Förberedelse för lödning av koppar med aluminium, mässing, rostfritt stål, järn
Förberedelseperioden, som inkluderar inköp av nödvändiga enheter, material, personlig skyddsutrustning och själva lödningsproceduren.
Det finns två sätt att löda koppar till koppar: hög temperatur och låg temperatur. Den första innebär uppvärmning av metallen till 900 ° C, den används för rörledningar med högt tryck eller temperaturbelastning. För högtemperaturlödning används de material som är avsedda för detta: hårdlödning i form av stavar (smältpunkten för sådana lod är cirka 900 ° C) och karbidflöde.
För att löda koppar med lågtemperaturmetoden räcker det att värma metallen till 600°C (vanligtvis 300–380°C), vilket är möjligt i hushållsförhållanden. För proceduren används mjuklod för lödning av koppar och mässing i form av en tråd eller stång med ett tvärsnitt på upp till 3 mm och ett mer smältbart flöde. Löd är en legering av tenn, som är mer än 97%, med andra metaller: koppar, selen, silver, antimon.
Vad är flussmedlet för Korrekt lödning av kopparrör är endast möjligt med flussmedel - en speciell pastaliknande komposition (med zinkklorid), som appliceras på ytan av rörsektionerna som ska sammanfogas med en bred remsa. Den utför flera funktioner:
- förhindrar metalloxidationsprocessen genom att ta bort syre;
- förbättrar vidhäftningen av lod till koppar;
- är en indikator på tillräcklig uppvärmning av metallen, signalerar när man ska ta med lod och löd koppar;
- främjar jämn spridning av lod över fogen.
Säkerhetsteknik. Trots enkelheten i processen måste kopparrör lödas i enlighet med säkerhetsreglerna. Faran för brännskador är inte bara brännarens låga utan även den uppvärmda metallen. Koppar leder värme bra, därför värms inte bara området där lodet är placerat och svetsning upp under drift, utan hela röret, och det kyls långsamt. Om det är nödvändigt att löda kopparrör som ännu inte är inbyggda i rörsystemet, så inkluderar beredningen att placera dem på icke brännbara stöd där de kan svalna under lång tid. Innan du rör vid den lödda metallen från dess plats, bör du vänta tills den har svalnat helt.

Den omedelbara faran är brännarens öppna låga, så du måste köpa ett verktyg som är bekvämt att arbeta med: helst med ett rörligt munstycke på en lång slang
Säkerhet för kopparlödning
Man bör komma ihåg att koppars värmeledningsförmåga är mycket hög, som ett resultat rekommenderas det inte att löda delar, hålla dem i händerna utan skydd, troligtvis kommer detta att leda till brännskador. Detaljer kortare än 30 cm hålls uteslutande med tång eller i skyddshandskar. Om under lödningsprocessen ett flussmedel faller på de bara delarna av kroppen, är det nödvändigt att omedelbart tvätta bort det med tvål och vatten, eftersom förutom termisk kan en kemisk brännskada uppstå.
För allt arbete med öppen eld och varm metall, såväl som ett flussmedel som innehåller syra, är syntetiska kläder oönskade, eftersom ett sådant tyg antänds och smälter mycket snabbare än andra. Se till att ventilera under drift, röken från det brända flussmedlet är skadligt.
Om det inte finns några färdigheter i lödning alls, är det lämpligt att öva på rester av rör eller ledningar innan du utför ansvarsfullt arbete. Det finns få svårigheter i detta arbete, och 2-3 gånger är som regel tillräckligt för att lära sig alla grundläggande tekniker. Om ett VVS-system monteras rekommenderas det att förmontera det på golvet innan allt sätts på plats. Efter montering och lödning ska systemet sköljas noggrant med varmt, rent vatten för att avlägsna delar av flussmedel och lödning från insidan av rören.
VVS eller värmesystem gjorda av kopparrör är dyra, men de är starka och hållbara.Eftersom koppar har en hög värmeledningsförmåga, goda korrosionsskydd och antibakteriella egenskaper är rörledningen som är gjord av den effektiv och hållbar. Att löda koppar hemma är inte svårt: en uttagskoppling sätts på rören och sedan förseglas sömmen. Istället för att använda ett uttag, expanderas ibland änden av ett rör och ett annat sätts in i det. En sådan anslutning är bekväm eftersom den inte kräver beslag, och livslängden är lika med livslängden för själva rören.
Nödvändiga material och anordningar tenn och andra
Följande verktyg krävs för att arbeta med kopparrör:
- rörskärare, bågfil eller kvarn med en tunn skiva;
- beveler;
- rörexpanderare (expanderare);
- lödningsflöde;
- löda;
- lödkolv för koppar, till exempel en propanbrännare för lödning av kopparrör;
- gummerade handskar;
- Pappersservetter.
För att skära röret används rörskärare av olika storlekar. Större prover har stor svängradie, de är obekväma att använda på svåråtkomliga ställen, så om det finns ett behov av att skära av en sektion på en färdig monterad vattenförsörjning, använd en liten rörskärare. Du kan skära röret med en bågfil eller en kvarn med en tunn skiva, men ett bättre snitt kan bara fås med en rörskärare.
Efter att röret är kapat rengörs graderna. Detta är nödvändigt så att det inte blir någon virvling av vätskeflödet i systemet. När det inte finns några hinder upplever inte vattenförsörjningen stress och fungerar som en klocka.
Innan man svetsar koppar poleras rörets ändar med finkornigt sandpapper, som kan köpas i järnaffärer. Båda ytorna rengörs, förbereder för lödning.Ibland för dessa ändamål används små borstar, vars diameter är Ø 22 mm, de passar nästan alla rör. För strippning sätts borstbenet in i en skruvmejsel eller borr, med vilken processen utförs snabbare och bättre.
Ett flussmedel appliceras på den rengjorda, utjämnade yttre ytan - en komposition som förhindrar oxidation av koppar.
Gummihandskar används för att skydda händerna, eftersom när man skär bort koppar och grader bildas många små metallelement som sticker in i huden som splitter.Dessutom, när man rengör ytan med en borr, tuggar en roterande borste upp trashandskar.
För att löda koppar ordentligt måste man komma ihåg att det inte bör gå mer än en halvtimme från ögonblicket av strippning och applicering av flussmedlet till lödning, annars måste strippningen upprepas igen. Om flussmedlet appliceras med en borste, bör inga borst eller hårstrån från det finnas kvar på ytan - annars kommer anslutningen inte att vara tät, och efter att vattnet har tillförts kommer rörledningen att läcka.
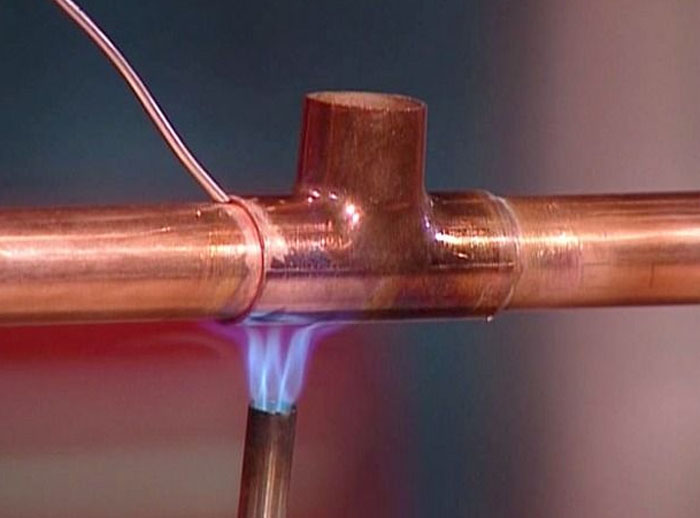
Efter att ha satt in röret i uttaget avlägsnas inte flussresterna helt med en servett, det förblir på anslutningen i form av en kant på 1–2 mm, och vid lödning dras lodet inåt - en kapilläreffekt är upprörd. Först värms fogen upp med en brännare, medan fukten mellan väggarna förångas. Sedan förs brännaren en andra gång, gradvis värms kopparn upp och flussmedlet får ett plåtutseende. I detta ögonblick placeras lod på framsidan, lödning sker, medan den smälta legeringen flyter ner till fel sida och stelnar i rörelseprocessen. De överflödiga metallöverhängen som bildas underifrån separeras av sig själva. Det finns många sätt att löda koppar.
Förberedelse för lödning av koppar med aluminium, mässing, rostfritt stål, järn
Förberedelseperioden, som inkluderar inköp av nödvändiga enheter, material, personlig skyddsutrustning och själva lödningsproceduren.
Det finns två sätt att löda koppar till koppar: hög temperatur och låg temperatur. Den första innebär uppvärmning av metallen till 900 ° C, den används för rörledningar med högt tryck eller temperaturbelastning. För högtemperaturlödning används de material som är avsedda för detta: hårdlödning i form av stavar (smältpunkten för sådana lod är cirka 900 ° C) och karbidflöde.
För att löda koppar med lågtemperaturmetoden räcker det att värma metallen till 600°C (vanligtvis 300–380°C), vilket är möjligt i hushållsförhållanden. För proceduren används mjuklod för lödning av koppar och mässing i form av en tråd eller stång med ett tvärsnitt på upp till 3 mm och ett mer smältbart flöde.Löd är en legering av tenn, som är mer än 97%, med andra metaller: koppar, selen, silver, antimon.
Vad är flussmedlet för Korrekt lödning av kopparrör är endast möjligt med flussmedel - en speciell pastaliknande komposition (med zinkklorid), som appliceras på ytan av rörsektionerna som ska sammanfogas med en bred remsa. Den utför flera funktioner:
- förhindrar metalloxidationsprocessen genom att ta bort syre;
- förbättrar vidhäftningen av lod till koppar;
- är en indikator på tillräcklig uppvärmning av metallen, signalerar när man ska ta med lod och löd koppar;
- främjar jämn spridning av lod över fogen.
Säkerhetsteknik. Trots enkelheten i processen måste kopparrör lödas i enlighet med säkerhetsreglerna. Faran för brännskador är inte bara brännarens låga utan även den uppvärmda metallen. Koppar leder värme bra, därför värms inte bara området där lodet är placerat och svetsning upp under drift, utan hela röret, och det kyls långsamt. Om det är nödvändigt att löda kopparrör som ännu inte är inbyggda i rörsystemet, så inkluderar beredningen att placera dem på icke brännbara stöd där de kan svalna under lång tid. Innan du rör vid den lödda metallen från dess plats, bör du vänta tills den har svalnat helt.
Den omedelbara faran är brännarens öppna låga, så du måste köpa ett verktyg som är bekvämt att arbeta med: helst med ett rörligt munstycke på en lång slang
Vad som behövs för lödning av kopparrör
Lödning av kopparrör, vilket inte är svårt att göra med egna händer, kräver inte dyr utrustning och några speciella material. För att implementera det korrekt behöver du följande enheter.
En brännare, på grund av vilken lodet och rörsektionen där de ska anslutas kommer att värmas upp. Som regel tillförs propangas till en sådan brännare, vars tryck regleras av en svetsreducerare.
Specialverktyg för kapning av kopparrör. Eftersom produkter gjorda av denna metall är mycket mjuka, bör de skäras försiktigt nog för att inte skrynkla väggarna. Rörskärare av olika modeller erbjuds på den moderna marknaden, som skiljer sig både i deras funktionalitet och tekniska kapacitet.
Utformningen av individuella modeller av sådana enheter, vilket är viktigt, gör att de kan användas även för arbete på svåråtkomliga platser.
En rörexpander är en anordning som låter dig utöka diametern på ett kopparrör, vilket är nödvändigt för att bättre löda. I olika system monterade från kopparrör används element i samma sektion, och för att ansluta dem kvalitativt är det nödvändigt att öka diametern på ett av de anslutna elementen något.
Det är detta problem som en sådan anordning som en rörexpander löser.
Kopparrörsutbyggnadssats
Anordning för fasning av ändarna på kopparrör. Efter trimning kvarstår grader på ändarna av delarna, vilket kan störa att erhålla en högkvalitativ och pålitlig anslutning. För att ta bort dem och ge ändarna på rören den erforderliga konfigurationen, används en avfasning före lödning. Det finns två huvudtyper av avfasningsanordningar på marknaden idag: placerade i en rund kropp och gjorda i form av en penna. Bekvämare att använda, men också dyrare, är runda enheter som kan bearbeta mjuka kopparrör med en diameter på högst 36 mm.
För att korrekt förbereda kopparrör för lödning är det nödvändigt att ta bort alla föroreningar och oxider från deras yta. För dessa ändamål används borstar och borstar, vars borst är gjorda av ståltråd.
Hårdlödning av kopparrör utförs vanligtvis med hårdlödning, som kan vara hög och låg temperatur. Högtemperaturlod är en koppartråd som innehåller cirka 6% fosfor i sin sammansättning.En sådan tråd smälter vid en temperatur på 700 grader, medan för sin lågtemperaturtyp (plåttråd) räcker 350 grader.
Tekniken för lödning av kopparrör innebär användning av speciella flussmedel och pastor som utför en skyddande funktion. Sådana flussmedel skyddar inte bara den bildade sömmen från bildandet av luftbubblor i den, utan förbättrar också avsevärt vidhäftningen av lodet till rörmaterialet.
Förutom flussmedel, lödning och andra grundläggande element kommer ytterligare verktyg att behövas för att löda kopparrör, som finns i varje verkstad eller garage. För att löda eller svetsa kopparprodukter, förbered dessutom:
- vanlig markör;
- roulett;
- byggnadsnivå;
- en liten borste med styva borst;
- hammare.
Innan arbetet påbörjas är det också viktigt att bestämma hur man löder kopparrör. Det kan finnas två huvudalternativ: lödning av koppar (mindre vanligt) och användning av mjuklödning
När man löser denna fråga är det viktigt att utgå från det faktum att det finns krav på användningen av en eller annan typ av lod. Så hårdlod används för lödning av element i kylenheter och luftkonditioneringsapparater. I alla andra fall (vattenförsörjningssystem, värmesystem etc.) kan tenntråd användas. Men vilken teknik som än väljs bör man komma ihåg att flödet är nödvändigt i alla fall.

Borstar för borttagning av insidan av ett kopparrör före lödning
Regler för lödning av koppar
När det är nödvändigt att löda en kopparprodukt eller en produkt som innehåller kopparkomponenter är det omöjligt att ge ett entydigt svar på hur och vad som är det bästa sättet att göra detta. Valet av metod och verktyg beror på många faktorer, såsom storlek och vikt på delar, deras sammansättning. Den belastning som redan lödda produkter måste utsättas för beaktas också. Det finns flera lödningsmetoder, och det är bättre att känna till dem alla för att välja den mest lämpliga om det behövs.
Lödning av stora delar
Schema för kapillärlödning av koppar.
Om du behöver löda massiva eller stora delar som inte kan värmas till önskad temperatur med en lödkolv, används en brännare och kopparlod. Fluxet i detta fall är borax. Styrkan hos koppar-fosforlod är högre än hos vanligt tennlod.
Ett tunt lager flussmedel appliceras på det mekaniskt rengjorda röret eller tråden. Därefter sätts en beslag på röret, även mekaniskt rengjort. Med hjälp av en gasbrännare värms kopplingen upp tills den flussmedelsbelagda kopparn ändrar färg. Flussmedlet ska bli silverfärgat, varefter du kan lägga till lod. Lödet smälter omedelbart och tränger in i springan mellan röret och kopplingen. När droppar av lod börjar sitta kvar på ytan av rören tas lodet bort.
Överhett inte rören, eftersom detta inte bidrar till uppkomsten av en större kapilläreffekt. Tvärtom är koppar uppvärmd till svärta mindre lödbar. Om metallen börjar svartna bör uppvärmningen stoppas.
Lödtrådar eller tråd
Zinkkloridbaserat lod bör inte användas för att löda tunna koppartrådar eftersom det kommer att förstöra kopparn. Om inget flussmedel är tillgängligt kan du i detta fall lösa en aspirintablett i 10-20 ml vatten.
Schema för kopparsvetsning i en inertgasmiljö.
Koppartråd eller delar gjorda av tråd av olika sektioner kan lätt värmas till önskad temperatur med hjälp av en lödkolv. Temperaturregimen bör vara den där lodet smälter, tenn eller bly-tenn, och lödning utförs också av det. Flussmedel måste innehålla eller vara gjorda av kolofonium, lödolja eller till och med kolofonium i sig kan användas.
Trådens yta rengörs från smuts och oxidfilm, varefter delarna förtennas.Denna process innebär att man applicerar ett tunt lager flussmedel eller harts på den uppvärmda kopparn och sedan löder, som fördelas över ytan så jämnt som möjligt med en lödkolv. Delarna som behöver anslutas kopplas ihop och värms upp igen med en lödkolv tills det redan stelnade lodet börjar smälta igen. När detta händer tas lödkolven bort och fogen kyls ner.
Delar kan klämmas fast i ett skruvstycke så att avståndet mellan dem är 1-2 mm. Flux appliceras på delarna och värms upp. Löd förs till gapet mellan de varma delarna, vilket kommer att smälta och fylla gapet. Smälttemperaturen för lod för lödning på detta sätt måste vara lägre än smälttemperaturen för koppar, så att delarna inte deformeras. Delen svalnar, sedan tvättas den med vatten och avslutas, om nödvändigt, med sandpapper tills den är slät och enhetlig.
Lödskålar eller lödhål i koppar
Vid lödning av skålar används rent tenn, vars smältpunkt är högre än för tenn eller blyhaltigt lod. Ibland, för att löda stora delar, används hammarlödkolvar, uppvärmda på öppen eld med en gasbrännare eller blåslampa. I framtiden händer allt enligt standardschemat: rengöring, flussning och förtenning, sammanfogning av delar och uppvärmning med en lödkolv. Det är för denna lödkolv som rent tennlod är bekvämt.
Från insidan har beslaget som regel en bård som förhindrar att den träs genom röret. Den kan tas bort med en grov fil om kopplingen behöver skjutas på röret längre än avsett och det onödiga hålet måste tätas på detta sätt.
Funktioner för lödning med mjuka och hårda lödningar
Kopparrörsanslutning har ett antal karakteristiska egenskaper. De är särskilt uttalade när man använder olika material.
Lödning av länkar med smältbar lödning utförs vid en temperatur på 175–315ᵒC. Lödning med fasta kompositioner utförs när fogen värms upp till en temperatur av 650–815ᵒC.
Mjuklödning används för lödning av kopparrör med en innerdiameter på upp till 22 mm och hårdlegering med en diameter på 22 mm eller mer.
 Mjuka och lödda lödningar - Beskrivning
Mjuka och lödda lödningar - Beskrivning
Med tillräcklig uppvärmning kokar det applicerade flussskiktet. Vid smältning av mjuklod bildas en smält droppe, som spelar en viktig roll i den starka anslutningen av rör. Kokande flussmedel trycker ut den smälta kompositionen ur fogutrymmet. Under inverkan av kapillärkrafter dras lodlegeringen in i fogen när den svalnar.
Vid lödning med hårdlödning sätts en tunn dyna av mjuk metall mellan elementen som ska lödas. De anslutna delarna är säkert och stadigt fixerade med en styrpackning.
En enkel teknik för lödning av kopparrör och tillgången på allt material gör att du kan göra detta arbete själv hemma.
Relaterad video: Lödning av kopparrör "min erfarenhet"
Ett urval av frågor
- Mikhail, Lipetsk — Vilka skivor för metallskärning ska användas?
- Ivan, Moskva — Vad är GOST för metallvalsad stålplåt?
- Maksim, Tver — Vilka är de bästa ställen för att lagra valsade metallprodukter?
- Vladimir, Novosibirsk — Vad betyder ultraljudsbearbetning av metaller utan användning av slipande ämnen?
- Valery, Moskva - Hur man smider en kniv från ett lager med dina egna händer?
- Stanislav, Voronezh — Vilken utrustning används för produktion av galvaniserade stålluftkanaler?
lödningsprocess
Det består i att utföra sekventiella operationer:
- röret skärs i segment med de nödvändiga dimensionerna, som är märkta för bekvämlighet - leverans eller retur;
- avfasning tas bort från kanten;
- kanterna rengörs med 2 cm: extern på röret, såväl som invändigt i uttaget;
- flussmedel appliceras med en remsa längs de rengjorda ytorna (extern och intern);
- anslutningen är monterad: röret sätts in i uttaget;
- överflödigt flussmedel avlägsnas med en pappershandduk, men inte helt - en kant på 1-2 mm är kvar;
- brännaren antänds, lågan förs till korsningen;
- ytan värms upp i 10-15 sekunder till en viss temperatur - flödet ska få en tennfärg;
- lod placeras ovanpå fogen, när den värms upp kommer den att dras in i fogen, spridas längs sömmen och fylla den.
Om fogen på fogen inte har rengjorts från borst eller damm, och som ett resultat av den lödda sömmen på kopparvattenröret läcker, kan tätheten återställas med en av två metoder:
Använda en lödkolv
- ytan rengörs, behandlas med fosforsyra, värms upp med ett lödkolv, tenn appliceras;
- med hjälp av en ficklampa: flussmedel appliceras på den rengjorda ytan, värms upp, lod placeras, smälts.
Hur man löder koppar med en gasfackla
Du kan löda kopparröret enligt följande:
- Rengör lödområdet med en fin fil, sandpapper eller en metallborste.
- Krossa kolofonium och strö platsen för lödning.
- Värm röret över en gaslåga tills hartset smält.
- Sätt lod POS-30 eller 40 och smält den med en lödkolv, fördela den över ytan.
I vardagen påträffas kopparbearbetning inte bara när det är nödvändigt att löda kopparrör för uppvärmning eller VVS, utan också vid bilreparation, om en spricka eller läcka uppstår på bilens radiator. I det här fallet görs gör-det-själv-lödning av en kopparradiator. Istället för en gasbrännare använder bilister en kraftfull 250 W elektrisk lödkolv för kopparrör. För strippning av koppar används ett sandpapper eller en metallborste och för lödning av tenn används kolofonium eller ortofosforsyra som lödsyra.
Lödning med lödkolv hemma
Att löda koppar med en lödkolv är lättare än att använda en ficklampa. Proceduren är som följer:
- Ytan på kylaren rengörs med ett finkornigt sandpapper eller borste.
- Några droppar syra appliceras jämnt på kanterna av det skadade området.
- Sprickan värms upp med en elektrisk lödkolv, lod förs. Smält, tenn fyller hålet.
Självlödande kopparrör för uppvärmning eller vattenförsörjning, reparation av sprickor i radiatorer är en enkel teknisk process som kan göras hemma med en liten uppsättning verktyg.
KOLLA PÅ VIDEO
Att löda koppar hemma ligger inom varje mans makt.
Verktyg och material för lödning av koppar
- rörskärare;
- beveler;
- rörexpanderare;
- metallisk ull;
- skruvstäd;
- tång;
- pincett;
- lödkolv;
- löda;
- flöde;
- borax;
- lödolja;
- gasbrännare.
Diagram över en elektrisk svetsmaskin.
En rörskärare krävs för att kapa rör på längd. Funktionsprincipen för rörskärare är densamma, även om det finns många modeller till försäljning. Röret för att kapa det kläms fast mellan rullarna och bladet, sedan roteras rörskäraren runt och drar åt den nedre bulten ett tredjedels varv. För att få en jämn kant hålls röret strikt vinkelrätt mot verktyget. Röret kapas vanligtvis i 5-6 varv. Det är möjligt att producera lågtemperaturlödning av koppar med en gasbrännare, eftersom dess temperatur inte överstiger 450 °. Inte alla kommersiellt tillgängliga brännardesigner är lämpliga för lödning.
Innan du väljer en brännare för lödning av koppar måste du vara uppmärksam på instruktionerna, eftersom de brännare som börjar med tändningen av grillen inte är lämpliga för detta ändamål. Hur löder man koppar korrekt? Du måste göra detta med en lödkolv eller en brännare med en smal låga
En sådan brännare kommer att värma röret på några sekunder, och gaspatronen kommer att hålla länge med ekonomisk användning. När du väljer en brännare måste du titta på sammansättningen av gasen i cylindern. I regel är detta en blandning av propan och butan, men ju högre butanhalt desto högre flamtemperatur.
Metallull används för att rengöra koppar innan man arbetar med ficklampa och lödkolv. Den pressar ihop änden av röret eller tråden hårt och gör flera rotationsrörelser med ansträngning. Detta räcker för tråden, och röret bör också rengöras från insidan. Smala rör (beslag) kan rengöras med speciella borstar utformade för detta, medan det är strängt förbjudet att använda sandpapper, särskilt stora fraktioner, och ännu mer en fil. Koppar är en mjuk metall och vid användning av sandpapper kommer sandpapprets komponenter att ligga kvar på ytan, vilket förhindrar vidhäftning och god vidhäftning.
Schema för punktsvetsning av koppar.
Löd kan köpas lindat för enkel användning. Detta är en plåttråd med en diameter på ca 3 mm
Det är lämpligt att vara uppmärksam på frånvaron av bly i lodet, vilket bör indikeras med en speciell inskription på spolen. En viktig komponent för lödning är flussmedlet, som väter basmetallen (koppar i detta fall) före lödning och tränger in i alla kapillärer
Fluxet sprider sig över ytan under inverkan av kapillärkrafter. Innan man löder korrekt måste ytan vara helt ren och fri från oxider. Sömmen blir bara stark om komponenterna är skyddade från det syre som finns i luften. Användningen av flussmedel ökar lodets vidhäftning i nivå med mekanisk rengöring av ytor.
När man använder ett flussmedel spelar det egentligen ingen roll om det är för blyfritt eller blyfritt lod, dessa varianter är utbytbara. Flussmedel för lödning av rostfritt stål är inte lämpliga för användning med koppar. Vanligt kolofonium kan också användas, men det kan finnas problem med appliceringen.


