Anslutning av metallrör
Inte mindre ofta, när man lägger kommunikation, används också metallrör. Av dessa är de mest populära gjutjärn och metall.
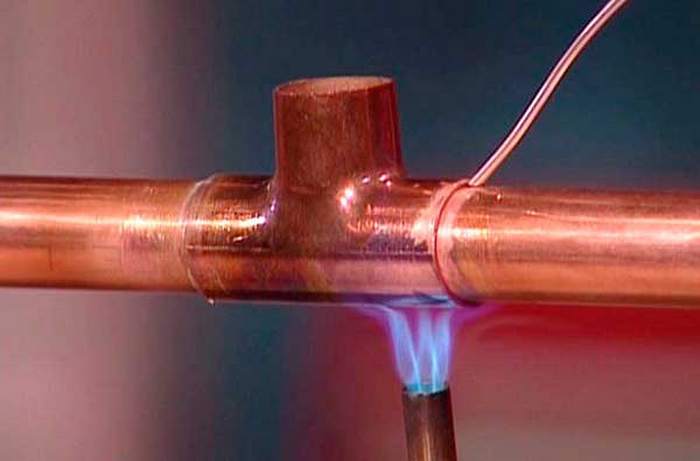
För att löda ett kopparrör måste du köpa ett specialverktyg - löd. Den är gjord av mjuka smältbara metaller som tenn, mässing etc. Lödet är i form av metallstavar (hårdlod för lödning vid höga temperaturer) eller fin tråd (för lödning vid temperaturer upp till 459 grader).
Anslutningen av kopparrör genom lödning ser ut så här:
- De nödvändiga bitarna av tuban skärs av;
- Med hjälp av en rörexpander expanderar gjutjärnsröret från ena änden (i framtiden kommer en sådan expansion att spela rollen som en sockel);
- Två rör avfettas och bearbetas med en speciell flusspasta för en högkvalitativ anslutning av lod med koppar;
- Efter det måste du använda lod för lödning.
- Således bearbetar vi lederna av två rör med en brännare tills lodet smälter.
- Efter att anslutningen av kopparrör är klar måste du ta bort resterna av lod med en torr trasa och låta elementen svalna helt.
- För att skapa linjevarv används speciella kopparbeslag, som löds på samma sätt.
Vi sammanfogar gjutjärn

Gjutjärnsrör används mer sällan idag, men de har också rätt till liv. Anslutningen av gjutjärnsrör utförs oftast i en sockel. Tekniken ser ut så här:
- Den expanderade änden av röret är helt rengjord och avfettad;
- Den tunna änden av röret sätts också in i den, också fettfri;
- Nu är det fria utrymmet i uttaget fyllt med släp med en hastighet av 1/3 av hela den tillgängliga ytan, så att släpet senare inte kommer in i systemet;
- Därefter fylls det återstående utrymmet med asbestcement, svavel, tätningsmedel eller expanderande cement. Väntar på fullständig torkning. Så här ansluts två gjutjärnsrör.
Dessutom är det möjligt att sammanfoga gjutjärnsrör med hjälp av beslag av olika konfigurationer. Så, beslag, sadlar, kopplingar etc. används.
Svetsning av gjutjärn med kopparbaserade elektroder
Svetsning med kopparbaserade elektroder används i alla fall där hög hållfasthet av svetsen inte krävs. Koppar, som nickel, bildar inte föreningar med kol, men det löser sig praktiskt taget inte i järn. Därför är den avsatta sömmen inte homogen; inneslutningar av en högkolhaltig järnfas med ökad hårdhet finns i kopparbasen.
Koppar-järnelektroder OZCH-2, OZCH-6 är gjorda av en kopparstav med en kalciumfluoridbeläggning, till vilken 50% järnpulver tillsätts. Dessa elektroder används för att svetsa sprickor i vattenmantel av motorblock, blockhuvuden etc. Sprickan borras i ändarna och skärs i en vinkel på 70-90 ° för 2/3 av delens tjocklek. Kanterna på sprickan rengörs noggrant, eftersom spår av rost, olja och andra föroreningar orsakar sömmens porositet. Svetsning utförs med en kort båge vid likström med omvänd polaritet med avbrott för att kyla delen till en temperatur på 50-60 ° C. För att få en tätare söm smides sektioner på 40-60 mm omedelbart efter svetsning. Skiktet avsatt med OZCH-elektroder är kopparmättat med järn varvat med härdat stål med hög hårdhet. På sömmens gräns finns blekningszoner i separata sektioner. Trots den ganska höga hårdheten kan sömmen bearbetas med ett hårdmetallverktyg. Koppar-nickelelektroder MNP-2 är stavar gjorda av monelmetall (28% koppar, 2,5% järn, 1,5% mangan, resten är nickel). Nicklet i dessa elektroder bildar inte föreningar med kol, så svetsen erhålls med låg hårdhet, den kylda gjutjärnszonen är nästan frånvarande, den härdade gjutjärnszonen har en låg hårdhet, som lätt kan reduceras med lite anlöpning.Dessutom bildas färre porer och sprickor i sömmen, den är lättare att bearbeta, men dess styrka är låg. Därför används koppar-nickelelektroder ofta i kombination med koppar-järnelektroder. De första och sista lagren appliceras med koppar-nickelelektroder (för att säkerställa densiteten i det första lagret och förbättra bearbetningen i det sista), resten smälts samman med koppar-järnelektroder. Ytbeläggning med koppar-nickelelektroder utförs på samma sätt som med koppar-järnelektroder.
För kallsvetsning och ytbeläggning av gjutjärn (dvs svetsning och ytbeläggning utförd utan förvärmning) med speciella elektroder, är det typiskt att utföra processen med en minimal värmetillförsel i korta strängar 25-60 mm långa med kylning av varje överlagd sträng i luft till en temperatur på högst 60 °C. Ibland rekommenderas det att smida varje rulle med lätta hammarslag.
Svetsspänningar som uppstår i strukturen till följd av uppvärmning kan avlägsnas nästan helt om ytterligare plastiska deformationer skapas i svetsen och den värmepåverkade zonen. Detta kan uppnås genom att smida sömmar. Smide utförs i processen att kyla metallen vid temperaturer på 450 °C och över, eller från 150 °C och lägre. I temperaturområdet 400–200 °C, på grund av metallens reducerade plasticitet under smide, kan det bildas revor. Speciell uppvärmning av svetsfogen för smide krävs som regel inte. Slag appliceras manuellt med en hammare som väger 0,6-1,2 kg med ett rundat huvud eller en pneumatisk hammare med en liten ansträngning för att ändra sömmönstret. Vid flerskiktssvetsning smides varje lager, med undantag för det första, där sprickor och beläggning kan uppstå vid slag. Denna teknik är mycket effektiv för att avlasta spänningar vid svetsning av sprickor och stängning av svetsar i stela konturer av delar och sammansättningar gjorda av konstruktionsstål och gjutjärn.
Smide av en svetsfog bidrar också till en ökning av strukturens utmattningshållfasthet.
Visningar:
152
Gjutjärnsgrå
Grått gjutjärn används ofta inom maskinteknik. Den fick sitt namn från sprickans grå färg, på grund av närvaron av fritt kol i form av grafit i gjutjärnsstrukturen. Beroende på typen av metallbas är grå gjutjärn perlitiskt, perlitiskt ferritiskt och ferritiskt.
Tabell 1. Grått gjutjärn, deras huvudsakliga egenskaper och användningsområden
| varumärke | σv MPa | HB | Egenskaper och tillämpning |
| SC10 | 275 | 139-274 | Gjutgods med lågt ansvar med en väggtjocklek på upp till 15 mm (höljen, lock, höljen etc.), delar för vilka hållfasthetsegenskaperna inte är obligatoriska - flaskor, beslag, ramar, pannor, dekorativa delar, massiva byggnadspelare, fundament plattor |
| MF15 | 314 | 160-224 | Lågt ansvarsgjutgods med en väggtjocklek på 10 - 30 mm (rör, ventilkroppar, ventiler vid ett tryck på upp till 20 MPa etc.), lätt belastade karossdelar, undermotorplattor, spakar, remskivor, svänghjul, olja och kylvätskebehållare, filterhus, flänsar, lock, kedjehjul |
| MF18 | 354 | 167-224 | Ansvarsfulla gjutgods med en väggtjocklek på 10 - 20 mm (remskivor, kugghjul, sängar, bromsok, etc.) |
| MF20 | 397 | 167-236 | Kritiska gjutgods med väggtjocklek upp till 30 mm (cylinderblock, kolvar, bromstrummor, vagnar etc.), för tillverkning av grundläggande karossdelar med ökad hållfasthet och slitstyrka, delar som kräver täthet vid tryck upp till 8 MPa (80) kgf/cm2), höljen, växellådor, topplock, balanserare, frontplattor, hylsor, vagnar, cylindrar, pumpar, spolar, beslag, kompressorer |
| MF25 | 450 | 176-245 | Kritiska gjutgods med en väggtjocklek på upp till 40 mm (formformar, kolvringar etc.), för tillverkning av baskroppsdelar med ökad hållfasthet och slitstyrka, delar som är föremål för ökade krav på täthet |
| SC3O | 490 | 177-250 | Kritiska gjutgods med väggtjocklek upp till 60 mm (kolvar, dieselliners, ramar, stansar, etc.), för tillverkning av konsoler, bords- och bromsok, ythärdade delar, cylindrar, pumphus, dieselmotorer och förbränningsmotorer, kolvringar, vevaxlar och kamaxlar |
| MF35 MF45 | 540 | 193-264 | Ansvariga högbelastade gjutgods med en väggtjocklek på upp till 100 mm (små vevaxlar, delar av ångmaskiner etc.) av delar för vilka täthetskrav ställs vid ett tryck på mer än 8 MPa |
Grafit har låga mekaniska egenskaper. Det bryter mot metallbasens integritet. Ligger mellan kornen på metallbasen, försvagar grafit bindningen mellan dem. Därför har grått gjutjärn dålig draghållfasthet och mycket låg duktilitet och seghet. Ju större och rakare grafitinneslutningar desto sämre är de mekaniska egenskaperna hos gjutjärn. Hårdheten hos grått gjutjärn, liksom dess motståndskraft mot kompression, ligger nära stålets, som har samma struktur som metallbasen i gjutjärn.
Grafit har också en viss positiv effekt på egenskaperna hos gjutjärn, i synnerhet ökar det dess slitstyrka, fungerar på samma sätt som smörjning, ökar bearbetbarheten, eftersom det gör spån spröda, hjälper till att dämpa produktvibrationer och minskar krympning vid tillverkning av gjutgods. .
De mekaniska egenskaperna hos grått gjutjärn kan förbättras genom att den fina lamellgrafiten fördelas jämnt i gjutgodset. Detta uppnås genom speciell bearbetning - modifiering, när tillsatser införs i flytande järn före gjutning, som bildar ytterligare centra för grafitisering, vilket resulterar i finlamellgrafit. Gjutjärn med sådan grafit kallas modifierad. Det skiljer sig från vanligt grått gjutjärn i en högre draghållfasthet, men dess duktilitet och seghet förbättras inte vid modifiering.
Enligt GOST 1412-85 betyder bokstäverna SCh i beteckningen på gjutjärnsklassen - grått gjutjärn. Den tvåsiffriga siffran motsvarar draghållfastheten σv MPa. Standarden normaliserar draghållfastheten för grått gjutjärn σv = 274÷637 MPa, hårdhet - 143÷637 HB och kemisk sammansättning.
De viktigaste egenskaperna hos grått gjutjärn och dess tillämpning visas i tabell 1.
Ventilanordning
Två typer av ventiler kan installeras på VVS- och värmesystem:
- boll;
- ventil.
Arbetselementet i en kulventil är en kula placerad inuti kroppen. Bollen har ett genomgående hål. Om ventilen är öppen, vrids kulan av hålet mot vattenflödet. I stängt läge vänder sig bollen till vattnet med en döv sida. Vridningen av låselementet utförs med hjälp av ett handtag.

Kulventilanordning
Ventilventilens avstängningselement är en ventil med en packning, placerad på en spindel, som sänks och höjs genom att vrida på handtaget.
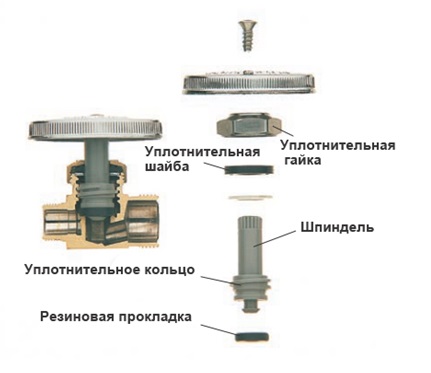
Ventilventilanordning
En kulventil, till skillnad från en ventilanordning, är en avstängningsventil och kan inte användas för att reglera vätskeflödet. Kulventilen kan inte repareras, och i händelse av ett fel i driften av enheten krävs dess fullständiga utbyte.
Fördelar med segjärnsrör
I vissa fall är extra starka gjutjärnsrör som används för vattenförsörjning oumbärliga eftersom de har följande egenskaper och egenskaper:
- Förmågan att motstå vätsketryck i systemet upp till 1,6 MPa och över.
- God motståndskraft mot förändringar i luftfuktighet och plötsliga temperaturförändringar.
- Korrosionsbeständig.
- Motståndskraft mot mekanisk skada.
- Styrka.
- Plast.
- Enkel installation.
- Lång livslängd - upp till 100 år.
Förutom utmärkta fysiska och mekaniska egenskaper är avloppsröret av segjärn också miljövänligt:
- vatten som passerar genom sådana rör förblir absolut ofarligt och lämpligt för konsumtion, eftersom det inte är förorenat av några främmande föroreningar;
- vid slutet av sin livslängd kan rören kasseras helt utan att skada miljön.
Anslutning av plast- och gjutjärnsrör
Hur kopplar man ihop gjutjärnsrör med plast? Allt beror på orsaken som driver till detta steg. Och detta kommer inte nödvändigtvis att vara en ersättning (förlängning) av en gjutjärnslinje.
Ett av de möjliga scenarierna är förekomsten av nödsituationer vid den befintliga korsningen av plast - gjutjärn.
Inledningsvis antas det att anslutningen av gjutjärnsrör med plast inte kommer att utsättas för yttre påverkan (temperatur eller mekanisk påverkan). Enkelt uttryckt, läckor uppstår på grund av tryckavlastning (tätheten är bruten) av korsningen.
Läckage kan uppstå som ett resultat av:
- Vattenhammare, vilket är extremt sällsynt.
- Plötsliga temperaturförändringar (till exempel när du stänger/sätter på varmvatten eller byter från kallt till varmt vatten).
I det senare fallet ligger orsaken till problemet i de olika expansionskoefficienterna för gjutjärn och plast, samt i en armatur av dålig kvalitet (avloppsadapter från gjutjärn till plast). Den senare kan utveckla en spricka eftersom gjutjärn inte expanderar lika jämnt som plast. Dessutom kan beslaget helt enkelt varva ner (fästningen försvagas).
För att lösa problemet som har uppstått måste du byta ut den slitna delen (övergång från gjutjärn till plast) eller dra åt den "självrullande". Det bör noteras att moderna beslag av hög kvalitet är skyddade från spontan avveckling. Dessutom kan du använda krympning av sådana produkter. Det är därför det är bättre att inte spara på tillbehör.
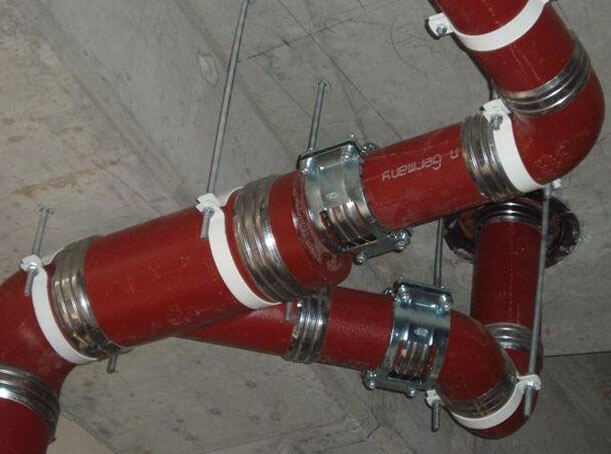
Polypropenkoppling, designad för att ansluta plast- och metallrör
Ett annat scenario är behovet av att förlänga gjutjärnslinjen. Möjligheten att spara pengar genom att slutföra plastledningarna runt lägenheten, anslutna till den befintliga gjutjärnsstigaren, kan driva samma steg. Men om en metallstigare finns kvar, kommer problemet inte att elimineras helt - det finns en hög sannolikhet för läckage vid fogen (övergång av avloppsvatten från plast till gjutjärn).
Eftersom dockningen av "gjutjärn-plast" -system länge har satts i drift, kan du på den moderna marknaden hitta ett sådant element som en övergångsgummimanschett (standarddiametrar).
Hur man praktiskt binder metall till plast
Valet av röranslutningsmetod beror på vilken typ av gjutjärnsrör som finns:
- gjutjärnsrör utan hylsa;
- rör med uttag.
I det senare fallet kommer en vanlig användare (utan särskild utbildning) att kunna docka enskilda element. Annars (uttaget är skadat eller det fanns inte), måste du använda en presskoppling som har en specifik design - i ena änden finns ett uttag (anslutning till en plastledning), och i den andra är en gänga skuren för anslutning med en gjutjärnsände. Du kan själv sätta in ett plaströr i ett gjutjärnsrör om du köper i förväg:
- adapter för ett avloppsrör av gjutjärn eller presskoppling;
- tätningsmaterial, som kan användas släp eller teflontejp;
- skiftnycklar (två stycken).
Stadierna för en sådan anslutning kan beskrivas enligt följande:
- Skruva loss den befintliga kopplingen (glidande gjutjärnskoppling) på den plats där det är planerat att föra plastledningen. Alternativt kan du helt enkelt skära av gjutjärnsröret med en kvarn.
- På den förberedda metalländen, skär tråden, smörj denna plats med olja (fast olja).
- Torka av gängorna, vind tätningsmaterial runt den och smörj med silikontätningsmedel.
- Skruva på presskopplingen - operationen rekommenderas att utföras manuellt, utan att använda nyckel. Annars finns det risk för mekanisk skada på delen. Beslaget måste dras åt efter att systemet har fyllts med vatten (på så sätt blir det möjligt att undvika läckage och inte klämma själva beslaget).
https://youtube.com/watch?v=39fa3je7waI
KOLLA PÅ VIDEO
Om du planerar att bygga en värmeledning eller leverera varmvatten, rekommenderas att använda en speciell adapter (övergångshylsa från gjutjärn till plast), som har en tätande gummipackning. En alternativ lösning är att använda en delad mässingshylsa, som har ett PVC-element.
Slutligen är det värt att säga att det är bättre att ersätta de interna ledningarna med plast i förväg, utan att vänta på en nödsituation. När allt kommer omkring är plastkonstruktionen mindre krävande (behöver inget underhåll), och dess funktion åtföljs inte av uppkomsten av obehagliga lukter. Endast en kunnig person kan koppla ihop ett gjutjärnsrör med ett plaströr!
Möjliga funktionsfel och sätt att eliminera dem
Enheten behöver repareras om:
- ventilen stänger inte av vattnet. Orsakerna till felet kan vara:
- slitage på tätningspackningen som fungerar som en låsanordning;
- frånkoppling av avstängningsventilen från spindeln;
- spindel kink;
- förorening av ventilen med avlagringar i vattnet;
Om spindeln är böjd eller ventilen frånkopplad måste bussningen bytas ut.
- läckande eller droppande ventil. De främsta orsakerna till ett sådant fel kan vara:
- bildandet av en spricka på enhetens kropp;
- frånvaro eller otillräcklig mängd av körtelpackning.
Byte av packning och rengöring av höljet
För att reparera ventilen med dina egna händer när packningen är sliten behöver du följande verktyg och material:
- rycka;
- en bit av VVS-gummi;
- sax;
- tång;
- kniv;
- lintråd eller annat tätningsmaterial.
Gummi och sax krävs för att göra packningen själv. Om du vet vilken packning som är installerad på spindeln kan du köpa den färdiga produkten i en VVS-butik.
Packningen byts ut enligt följande:
- med en justerbar skiftnyckel är det nödvändigt att skruva loss kranlådan som fixerar ventilspindeln;

Demontering av ventil för packningsbyte
- tång skruva loss muttern som fixerar packningen;
- brickan och den misslyckade packningen tas bort;
- en bit gummi skärs ut, vars dimensioner är något större än ventilens dimensioner;
- ett hål görs i mitten av det skurna gummistycket;
- gummi är monterat på ventilen och fixerat med en mutter;
- överflödigt gummi skärs av med sax runt ventilen. Den färdiga packningen måste helt matcha ventilens dimensioner;

Fästa en ny packning på spindeln
- med en kniv rengörs ventilhuset. Det rekommenderas att försiktigt ta bort alla avlagringar, inte bara i apparathöljet utan också i den gängade anslutningen;
Om det inte är möjligt att rengöra höljet genom mekanisk åtgärd, kan fotogen eller WD-40-vätska användas.
- kranlådan är monterad på gängan;
- anslutningen är förseglad, varefter enheten kan fixeras helt.
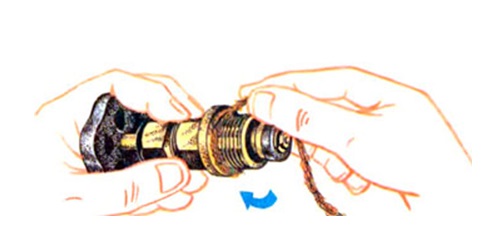
Gängtätning med lintråd
Reparation av ventilen måste utföras när vattentillförseln (värme) är avstängd.
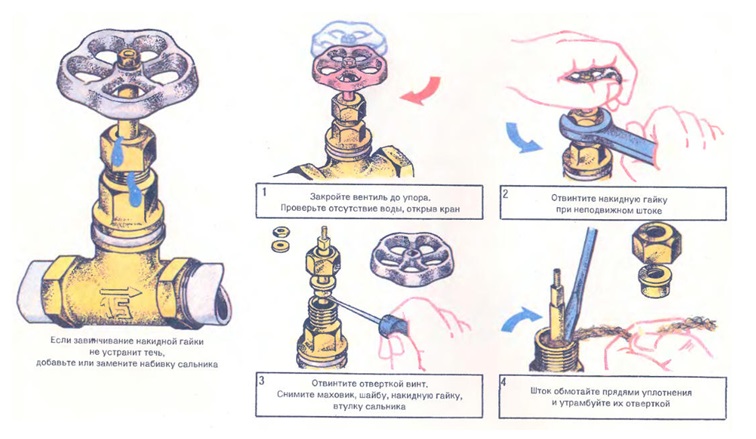
Byte av glandpackning
Om kranventilen läcker, är problemet i de flesta fall frånvaron eller överdriven tätning av packningen. För reparationer behöver du:
- en justerbar skiftnyckel eller skiftnyckel av lämplig storlek;
- packning av körtlar;
- kniv eller platt skruvmejsel för tätning.
I denna situation kan du reparera ventilen själv enligt följande schema:
- stäng av systemets vattenförsörjning;
- ta bort rotationshandtaget;
- skruva loss fästmuttern.När du lossar fixeringen rekommenderas det att hålla spindeln i ett läge;
- ta bort tätningsringen som säkrar packningen;
- använd en kniv eller skruvmejsel för att ta bort den gamla förpackningen;
Processen att byta ut packningen för att eliminera läckan
- applicera och pressa ner nytt tätningsmaterial;
- montera kranen i omvänd ordning.
Processen att byta ut packningen och packningen beskrivs i detalj i videon.
https://youtube.com/watch?v=r7a44zQX2oo
Sprickreparation
Om ventilen läcker och orsaken till läckan är en spricka på ventilhuset, kan du:
- byt ut ventilen helt;
- stäng sprickan med specialmaterial.
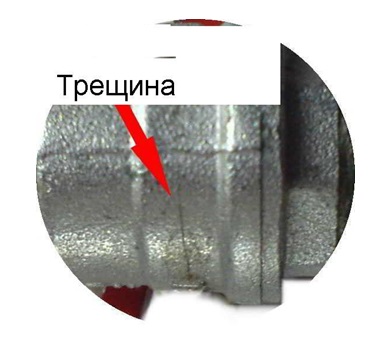
Spricka i ventilhuset
Bland de material som används för att täta sprickor kan man urskilja ett medel för kallsvetsning.

Medel för kall metallsvetsning
Detaljerade instruktioner för användning av produkten anges på förpackningen. Det allmänna användningsmönstret är följande:
- platsen där sprickan behöver repareras rengörs från smuts och avfettas med aceton;
- kompositionen är förberedd för applicering;
- den färdiga blandningen appliceras på sprickan och fördelas jämnt över ytan;
För svetshållfasthet rekommenderas det att applicera blandningen på ett större område än själva sprickan upptar.
- fullständig torkning av kompositionen förväntas, varefter det är möjligt att rengöra och måla svetsplatsen.

Metoden att använda kallsvetsning för att reparera en spricka
Således kan du själv eliminera de vanligaste ventilproblemen. Om det utförda reparationsarbetet inte hjälpte till att rätta till situationen, måste ventilen bytas ut.
Blandningar av gjutjärn och plast
Avloppsersättningsprocessen använder för närvarande mer avancerade material än gjutjärn. I det här fallet måste du ansluta din del av systemet till en gemensam gjutjärnsrörledning. Ofta utförs oberoende implementering av detta genom att en produkt sätts in i en annan, följt av tätning med cementbruk.
Detta tillvägagångssätt kan inte kallas tillförlitligt, eftersom det finns ett hot om plastisk deformation och läckage. Det är nödvändigt att ansluta plast- och gjutjärnsrör med stor försiktighet, eftersom reaktionen på uppvärmning av de två materialen är ganska olika (för mer information: ""). Allt detta kan upphäva tätningen. En annan skadlig effekt på en sådan fog är periodiskt förekommande vibrationer och stötar i avloppssystemet.


I avsaknad av ett uttag utförs montering med två adaptrar. Först rengörs röret från smuts och rost, varefter gjutjärnsröret först förses med en gummiadapter och efter det med en plast. När det gäller plaströret så sätts det in i plastadaptern.
Hur man svetsar gjutjärn till metall genom elektrisk svetsning

31.12.2018
När du utför reparationsarbeten uppstår situationer när det är nödvändigt att ansluta olika metaller. Kan gjutjärn svetsas till stål? Ja, men personer med erfarenhet kan göra det.
Gjutjärnslegeringar kännetecknas av en hög kolhalt, när det brinner ut förändras metallens struktur. Förbandet svetsas i lågtemperaturläge, upp till 120°C. Stål, tvärtom, måste värmas upp kraftigt.
För att koppla samman gjutjärnsdelar med andra järnlegeringar har en buffertskiktsteknik utvecklats. Nickelöverlägg ger stark bindning av olika metaller.
Teknik för svetsning av gjutjärn med förbrukningsbar stålelektrod
Det finns flera sätt att svetsa gjutjärn, de används för att sammanfoga gjutjärnslegeringar med andra metaller:
- Varm - innan de förenas med delarna förvärms ugnarna till 600 ° C helt. Uppvärmning med blåslampa är endast tillåten i arbetsområdet (gjutjärn blir röd). Används för säkra anslutningar.
- Halvhett, bra för legerade legeringar. Delarna som ska sammanfogas är helt eller delvis uppvärmda till 200–300°C.
- Kallt - delarna är anslutna utan uppvärmning, det används för överlägg - sömmar som arbetar i kompression.
Sammanfogningen av metaller genom manuell elektrisk svetsning innebär en preliminär förberedelse av ytor. Gjutjärnslegeringen är porös och absorberar olja väl. Det räcker inte att avfetta fläcken, den måste rengöras till ett rent lager, annars kommer sömmen att visa sig vara lös.
Hur stål svetsas till gjutjärn:
Först måste du välja de aktuella parametrarna. Om svetsmaskinen bara arbetar på konstant, byt polariteten till omvänd. Det är nödvändigt att ta hänsyn till öppen kretsindikator (spänning mellan polerna utan båge), det tillåtna värdet är upp till 54 V. Det är tillåtet att arbeta med växelström endast med en öppen krets på 54 V.
Svetsning utförs i små sektioner, rullarna görs inte mer än 3 cm långa. Först avsätts gjutjärn, sedan svetsas en ståldel till buffertskiktet.
Tjockväggiga sömmar svetsas i lager, var och en smids innan nästa appliceras
Den är gjord vinkelrätt mot den första - så här uppnås styrkan i anslutningen.
Efter att ha sammanfogat gjutjärnslegeringen med stål med varma och halvvarma metoder är det viktigt att observera kylningssättet för ytzonen. Sömmen värms upp med jämna mellanrum så att den svalnar gradvis
Vid plötslig avkylning spricker gjutjärnslegeringen på grund av de resulterande inre spänningarna.
Val av elektroder
Använd speciella som har:
- enkel tändning vid start;
- låg penetrationsförmåga;
- hög avsättningshastighet;
- hårdheten hos den resulterande pärlan.
Ryska märken:
- TsCh-4 - multifunktionell med en cellulosabeläggning kännetecknas av stabil förbränning, bra ytbeläggning;
- OZCH-2, OZCH-25 - används för svetsning av tunnväggiga element, de brinner inte genom metaller till ett stort djup;
- MNP-2, OZZHN-2 används endast för varmfogning av gjutjärnsdelar med metaller.
Importerad, används för kritiska sömmar:
- Zeller 866, Zeller 855 - universell, de lagar gjutjärn med järn utan förvärmning;
- Ficast NiFe - skapa anslutningar som fungerar stabilt vid böjning, vridning.
Viktig!
Före arbetet är det viktigt att torka elektroderna väl, värma upp dem, de värms upp från 160 till 300 ° C. Men bara några bitar tas ur förpackningen - vid omtorkning och uppvärmning kommer beläggningen att smulas sönder
Tillämpning av argonbågsvetsning
Användningen av eldfasta elektroder och koppar-nickel fylltråd ger ett bra resultat.
Hur stål svetsas till gjutjärn (några rekommendationer):
- Tillsatsen väljs efter typ av metall och typ av gjutjärn. Nickelbaserad flusskärnad tråd väljs oftare, beläggningen slås först av den.
- Argon används som en skyddande atmosfär, det sparar sömmen från oxidation.
- Eldfasta volframelektroder väljs för arbete.
- För arbete med tunnväggiga element använder erfarna svetsare små tunna bitar av gjutjärn istället för tråd.
- För anslutningar som endast utsätts för statisk belastning (kompression) kan nickellegeringar användas. De fäster bra på alla stålkvaliteter.
Viktiga punkter i svetsprocessen av gjutjärn och stål
- Arbetet utförs i en låg position.
- Rullen görs snabbt utan att skapa en bred smältbassäng.
- Grått gjutjärn tillagas sämre, det måste värmas upp, då avsätts ett nickelhaltigt lager. Då blir kopplingen stark.
- Med legerat stål bildar gjutjärn en lös söm, den måste vara välsmidd.
- Det är nödvändigt att laga sömmen jämnt, utan skarpa fluktuationer med hållaren.
Hur man svetsar gjutjärn till metall genom elektrisk svetsning Länk till huvudpublikationen
Vi sammanfogar polypropen

Metoder för att ansluta polypropen är helt beroende av produktens diameter. Så, rör med en diameter på upp till 63 mm sammanfogas genom sockelsvetsning eller till en sockel. Rör med större diameter är anslutna genom stumsvetsning.Samtidigt är det värt att komma ihåg att med hjälp av en manuell lödkolv kan lödning endast utföras för rör med en diameter på upp till 40 mm. Stora element löds på professionell centreringsutrustning.
Svetstemperaturen för polypropenrör är 220-230 grader.
Lödtekniken ser ut så här:
- Rör skärs i önskade segment;
- Kanterna på polymeren är noggrant avfettade;
- Ett märke appliceras på kanten av nästa segment, vars längd kommer att vara 2 mm längre än uttagets djup;
- Båda ändarna av produkterna som ska sammanfogas är i kontakt med lödkolven (röret sätts in i munstycket och uttaget sätts på det);
- Elementen som värmts upp i 3-5 sekunder sammanfogas till stoppet och kyls helt ned.
PP-rör kan också sammanfogas med hjälp av kompressionskopplingar.
Anslutning av släta gjutjärnsrör
Rörledningen kan skapas inte bara med gjutjärnsrör: användningen av släta strukturer praktiseras ofta. Hur ansluter man ett gjutjärnsrör till ett stål i detta fall? Här behöver du närvaron av olika enheter för anslutning: först och främst talar vi om kopplingar, sadlar, korsar, böjar. Vilket alternativ som är det mest lämpliga bestäms av diametern på rörledningen och typen av anslutning.
Oftast används kopplingar för ett gjutjärnsrör av en av varianterna för detta:
- Cylinder. Lämplig för anslutning av rör med samma diameter. Oftast är en sådan beslag utrustad med en tråd.
- Tvåcylindrig. De används i fall där diametern på de anslutna rören varierar. Det finns också en gänga inuti en sådan koppling.
- Futorki. Denna armatur är utrustad med både invändiga och utvändiga gängor, som huvudsakligen används i värmesystem.
Kopplingen är väldigt lätt att använda. Det första steget är märkning, under vilken nivån av nedsänkning av varje rör inuti beslaget bestäms
I detta fall är det viktigt att uppnå anslutningen av ändarna exakt i mitten av kopplingen. Täta skarven mellan två speciella tätningsmedel
Ofta har rörledningen en viss läggningsvinkel, eller grenar. I det här fallet kommer andra beslag till undsättning. Du kan ansluta gjutjärnsavloppsrör i vinkel med böjar. Till utseendet är det rörstycken som har en viss böjningsvinkel (10, 15, 30, 60 och 90 grader).

Det är också möjligt att ansluta gjutjärn och stålrör med sådana enheter:
-
Tee
. Tillåter anslutning av tre rörledningar samtidigt. Oftast placeras den på en plats där avloppet gafflar. -
korsa
. Tillåter anslutning av fyra rör samtidigt. -
Sadel
. Det används i fallet när ett rör med mindre diameter är anslutet till huvudledningen. Oftast ansluts på detta sätt fristående VVS-armaturer.
Ändarna på dessa enheter kan förses med uttag eller raka sektioner. Tätning av fogar utförs med olika tätningsmedel och drag.


