је већи његов трошак по линеарном метру. Поред тога, цене се могу мало разликовати у зависности од региона продаје.
Напредак нам постепено поједностављује живот и олакшава рад. Са појавом свих врста модерне издржљиве пластике, почеле су да се користе за цевоводе, променили су се и начини уградње водоводних система у наше кућиште - сада лако можемо сами да урадимо инсталацију без укључивања сложене опреме и стручњака. Ера челичних цевовода је завршена.
Поздрављамо нашег редовног читаоца! У овом чланку ћемо говорити о томе шта су метал-пластичне цеви за водовод - најбољи материјал за кућне водоводне системе.
Предности и мане
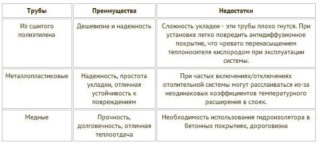
Важни позитивни аспекти метал-полимерних производа су:
- идеална глаткост унутрашњих зидова, која спречава замућење система;
- издржљивост - век трајања метално-полимерне вишеслојне цеви за снабдевање топлом водом је око 50 година;
- инертност на корозију и агресивна окружења;
- добра пластичност;
- мала тежина, што олакшава транспорт производа и њихову уградњу;
- једноставна уградња система за снабдевање хладном или топлом водом који не захтевају сложене алате;
- карактеристике звучне изолације - транспорт воде кроз такве системе је скоро нечујан;
- естетика.
Са својим позитивним карактеристикама, цеви од метал-пластике нису без недостатака. Главни недостатак су различити коефицијенти експанзије полимера и металног слоја при температурним разликама. Као резултат тога, зглобови се временом могу олабавити, што доводи до цурења.
Цеви се плаше сунца, па се користе за полагање унутрашњих комуникација у стану, купатилу, сеоској кући. Сунчева светлост изазива загревање и даље ширење цеви.Истовремено, хладна вода узрокује скупљање полимера. Температурне флуктуације су непожељне за такав материјал.
Карактеристике перформанси цеви од метал-пластике
Век трајања пластичних цеви
Метал-пластика се одликује повећаном отпорношћу на корозију, инертношћу на већину активних хемијских и биолошких супстанци. Производи овог типа имају смањени коефицијент експанзије када се загревају, тако да су мање склони деформацији од других аналога. Произвођачи дају гаранцију за инсталиране производе:
- на температури од 95 Ц˚ - гарантни рок је 25 година;
- на температури од 20 Ц˚ - гарантни рок је 50 година.
Најбољи произвођачи метално-пластичних цеви
Испод су најбољи произвођачи метално-пластичних цеви:
- Хенцо (Хенко), белгијска корпорација. Њихове цеви су један од мултифункционалних, модернизованих, високо поузданих производа доступних на тржишту данас;
- Овентроп - произвођач пластичних цеви Овентроп је један од највећих иноватора који решава старе проблеме грејања и водоснабдевања;
- пек. Молекуларно умрежени полиетилен је погодан и за системе водоснабдевања (топли и хладни), "топли подови", и за централизовано грејање;
- Рехау. Рехау производи су високог квалитета и издржљиви, што је главна предност при избору материјала за водовод и грејање;
- Унипипе. Цијевне структуре Унипипе познате су по атрактивној цијени и поузданим перформансама, тако да ће употреба ових производа бити економична и сигурна.
- Валтец. Цеви Валтец-а испуњавају све врсте захтева за изградњу и уградњу водоводних и грејних система и представљају производ високог квалитета.
Коју температуру и притисак могу издржати пластичне цеви
Цев од метал-пластике, у односу на друге врсте материјала, има низ предности:
- Издржава висока температурна оптерећења до 95 Ц˚.
- Радни притисак од 10 атм.
- Дифузија кисеоника 0 г/м³ дневно.
Прописи и сертификати
У нашој земљи тржиште је испуњено робом разних произвођача метално-пластичних цеви. Већина фирми гарантује квалитет, али свака компанија поставља потрошачима услов: да се придржавају фабричких упутстава.
У Русији постоје документи за контролу квалитета метално-пластичних цеви:
- СП 41-102-98 - правила за пројектовање и уградњу метално-пластичних цевовода за системе грејања;
- СП 40-103-98 - правила за пројектовање и уградњу топле и хладне воде.
Означавање цевовода
Бројеви, слова и друге ознаке на површини метално-пластичне цеви скривају податке о производу. Произвођачи имају право да унесу своје ознаке у ознаку, али главни подаци морају садржати следеће информације:
- назив произвођача;
- сертификат о усаглашености;
- класе полиетилена (ПП-Р - полипропилен, ПЕ-Р - полиетилен, ПЕ-Кс - умрежени полиетилен);
- пречник цеви и нужно дебљина зида;
- називни притисак на температури садржаја од +20 степени;
- затим постоје знаци који јасно показују да ли је ова цев погодна за воду која ће се користити за пиће;
- последњи натпис на цеви означава серију и датум производње.
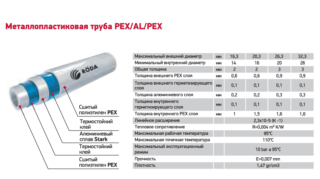
Техничке карактеристике метал-пластичних цеви
Прво, цеви за водоснабдевање и грејање од метал-пластике одликују се одличном чврстоћом, што се постиже правилним редоследом слојева пластике и метала. Друго, такве цеви издржавају висок притисак и температуру.
Следе специфичне спецификације за цеви различитих пречника.
| Назив индикатора/пречник (мм) | 16 | 20 | 26 |
| Материјал унутрашњег слоја | ПЕКС-Б | ||
| Материјал спољашњег слоја | ПЕКС-Б | ||
| Унутрашњи пречник, (мм) | 16 | 20 | 26 |
| Дебљина алуминијумског слоја (мм) | 0,23 | 0,23 | 0,23 |
| Дужина намотаја (м) | 100 | 100 | 100 |
| Тежина 1 текућег метра цеви (кг/м) | 0,115 | 0,14 | 0,25 |
| Температура при радном притиску од 10 бара | 0-95 | 0-95 | 0-95 |
| Температура при радном притиску од 25 бара | 0-25 | 0-25 | 0-25 |
| Максимално краткотрајно оптерећење | 130 | 130 | 130 |
| Максимални притисак при т=20Ц, бар | 94 | 73 | 86 |
| Деформација цеви током загревања на температуру (120-3С) током (60 + 1),% | 0,81 | 0,81 | 0,81 |
| Храпавост | 0,006 | 0,006 | 0,006 |
| Највећи могући радијус при ручном савијању, мм | 80 | 100 | 130 |
| Највећи могући радијус при савијању са савијачем цеви, мм | 45 | 60 | 95 |


