Које електроде за заваривање профилне цеви од 2 мм.
Приликом избора електрода за електрично заваривање, они се руководе дебљином радних предмета, што је директно повезано са њиховим пречником.
Потребне податке можете добити из табела на паковању или сами одредити димензије, с обзиром да пречник електроде приближно одговара дебљини зида при вредностима које не прелазе 4 мм.
Избор начина заваривања и врсте електрода
Струја која пролази кроз електроде директно је повезана са њиховим пречником, његова вредност је обично назначена на паковању. Додатно, његова вредност се може подесити из табела или приближно одредити прорачунима, на основу чињенице да је 1 мм. дебљина електроде захтева струју од 30 ампера.
Постоје четири главне врсте електрода у зависности од материјала премаза:
- Кисело (А). Одликују се високим садржајем гвожђа и мангана, метална електрода прелази у шав у облику малих капи са формирањем течног купатила, када се очврсне, шљака се лако одваја. Приликом рада, превисока температура лука доводи до подрезивања, шав је веома склон пуцању - ово ограничава употребу овог типа.
- Целулоза (Ц). Поред целулозе, састав укључује руде феромангана и талк, који потпуно изгоре када се загреју, формирајући заштитни гас, док шав нема премаз шљаке. Електрода улази у шав са средњим и великим капљицама, формирајући грубу неравну структуру са бројним прскањем.
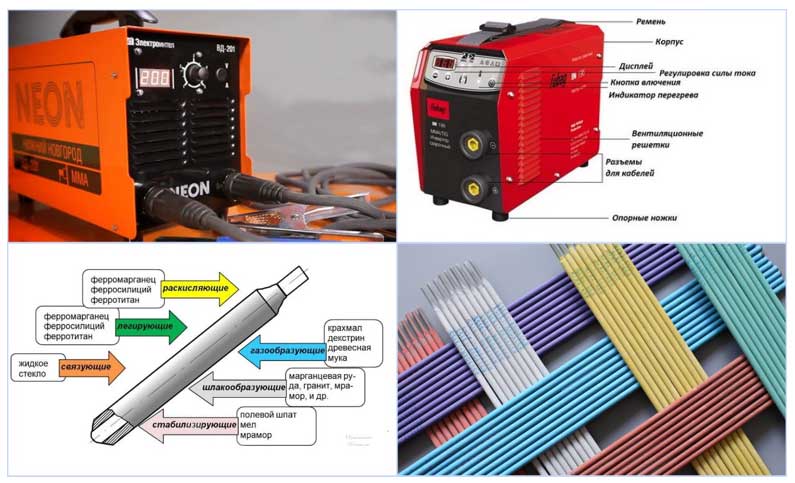
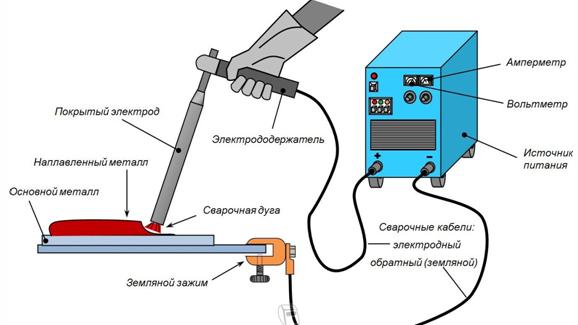
Пиринач. 10 Изглед електролучног апарата и електроде
Рутил (П). Премаз се састоји углавном од титан диоксида или илменита, метал електроде пролази у заварени базен са средњим и малим капљицама са малом количином прскања и формирањем равног, висококвалитетног шава. Премаз од шљаке има порозну структуру и лако се одваја од шава.
За електрично заваривање нискоугљеничних легура челика, од којих се израђују обликоване цеви, најчешће се користе добре електроде марки УОНИ-13/55, МП-3, АНО-4, ОК 63.34 се може користити за заваривање нерђајућег челика.

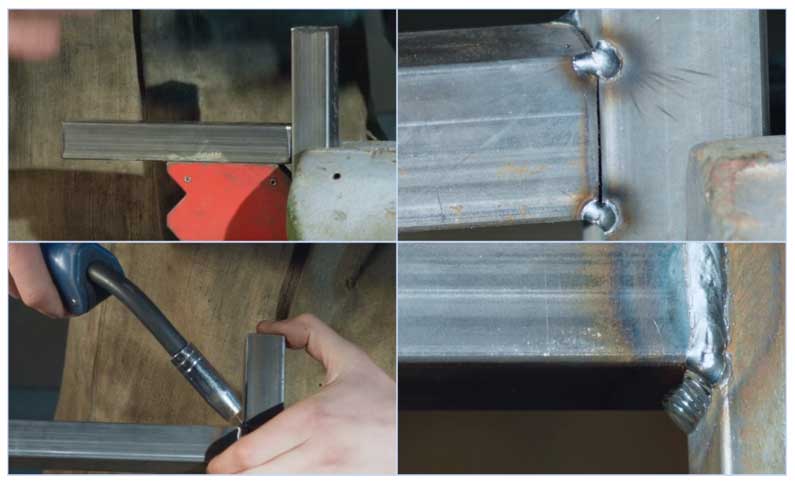
Сл.11 Заваривање танкозидних цеви
Припрема за рад
Спајање профилних цеви без заваривања се углавном врши помоћу специјализованих стезаљки и вијака. Временом се причвршћивачи попуштају, па је приликом бриге о производу потребно стално проверавати чврстоћу конструкције. Да би се смањили проблеми током рада, за монтажу конструкције користи се заваривање.
Да бисте добили јак завар, потребно је припремити површину цеви. За ово:
делови цеви су исечени на потребну дужину;

Коришћење брусилице за сечење цеви
Препоручује се сечење цеви специјалним алатима, на пример, ножном тестером, што вам омогућава да рез направите што је могуће равномерније.
- ако је потребно спојити елементе под углом, онда се цеви пажљиво прилагођавају једна другој тако да су празнине што је могуће мањи. Ово ће повећати квалитет завара и, као резултат, поузданост готовог производа;
- места на којима би требало да се налази завар су очишћена од рђе, неравнина и других страних наслага. Свако укључивање негативно утиче на чврстоћу шава. Чишћење се може обавити једноставном металном четком или специјализованом опремом, као што је брусилица.

Припрема површине пре заваривања
Заваривање
Ручно лучно заваривање се широко користи у свим секторима националне привреде иу свакодневном животу за спајање елемената металних конструкција. Његова карактеристична својства у поређењу са другим врстама заварених спојева су:
- Релативно ниска цена апарата за заваривање и потрошног материјала, који су електроде.
- Добијање висококвалитетних заварених спојева уобичајених врста метала, укључујући нерђајуће легуре.
- Могућност извођења заваривачких радова на многим тешко доступним местима - то је олакшано малом тежином и лакоћом повезивања опреме на струју.

Пиринач. 7 Заваривање танке профилне цеви - врста шавова
Извођење радова помоћу електролучног заваривања састоји се од следећих корака:
- Крајеви цеви се припремају за заваривање, за то се чисте од рђе, након чега се празнине постављају на потребну удаљеност да се шав попуни металом из растопљене електроде, често се за то користе посебни уређаји.
- Апарат за заваривање је укључен, подешавајући потребну струју према уграђеном индикатору, електрода се убацује у држач повезан са апаратом за заваривање, други крај је фиксиран на цеви.
- Положај делова који се заварују један у односу на други се фиксира тачкастим заваривањем (чеповима), након чега се врши електрично заваривање помоћу заштитне одеће, маске и рукавица заваривача.
- На крају рада, каменац се обара и шав се чисти металном четком.
Полуаутоматско заваривање метала инертним гасом (МИГ)
Захваљујући савременим технологијама, постало је могуће заварити профилне производе на најједноставнији начин у домаћим условима, што не захтева много искуства и дугогодишњу обуку за заваривача.
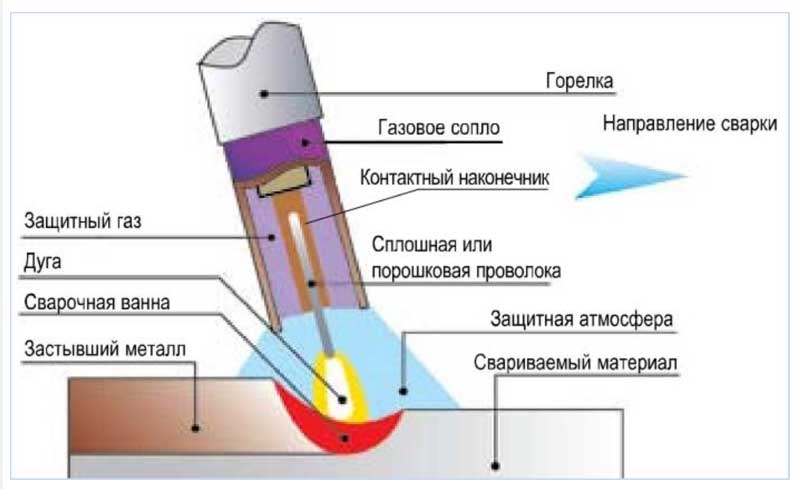
Пиринач. 8 Како МИГ ради
Полуаутоматско заваривање инертним гасом (МИГ) је еволутивни корак у развоју конвенционалног електролучног заваривања, у поређењу са којим има следеће предности:
- Уместо електроде, специјална жица пречника од 0,6 до 1,2 мм се аутоматски доводи у заварени базен кроз горионик, намотана у колутове - ово аутоматизује процес и смањује време за замену електрода.
- Заједно са жицом, инертни гас (обично мешавина угљен-диоксида и аргона) се доводи у горионик кроз рукав за заваривање - то спречава стварање шљаке и побољшава квалитет завара.
Захваљујући овој технологији, полуаутоматско заваривање има следеће предности у односу на машине са електричним луком:
- Омогућава заваривање танких радних комада дебљине 0,5 мм.
- Кува челик, нерђајући челик, ливено гвожђе, алуминијум и обојене метале.
- Приликом извођења радова нема шљаке и практично нема дима - ово је мање штетно за здравље, побољшава квалитет шава у поређењу са методама електричног лука.
Недостаци МИГ-а су гломазност (потребни су масивни гасни цилиндар и систем за довод жице до горионика) и немогућност рада у јаким ветровима који издувају гас из зоне заваривања.
Пиринач. 9 Заваривање танкозидних профилних цеви у окружењу инертног гаса
Техника заваривања
Заваривање оквира из профилне цеви може се извршити било којом од следећих врста:
- гасни;
- електрични лук.
Гасно заваривање
Гасно заваривање се производи топљењем метала и пуњењем празног простора додатком.
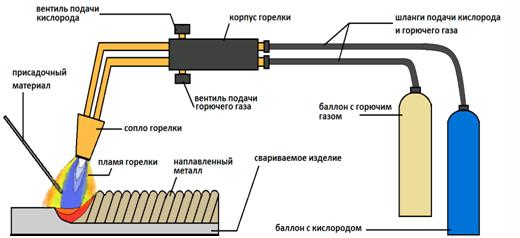
Технологија гасног заваривања
За гасно заваривање ће вам требати:
- специјална машина за заваривање са сетом врхова за горионик;
- цилиндар са кисеоником;
- цилиндар са запаљивим гасом (најчешће се користи ацетилен);
- жица за пуњење (потребно је да жица буде израђена од истог материјала као и цеви које се заварују);
- прах за заваривање (флукс), који смањује оксидацију метала и штити шав. Флукс се наноси на површину цеви пре почетка заваривања;
- елементи индивидуалне заштите заваривача (маска).
Приликом гасног заваривања потребно је стриктно поштовати мере предострожности, јер су гасови који се користе су експлозивни.
Спајање цеви помоћу гасног заваривања може се извести на 2 начина:
- с лева на десно. Додатак се испоручује након загревања са гориоником, што омогућава заваривање цеви дебљине веће од 5 мм. Шав није сасвим равномеран и захтева додатну дораду.На овај начин, капија је заварена од профилне цеви и других тродимензионалних структура;
- с десна на лево. Адитив се напаја испред горионика, што вам омогућава да добијете најравномернији шав. Углавном се користи за цеви дебљине мање од 5 мм, као што су профилне решетке за заваривање, баштенске клупе и тако даље.
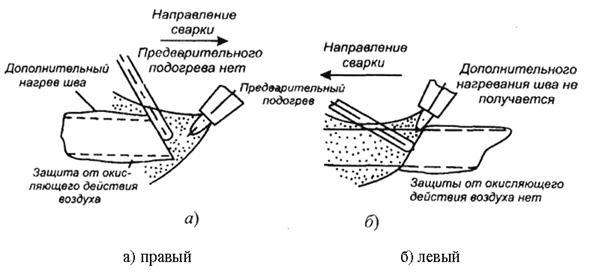
Доступни начини формирања вара
Након потпуног хлађења, шав се препоручује да се очисти и заштити од корозије.
Гасно заваривање се користи за повезивање профилних цеви од обојених метала (месинг, алуминијум, бакар и тако даље).
Предности гасног заваривања су:
- једноставност. Заваривање конструкције са гасним гориоником не захтева посебна знања и вештине;
- доступност. Потребне компоненте (гасови) могу се купити без већих потешкоћа;
- нема потребе за снажним извором електричне струје.
Заваривање
Електролучно заваривање се користи при спајању профила од црних метала, односно челика.
Електролучно заваривање се изводи помоћу:
- апарат за варење;
- електроде.
Технологија лучног заваривања
Избор електрода и потребне струје за заваривање врши се на основу дебљине метала профилне цеви.
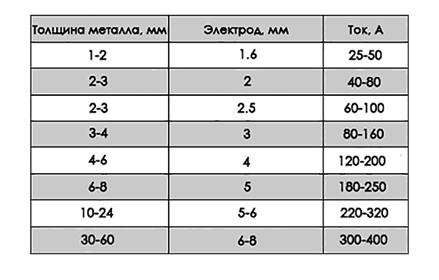
Табела односа метала за заваривање и коришћених електрода
У табели су приказани препоручени параметри електроде. Да бисте били сигурни да је електрода правилно изабрана, потребно је извршити пробни шав на малим деловима цеви.
Снага струје такође утиче на квалитет вара. Да би шав био што јачи, потребно је постићи највећу могућу јачину струје.
Заваривање профилне цеви са инвертером врши се у следећем редоследу:
- заварени делови профилних цеви су безбедно причвршћени како би се спречила њихова деформација и померање. Да бисте то урадили, можете користити и посебне уређаје и импровизоване алате;
- на 4-5 тачака, врши се тачкасто заваривање (заваривање за причвршћивање), што омогућава претходно повезивање делова;

Почетна фаза конструкцијског заваривања
- проверава се исправност дизајна. Ако је потребно, уз помоћ чекића, недостаци се исправљају;
- спој је коначно заварен. Истовремено, препоручује се праћење брзине кретања електроде тако да метал цеви има времена да се потпуно растопи и истовремено не потоне унутар профила.
Профилне цеви дебљине веће од 5 мм препоручује се заваривање у неколико фаза како би се добио јак шав. У овом случају, заваривање се врши у супротним смеровима у односу један на други.
Након завршетка заваривања, конструкција се мора охладити како би се спречила деформација профилне цеви.
Готов шав се чисти посебним алатима, на пример, угаоном брусицом.

Обрада шавова бушилицом
Место заваривања захтева квалитетну заштиту од утицаја околине, јер метал изложен високим температурама рђа неколико пута брже.
Можете сазнати више о електролучном заваривању гледајући видео.
Сви радови на заваривању морају се изводити, поштујући мере предострожности и користити средства за заштиту заваривача. Избор методе заваривања зависи од материјала од којег су профилне цеви направљене, као и од расположиве опреме.

