OD-kategorier
Metallrör tillverkas med ytterdiameter från 10 mm till 1420 mm. Beroende på värdet på denna parameter är de konventionellt indelade i tre kategorier:
1. Med en ytterdiameter på 10 mm till 108 mm klassificeras rör som produkter med liten diameter. De används för att lägga VVS-system i flerbostadshus och privata hus;
2. Med en indikator från 114 mm till 530 mm - till rör med en genomsnittlig diameter. De används i system för uppsamling av råolja och vid konstruktion av vattenledningar i stadsmiljö;
3. Med en ytterstorlek på 530 mm till 1420 mm - till rör med stor diameter. De används vid läggning av huvudolje- och gasledningar.
Vilka är GOSTs för stålrör
Listan över tekniska indikatorer för alla typer av stålrör beror direkt på vilken tillverkningsmetod som användes. Allt detta bestäms med hjälp av GOSTs, vars kunskap åtminstone gör det möjligt att ta hänsyn till rekommendationer för driften av en viss typ av rör.
För närvarande används oftast följande regleringsdokument för tillverkning av stålrör:
GOST 30732-2006. Det antogs 2006: dess bestämmelser avser rör och rördelar gjorda av stål belagda med ett värmeisolerande skikt.
Stålprodukter, där termisk isolering av polyuretanskum och en polyetenmantel används, eller en skyddande stålbeläggning, används i de fall där det är nödvändigt att lägga underjordiska värmenät. Kylvätsketemperaturen bör inte överstiga 140 grader (ökning till 150 grader är endast tillåten under en kort tid). I detta fall bör trycket i systemet inte överstiga 1,6 MPa. GOST 2591-2006 (88).
GOST, designad för varmvalsat stål, antogs 2006, även om vissa källor tillåter användningen av den gamla GOST - 2591-81. Dokumentet innehåller information om fyrkantiga stålprodukter, för vars tillverkning den "heta" metoden användes. Denna GOST gäller alla produkter med sidostorlekar från 6 till 200 mm.
Större fyrkantsrör produceras om tillverkaren och kunden upprättar ett separat kontrakt.GOST 9567-75. Det föreskriver precisionsrör gjorda av stål, för vilka högprecisionstillverkning. Man skiljer på kallformade och varmvalsade galvaniserade eller förkromade precisionsrör.
Maskinbyggnadsindustrin behöver särskilt produkterna från denna ökade GOST GOST 52079-2003. Detta dokument specificerar standarderna för längssvetsade och spiralsvetsade rör av stål med en diameter på 114 - 1420 mm. Från sådana övergripande produkter är huvudgasledningar, rörledningar genom vilka olja och oljeprodukter transporteras utrustade.
GOST 52079-2003 indikerar att endast produkter som inte har korrosiv aktivitet kan överföras genom dessa rör. Med hjälp av stålrör med stora diametrar är det möjligt att transportera ämnen med ett tryck på upp till 9,8 MPa. För miljön ställs en temperatur på minimum -60 grader.
Samtidigt är det viktigt att veta att officiellt GOST 52079-2003 inte längre är giltig: från 1 januari 2015 är en ny GOST 31447-2012.GOST 12336-66 i kraft. Dess bestämmelser gäller för slutna produkter av profiltyp, med en sektion i form av en kvadrat eller rektangel.
Från och med den 1 januari 1981 överfördes befogenheterna för GOST 12336-66 till TU 14-2-361-79, men relevansen av dess bestämmelser har inte gått förlorad till denna dag. GOST 10705-91 (80).
Innehåller en lista över tekniska förhållanden under vilka längssvetsade stålrör med en diameter på 10 till 630 mm tillverkas. För tillverkning av rör enligt denna GOST används kol eller låglegerat stål. Dessa produkter används inom många områden, men prioriteringen är rörledningen för pumpning av vatten.
Bestämmelserna i standarden gäller inte stålrör som elektriska värmare tillverkas av. GOST 10706 76 (91). Gäller el-svetsade stålrör av längsgående typ, som har ett allmänt syfte. Som följer av detta dokument ligger diametern på denna produkt i intervallet från 426 till 1620 mm. GOST 10707 80.
Här är de standarder enligt vilka elektriskt svetsade kallformade rör tillverkas, med en annan grad av noggrannhet: vanliga, ökade och precision. Diametern på produkterna som avses i detta dokument kan vara från 5 till 110 mm: i detta fall används olegerat kolstål. Ibland har elektriskt svetsade längssvetsade produkter hänvisningar till GOST 10707 80 i den medföljande dokumentationen: detta beror på det faktum att det 1991 beslutades att förlänga giltigheten av detta dokument.
Huvudtyperna av rörledningsdelar
| böjer sig | pluggar | ||
| övergångar | passande | ||
| tees | adapterringar |
Det finns industriell (teknologisk) och huvudledningstransport beroende på territoriellt läge och syfte. Gas- och oljeledningar som transporterar produkter från produktionsplatser till bearbetnings- och konsumtionsplatser, nämligen till fabriker eller hamnar för efterföljande lossning i tankfartyg och vidare transport, klassificeras som stamledningstransport. Färdiga oljeprodukter skickas från raffinaderierna genom huvudproduktrörledningarna till konsumtionsområdena. På Rysslands territorium är den totala längden på huvudledningarna cirka 200 000 km, inklusive olika vattenbarriärer som de korsar mer än 5 000 gånger på vägen.
Mer än en tredjedel av industriföretagens rörledningar är tekniska rörledningar. Processrörledningar transporterar vätska, ånga, gas, som anses vara råvaror, halvfabrikat, färdiga produkter, produktionsavfall eller produkter som krävs för att den tekniska processen ska kunna flödet korrekt. Dessutom transporterar dessa rörledningar brandfarliga och farliga produkter vid olika temperaturer och tryck.
Klassificering av tekniska rörledningar sker enligt följande kriterier:
Plats: intershop, intrashop.
Läggningsmetod: ovan jord, jord, under jord.
Inre tryck: icke-tryck (gravitation), vakuum, lågt tryck, medeltryck, högt tryck.
Temperaturen för det transporterade ämnet: kryogen, kall, normal, varm, varm, överhettad.
Aggressivitet hos det transporterade ämnet: icke-aggressiv, lätt aggressiv (låg-aggressiv), medium-aggressiv, aggressiv.
Transporterat ämne: ångledningar, vattenledningar, oljeledningar, gasledningar, syrgasledningar, eldningsoljeledningar, acetylenrörledningar, oljeledningar, bensinledningar, sura rörledningar, alkaliska rörledningar, ammoniakledningar, etc.
Materialutförande: stål, stål med inre eller yttre beläggning, icke-järnmetaller, gjutjärn, icke-metalliska material.
Anslutningsmetod: avtagbar, avtagbar.
Omfattningen av att ansluta delar av rörledningar är olika: tung kemisk industri, petrokemisk industri, gas; produktion av olika specialiserade preparat; elkraftsindustrin (CHP och NPP); prospektering, produktion, bearbetning och lagring av olja och gas, såväl som andra mineraler; metallurgisk och stålproduktion; varvs-, bil- och livsmedelsindustri; civilingenjör och allmännyttiga tjänster (fjärrvärme och vattenförsörjning, vattenuppsamling och vattenkraftanläggningar, distribution, bevattningssystem, transport- och pumpstationer, reningsverk för avloppsvatten, vattenrening och vattenrening, kontrollsystem.)
Vår anläggning tillverkar rörledningsdelar av olika stål: kol, låglegerade, legerade stål, med ökad korrosions- och köldbeständighet, från icke-metalliska material, samt med olika skyddande beläggningar.
Sortiment av sömlösa stålrör, enligt GOST 8732-78 91
Produktionen av varmformade sömlösa stålrör enligt GOST 8732-78 (91) kännetecknas av långa och komplexa processer. Det är denna faktor som förklarar det relativt höga priset på denna produkt. Användningen av varmformade och kallvalsade sömlösa rör lämpar sig för extrema förhållanden, där konsekvenserna kan bli som allvarligast om minsta läckage uppstår.
Råvarorna för produktion av varmformade rör utan sömmar är metallämnen: håltagningsprocessen och uppvärmning till höga temperaturer leder till bildandet av ihåliga cylindrar från dem - hylsor. Till en början får deras oregelbundna form, på grund av rullarnas passage, jämna konturer. Segment 4-12,5 m långa skärs från hylsan (längden kan mätas och omättas).
För stål varmvalsat enligt GOST är en liten avvikelse i väggtjocklek tillåten. Detsamma gäller avvikelser i diameter: huvudsaken är att dessa skillnader inte överstiger särskilda regulatoriska riktlinjer. Listan över tillåtna diameteravvikelser enligt GOST 8732-78 (91) finns i specialdokument.
6. Rörkopplingar
Rörledningstillbehör
avsett för
hantering av transporterade oljeflöden
genom rörledningar. Enligt handlingsprincipen
beslag är indelade i tre klasser: avstängning,
kontroll och säkerhet.
Avstängningsventiler (slussventiler)
tjänar till att helt täcka sektionen
rörledning, reglering
(tryckregulatorer)
- för att ändra tryck eller flöde
pumpad vätska, säkerhet
(omvänd och
säkerhetsventiler) - för att skydda
rörledningar och utrustning för
överskrider det tillåtna trycket, och
förhindrar även backströmmar
vätskor.
grindventiler kallad
låsanordningar där passagen
tvärsnitt överlappas av translationell
genom att flytta slutaren i riktning
vinkelrätt mot färdriktningen
olja. Strukturell (Fig. 12.10) ventil
är en solid cast eller
svetsad kropp, utrustad med två
grenrör för anslutning till
rörledning (med hjälp av flänsar eller
svetsning) och en spindel ansluten till en avstängning
element och styrs av
svänghjul eller specialdrift.
Spindelns utgångspunkt
förseglad med en körtel
tätningar.
Enligt utformningen av slutaren
ventiler är indelade i kil och
parallell.
Ventiler på huvudoljeledningar
utrustad med en elektrisk drivning (Fig. 12.11).
Tryckregulatorer
enheter kallas
anställda för automatiskt underhåll
tryck på önskad nivå. V
där stöds
tryck - före eller efter regulatorn -
skilja på regulatorer av typen "till sig själv" och
"efter mig själv".
|
|
|
|
Ris. 12.11. Flänsad slussventil i stål 1 — |
|
|
Ris. |


Säkerhet
ventiler kallad
anordningar för att förhindra
tryck i rörledningen som överstiger uppsättningen
kvantiteter. Används i oljeledningar
liten och fulllyftssäkerhet
stängda ventiler
principen att släppa ut en del av vätskan från en plats
ökat tryck in
speciell prefabricerad grenrör (Fig.
12.12).
backventil kallad
anti-backanordning
rörelse av mediet i rörledningen.På
ventiler används för att pumpa olja
omvänd roterande - med en slutare,
roterande i förhållande till horisontalplanet
axlar (bild 12.13).
Armatur för huvudoljeledningar
konstruerad för ett arbetstryck på 6,4 MPa.
Produktionsteknik
Den tekniska process genom vilken elektriskt svetsade rör tillverkas består av ett antal operationer. Det är ganska komplicerat, mödosamt och tar mycket tid. För att det elektriskt svetsade röret ska få sin färdiga form rullas det upp från en remsa (remsa), som tidigare gjordes genom kall eller varm deformation.
För tillverkning av högkvalitativa och tillförlitliga rör med olika diametrar används främst radiofrekvenssvetsning, vilket bland annat gör det möjligt att utföra metallfogningsprocessen med en ganska hög hastighet. Med denna svetsmetod leds högspänningsströmmar genom ett förvalsat arbetsstycke, vilket bidrar till snabb uppvärmning av dess kanter. För att en pålitlig svets ska bildas i stället för arbetsstyckets uppvärmda och smälta kanter, pressas de mot varandra under högt tryck. För att erhålla ett ämne för ett elektriskt svetsat rör med den erforderliga diametern från en stålremsa (remsa), används speciella pressverk.
Denna teknik, som används i specialiserade företag för att tillverka elektrisksvetsade stålrör i längsgående och spiralsömmar, gör det inte bara möjligt att erhålla högkvalitativa och pålitliga produkter vid utgången, utan också att ge dem ett attraktivt utseende (svetsen på sådana produkter är nästan omärkliga).
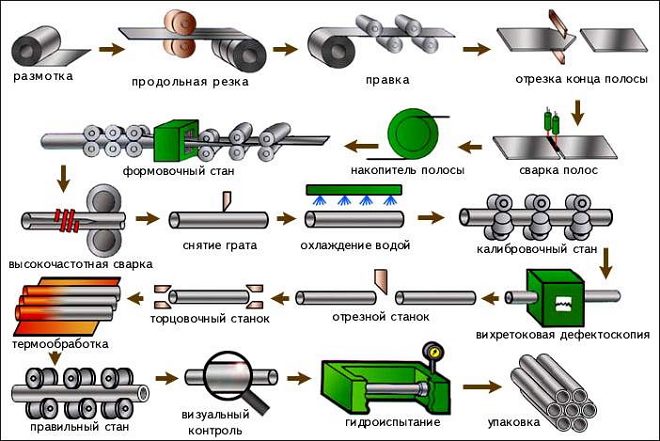
Teknologisk process för tillverkning av svetsade rör
Andra typer av GOST för stålrör
Normativa dokument gäller även andra typer av produkter och verksamheter relaterade till stålrör.
Listan över GOSTs som reglerar metoderna och procedurerna för installation med stålrör, såväl som olika fästelement och anslutningselement för dem:
Svetsning. GOST 16037-80 - innehåller en lista över krav för svetsning av stålrör. Det finns också en inställning för de viktigaste strukturella elementen, typiska storlekar av svetsfogar med andra element (detta gäller inte elektriska svetsar som sitter på själva stålrören).
GOST 6996-66 - den reglerar hållfasthetsegenskaperna för alla metallförband. Denna term avser i allmänhet alla rördelar i en anslutning. GOST 8966-75 beskriver hur raka metallkopplingar tillverkas, med hjälp av vilka stålrörledningar skapas.
De kan vara galvaniserade, med en cylindrisk gänga i ändarna: med deras hjälp är det tillåtet att montera rörledningar för transport av icke-aggressiva medier med temperaturer upp till 175 grader, vid ett tryck på högst 1,6 MPa. GOST 8967-75 hänvisar till produktion av galvaniserade eller enkla nipplar, som har en cylindrisk gänga: de ansluter oftast vattenrör eller gassystem. Nipplarnas diametrar är från 8 till 100 mm, med de galvaniserade modellerna med beteckningen "C".
GOST 8968-75 bestämmer de tekniska egenskaperna för en låsmutter med eller utan en korrosionsskyddsbeläggning: de skruvas ovanpå huvudmuttrarna. För att förhindra självupplösning. Massproduktion är fokuserad på låsmuttrar med en diameter på 8-50 mm: större storlekar produceras endast på individuella beställningar.
Enligt GOST 8969-75 regleras produktionen av sporrar: denna beslag kännetecknas av en tråd i änden, som kan ha en annan längd. Med deras hjälp organiseras fasta anslutningar av rörledningar, och deras styrka är nästan densamma som hos svetsade. De används för att fästa rörledningar till horisontella sektioner.
Klämmorna är i form av metall U-formade fästen, på vilka det finns bultar för skruvning.Stålrörledningar kan ibland fästas med plastklämmor, dock minskar hållfastheten i anslutningen i detta fall. Förutom klämmor kan rörledningar även utrustas med konsoler, konsoler, foder, hängare.
Dessutom är fästelementens uppgift inte bara att fixera rören på ett säkert sätt: de absorberar vibrationer väl och förhindrar en aning termisk expansion. GOST 24137-80 avser metallklämmor för stålrör med en diameter på 15-240 mm
När du skapar ett fäste är det viktigt att tänka på att avståndet mellan klämmorna på en horisontell bas inte bör vara mindre än 0,75 mm, på en vertikal - 1-1,5 mm
https://youtube.com/watch?v=z4AjL8HmOcwrel%3D0%26controls%3D0%26showinfo%3D0
- ru-stroyka.com
- www.ktzholding.com
- tubespec.com
Precisionsrör av stål enligt GOST 9567-75
Denna grupp av produkter kontrolleras av en separat GOST, eftersom deras tillverkning kräver överensstämmelse med ökad noggrannhet och speciella åtgärder.
Dessa typer av metallrör klassificeras beroende på väggtjocklek och tillverkningsmetod:
Med extra tunna väggar. Diametern har här ett förhållande med en väggtjocklek över 40, med en tjocklek på mindre än 0,5 mm.Med tunna väggar.
För den första indikatorn är en nivå på 40 och lägre inställd, med en väggtjocklek på mindre än 1,5 mm.. Med tjocka väggar. Det första förhållandet är från 6 till 12,5. Särskilt tjocka väggar. Förhållandet är mindre än 6.
Alla precisionsrör är sömlösa, med hög isotropisk styvhet. Detta gör det möjligt att organisera olika system med ökad noggrannhet och komplexitet även från tunnväggiga stålprodukter i enlighet med GOST 9567-75. Ytan på ett sådant rör kan vara galvaniserad eller fosforbelagd med olja.
Sömlösa rör
En utmärkande egenskap hos sömlösa rör är integriteten hos deras struktur. De är uppdelade i kalla och varma deformerade. Kallformade produceras på basis av GOST 8734-75 och 8733-74.
De kan ha en ytterdiameter och väggtjocklek på 5-250 mm respektive 0,3-24 mm. Sådana produkter kännetecknas av exakta geometriska dimensioner och hög ytfinish. Oftast används de inom kylindustrin, fordons- och flygindustrin, såväl som vid läggning av rörledningar.
Varmformade rör tillverkas på basis av GOST 8732-78 och 8731-74. Deras ytterdiameter och väggtjocklek kan variera mellan 28-530 mm respektive 2,5-75 mm.
Sådana produkter har en högre styvhet jämfört med kallformade och är dåligt böjda. Utvändigt har varmformade rör en grov yta. Oftast används de inom maskinteknik, olje- och kemisk industri, såväl som för konstruktion av rörledningar med högt designtryck.
Sömlösa rör kännetecknas av frånvaron av skarvar
Elsvetsade stålrör med raka sömmar sortiment, enligt GOST 10705-91
Listan över tekniska villkor enligt vilka elektriska svetsade rör med rak söm är gjorda av stål innehåller GOST 10705-91.
Bland de viktigaste bestämmelserna i detta dokument är följande:
- Storleken på den tillåtna krökningen anges inom 1,5 mm / linjär meter för produkter som har genomgått värmebehandling och 2 mm / linjär meter för icke-genomförda. Om kunden vill ha det, i det första fallet kan parametern minskas till 1 mm, i den andra - till 1,5 mm. Om röret utsätts för värmebehandling, då, med lämplig rekommendation från kunden, ett speciellt skyddande atmosfär kan skapas för denna procedur. Kanterna på ett elektriskt svetsat rör med rak söm, enligt GOST 10707-91, skärs av i överensstämmelse med en vinkel på 90 grader, följt av rengöring av alla ojämnheter och defekter som har uppstått .
Gas- och oljeledningar gjorda av stål som används i industrin är föremål för en separat GOST.
Som redan nämnts avser GOST 52079-2003 elektriskt svetsade stålprodukter med en rak söm med stor diameter. Dessutom hör en mängd svetsade och sömlösa stålrör som används av motorcykelindustrin till en speciell kategori. Alla delar av dessa produkter bör inte ha en krökning på mer än 1,5 mm. Regleringsdokument 12132-66 tillåter tillverkning av produkter med exceptionellt hög eller ökad noggrannhet.
Rörmätningssystem
Det finns en funktion för att indikera parametrarna för de mest populära vatten- och gasrören för hushållsbehov. Vid konstruktion av vattenledningar med deras användning är enskilda element oftast anslutna med den gängade metoden.
För att göra detta appliceras en tråd på rörens yttre yta. Med tanke på att denna parameter är viktig vid montering av systemet, anges den av tillverkaren. I detta fall är gängdiametern alltid mindre än rörets ytterdiameter.
Hittills, när man beskriver parametrarna för rör, används två mätsystem: imperial och metrisk. I den första anges alla parametrar i tum. Det används endast i förhållande till vatten- och gasrör och kopplingar för dem.
I det metriska systemet anges alla parametrar i millimeter, centimeter eller meter. Ibland, när man sammanfogar rör av olika typer, är det nödvändigt att räkna om deras dimensioner från ett system till ett annat. För detta används speciella tabeller, angivna i GOST 6357-81.
Fysikalisk-kemiska egenskaper
Tillståndsförändringen under uppvärmning eller kylning av dielektrika kännetecknar deras fysiska och kemiska egenskaper, såväl som kemiskt aktiva ämnen under inverkan av fukt, mekaniska belastningar etc. Oönskade och ibland akuta konsekvenser vid driften av elektriska installationer kan orsaka extrem uppvärmning av det elektriska isoleringsmaterialet. Ett exempel på detta är brand, kortslutning, elektriska stötar för människor. Detta ställer höga krav på dielektrikum när det gäller deras värmebeständighet.
Värmebeständighet är förmågan hos ett dielektrikum att motstå en given driftstemperatur under lång tid utan en märkbar förändring i dess elektriska isoleringsegenskaper. Den särskiljer sju klasser av elektriska isoleringsmaterial som används vid temperaturer på 90, 105, 120, 130, 155, 180, mer än 18-0 ° C. Ett antal material (asbest, keramiska material, glimmer, etc.) har på grund av sin struktur hög värmebeständighet. Fibermaterial - från siden, bomull, cellulosa, etc. för att öka värmebeständigheten är de impregnerade med speciella ämnen.
Vissa dielektrika kan smälta vid upphettning, såsom glimmer, paraffin, och även mjukgöra - hartser, bitumen eller till och med fatta eld (det finns ett utbrott av ångor från elektriska isolerande vätskor vid vissa temperaturer): kabelolja, transformator, syntetiska elektriska isolerande vätskor .
Kylning av dielektrika leder till en förlust av elasticitet, såväl som till uppkomsten av sprickor etc. Varje material från detta kännetecknas av kylmotstånd. Kallresistans är förmågan hos ett dielektrikum att behålla sina grundläggande egenskaper när det kyls. Till exempel antas kallresistansen hos ett fast dielektrikum vara en sådan temperatur (under 0°C) vid vilken dess mekaniska förstörelse börjar.
Många elinstallationer arbetar utomhus och deras elektriska isoleringsmaterial utsätts därefter för fukt. Ja, och beroende på miljön och i slutna elektriska installationer, detaljerna i den tekniska processen, är elektrisk utrustning också utsatt för fukt. Först och främst försämras dess elektriska isolerande egenskaper genom att vatten tränger in i dielektrikumet, eftersom vatten utan tvekan är en ledare av elektrisk ström. Att absorbera fukt från miljön kännetecknas av förmågan hos en dielektrikum - fuktabsorption. Fuktabsorptionen bestäms också empiriskt: ett dielektriskt prov förvaras i destillerat vatten i 24 timmar vid en temperatur på vanligtvis 20 °C; och det finns andra sätt att bestämma fuktupptaget.
Fasta dielektrika kännetecknas också av vätbarheten av deras yta av vatten, eftersom närvaron av vatten minskar den specifika elektriska resistansen på ytan hos dielektrikumet. Vätningsvinkeln används för att bedöma vätbarheten.Ju större kontaktvinkel, desto lägre är vätbarheten hos dielektriket och desto bättre elektriskt isolerande egenskaper. elektriska isoleringsmaterial avsedda för drift i en kemiskt aktiv (aggressiv) miljö måste tåla inverkan av alkalier och syror. Sådana egenskaper definieras på ungefär samma sätt som fuktabsorption.
De flesta av de många elektriska isoleringsmaterialen används, utöver sitt avsedda syfte, även för att skydda metallledare från korrosion. Med den snabba utvecklingen av kärnkraftsteknik och rymdteknik ställs allt fler höga krav på strålningsmotståndet hos dielektrikum.
Viskositeten kännetecknas också av flytande dielektrikum, den bestäms av den tid då vätskan strömmar ut ur ett kärl som har en strikt definierad öppning och form.
Vid tillverkning av apparater, elektriska maskiner och annan elektrisk utrustning, reparation eller installation av elektriska installationer är det ofta nödvändigt att bearbeta elektriska isoleringsmaterial med mekaniska hjälpmedel, såsom borrning, skärning, slipning m.m.
Av detta är det viktigt att känna till de mekaniska egenskaperna hos dielektrika, såsom hårdhet, draghållfasthet, etc., och det är lika viktigt att känna till egenskaperna hos dielektrika att lösas upp i lösningsmedel och lacker, för att hålla ihop. Extrema egenskaper är särskilt vanliga i samband med införandet av nya, progressiva metoder för montering av elektriska apparater, maskiner och elarbeten.
Rördiametrar
Förutom väggtjockleken används flera olika diametrar för att beskriva dimensionerna på rörens tvärsnitt:
Innerdiametern anges alltid i millimeter; Nominell diameter är en dimensionslös mängd. Den liknar den inre diametern, men kanske inte matchar den i storlek. Faktum är att den villkorade passagen är värdet på den genomsnittliga innerdiametern på rören avrundat uppåt eller nedåt.
Dess värde är viktigt när man gör beräkningar för hela vätske-, ång- eller gasförsörjningssystemet. Bekvämligheten med denna parameter blir uppenbar i praktisk tillämpning.
I det här fallet, för att montera ett garanterat fungerande system, väljs rör och rördelar med samma nominella hål; Ytterdiametern är den huvudsakliga totala storleken på rören.
Vatten- och gasrör är det vanligaste materialet för montering av hushållens VVS-system.
6. Gasformig dielektrik
Fördelar
gaser före andra typer
elektriska isoleringsmaterial är:
högspecifik elektrisk
motstånd, liten tangent
dielektriska förluster; liten, nära
enhet dielektrisk permittivitet.
Gasernas mest värdefulla egendom
är deras förmåga att återställa
elektrisk styrka efter urladdning.
Förutom luft som elektrisk
isolering används ofta två- och
triatomära gaser - kväve, väte,
koldioxid. Elektrisk styrka
dessa gaser är sällsynta under normala förhållanden
skiljer sig från varandra och kan
tas med tillräcklig noggrannhet
lika med luftens styrka. Tabell
3.5.1 visar förhållandet mellan elektriska
styrkan hos vissa gaser, inklusive
höghållfast, Epr g till elektrisk
luftstyrka, som tas som
enhet. Poäng ges i samma tabell.
kokande gaser vid normalt tryck.
Tabell 3.5.1
|
Gas |
Densitet kg/m3 |
temperatur |
^tf |
|
Kväve |
1,25 |
-196 |
1,0 |
|
Hexafluorid |
6,70 |
-64 |
2,3 |
|
diklorfluormetan |
6,33* |
-30 |
2,4 |
|
Trifluormetylpentaftorsvavel |
— |
-20,4 |
3,05 |
Det bästa
enligt kraven för använda gaser
i elektriska isolerande strukturer,
uppfyller SF6 och freon. Hexafluoretan
kan inte användas på hög nivå
tryck på grund av låga kritiska
parametrar.
Slutsats
De mest populära för hushållsbruk är vatten- och gasrör.Genom att känna till deras grundläggande parametrar, såväl som egenskaperna hos metriska och tumprodukter och skillnaderna mellan dem, kan båda typerna av material användas för VVS- eller värmesystem.
Även om marknaden för närvarande är översvämmad med ett stort antal olika polymerrör, påverkar detta inte populariteten för stålprodukter, som, som tidigare, förblir oumbärliga i ett antal bygg-, industri- och hushållsområden. Rör gjorda av stål, särskilt galvaniserat stål, kännetecknas av betydande hållbarhet, styrka och enkel installation, och deras sortiment är orienterade mot GOSTs för 2003 och 2006 (vissa standarder har överförts från andra hälften av 1900-talet).


