Hur man borrar gjutjärn med en borr Verktygsmaskiner, svetsning, metallbearbetning

Innan du lär dig hur man korrekt hanterar ett gjutjärnsrör, och i synnerhet hur man borrar ett gjutjärnsrör, måste du ta reda på vad det är, var och vad det används till.
Huvudsyftet med gjutjärnsrör är utsläpp av avloppsvatten till huvuduppsamlarna.
Du kan behöva följande verktyg:
Anslutning av gjutjärnsrör. SMU (båda rörändarna är släta); SME (ena änden av röret är slät, den andra har en löstagbar anslutning)
- elektrisk borr eller stag;
- borrar med segrande munstycken;
- slipmaskiner och skivor för metall;
- markör för märkning.
Det finns två typer av gjutjärnsrör:
- SMU (båda rörändarna är släta);
- och SME (ena änden av röret är slät, den andra har en löstagbar anslutning).
Innan du börjar använda rör måste du se till att den plats som väljs för dem inte strider mot byggregler. Det är önskvärt att det inte finns några svängar och sluttningar.
Gjutjärnsrör får inte bearbetas, endast rörkapning är tillåten. Idag är denna metall helt enkelt oumbärlig i vissa typer av industrier, varför skärning och borrning av gjutjärn är så viktigt.
LLC DESIGN PRESTIGE
Metoder för kapning av gjutjärnsrör
I moderna industriella förhållanden finns det många sätt och olika utrustningar som löser problemet med att skära gjutjärn.
För att skära rör kan du använda ett speciellt verktyg för att skära gjutjärn, en bågfil för metall eller en kvarn med metallskivor.
I processen med järnproduktion, om det är nödvändigt att skära gjutgods, har metoder som använder termiska skärmetoder använts i stor utsträckning:
- båge;
- plasma;
- elektrokontakt;
- air-arc och andra.
Det är förbjudet att skära röret med en gasbrännare, samt svetsa gjutjärnsrör.
Vid skärning med en bågmetod används elektroder av följande märken: ANR-2, LIM, OZR-1.
LLC DESIGN PRESTIGE
Insättning i ett gjutjärnsrör
Under driften av ett sommarhus eller ett hus på landet blir det ibland nödvändigt att göra ett urval från vattenförsörjningen eller ett extra avlopp i avloppet för en tvättmaskin.
Det här problemet löses med metoden "insert". Hur gör man en tie-in i ett gjutjärnsrör?
I de flesta fall är det möjligt att använda en färdig t-shirt, vars diameter är något större. Det är nödvändigt att skära av den del av röret där det inte finns något grenrör.
Röret måste vanligtvis kapas på längden, ett hål borras och ett grenrör svetsas fast i resten.
Förutom snabb och högkvalitativ reparation av värmerör tillhandahåller vi professionell installation av nyckelfärdiga värmesystem. På vår värmesida > resant.ru/otoplenie-doma.html
För kommunikation, använd kontakttelefonen till LLC DESIGN PRESTIGE 8 (495) 744-67-74, som kan ringas dygnet runt.
notera
Vårt företag LLC DESIGN PRESTIGE är en del av den ideella organisationen ANO INTERREGIONAL BOARD OF JUDICIAL EXPERTS. Vi tillhandahåller även tjänster för oberoende byggteknisk expertis.
Nyheter
Vad och hur borrar man gjutjärn?
I samband med utvecklingen av den metallurgiska industrin dyker en mängd olika metaller och deras legeringar upp på marknaden. Metall kan ersätta stål eftersom det är ett material med ett högt pris. Vid bearbetning måste du veta hur man borrar gjutjärn i industriell produktion, privata verkstäder.
Borrning av gjutjärn med maskin
Metoder för kapning av gjutjärnsrör
I moderna industriella förhållanden finns det många sätt och olika utrustningar som löser problemet med att skära gjutjärn.
För att skära rör kan du använda ett specialverktyg för att skära gjutjärn, en bågfil för metall eller en slipmaskin med metallskivor.
I processen med järnproduktion, om det är nödvändigt att skära gjutgods, har metoder som använder termiska skärmetoder använts i stor utsträckning:
- båge;
- plasma;
- elektrokontakt;
- air-arc och andra.
Det är förbjudet att skära röret med en gasbrännare, samt svetsa gjutjärnsrör.
Vid skärning med en bågmetod används elektroder av följande märken: ANR-2, LIM, OZR-1.
LLC DESIGN PRESTIGE
Hur man borrar ett hål i gjutjärn
Ofta finns det situationer i vardagen då man måste arbeta under extrema förhållanden. Ett av de svåraste jobben är att borra gjutjärn, eftersom. det avser slipande material. Anledningarna kan vara många: från att förfina badet till personliga tekniska idéer.
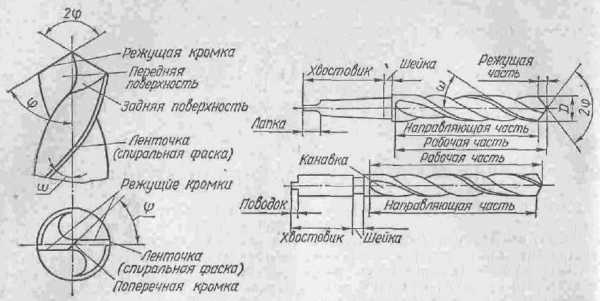
Delar av en spiralborr för gjutjärn.
Detaljerade instruktioner för borrning av gjutjärn
Nödvändiga verktyg och material för arbete:
- linjal;
- markör;
- träblock;
- bulgariska;
- fotogenlösning.
Skruvborr för borrning av gjutjärn.
Innan du borrar ett hål i gjutjärn måste du tydligt definiera mål och mål i förväg, eftersom. du måste se slutresultatet. När man borrar hål i ett bad utan tidigare erfarenhet görs misstag. De tre vanligaste är halkade hål, flisad emalj och till och med trasiga borrar.
Innan du börjar göra något måste du se till att du verkligen har gjutjärn framför dig. Det enklaste sättet är att försöka lyfta produkten. Om den inte stiger på grund av den enorma massan, har inget fel inträffat. Annars är det vanligt stål.
Den viktigaste aspekten som inte får glömmas bort under hela arbetet är bristen på brådska. Även om det är mycket nödvändigt och tidsfristerna är snäva, är det nödvändigt att borra gjutjärn i marschfart, eftersom. materialet är inte bara väldigt hårt utan också väldigt sprött, på grund av vilket du oavsiktligt kan säga adjö till gjutjärnsprodukten.
Nu kan du börja förberedande arbete. I början av förberedelsen är det nödvändigt att sätta alla nödvändiga märken på ytan med en svart eller röd tjock markör. Spetsarna är små inställda så att du inte av misstag tar bort borren från de valda positionerna när du arbetar.
Borren måste vara gjord av hårdmetall och dess skärpning måste vara oklanderlig. Borren ska vara för metall med en vinkel på 116-118 grader, för att inte repa ytan, utan för att gräva in. Om detta ögonblick inte beaktas, kommer emaljen med mycket hög sannolikhet inte att skäras av i en noggrann cirkel, utan delas och lämnar sprickor runt den.
Om du vill vara säker kan du använda en träkloss. Ett hål görs i det, 2 mm större än borren som används, så att det inte finns några svårigheter under yrkesverksamheten. Denna stång ska om möjligt vara 2-2,5 cm tjock så att borren inte går även om handen darrar. Vid arbete kommer stången att appliceras på ytan på ett sådant sätt att en förmarkerad punkt kan ses i mitten. Den kommer att behöva tryckas med en hand medan hela arbetsflödet organiseras med den andra.
Ofta glömmer nybörjare eller ignorerar avsiktligt kylningen av borren, varför arbetsprocessen är mycket långsammare, och själva borren slits ut snabbare. För att undvika detta måste du använda en fotogenlösning. Dess förbrukning är tillräckligt liten för att kunna utvärdera borrar dyrare.
Det finns ett annat sätt att inte skada emaljen och samtidigt göra allt med högsta kvalitet - att använda en kvarn. Istället för den vanliga skärskivan måste du stränga en slipskiva, med vilken plåstret rengörs säkert från emalj, och först då utförs stegen som beskrivs ovan. Detta tillvägagångssätt minimerar inte bara riskerna, utan påskyndar också processen avsevärt. Vanligtvis häftas ytterligare 2 mm till diametern, eftersom. i detta fall blir resultatet felfritt.
Det sista steget i arbetsflödet
Typer av gjutjärn.
Verktyg och material:
- bulgariska;
- alkohol;
- tätningsmedel.
Efter att du lyckats borra ett hål i badet måste du ta upp kvarnen igen, men den här gången används vinkelslipen för rätt ändamål, för att slipa metallytan. Om hålet inte slipas, kommer vassa ändar att sticka ut i olika riktningar, vilket inte bara förhindrar att arbetsprocessen slutförs, utan kan också skada huden.
Den polerade ytan av gjutjärn omedelbart efter slutet av arbetsprocessen avfettas med alkohol eller någon annan liknande lösning, varefter ett tätningsmedel måste appliceras. Liksom alla metaller har gjutjärn en ökad reaktion på exponering för en fuktig miljö, varför skydd är viktigt för det.
Det tar inte mycket tid eller någon seriös modern utrustning för att borra gjutjärn med egna händer. istället för den modernaste borren kan du använda en gammal stag och byta ut kvarnen med smärgel.
Borra ett gjutjärnsrör
Det är inte alltid möjligt att borra ett hål med önskad diameter i ett avloppsrör av gjutjärn. Detta beror på diametern på de tillgängliga borrarna. Borrchuckens storlek överstiger sällan 10-12 mm. För att göra ett hål med en diameter på mer än 10 mm perforeras det i en cirkel och skärs ut med ett bågfil.
Detta arbete kräver omsorg och tålamod. För att underlätta borrningen är det nödvändigt att ta bort det övre härdade metallskiktet
Arbetet utförs med en låghastighetsborr. Hål görs i flera steg, med borr från en mindre diameter till en större. Skäreggens skärpningsvinkel bör ligga inom 110-115°. Periodvis måste borren kylas, helst i motorolja. När du borrar ett hål måste du lägga minimal kraft på borren.
Rör och kopplingar är gjorda av grått gjutjärn. Om vita produkter fångas kan de inte bearbetas hemma, men deras livslängd är oproportionerligt längre.
Borrprocess

När du borrar måste du följa ett antal enkla regler.
- Du måste borra med minsta hastighet - inte mer än 400 rpm. Det är vettigt att ens tänka på att borra inte med en elektrisk borr, utan med en mekanisk eller roterande. Låg hastighet behövs för att inte överhetta borren och inte matta den.
- Det är inte nödvändigt att utöva starkt tryck på borren. Med starkt tryck överhettas den igen. Men det händer att gjutjärn är väldigt hårt, så man måste pressa hårt. I det här fallet måste omsättningen göras ännu mindre.
- För kylning kan du lägga till vatten till borrplatsen, men det är bättre att använda speciella kylmedel som innehåller smörjmedel. Vissa föredrar att kyla med fotogen.
- Vid borrning av gjutjärn bildas inte spån utan smulor. Det är långt ifrån att avlägsnas helt längs borrens spår, så borrplatsen bör rengöras med jämna mellanrum.
Detta är reglerna för borrning av gjutjärn. Vi hoppas att dessa tips hjälper dig att få jobbet gjort!
Industrins utveckling leder till uppkomsten av nya material med egenskaper som efterfrågas för moderna produkter och sammansättningar. Trots detta faktum förblir gjutjärn, i all sin mångfald, en järn-kollegering, utan vilken det är svårt att föreställa sig någon gren av vardagen, ett kommunikationssystem eller produktionsutrustning. Beslag, avstängningsventiler, rör, badkar, radiatorer, fästelement på järnvägsspåret och bromsbelägg på bilar, gjutna delar som ersätter stål. Dessa är komponenterna i en lista som kan fortsätta under lång tid.
Bearbetningen av detta material förtjänar särskild uppmärksamhet för stora företag och hemhantverkare. En av de viktigaste aspekterna av hur man borrar ett hål i gjutjärn.
Var man ska börja Vissa användningsfunktioner
Du kan behöva följande verktyg:
Anslutning av gjutjärnsrör. SMU (båda rörändarna är släta); SME (ena änden av röret är slät, den andra har en löstagbar anslutning)
- elektrisk borr eller stag;
- borrar med segrande munstycken;
- slipmaskiner och skivor för metall;
- markör för märkning.
Det finns två typer av gjutjärnsrör:
- SMU (båda rörändarna är släta);
- och SME (ena änden av röret är slät, den andra har en löstagbar anslutning).
Innan du börjar använda rör måste du se till att den plats som väljs för dem inte strider mot byggregler. Det är önskvärt att det inte finns några svängar och sluttningar. Gjutjärnsrör får inte bearbetas, endast rörkapning är tillåten. Idag är denna metall helt enkelt oumbärlig i vissa typer av industrier, varför skärning och borrning av gjutjärn är så viktigt.
LLC DESIGN PRESTIGE
Detaljerade instruktioner för borrning av gjutjärn
Nödvändiga verktyg och material för arbete:
- linjal;
- markör;
- träblock;
- bulgariska;
- fotogenlösning.
Innan du borrar ett hål i gjutjärn måste du tydligt definiera mål och mål i förväg, eftersom. du måste se slutresultatet. När man borrar hål i ett bad utan tidigare erfarenhet görs misstag. De tre vanligaste är halkade hål, flisad emalj och till och med trasiga borrar.
Innan du börjar göra något måste du se till att du verkligen har gjutjärn framför dig. Det enklaste sättet är att försöka lyfta produkten. Om den inte stiger på grund av den enorma massan, har inget fel inträffat. Annars är det vanligt stål.
Den viktigaste aspekten som inte får glömmas bort under hela arbetet är bristen på brådska. Även om det är mycket nödvändigt och tidsfristerna är snäva, är det nödvändigt att borra gjutjärn i marschfart, eftersom. materialet är inte bara väldigt hårt utan också väldigt sprött, på grund av vilket du oavsiktligt kan säga adjö till gjutjärnsprodukten.
Nu kan du börja förberedande arbete. I början av förberedelsen är det nödvändigt att sätta alla nödvändiga märken på ytan med en svart eller röd tjock markör. Spetsarna är små inställda så att du inte av misstag tar bort borren från de valda positionerna när du arbetar.
Borren måste vara gjord av hårdmetall och dess skärpning måste vara oklanderlig. Borren ska vara för metall med en vinkel på 116-118 grader, för att inte repa ytan, utan för att gräva in. Om detta ögonblick inte beaktas, kommer emaljen med mycket hög sannolikhet inte att skäras av i en noggrann cirkel, utan delas och lämnar sprickor runt den.
Om du vill vara säker kan du använda en träkloss. Ett hål görs i det, 2 mm större än borren som används, så att det inte finns några svårigheter under yrkesverksamheten. Denna stång ska om möjligt vara 2-2,5 cm tjock så att borren inte går även om handen darrar. Vid arbete kommer stången att appliceras på ytan på ett sådant sätt att en förmarkerad punkt kan ses i mitten. Den kommer att behöva tryckas med en hand medan hela arbetsflödet organiseras med den andra.
Ofta glömmer nybörjare eller ignorerar avsiktligt kylningen av borren, varför arbetsprocessen är mycket långsammare, och själva borren slits ut snabbare. För att undvika detta måste du använda en fotogenlösning. Dess förbrukning är tillräckligt liten för att kunna utvärdera borrar dyrare.
Det finns ett annat sätt att inte skada emaljen och samtidigt göra allt med högsta kvalitet - att använda en kvarn. Istället för den vanliga skärskivan måste du stränga en slipskiva, med vilken plåstret rengörs säkert från emalj, och först då utförs stegen som beskrivs ovan. Detta tillvägagångssätt minimerar inte bara riskerna, utan påskyndar också processen avsevärt. Vanligtvis häftas ytterligare 2 mm till diametern, eftersom. i detta fall blir resultatet felfritt.
De flesta som använder en badskål i gjutjärn en dag kommer på idén att introducera några innovationer i vattenprocedurer.Ofta hänför sig förbättringar till installationen av en mixer direkt på en av sidorna av produkten eller installationen av hydromassageutrustning.
Oavsett vad ägarna tänkt på, kan denna process leda till emaljspån och skador på badrummet i avsaknad av tillräcklig erfarenhet och kunskap om hur man borrar ett gjutjärnsbad.
Borrproceduren bör utföras utan brådska, eftersom basen där hålet kommer att placeras har en hög nivå av bräcklighet.
Infälld med överlägg
En sådan operation utförs utan att ta bort stigarsegmentet. För att göra detta är det nödvändigt att noggrant bestämma kopplingspunkten, borra eller
skär ett hål och installera en adapter med ett uttag av önskad storlek. Installation av fodret kan utföras på rör med olika diametrar. Storleken på hålet som görs beror på deras storlek, som inte bör vara mer än hälften av rörets diameter.
Fodret kan köpas i butiken eller göras själv. För att göra detta, ta en formad del med borttagning av det nödvändiga
storlek och klipp ut det, lämna en del av produktens vägg. Detta är nödvändigt för att täta installationsplatsen. För att säkerställa tillräcklig densitet rengörs röret, grader och gjutdefekter tas bort. Installationsplatsen för fodret är smord med tätningsmedel. Enheten är fixerad med klämmor. Överflödig pasta tas bort.
Industriadaptern installeras på samma sätt, bara den är fäst med bultar. Platsens täthet säkerställs av gummitätningsringar. Insättning med svetsning på gjutjärnsrör utförs inte, eftersom det är omöjligt att uppnå den erforderliga tätheten.
Finesserna i att arbeta med gjutjärn
Överensstämmelse med enkla regler gör att du kan uppnå det önskade resultatet och lämnar borrarna, verktygen, händerna intakta:
- Kontrollera belastningen som appliceras på borren eller maskinen utan att få borren att gå sönder. Gjutjärnsprodukter erhålls huvudsakligen genom gjutning. Uppkomsten av krympskal och hålrum är möjlig. Om du hamnar i ett sådant tomrum går borren sönder i 95% av fallen. Hot om skada eller en trasig borr i ett oavslutat hål.
- Överhett inte borren. Ta en paus från jobbet. Detta kommer att förhindra att metallen mjuknar och förlänger dess livslängd.
- För att borra ett gjutjärnsbad, använd en fördiamantborr för kakel och glas. Detta är ett enkelt drag för att förhindra sprickbildning i emaljen.
- Om diametern överstiger 11 mm, skulle den bästa lösningen vara att passera med en borr med mindre diameter och sedan den önskade storleken.
Med rätt tillvägagångssätt och omsorg är att borra gjutjärn inte en omöjlig uppgift. Informationen som presenteras i den här artikeln ger en komplett bild av hur man borrar gjutjärn, om alla nyanser och subtiliteter
Gjutjärn kan borras med vilken metallborr som helst!
Du kan använda borrar från vanliga billiga till dyra med olika beläggningar och gjorda av speciella höghållfasta material.
Huvudsaken är att borren är slipad för järnhaltig metall och inte för icke-järnmetall, eftersom om den inte skärps korrekt kommer den att bli matt mycket snabbt. Och ännu bättre, om det finns en sådan möjlighet, skärpa borren specifikt för gjutjärn. Skärpningsvinkeln bör ligga inom 116-118 grader
Förutom vinkeln är det också nödvändigt att ta hänsyn till att det yttre hörnet av borren är skuret för gjutjärn, för om det inte skärs kommer borren omedelbart att bli matt i kanterna och börja slicka insidan av hålet, vilket inte bara försvårar borrningen utan också gör hålets yta ojämn .
Det är nödvändigt att borra gjutjärn med mycket låga hastigheter med en liten borrmatning, för med en ökning av antalet varv kommer borren omedelbart att bli trubbig, och med en ökning av trycket kan den helt enkelt gå sönder.
Det är inte heller oviktigt att under borrningen av gjutjärn måste borren på borrplatsen konstant kylas, eftersom det finns en stor termisk frigöring och om temperaturen inte kontrolleras, så misslyckas borren helt enkelt. Det är bäst att kyla inte bara med vatten, utan med en speciell kylvätska där smörjmedel också finns.
www.remotvet.ru
Borrning i industriell skala
I industriell produktion, om det är nödvändigt att lösa problemet med hur man borrar gjutjärn, används lämpliga maskiner med arbetsverktyg som har speciella arbetsytor med lämplig skärpning. En tillförsel av kylvätska krävs för att säkerställa önskad driftstemperatur.
Förutom frågan om hur man borrar gjutjärn är det absolut nödvändigt att ställa dig själv frågan om säkerhet under sådant arbete. Det är nödvändigt att ta hänsyn till möjligheten av närvaron av håligheter, hålrum och liknande defekter i arrayen av det bearbetade materialet. Detta beror oftare på den höga mängden kol i gjutjärnet och ett antal andra komponenter.
Även dessa plötsliga defekter leder till att under bearbetningen av metall frigörs en stor mängd fina smulor och damm. Bearbetningsmetoderna beror på typen av gjutjärn, men det finns allmänna regler och säkerhetskrav.
Som en följd av detta måste allmänt vedertagna skyddsåtgärder vidtas under arbetets utförande. Du måste skydda ditt andningsorgan. Varför är det nödvändigt, förutom att utrusta arbetsplatsen med en ventilerad huva, att använda en respirator eller "kronblad" av bomullsgas för personligt skydd.
Du bör också skydda dina ögon. Säkerhetskraven inkluderar närvaron av skyddsskärmar, användning av skyddsglasögon med stängda sidokanter. Arbetet ska ske i speciella arbetskläder, handskar och huvudbonader.
Så att det inte finns några problem under borrningen av ett gjutjärnsrör, måste du känna till materialets egenskaper och reglerna för hantering av det.
Gjutjärnsrör används i rörledningar utformade för att dränera avfallsvätskor och skapa huvuduppsamlare. Bland fördelarna med gjutjärn är brandmotstånd och låg ljudnivå. Denna metall kräver dock en mer försiktig inställning än PVC-rör. Vi noterar också att gjutjärnsrör som regel är belagda med en anti-korrosionsförening från insidan och utsidan.
För att arbeta med gjutjärnsrör är det nödvändigt att förbereda följande verktyg:
- stag / elektrisk borr;
- borrar och munstycken från Pobedit;
- en markör med vilken märken kommer att appliceras på rören.
Hur man borrar gjutjärn hemma och på professionell utrustning

Industrins utveckling leder till uppkomsten av nya material med egenskaper som efterfrågas för moderna produkter och sammansättningar.
Trots detta faktum förblir gjutjärn, i all sin mångfald, en järn-kollegering, utan vilken det är svårt att föreställa sig någon gren av vardagen, ett kommunikationssystem eller produktionsutrustning.
Beslag, avstängningsventiler, rör, badkar, radiatorer, fästelement på järnvägsspåret och bromsbelägg på bilar, gjutna delar som ersätter stål. Dessa är komponenterna i en lista som kan fortsätta under lång tid.
Bearbetningen av detta material förtjänar särskild uppmärksamhet för stora företag och hemhantverkare. En av de viktigaste aspekterna av hur man borrar ett hål i gjutjärn.
Hur man borrar gjutjärn
Innan du påbörjar arbetet med att borra gjutjärn, var uppmärksam på ytförberedelsen. Avgradning och rengöring av ytan med sandpapper och avfettning gör att du kan få ett jämnt hål på rätt plats utan några obehagliga överraskningar
Denna förberedelse gör att du kan ta bort värmen som genereras under bearbetning av metallprodukter.
Strukturen av gjutjärn, oavsett formen av grafit i den, är benägen att kylas när områden som värms upp till kritiska temperaturer kyls kraftigt. Samtidigt blir gjutjärn skört och benäget att förstöras vid minsta mekaniska belastning.
Innan du börjar arbeta måste du förstå hur man borrar gjutjärn - vilket verktyg och vilka förbrukningsvaror som behövs.
Borrval
En konventionell metallborr kan klara uppgiften.Det enda villkoret i denna situation är den korrekta skärpningsgraden av skärverktyget.
Utan teoretisk motivering fick borrtillverkare, tillsammans med representanter för bearbetningsföretag, reda på att det optimala skärpvinkelområdet skulle vara en uppgång på 116-118 grader.
Användningen av spetsborrar av specialstål och legeringar är också motiverad om det är nödvändigt att göra hål i stora mängder och stora diametrar. Används oftast vinner. Utformningen av borren måste motsvara bearbetningen av metall.
På företagen tog sig verktygsmakare ur känsliga situationer genom att slipa betongborr med en diamantskiva. Sådana manipulationer kräver dock vissa färdigheter och kan vara osäkra vid borrning. Valet av en borr för gjutjärn är ett viktigt steg.
Se även: DIY metallsandblästringsprinciper
Val av verktyg
I fabriker och företag där bearbetningen av gjutjärnsämnen läggs på en bred ström, är borrmaskiner utrustade med en emulsionstillförsel till borrens kontaktpunkt. Ett sådant tekniskt drag gör det möjligt att undvika fasomvandlingar i det behandlade området.
Ett speciellt krav för borrmaskiner är ett ökat krav på förmågan att kontrollera och smidigt ändra rotationshastigheten för skärverktyget och mata in i arbetsstycket. Som emulsioner används ofta specialdesignade ämnen. Oftast är dessa sulfonerade och klorerade oljor. För grått gjutjärn kan fotogen användas.
Om det inte finns något behov av att påskynda processen, kan grått gjutjärn borras utan användning av kylande smörjmedel.
Intressant information. Efter att ha borrat ett hål, behandla dess kanter och hålrum med tätningsmedel eller epoxilim. På så sätt kan ytterligare skydd mot korrosion erhållas.
Finesserna i att arbeta med gjutjärn
Överensstämmelse med enkla regler gör att du kan uppnå det önskade resultatet och lämnar borrarna, verktygen, händerna intakta:
- Kontrollera belastningen som appliceras på borren eller maskinen utan att få borren att gå sönder. Gjutjärnsprodukter erhålls huvudsakligen genom gjutning. Uppkomsten av krympskal och hålrum är möjlig. Om du hamnar i ett sådant tomrum går borren sönder i 95% av fallen. Hot om skada eller en trasig borr i ett oavslutat hål.
- Överhett inte borren. Ta en paus från jobbet. Detta kommer att förhindra att metallen mjuknar och förlänger dess livslängd.
- För att borra ett gjutjärnsbad, använd en fördiamantborr för kakel och glas. Detta är ett enkelt drag för att förhindra sprickbildning i emaljen.
- Om diametern överstiger 11 mm, skulle den bästa lösningen vara att passera med en borr med mindre diameter och sedan den önskade storleken.
Med rätt tillvägagångssätt och omsorg är att borra gjutjärn inte en omöjlig uppgift. Informationen som presenteras i den här artikeln ger en komplett bild av hur man borrar gjutjärn, om alla nyanser och subtiliteter


