Процес лемљења бакарних цеви

Време лемљења бакарних цеви ће помоћи да се смањи ознака на самом споју са препорукама за лемљење потребне величине.
Пре лемљења, спољни део краја цеви и унутрашњи фитинг се обрађују брусним папиром до стања чистог метала. Затим се на очишћени крај цеви наноси танак слој пасте за лемљење или флукса. Ови материјали, када се растале, растварају оксидне филмове на спојеним елементима, штитећи њихове површине од даље оксидације, која је узрокована високим температурама.
Међутим, с обзиром на чињеницу да флукс уништава површину метала, приликом лемљења сопственим рукама, мора се применити непосредно пре почетка рада и само на подручју које ће бити укључено у фитинг. Након очвршћавања, флукс је филм који не захтева уклањање.
Затим се цев убацује у утичницу капиларне арматуре док се не заустави. Места се равномерно загревају пламеном гасног горионика или топлог ваздуха. У ту сврху пожељно је користити лампу опремљену са два горионика или млазницама за прскање.
Ако коришћени флукс садржи калај, онда када се загреје на жељену температуру, појавиће се сребрнасте капи. У другим случајевима, можете се уверити да је жељена температура постигнута тако што ћете додирнути лем на загрејану површину - лем треба да се шири. Растопљени лем се мора одмах убризгати у спој. Штавише, није битно са које ће стране бити уведен. Због капиларног ефекта, лем равномерно испуњава цео спој. Остаци флукса се уклањају са фитинга крпом.
Да би се смањило време лемљења помоћи ће употреба разних фитинга, у којима је произвођач унутра нанео перлу за лемљење жељене величине. Фитинг се поставља на цев прекривену флуксом, загрева се бакљом или пиштољем на врући ваздух док лем не буде у течном стању.
Након хлађења, пројекат цевовода за водоснабдевање и грејање је спреман за рад.
Монтажа цевовода са фитингом
Спајање бакарних цеви са фитингом врши се искључиво на местима доступним за преглед. Ово правило је због чињенице да веза није потпуно заптивена и да се временом може формирати цурење.
Предност навојне везе је у томе што се, ако је потребно, поправке могу извршити без додатних напора, јер је резултирајућа веза одвојива.
Алати и материјали
Да бисте саставили цевовод, биће вам потребни следећи материјали и алати:
- бакарне цеви одговарајућег пречника;
- спојни спојеви за пресовање или пресовање;

Специјални уређаји за монтажу цевовода
Врсте и број фитинга се бирају у складу са шемом цевовода.
- резач цеви или тестера за метал;
- савијач цеви за бакарне цеви. Уређај се користи за организовање цевовода са мање прикључака, што повећава снагу система;
- турпија за обраду цеви након сечења (пре спајања). Поред тога, можете користити фини брусни папир;
- ФУМ-трака за заптивање навоја. Поред ФУМ траке, можете користити и ланени конац, навој Тангит Унилок или било који други заптивни материјал;
- кључ.
Упутство за монтажу
Монтажа бакарног цевовода помоћу фитинга "уради сам" врши се на следећи начин:
- сечење цеви за цевовод. Дужина сваке цеви мора бити у потпуности у складу са шемом која је састављена током развоја система;
- уклањање изолационог слоја. Ако се цеви са изолацијом користе за опремљен систем цевовода за било коју сврху, онда се изолациони слој уклања за јаку везу. Да бисте то урадили, жељени део се исече ножем и цев се очисти;
- резана ивица се обрађује турпијом, брусним папиром док се не добије глатка површина. Ако на крају цеви остану неравнине, рупе или друге неправилности, спој ће се показати мање херметичким;

Скидање цеви пре спајања на фитинг
- ако је потребно, цеви се савијају;
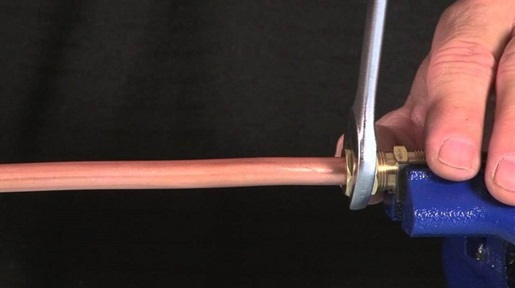
- на припремљену цев стављају се спојна навртка и компресиони прстен;

Уградња фитинг елемената за спајање
- цев је повезана са фитингом. У почетку се затезање врши ручно, а затим помоћу кључа. Током затезања, прстен у потпуности заптива спој, елиминишући потребу за додатним заптивачима. Међутим, када се бакарна цев спаја на цев или фитинг од другог материјала, потребно је додатно заптивање ФУМ траком.
Фиттинг фикатион
Важно је да не затегнете навоје, јер се меки бакар лако деформише.
Чврсто спајање бакарних цеви без лемљења
Поред тога, вреди напоменути да, упркос чињеници да се спајање цеви лемљењем у већини случајева сматра најпоузданијим методом, још увек постоје ситуације када није могуће користити овај метод. У таквим случајевима можете прибегавати повезивању бакарних цеви без лемљења. Биће вам потребни посебни окови који ће обезбедити сигурну везу због ефекта стезања који се формира током навојне везе.
У овом случају, веза се врши у следећем редоследу:
- Прво се одвајају арматуре, које често имају две компоненте.
- Један од елемената се ставља на цев. По правилу, ово је матица и стезни прстен.
- Затим се цев увлачи у фитинг и навртка се затеже.

Вреди напоменути да пре него што повежете бакарне цеви без лемљења, морате бити свесни свих ризика, јер је прилично тешко добити висококвалитетни прикључак. Минимална изобличења спојених делова уопште нису дозвољена, иначе је технологија грубо нарушена. Да би навојна веза била изузетно чврста, пожељно је додатно заптити посебним навојима. У исто време, вреди се побринути да не заврше на унутрашњој страни цеви, јер касније вода можда неће правилно проћи кроз систем.
Прикључци цеви од разних материјала
Како је челична цев повезана са бакарном цеви? За то се користи фитинг, на чијем се једном крају налази навој за причвршћивање на челичну цев. На другом крају нема навоја, потпуно је глатка, пошто ће бакарна цев бити причвршћена лемљењем.
Приликом уградње цеви у такав фитинг, навоје треба умотати пластичном заптивном траком, након чега се спојница причврсти на цев. Таква заптивна трака је неопходна да не би почела корозија на споју две врсте метала.
Челични и пластични окови
Други пример је челична и пластична арматура. Такође се прави из два дела. Први део изгледа као навртка са сегментом са навојем који је уврнут у челичну цев. Други део је пластични, са заптивком и навртком такође од пластике.
Стандардни окови који се састоје од челичних и пластичних делова
Навртка је зашрафљена на други наставак првог дела, који има спољни навој. Даље, за причвршћивање пластичног уметка са пластичном цеви користи се посебан растварач.
Оков од пластике и бакра
Такође је популаран окови од пластике и бакра, који такође укључују две компоненте. Прва компонента има два краја. Један је направљен од бакра и има навој, али је други крај потпуно гладак - он је тај који је лемљењем причвршћен за бакарну цев.
Пластични окови са бакарним навојем
Друга компонента је пластична матица са заптивком. Навртка је причвршћена на бакарни навој, а њен други крај је залепљен на пластичну цев.
Метода капиларног лемљења

Пре почетка полагања водовода потребно је исећи бакарне цеви на жељене димензије.
Ова метода се заснива на капиларном ефекту, који доприноси равномерној дистрибуцији лема по целом пресеку, без обзира на положај цеви. Да би се створио капиларни ефекат, користе се специјалне арматуре, чији се пречници морају разликовати од пречника цеви за строго дефинисану вредност. За лемљење отвореним пламеном препоручује се размак од 0,1-0,15 мм.
Везе помоћу капиларног лемљења се изводе помоћу посебних флукса и лемова - танких жица направљених од металних легура са ниском тачком топљења, обично калаја са малим додацима бакра и сребра. Лемни спојеви се користе у случајевима када се довод воде врши ручно у поду или зидовима, или у другим случајевима када није могућа визуелна контрола интегритета спојева.
Постоје две методе лемљења: висока температура и ниска температура.
Високотемпературно лемљење, иначе познато као лемљење, користи се тамо где су радни услови бакарних цевовода повезани са присуством високих температура. Такво лемљење се врши помоћу специјалних флукса и тврдих лемова. За уградњу цевовода уради сам, ова врста лемљења се практично не користи.
За цевоводе који се користе за транспорт течних и гасовитих медија, чија радна температура не прелази 110ºС, користи се нискотемпературно или меко лемљење. Са нискотемпературним лемљењем сопственим рукама, спојеви се загревају на температуру од приближно 300ºС.
Комуникације из бакарних цеви и фитинга
Висококвалитетне бакарне цеви и фитинге, чије су техничке и оперативне карактеристике у складу са међународним стандардима ИСО 9002, БС2 и ДИН, сада производе и стране и домаће компаније. Такве цеви, као и спојни елементи за њих, успешно подносе високи притисак медија који се кроз њих транспортује, високе и ниске температуре, као и механичка оптерећења којима могу бити изложене током рада, транспорта и складиштења.
За разлику од полимерних цеви популарних у наше време, производи од бакарних цеви не пропадају од излагања сунчевој светлости, не плаше се корозије, што је права пошаст за производе од црних метала. У погледу радног века по коме се бакарне цеви и фитинги разликују, ниједан сличан производ од другог материјала не може се поредити са њима. Важно је напоменути да су бакарни производи практично вечни, животни век комуникација од њих је најмање 100 година.

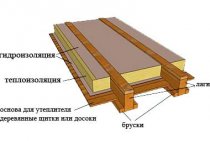
Систем грејања и водоснабдевања из бакарних цеви у приватној кући
Производи од цеви, као и бакарни спојеви, користе се за уређење инжењерских мрежа за различите намене:
- системи грејања;
- клима уређај;
- снабдевање хладном и топлом водом;
- гасне комуникације.
Они потрошачи који одлуче да користе производе од бакарних цеви и бакарне арматуре углавном их користе за опремање поузданих и издржљивих водоводних мрежа. Фитинги направљени од бакра су компактнији и изгледају много чистији од оних од црних метала. Ово се објашњава чињеницом да при пројектовању и производњи бакарних фитинга нема потребе да се њихови зидови дебљају, узимајући у обзир њихову даљу корозију, јер они једноставно нису подложни томе.

Уградња бакарних цеви у систем грејања уради сам
Постоји неколико разлога који објашњавају велику популарност бакарних цеви и фитинга за њих:
- бакар, као што знате, има антисептичка својства, па се патогени не развијају у водоводним цевима направљеним од овог метала, а квалитет воде која се транспортује кроз њих чак се побољшава;
- постављање цевовода за које се користе цеви и фитинзи од бакра много је лакше од комуникација из црних цеви;
- због високе пластичности бакра, цеви од овог метала, када се вода замрзне у њима, не пуцају, већ се једноставно деформишу; да бисте уништили бакарну цев, потребно је применити унутрашњи притисак од 200 атм на њу, а такви притисци једноставно не постоје у кућним комуникацијама.
Опсег бакарних цеви
Уградња бакарних цеви у системе грејања је могућа због њихове високе отпорности на рад са течностима високе температуре. Ово својство је посебно релевантно за једноцевну шему грејања, у којој да би се обезбедила температура расхладне течности у последњем радијатору око 70ºС, неопходно је да у првом буде приближно 120ºС.

Спајање цеви са компресионим спојницама не даје апсолутну гаранцију поузданости и захтева стално праћење током рада.
Максимална температура коју могу да издрже полимери који се користе у системима грејања не прелази 95ºС, а медији са температурама до 300ºС могу се транспортовати кроз бакарне цеви. Важна особина цевовода направљеног од овог метала је његова способност да издржи притисак од 200-400 атм, док залемљени спој бакарних цеви "уради сам" остаје херметички затворен.
Истовремено, метал-пластични производи могу издржати у просеку притисак од 6 атм, са могућим радним притиском у систему од 6-8 атм. Цеви за грејање од меког бакра лако толеришу 3-4 циклуса замрзавања-одмрзавања.
Због својих антибактеријских својстава, бакар је у стању да се одупре инфилтрацији загађивача у градским водоводним мрежама. Санитарни бакар је отпоран на хлор. Штавише, хлор, као јако оксидационо средство, доприноси стварању заштитног оксидног филма на бакру, што продужава живот цевовода. Међутим, треба имати на уму да се скривено полагање бакарних цеви уради сам може извршити само ако на цевима постоји полимерни омотач који штити бакар од лутајућих струја.
Бакарне цеви су универзалне: поред система за водоснабдевање и грејање, користе се за пренос гасова, расхладних средстава у системима за хлађење, користе се у системима климатизације.
Спајање цеви лемљењем
Размислите о спајању бакарних цеви са спојницама, након чега следи лемљење, које може бити ниско- и високотемпературно. У првој методи, лемљење се врши на температури од 300 ºЦ. Други метод се користи у уређењу система са високим оптерећењем за индустријске сврхе.
Спојнице служе као спојнице за бакарне цеви; додатно су потребни калај-оловни лем и флукс.

Технологија лемљења цеви ће бити следећа:
- Пре свега, сече се цев одређене величине. Овај процес се мора обавити пажљиво, узимајући у обзир димензије постојеће арматуре.
- Крајеве цеви треба прегледати да ли има било каквих недостатака као што су струготине, пукотине или неравнине. Ако се не елиминишу, онда ће бити проблема са непропусношћу везе након завршетка свих радова.
- Након што се уверите да су крајеви очишћени, можете започети повезивање. Због чињенице да ће бити спојено неколико цеви, а могу бити са различитим пресецима, фитинги морају бити одабрани у складу са тим.
- Затим, крај цеви и унутрашње зидове спојница треба третирати флуксом који ће одмастити површине како би се добио најквалитетнији спој.
- Сада је крај цеви увучен у конектор бакарне цеви и загрејан. Мора бити одабран тако да пресек буде 1-1,5 цм већи од пресека цеви.Цеви се загревају гасним гориоником. Размак између цеви и спојнице је испуњен растопљеним лемом.Данас на тржишту можете пронаћи било коју врсту лема која одговара вашим потребама, тако да избор не би требао представљати проблем.
- Након што се лем равномерно распореди по ободу, делови који се спајају морају се оставити док се потпуно не очврсне.
У завршној фази, потребно је да проверите конекторе за бакарне цеви и цео систем пуштањем воде у њега. У овом тренутку не само да ће систем бити проверен, већ ће бити и очишћен од остатака флукса, који временом могу изазвати корозију метала.
Капиларна метода повезивања бакарних цеви
Лемљење бакарних цеви, које се с правом сматра најпоузданијим и најтрајнијим методом повезивања бакарних делова, врши се на принципима капиларне технологије. У складу са овим ефектом, који се заснива на законима физике, течност може да се подигне кроз капилару, савладавајући гравитацију, ако постоји одређено растојање између доње и горње тачке њеног успона.

Прикључци за лемљење
Овај физички ефекат вам омогућава да лемите бакарне цеви на такав начин да се лем отопљен гасним гориоником равномерно распоређује по целој површини споја који се ствара. Да би се ефикасно извршило такво лемљење, цеви се могу поставити у било који просторни положај, главна ствар је да се растопљени лем напаја са дна формираног споја.
Детаљније, процес извођења капиларног лемљења је следећи:
- користећи гасни горионик, место будућег прикључка се темељно загрева;
- растопљени лем се доводи у зазор између крајева цеви које се спајају или између цеви и употребљеног фитинга, који га у потпуности испуњава због капиларног ефекта;
- добијено једињење се остави да се потпуно охлади;
- након потпуног хлађења формираног споја, његови елементи се темељно чисте помоћу посебне масе за чишћење.
Уз помоћ лемљења на основу капиларног ефекта, елементи цевовода су повезани не само од бакра, већ и од црних метала. У случају да се челична арматура користи као спојни елемент за бакарне цеви, тада се на место будућег прикључка наноси слој специјалног флукса. Као лем, при извођењу лемљења капиларном технологијом користи се врло струјна жица, која може бити од калаја, бакра, ау неким случајевима и сребра.
Монтажа бакарних цеви
У процесу постављања водоводних система сопственим рукама, често постаје неопходно повезати бакарне цеви са производима направљеним од других материјала. У системима грејања, снабдевању хладном и топлом водом, једињења бакра са челиком, пластиком и месингом су безбедна са становишта појаве процеса корозије. Али контакт бакра са поцинкованим челиком је опасан за поцинковане цеви и доводи до њиховог уништења услед електролитских процеса. Да би се избегао квар цевовода, потребно је извршити прикључак уз помоћ и обезбедити смер тока воде од челика до бакра.
Пре почетка рада потребно је припремити алат за уградњу бакарних цеви у систем грејања или снабдевање топлом или хладном водом. Да бисте то урадили, биће вам потребни: резач цеви или метална тестера за метал, турпија или стругач, у присуству делова сложене конфигурације - савијач цеви, гасни горионик или пиштољ за врући ваздух.
Полагање бакарног цевовода уради сам почиње са секцијама унапред израчунате дужине. Затим је потребно очистити спољне и унутрашње делове цеви, ако је потребно, поравнати рез. Употреба савијача цеви ће спречити изравнавање цеви и стварање набора, што може изазвати смањење перформанси цевовода на овим местима.
Ако пречник цеви не прелази 15 мм, онда њихов радијус савијања мора бити најмање 3,5 пречника, а ако је већи од 15 мм, онда четири пречника.Приликом ручног савијања, висококвалитетна кривина се може добити само са радијусом једнаким 8 пречника.
Упркос њиховој отпорности на корозију, бакарне цеви, због кршења производне технологије, неправилног лемљења и тешке контаминације воде са абразивним инклузијама, могу бити подвргнуте веома опасној питтинг корозији. Цев кородира на местима где је оксидни филм уништен. Један од начина да се избегне овај процес је уградња филтера на цевоводе за водоснабдевање и грејање.
На савременом грађевинском тржишту, бакарне цеви, због својих јединствених перформанси, прилично се успешно такмиче са производима од челика, пластике и метал-пластике, упркос њиховој високој цени.
Чак и са чињеницом да се полимерне цеви све чешће користе, метални производи су и даље велики успех. Као метал се по правилу користе бакар, месинг и челик. За боље у погледу отпорности на корозију и високе температуре, издваја се бакар. Заправо, о повезивању бакарних цеви биће речи у овом чланку.
Чак и упркос чињеници да се бакарне цеви одликују високим трошковима, с обзиром на све карактеристике материјала, њихова употреба је сасвим оправдана.
Пре свега, пре повезивања бакарних цеви, вреди одлучити како их повезати, лемљењем или на други начин.
Неопходни материјали и уређаји лим и др
За рад са бакарним цевима потребни су следећи алати:
- резач цеви, ножна тестера или брусилица са танким диском;
- бевелер;
- експандер цеви (екпандер);
- флукс за лемљење;
- лемљење;
- лемилица за бакар, на пример, пропан бакља за лемљење бакарних цеви;
- гумене рукавице;
- папирне салвете.
За сечење цеви користе се резачи цеви различитих величина. Већи узорци имају велики радијус окретања, незгодни су за употребу на тешко доступним местима, па ако постоји потреба да се одсече део на готовом монтираном водоводу, користите мали резач цеви. Цев можете исећи ножном тестером или брусилицом са танким диском, али бољи рез се може добити само резачем цеви.
Након што је цев исечена, оштрице се чисте. Ово је неопходно како не би дошло до ковитлања протока течности у систему. Када нема препрека, водовод не доживљава стрес и ради као сат.
Пре заваривања бакра, крајеви цеви се полирају фино зрнатим брусним папиром, који се може купити у продавницама хардвера. Обе површине се чисте, припремају се за лемљење.Понекад се за ове сврхе користе мале четке, чији је пречник Ø 22 мм, уклапају се у скоро све цеви. За скидање, нога четке се убацује у одвијач или бушилицу, помоћу којих се процес одвија брже и боље.
На очишћену, изглађену спољашњу површину наноси се флукс - композиција која спречава оксидацију бакра.
Флук могу користити различити произвођачи, као што је Санха
Гумиране рукавице се користе за заштиту руку, јер се приликом одсецања бакра и брадавица формирају многи ситни метални елементи који се забадају у кожу попут ивера.Осим тога, приликом чишћења површине бушилицом, ротирајућа четка жваће крпене рукавице.
Да би се бакар правилно лемио, мора се имати на уму да од тренутка скидања и наношења флукса на лемљење не би требало да прође више од пола сата, иначе се скидање мора поновити. Ако се флукс наноси четком, на површини не би требало да остане чекиња или длака - иначе веза неће бити чврста, а након што се вода доведе, цевовод ће процурити.
Након уметања цеви у утичницу, остаци флукса се не уклањају у потпуности салветом, остаје на споју у облику ивице од 1-2 мм, а при лемљењу се лем повлачи према унутра - настаје капиларни ефекат. покренуо.Прво, спој се загрева гориоником, док се влага између зидова испарава. Затим се горионик доведе други пут, постепено се бакар загрева, а флукс поприма лимени изглед. У овом тренутку лем се поставља на предњу страну, долази до лемљења, док се растопљена легура слива на погрешну страну, учвршћујући се у процесу кретања. Вишак металних препуста формираних одоздо се одвајају сами. Постоји много начина за лемљење бакра.
Елементи за спојеве бакарних цеви
Бакарни фитинзи, који се користе за спајање бакарних цеви, представљени су на савременом тржишту у великом броју величина и дизајна. Најпознатије врсте таквих спојних елемената су:
- фитинзи са навојем за бакарне цеви;
- самозакључујући спојни елементи;
- компресиони или пресовани тип фитинга;
- такозвани прес фитинзи;
- спојне арматуре капиларног типа.
Од свих наведених типова спојних елемената, прес фитинзи за бакарне цеви се најмање користе у нашем времену, што се објашњава следећим разлозима: њихова уградња захтева употребу сложене и скупе опреме: специјалне пресе. Дизајн прес фитинга је првобитно развијен како би се уз њихову помоћ повезале пластичне и метал-пластичне цеви, тако да њихова употреба за монтажу бакарних производа није увек препоручљива.

Клијешта за пресовање
Да би цевовод, у чијем уређењу се користе бакарни делови, служио што је дуже могуће и био високо поуздан, препоручљиво је да се приликом његове уградње користе елементи од хомогених материјала. Спајање бакарних цеви са фитингима који су направљени од других сировина треба вршити само у ретким изузецима.
Ако није могуће избећи употребу фитинга од различитих материјала током уградње цевовода, онда се такав процес мора извршити, поштујући следећа једноставна правила:
- бакарне цеви у комуникацијама, за стварање којих се користе елементи из различитих материјала, увек се постављају након производа од црних метала: у правцу течности;
- бакарни делови цевовода се не могу спојити на фитинге од поцинкованог и нелегираног челика, непоштовање овог захтева ће изазвати електрохемијске реакције у таквим системима, што ће значајно убрзати процес корозије челичних делова;
- Бакарни елементи цевних конструкција могу се повезати са деловима од челика отпорних на киселине, али ако је могуће, такве делове је боље заменити фитингима од поливинилхлорида.