Träningsmetoder
Tråden görs med två huvudmetoder: med hjälp av en manuell fixtur och en maskin. Klipp ämnen manuellt i en enda kopia eller i en liten mängd. I storskalig produktion används utrustning - maskiner:
 Träning
Träning
- Skruvskärningstyp;
- Trådrullning med deltagande av rullar och platta stansar;
- Fräsning, där de får ett stort steg;
- Slipningstyp med cirklar av en given profil, där skruvar med fin stigning och hög precision erhålls;
- Skruvskuren typ;
- För invändig gängning i muttrar;
- För virvelskärning med huvuden med flera skäreggar.
Vid gängning i en virvelmetod är fyra element fixerade i huvudet involverade i arbetet. Själva huvudet roterar från en separat enhet. Hela denna struktur är installerad på en svarv - dess stöd. Metoden kännetecknas av ökad bearbetningshastighet på grund av mindre uppvärmning av skärverktyget (växelvis kontakt med arbetsstycket). Dessutom är helixen mindre grov och har en tydligare profil.
Att skära en tråd på ett rör är inte så svårt.

Artiklar
För att säkert ansluta en kran till ett rör, eller installera en värmare i ett värmesystem, är det viktigt att veta hur och med vad man ska skära en gänga på ett rör. När allt kommer omkring är de flesta av ventilerna gängade, respektive, anslutningen av sådana element genom svetsning är omöjlig.
När allt kommer omkring är de flesta av ventilerna gängade, respektive, anslutningen av sådana element genom svetsning är omöjlig.
Gängat vattenrör
Till exempel, om ett nytt tvättställ eller toalett ska installeras i din lägenhet, och det inte är möjligt att varva ner en långvarig anslutning på ett stålvattenrör, är det bästa alternativet:
- Stäng av vattentillförseln;
- Skär av en del av röret med en kvarn på installationsplatsen för tvättstället;
- Utför rörgängning;
- Installera en kulventil eller tee på röret;
- Anslut den med en flexibel slang till tvättställsblandaren.
Detta jobb kan enkelt utföras av en kvalificerad rörmokare. Men alla ägare av en lägenhet, som har skaffat ett verktyg för att gänga rör, kan självständigt utföra detta arbete.
Gängskärande matriser
Hittills används två typer av gängningsanordningar för att utrusta ett rör med en gängad anslutning:
- Gängskärande stansar;
- Klupp rör.
Med deras hjälp kan du skära trådar på alla avlopps- eller vattenrör, som används i tekniska nätverk av bostadshus och privata stugor.
Klupp rör
Råd!
Om du aldrig har klippt en tråd, kommer det att vara svårt att göra detta med en stans. Den minsta förvrängning av verktyget kan leda till en defekt.
Därför är det bättre att använda en stansare, eftersom den har en guide som avsevärt förenklar skärprocessen.
Låt oss fräscha upp teorin bakom trådningsprocessen.
Så:
- gängning på rör är bildandet av en spiralformad yta på utsidan av röret (VVS eller värmesystem);
- spiralformad yta är ett anslutningselement som likformigt roterar runt banans axel,
- en tee eller tapp, med en likformig translationell rörelse längs denna axel;
- gängstigning är det skruvade elementets translationsrörelse i förhållande till gängaxeln, motsvarande ett helt varv.
Med andra ord, för att installera stoppventiler är det nödvändigt att skära gängor på rören, vars stigning matchar stigningen på anslutningselementen. Då kommer en sådan anslutning av avlopps- eller vattenrör att vara tät och hållbar och klara högt tryck.
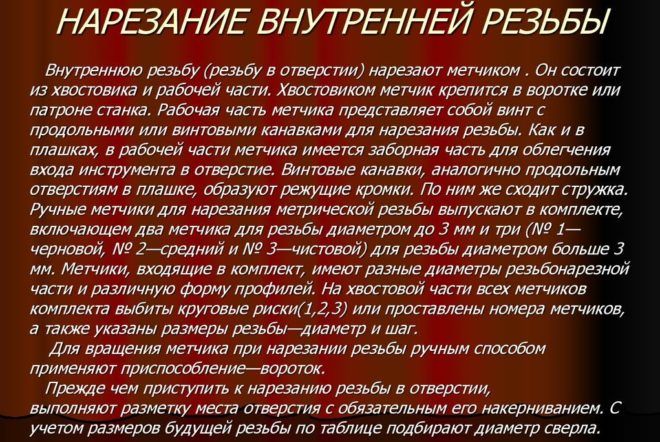
Vilka fräsar används för gängning
På vändenheten kan skäroperationer utföras - både på den yttre och på den inre ytan. I detta fall används olika typer av skärelement. De kan delas in i tre huvudgrupper:
- Stav;
- Prismatisk;
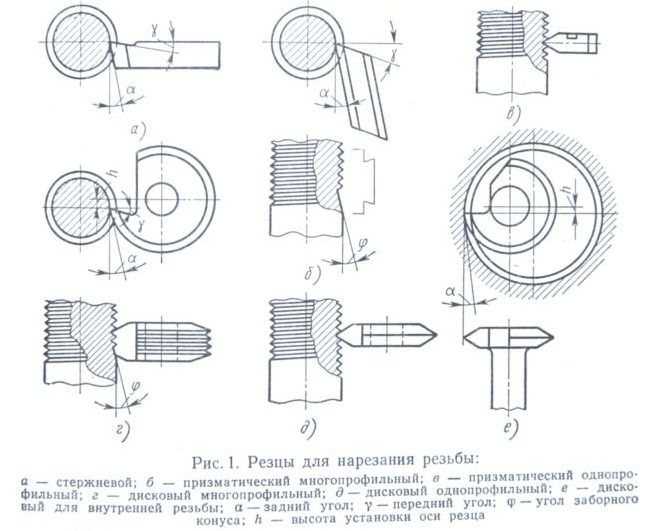
- Runda.



Den första gruppen inkluderar instrumentet av den enklaste typen. Till sin design är detta ett arbetshuvud på en stav av olika sektioner och former. Profilformen matchar huvudet. Vissa modeller av stångskärare har hårdmetalllödning på arbetsytorna. Detta ökar resursen för de senare, som är mindre utsatta för nötning av arbetsytan, och som ett resultat blir de inte skärps så ofta.
 Gängade fräsar
Gängade fräsar
Anordningar av prismatisk typ utför bearbetning av arbetsstycken endast från utsidan. Jämfört med föregående grupp klarar de större ytor, de kan slipas fler gånger. I en svarv är elementet fixerat med en laxstjärthållare.
Runda skärelement kan användas för att göra invändiga och yttre gängor. De är bekvämare att arbeta med än prismatiska, de är mer mångsidiga - de har ett brett användningsområde. De lämpar sig väl för att slipa om ett stort antal gånger. Fäst knivarna i hållaren i hålet i änden. Prismatiska och runda element klassificeras som formade verktyg för svarvutrustning.
Verktyg
För att utföra arbetet måste du förbereda alla nödvändiga verktyg och enheter för skärning. I varje fall kommer en rörgängad uppsättning att variera i sammansättning, men för manuell användning består den av stansar, en stans och en spärrhållare. Sammansättningen av uppsättningen är också utrustad med en rörskärare, en gasnyckel, en fil, en bågfil, en kvarn, smörjmedel och andra verktyg. För den som inte vill jobba på gammaldags vis med den klassiska metoden finns ett alternativ - ett elverktyg.




Själva skärningen utförs med stansar. Vissa skärs bara på ena sidan, andra på båda.
För invändig gängning kan satsen även innehålla flera tappar med olika skärdjup. Vissa är utformade för grovbearbetning av rörets inre yta, andra för efterbehandling. Denna utrustning presenteras i form av en skruv med spånspår. Den fästs på kragarna med hjälp av svansdelen.


Med hjälp av en kran utförs intern skärning i flera tillvägagångssätt. Deras antal beror på vilket material de arbetar med. Till exempel, för gängning i titanlegeringar, är speciella uppsättningar av flera kranar utformade.
En tärning, progonka eller lerka används för att rista olika former på rör. Det är en stålmutter med en skärbas inuti, där det finns speciella hål - spår för avfall. Formarna är rörformiga, sexkantiga, runda och fyrkantiga. Modifiering av deras kropp är solid, delad och glidande.

Glidande (prismatiska) modeller kallas också halvplattor, de är fästa på formen med skruvar och en speciell packning - knäckare. Detta är nödvändigt för att jämnt fördela trycket på skruven. Med hjälp av stansar skärs cylindriska, koniska, runda eller metriska gängor. Delarna av formen är speciella skiftnycklar och patroner med vilka den är fäst på ramkroppen.


Klupp består av en ram i vilken skärelement - stansar är fixerade. Varje dorn är utrustad med fyra stålformar. Klupp är även utrustad med ett speciellt spärrhandtag. Endast en dyna kan sättas in i formhållaren, flera kan sättas in i formhållaren. Skärmekanismen för körningar kan skära två typer av trådar: 0,5 - 1 ¼, 1 ½ - 2 tum.


En manuell stansare skär som regel rör med liten diameter. De är utrustade med ett speciellt handtag - hållare.De kan även användas med en lämplig rörtång. Den är liten i storleken, enkel och lätt att använda.


En spärrhållarskruv är en modifiering av designen med en växelmekanism utformad för att göra gängor med en diameter på mer än en tum. Spärrhaken är en oumbärlig mekanism. Vänster- och högerspärrar gör det lätt att arbeta på svåråtkomliga ställen, till exempel nära väggar. Med hjälp av spärrspaken tas formen snabbt bort från gängan genom att vrida den i motsatt riktning, vilket ger en fram- och återgående gängningsmetod.


Det kallas oblique klupp eftersom avståndet mellan glidmatriserna regleras i den. Detta talar om snittets diameter. Design av denna typ är den enklaste att använda.


Mayevskys skruvpluggar av mer komplex design används för rörgängning. De innehåller tre uppsättningar utbytbara stansar och är specialiserade på gängdiametrar upp till 2 tum. Konstruktioner av denna typ används för att gänga rör med liten diameter.

Kapning på rör med stor diameter utförs i industriell skala. Till exempel, för att skära ett sömlöst rör med en diameter på 219 mm, behövs en speciell maskin. Höljesrör (pelare) kapas endast på specialmaskiner under speciella förhållanden, med förbehåll för alla säkerhetsåtgärder.
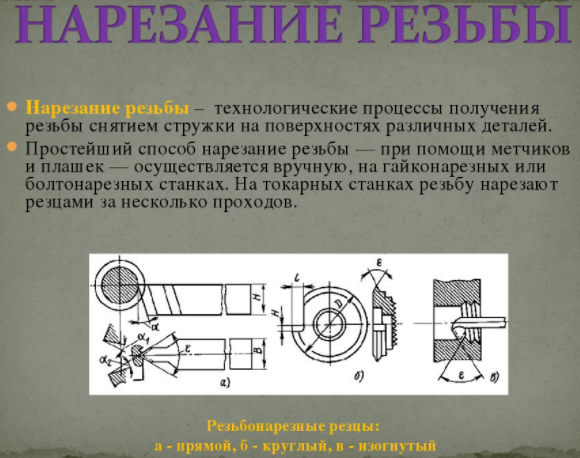
Hur man skär en utvändig gänga. Kapning av gängor på rör och kopplingar. Dö. Klupp

Hur man skär en utvändig gänga. Kapning av gängor på rör och kopplingar. Dö. Klupp. 4,46/5 (89,23%) förlorade 13
En utvändig gänga skärs med runda eller glidande stansar, samt skruvbrädor. Gängklippning kan göras både på maskiner och manuellt.
Gängning med runda stansar (lerks).
Runda matriser (lehrs) är en skiva med ett skuret hål. För att ta bort spån och forma fjädrar med skärkanter (fig. 1) görs flera spånhål i formen. Dynorna (lehrs) sätts in i lerkohållaren och spänns fast med skruvar (Fig. 2).
Ris. 1. Dö runt snitt (lerka).
Ris. 2. Lerko-hållare:
1 - ram; 2 - handtag; 3 - klämskruv.
Diametern på den skurna stången tas något mindre än gängans ytterdiameter och sågas ner konformad för att ugnen ska komma in. Valet av stavar för att skära metriska eller tumgängor anges i Tabell. ett:
Tabell 1. Axeldiametrar för gängade bultar.
| Metrisk tråd | Tum tråd | ||
| Ytterdiameter i mm | Skaftdiameter i mm | Ytterdiameter i tum | Skaftdiameter i mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Glidformar (Fig. 3, a) består av två prismatiska halvor med ett hål. Ett spår görs i mitten av stanshålet, som bildar skäreggarna.
Ris. 3. Glidformar och kex:
en tallrik; b - kex.
Klupp för gängning.
För att fästa formarna används en skruvklämma med en rektangulär eller sned ram (Fig. 4). De prismatiska utsprången på kluppen går in i stansarnas spår, och från sidan pressas stansarna med bultar.
Ris. 4. Klupp (sned)
1 - ram; 2 - handtag; 3 - klämskruv.
För att undvika direkt tryck av bulten på stansarna, installeras en så kallad cracker mellan stansarna och bulten (se fig. 3, b), som har formen av en stans.
Trådskärningsteknik.
Att skära med prismatiska stansar skiljer sig något från att skära med lerkar. Vid skärning med stansar sågas inte stängerna till en kon, utan stansarna flyttas isär.
Sedan kläms de fast på stången, vars ände måste sammanfalla med formarnas övre plan. Genom att vrida formen åt höger och något åt vänster utförs gängning.
Läget för lerkoderzhatel och klupp är inställt strikt vinkelrätt mot den skurna stången, annars kommer tråden att vara sned och ensidig.
Kylning och smörjning för gängning.
Vid skärning av gängor med tappar och stansar måste smörjmedel användas.Som smörjmedel kan du använda en vanlig emulsion, lösa en del av emulsionen i etthundrasextio delar vatten. Dessutom kan du ansöka: för gjutjärn - ister och fotogen; för stål och mässing, kokt och rapsolja och ister; för röd koppar - ister och terpentin; för aluminium - fotogen.
Det rekommenderas inte att använda maskin- och mineraloljor vid skärning av trådar, eftersom de, genom att öka skärmotståndet, inte ger rena hål och leder till snabbt slitage av kranar och matriser.
Skruvbrädor.
För att skära gängor på skruvar med diametrar upp till 6 mm används skruvbrädor. På skruvbrädorna finns flera skurna hål med olika diametrar med spånspår, två för varje hål.
Gängning med stansar utförs på samma sätt som gängning. Stången spänns fast i ett skruvstäd, smörjs in med olja, och sedan sätts en stans med stansar på stången, spänns fast med en skruv och roteras ett helt varv åt ena hållet och ett halvt varv åt det andra. Om staven är tjockare än vad som krävs ska den filas.
Gängan på bultarna mäts med ringformade gängmätare eller en gängmätare.
Kapning av gängor på rör och kopplingar.
Rör och rördelar (anslutningsdelar för rör) skärs med ett specialverktyg med hjälp av fixturer.
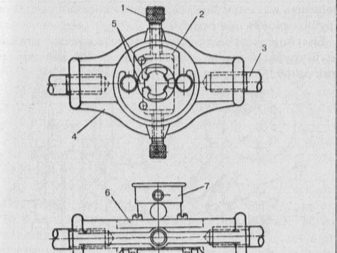
Klupp för att skära gängor på rör.
På rör skärs gängan med en speciell skruvgänga (fig. 5). Skäraren för att skära rör enligt enheten skiljer sig från vanliga stansar. Fyra stålkammar går in i spåren på hållaren.
Genom att vrida på det övre handtaget kan de föras ihop eller flyttas isär. Därför kan rör med olika diametrar skäras med en stans. Dessutom har kluppen styrningar som regleras av det nedre handtaget.
Styrningarna säkerställer korrekt position av formen på röret vid kapning.
Ris. 5. Klupp för att kapa rör.
Rör under skärning fixeras med en speciell rörklämma. Klämman består av en ram i vilken kex med urtag för rör av olika diametrar placeras.
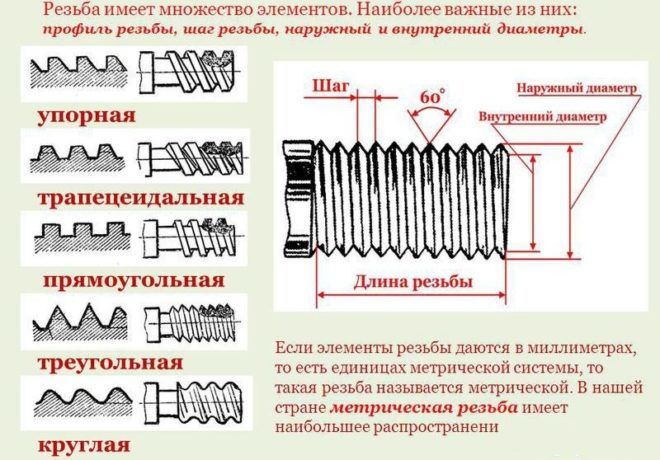
Trådprofiler
Former av ämnen, beroende på typen av yta, är cylindriska och koniska. Gängorna är externa (på ytan) och interna (i hålet på ämnet). Typen av gängad anslutning beror på gängprofilen.
Det finns fem typer av profiler:
- triangulär;
- rektangulär;
- trapetsformad;
- beständig;
- runda.
Tråden kan vara enkelstart och multistart:
- enkelgängad - bildad av en enkelgängad tråd;
- multi-start - skapad av två eller flera trådar placerade på samma avstånd från varandra.
Huvudindikatorerna för båda typerna av gängor är stigning och slaglängd. Gängstigning - avståndet mellan de närmaste varven och mäts längs mittlinjen på arbetsstycket som bearbetas. Förloppet av en tråd är gapet i mitten av två toppar av ett varv på arbetsytan av produkten. Slagslaget är lika med produkten av gängstigningen med antalet starter.
Skärverktygsdyna
En form är ett skärande svarvverktyg tillverkat i form av en mutter. Hål borrade i den är gjorda för borttagning av spån. Verktyget består av skärelement placerade på varje sida om det och bildar en kon. En form på en svarv bildar en gänga på bultar, dubbar, skruvar och andra metallprodukter.
De mest använda typerna av tallrikar:
- metrisk;
- vänster;
- rör.
Du kan göra uppgiften enklare genom att göra en liten avfasning på änden så att dess höjd sammanfaller med höjden på gängprofilen. Storleken på formen måste matcha delens diameter.
Därefter fixeras formen av önskad storlek i formhållaren, fixerad i svarvens bakstycke. Gänghastigheten beror på materialet för arbetsstycket: mässingsprodukter bearbetas med ca 15 m/min., gjutjärn - 3 m/min., stålämnen - 4 m/min.
Vid denna bearbetningshastighet slits formen mindre.I processen att skära måste varje varv av formen ersättas genom att vrida tillbaka den en tredjedel av cirkeln för att rensa hålen från spån.
Video: Hur man skär trådar på en svarv
Ett urval av frågor
- Mikhail, Lipetsk — Vilka skivor för metallskärning ska användas?
- Ivan, Moskva — Vad är GOST för metallvalsad stålplåt?
- Maksim, Tver — Vilka är de bästa ställen för att lagra valsade metallprodukter?
- Vladimir, Novosibirsk — Vad betyder ultraljudsbearbetning av metaller utan användning av slipande ämnen?
- Valery, Moskva - Hur man smider en kniv från ett lager med dina egna händer?
- Stanislav, Voronezh — Vilken utrustning används för produktion av galvaniserade stålluftkanaler?
Grunderna i tråden
När gasrör är anslutna till ett vattenförsörjningssystem rullas eller skärs cylindriska rörgängor. Änddelarna av rören är kombinerade med specialelement. De sista 2 lockarna i en cylindrisk tråd kallas en run. Runaway tillåter fixering av kopplingselementet på den rörformiga produkten. Detta säkerställer tätningen av anslutningen med tätningen.
För att koppla bort anslutna till exempel värmerör utan att skära behöver du använda ett drag. Den innehåller en låsmutter, ett kopplingselement, en lång gänga. Den har en sådan längd att det är möjligt att enkelt linda upp kopplingsdelen, låsmutter.
För att spara material används produkter med tunna väggar i gasförsörjning och andra komplex. De rullas på. Tjockleken på väggarna bör vara större än när man skapar en tråd på ett vattenrör.

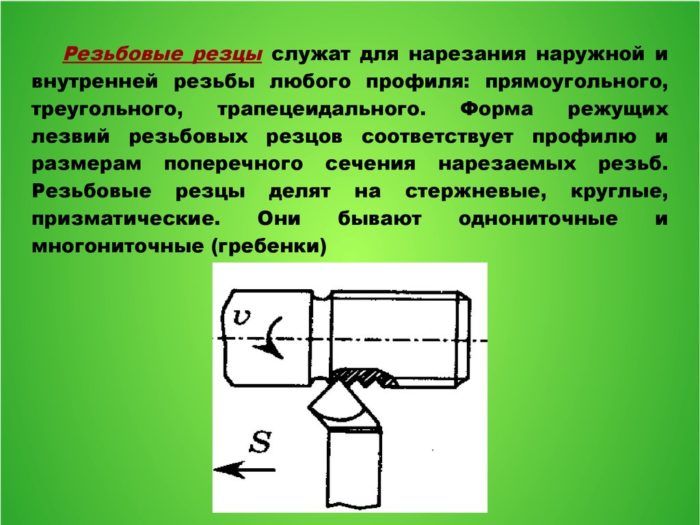
Skärteknik på en metalldel
Den spiralformade ytan som bildas av skäraren kallas en tråd. Det ger viktiga uppgifter - med dess hjälp kan delar av delar röra sig i förhållande till varandra, artikulera eller avsevärt täta lederna i olika mekaniska enheter.
För att förstå hur man skär trådar på en svarv måste du följa gängningsprocessen - det är ganska enkelt och förståeligt. Skäraren är fixerad i svarvens stöd. Den rör sig jämnt längs den roterande delens axel. Den spetsiga spetsen på verktyget skär en spirallinje på delens yta.
För att korrekt installera och styra skärverktyget används en speciell mall, som placeras ovanför ämnet. Kuttern placeras längs maskinens mittlinje. Enligt det resulterande gapet bestäms hur exakt gängning utförs.
Skärning har sina egna egenskaper:
- processen med trådbildning har några funktioner;
- materialet från vilket delen är gjord ställer in skärarens spånvinkel;
- värdet på vinkeln beror på metallens viskositet, hårdhet och sprödhet;
- skärarens plan vid de bakre sidohörnen ska inte gnugga mot de skurna spåren;
- invändiga gängor skärs i redan borrade eller borrade hål.
För varje material som bearbetas utformas vissa skärverktyg. För stålämnen används fräsar, vars plattor är gjorda av hårda legeringar T15K6, T14K8, T15K6, T30K4. För gjutjärnsämnen används skärverktyg med hårdmetallskär VK4, V2K, VK6M, VK3M.
gänga med en kran hur man skär trådar för hand
Hur man skär gängor med en gänganordning beskrevs tidigare. Gängningsanordningen skiljer sig mycket från gänganordningen, men principen för gängning med båda verktygen förblir densamma.
En kran är ett metallbearbetnings- och svarvverktyg, i sin form som påminner något om en lång stång. Inuti just denna stång finns skärelement, med hjälp av vilka tråden skärs manuellt.

En kran kan användas till mer än att bara skära nya gängor. Med det här verktyget kan du också återställa tråden och göra den som "ny".
Enligt driftprincipen är kranarna manuella och maskinella. Maskinkranar är fixerade på en svarv och gängning sker i automatiskt läge.
Hur väljer man typ av kran?
För manuell gängning måste du först välja rätt typ av kran. Valet av kran för gängning beror främst på:
- trådtäthet;
- profil;
- Former för gängad anslutning;
- Tolerans;
Dessutom påverkas valet av en viss kran också av tillverkningsmaterialet för de delar på vilka gängan ska skäras. Huvudvalet för en kran beror först och främst på diametern på gängan som skärs.
Träning med kran för hand
Träning med tapp sker enligt följande. Den del som ska gängas fixeras i ett skruvstäd eller annan anordning. Huvudsaken är att delen är säkert fixerad i enheten, eftersom när du trär med en kran måste du anstränga dig mycket.

Sedan borras ett hål i delen för gängning med en kran, beroende på typ av gänga - blind eller genomgående. Diametern på det borrade hålet bör vara något mindre än diametern på kranens skärelement.
Var noga med att fasa den övre kanten av gänghålet. Därefter tas en kran och installeras i ett borrat hål, som ska placeras i ett skruvstäd med en avfasning uppåt.
Träning med en kran görs medurs, hela tiden, genom att trycka in kranen i hålet. Det är nödvändigt att trycka på kranen smidigt, utan onödiga ryck, gradvis vrida den, sålunda, tills en ren och jämn tråd erhålls.

Efter att ha gjort flera varv med kranen medurs, återförs den i motsatt riktning och blir därmed av med de ackumulerade metallspånen.
Under gängning är det nödvändigt att kyla kranen i tid, annars kan verktyget lätt skadas. Om en aluminiumtråd skärs, kyls kranen med fotogen; om en tråd skärs på en koppardel, sedan med terpentin; när du skär en ståltråd är det bäst att kyla kranen med en emulsion.
Typer och egenskaper hos fräsar
Svarvverktyget för metall består av en hållare och ett arbetshuvud. Kvaliteten på bearbetning av delar beror direkt på dessa element. Hållaren har en rektangulär eller kvadratisk sektion. Med sin hjälp är skäraren fixerad på svarven.
Det arbetande huvudet bearbetar detaljerna. Den består av olika skärplan och kanter. Vinkeln för att skärpa huvudet bestäms av materialet från vilket delen är gjord.
Utvändiga och invändiga gängor skärs med olika typer av gängskärare.
 Trådskärare
Trådskärare
De mest använda av dem:
- stav;
- prismatisk;
- runda.
Stångskärare består av en stång med ett arbetshuvud. Dessa typer finns i olika profiler. De mest slitstarka är fräsar, till vilka hårdlegerade arbetskanter är lödda. De behöver inte vändas ofta, eftersom de förblir vassa under lång tid.
Prismatiska skärare används för att bearbeta endast den yttre sidan av ämnet. Deras fördel gentemot stavar är förmågan att bearbeta stora ytor. Men de borde slipas oftare.
Runda fräsar används vid skärning av inre och yttre gängor. Dessa verktyg är mycket enkla att använda, deras användningsområde är ganska brett. Runda fräsar tillåter flera omslipningar.
 Gängade fräsar runda
Gängade fräsar runda
Enligt designskillnaderna är metallskärande verktyg indelade i flera typer:
- hetero;
- böjd;
- böjd;
- ritade.
Toppen av alla gängade verktyg är ett rundat huvud eller en fas. Gängprofilen bildas av en fräs med rätt konfiguration. Med skärverktyg av böjd form skärs en gängad tråd på ytan av ämnet.
Raka fräsar används sällan här.Tråden inuti delen är gjord med böjda skärare, ibland raka, fixerade i en speciell hållare.
Fräsar är indelade i kategorier:
- gjord av höghastighetslegerat stål;
- med hårdlegerade plåtar lödda till arbetselementet;
- skärtillbehör med utbytbara mångfacetterade skär fästa på huvudet.
I skruvgängans riktning är verktygen differentierade i höger och vänster. När du arbetar går den första matningen från vänster till höger, den andra - matningen går till vänster. De rätta används oftare.
Vi skär tråden med en stans
Egenheter
Gängning uppfanns för två århundraden sedan när skruvsvarven först dök upp i Storbritannien. Uppfinnaren G. Maudsley upptäckte en metod för att applicera exakta trådar och uppfann en anordning för att mäta den (mikrometer) med en noggrannhet på 0,0001 tum.

Ungefär samtidigt skapade maskiningenjören D. Whitworth den första gängprofilen och föreslog ett system av dess standarder. Sedan dess bär uppfinningen hans namn - Whitworth carving. Den låg till grund för olika nationella standarder.

Huvuddraget med gängning är att verktyget för dess genomförande måste vara tillverkat av ett material med större hårdhet än det element som skärs, och för tillverkningen av detta verktyg måste i sin tur design med ännu hårdare element i sammansättning användas.
Numera finns det otaliga alternativ för att gänga ett rör.
Det är bara viktigt att välja den som behövs. Ett bra resultat garanteras om högkvalitativa material och verktyg används vid genomförandet av arbetet, instruktionerna följs, såväl som skärteknik
Vid gängning är det bäst att använda ett kvalitetsverktyg, eftersom ett billigt alternativ sannolikt inte håller länge.

Nu är de flesta rörsystem gjorda av plast. Det är ofta nödvändigt att fästa strukturer med anslutningselement av plast och metall. I den inhemska sfären är sådana fästelement en ganska vanlig lösning, de kallas kombinerade. I moderna kommunikationssystem används traditionellt en av typerna av plast- eller metallrör. Men i vissa fall är det tillrådligt att använda en kombination av mönster.


Rör med en diameter på upp till 40 mm sammanfogas med en gängad metod. Flänsanslutningar används för rör med större diameter där det inte är möjligt att dra åt gängan.

Anslutningen av ett polypropenrör med ett metallrör utförs med beslag som är speciellt utformade för detta. De är anslutningar, vars ena sida har en metallgänga och den andra har en plasthylsa. Flera kombinerade anslutningar görs med speciella komplexa beslag.
