Verktyg
Du kan också öka diametern på ett mjukt och elastiskt kopparrör manuellt genom att helt enkelt dra det på ett koniskt ämne av lämplig storlek.
Det är dock väldigt svårt att få en klocka med rätt geometri på ett så hantverksmässigt sätt. Väggar kan vara ojämna i tjocklek, vilket gör att tunnare väggar sträcker sig för mycket och att tjockare inte sträcker sig alls. Kraften som utövas av en person är också ojämn, därför kan röret böjas under drift och ämnet kan vara snedställt, vilket resulterar i att uttaget kommer att visa sig vara asymmetriskt och skevt.
För att göra demonteringen snygg och bilda en sockel av önskad form från kanten av röret, vilket ytterligare kan säkerställa en tillförlitlig anslutning av strukturelementen, används olika verktyg.
Expander
Detta är en manuell mekanism där utvidgningen görs genom enkel applicering av kraft, precis som med användningen av ett koniskt ämne. Expandern består av två handtag och en expander - ett glidande koniskt element som sätts in i röret. När de utsätts för spakarna divergerar expanderns delar i olika riktningar och sträcker röret.

Expandern är billig och låter dig få jobbet gjort snabbt och utan större ansträngning. Det är dock svårt att få ett kvalitativt resultat med detta verktyg. Väggarna sträcks ojämnt, tunnare partier kan gå sönder.
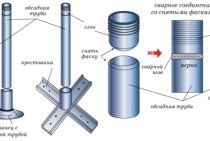
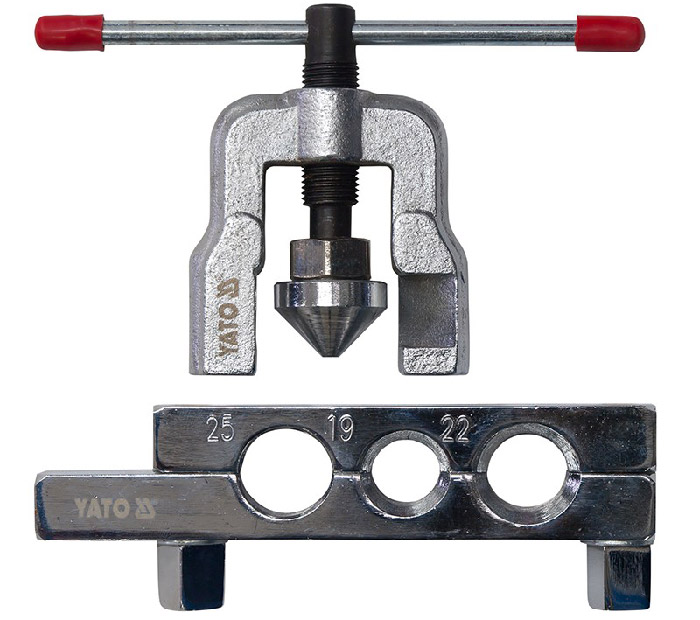
kon fackling maskin
Detta är en liten uppsättning av två verktyg: en stans och ett självutflytande verktyg.
Matrisen är ett skruvstäd med flera cylindriska hål, expanderade från ovan till 45⁰. Hålstorlekar motsvarar standardrördiametrar.
Spridaren består av:
- hus med styrningar,
- konexpanderare,
- kontrollmekanism,
- kraftskruv.
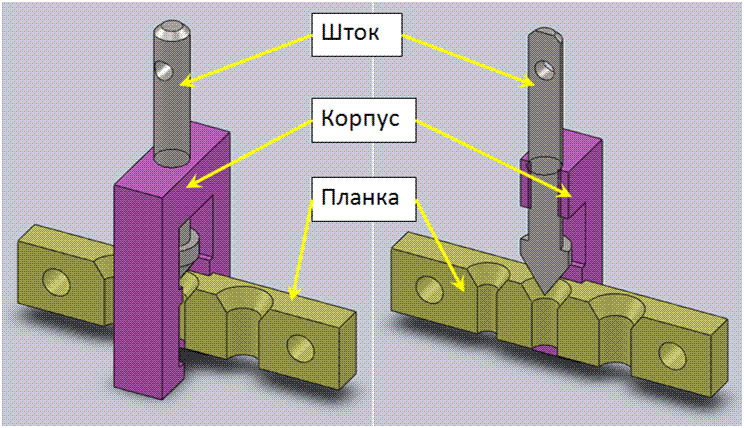
När kraftskruven, som driver styrmekanismen, vrids, skruvas expandern gradvis in i rörkanten och expanderar den. Styrningarna säkerställer invariansen mellan rörets och expanderns relativa position, på grund av vilken det inte finns några förvrängningar och en jämn och snygg sockel erhålls.
Mekanisk bloss
Detta verktyg liknar det föregående, men dess arbetskropp är inte en kon, utan en uppsättning rullar. Rullarna sträcker sig inte, utan rullar ut rörets väggar, expanderar det jämnt och gradvis, på grund av vilket metallen har samma tjocklek på hela den utvidgade ytan, och uttaget är snyggt och symmetriskt.
Elektriskt driven bloss
En sådan expandermaskin är elektriskt driven utöver en mekanisk expandermaskin, så att rörexpansionsarbeten utförs snabbare och med mindre arbete.
När är det nödvändigt att blossa bromsrör?
Genom bromsrören, som nämnts ovan, tillförs högtrycksbromsvätska till alla delar av systemet. När kapaciteten hos sådana rör försämras börjar hela systemet att fungera ineffektivt, vilket i synnerhet leder till en betydande ökning av bromssträckan. Det faktum att bromssystemets delar, inklusive rören, kräver diagnostik (och eventuellt reparation) kan indikeras av följande karakteristiska egenskaper:
- uppkomsten av främmande ljud och pulserande rörelser när du trycker på bromspedalen;
- fri rörelse av bromspedalen när den trycks ned;
- läckage av bromsvätska, vilket leder till en minskning av trycket och följaktligen till ineffektiv bromsning och intensivt slitage av bromsbeläggen;
- köra bilen åt sidan vid inbromsning (denna situation, även om den är ett indirekt tecken, kan också indikera att bromsrören behöver repareras).

Gamla bromsrör i ett fruktansvärt tillstånd bör bytas ut omedelbart, även om det inte finns några läckor.
Det främsta tecknet på att bromsrören inte fullt ut fyller sina funktioner och kräver fackling är en ökning av bromssträckan. De vanligaste orsakerna till försämring av bromsrörens prestanda är:
- kränkningar i utformningen av de sexkantiga huvuden som sådana rör är utrustade med;
- försämring av kvaliteten och tillförlitligheten hos gängade anslutningar, inträngning av strö eller koksad vätska i dem.
Sådana fel, som negativt påverkar det tekniska tillståndet för enskilda delar av bromssystemet, minskar effektiviteten av dess drift avsevärt. Det är därför experter och biltillverkare rekommenderar att diagnostiseras var sjätte månad. Om du är bunden till körsträcka, måste en sådan procedur utföras var 50 000:e kilometer, och gummirör, oavsett deras tekniska skick, måste bytas ut var 125 tusen kilometer av fordonet.
Utförandefunktioner
Utvidgning av rör av koppar kan krävas om:
- den avskurna änden av röret måste ges den erforderliga konfigurationen;
- produktens ände måste förberedas för dess anslutning med hjälp av en koppling (i detta fall, med hjälp av utvidgning, justerar de sådana geometriska parametrar för röret som den inre diametern, böjningsvinkeln etc.);
- det är nödvändigt att förbereda ändarna på kopparrören för deras anslutning genom lödning.

Rör kapas till längd med ett specialverktyg - en rörskärare. för koppar- eller aluminiumrör
För att kvalitativt blossa ett kopparrör med hjälp av specialverktyg och fixturer måste du utföra följande steg.
- Änden av röret, vars anslutning måste göras, rengörs noggrant.
- En speciell hylsa sätts på den avskalade änden.
- Med hjälp av ett specialverktyg eller fixtur utvidgas rörets ände tills vinkeln för dess expansion är 45 °.
- Efter slutet av proceduren tas slutet av produkten bort från fixturen. Du kan sedan börja ansluta direkt.

Reamer - anordningar för att strippa ändarna på kopparrör
Om koppar är nödvändigt för att ansluta den genom lödning, kommer sekvensen av åtgärder för att implementera en sådan procedur att se ut så här.
- Ytan på änden av röret som ska utvidgas rengörs noggrant (det är bäst att använda en speciell borste för detta).
- Med hjälp av en speciell anordning expanderas änden av kopparröret till en sådan grad att det är möjligt att sätta in änden av ett annat rör i det och samtidigt upprätthålla ett gap på 0,124 mm mellan de anslutna elementen. Naturligtvis kräver detta användning av ett mätverktyg.
- På den inre ytan av rörsektionen, som redan är utvidgad, appliceras ett flussmedel i ett enhetligt lager, vilket är nödvändigt för att säkerställa bildandet av en pålitlig och tät anslutning.
- Änden av det andra anslutningselementet sätts in i den utvidgade delen till ett djup som är lika med rörets diameter.
- Med hjälp av en gasbrännare, en elektrisk lödkolv eller en blåslampa värms platsen för den framtida anslutningen upp till det ögonblick då lodet börjar smälta.
- Smält lod fyller alla luckor mellan kanterna på de anslutna kopparrören, som ett resultat av vilket en pålitlig och tät anslutning bildas.
Rörexpansion
En ökning av produktens diameter är nödvändig när man utför en monteringsfri anslutning av rörledningselement, till exempel kapillärlödning av kopparrör. Den resulterande expansionen gör att du kan sätta in ett rör i ett annat.
Det enklaste utvidgningsverktyget är en vanlig kon som skruvas in i ett fast rör och expanderar dess kant.
Den förbättrade modellen är utrustad med en spärrhake, som låter dig justera kraften, på grund av detta är väggarna skyddade från brott. Rörexpansion utförs också av en expander, dess arbetskropp har flera segment, som, när handtagen komprimeras, börjar divergera och sträcker röret.
på grund av detta är väggarna skyddade från brott. Rörexpansion utförs också av en expander, dess arbetskropp har flera segment, som, när handtagen komprimeras, börjar divergera och sträcker röret.
Att blossa med verktygen som beskrivs ovan är det enklaste sättet, men kvaliteten på den resulterande hylsan är långt ifrån perfekt.
Utvidgning av högsta kvalitet erhålls när man använder ett verktyg vars arbetskropp är en excentrisk kon. När handtaget, som också är utrustat med en säkerhetsmekanism, vrids, börjar konen att rulla längs rörets innervägg, vilket minskar dess tjocklek och böjer kanten. Den resulterande förlängningen är av hög kvalitet.
Sådana anordningar används huvudsakligen för rör av mjuka metaller. Stålrör kan också byggas ut, men denna process kräver stor ansträngning när den är kall. Därför är det önskvärt att förvärma sådana rör, varefter fackling med ett handverktyg blir mycket lättare.
KRAV
1. Expanderkalibrator, inklusive en kropp med en central kanal, gängor för anslutning till borrhålsutrustning och urtag på den yttre ytan, i vilka rullar är placerade, monterade på axlar och utförda i form av cylindrar med avfasningar, de övre ändarna av axlarna är gjorda med möjlighet till begränsad rörelse utåt, i det ringformade hålrummet bildat mellan två kroppsdelar finns en fjäderbelastad ringformad kolv monterad med möjlighet till axiell rörelse, och den ringformade kolvens underkolvshålighet är i förbindelse med den centrala kanalen, kännetecknad av att axlarna är försedda med prismatiska ändar upptill och nedtill, införda i kroppen med möjlighet till begränsad längsgående rörelse uppåt och radiell rörelse utåt under verkan av kolvens tryck och lutande ytor, som är fjäderbelastade nedåt och konfigurerade för begränsad längsgående rörelse uppåt, samverkande med den nedre änden av axeln, den centrala axeln för varje den andra axeln är placerad i motsvarande plan, parallellt med kroppens axel, medan kroppen är gjord med lutande ytor för motsvarande övre prismatiska ändar av axlarna, och den centrala kanalen av kroppen under kolven är försedd med en teknisk avsmalning.
2. Anordning enligt krav 1, kännetecknad av att de prismatiska ändarna av axeln är gjorda symmetriska kring sina centrala axlar.
3. Anordning enligt krav 1 eller 2, kännetecknad av att axlarna är placerade i huset på ett sådant sätt att toppen av varje axel förskjuts längs omkretsen framåt under anordningens rotation i förhållande till botten av anordningen. axeln.
4. Anordning enligt krav 1 eller 2, kännetecknad av att axlarna vid beröringspunkterna med rullarna är försedda med nötningsbeständiga insatser.
5. Anordning enligt krav 3, kännetecknad av att axlarna vid beröringspunkterna med rullarna är försedda med nötningsbeständiga insatser.
6. Anordning enligt krav 1 eller 2, kännetecknad av att axlarna är försedda med lateralt slutna längsgående hålrum för smörjning.
7. Anordning enligt krav 3, kännetecknad av att axlarna är försedda med lateralt slutna längsgående hålrum för smörjning.
8. Anordning enligt krav 5, kännetecknad av att axlarna är försedda med lateralt slutna längsgående hålrum för smörjning.
9. Anordning enligt krav 6, kännetecknad av att axlarna är försedda med en cylindrisk kanal som står i förbindelse med de slutna hålrummen på sidan och fylld med fett, och i den centrala kanalen finns en kolv fjäderbelastad till den motsatta änden av den cylindriska kanal.
10. Anordning enligt krav 7, kännetecknad av att axlarna är försedda med en cylindrisk kanal som står i förbindelse med de slutna hålrummen på sidan och fylld med fett, och i den centrala kanalen finns en kolv fjäderbelastad till den motsatta änden av den cylindriska kanal.
11. Anordning enligt krav 8, kännetecknad av att axlarna är försedda med en cylindrisk kanal som står i förbindelse med de slutna hålrummen på sidan och fylld med fett, och i den centrala kanalen finns en kolv fjäderbelastad till den motsatta änden av den cylindriska kanal.
Verktyg och fixturer
För att blossa rör gjorda av koppar med egna händer används specialverktyg. Sådana enheter kan ha både manuell och elektrisk drivning. De används för installation av luftkonditionering, vattenförsörjning och värmesystem. Verktyg utrustade med en elektrisk drivning kombinerar ofta flera funktioner: med deras hjälp kan du inte bara expandera kopparröret utan också böja det till önskad vinkel.
Varje anordning som används för att expandera rör gjorda av koppar fungerar enligt principen om plastisk deformation, så det är mycket viktigt att det hanterar en sådan process så noggrant som möjligt, utan att bryta mot likformigheten i materialstrukturen, bibehålla likformigheten i väggtjockleken av produkterna, liksom jämnheten på deras inre ytor
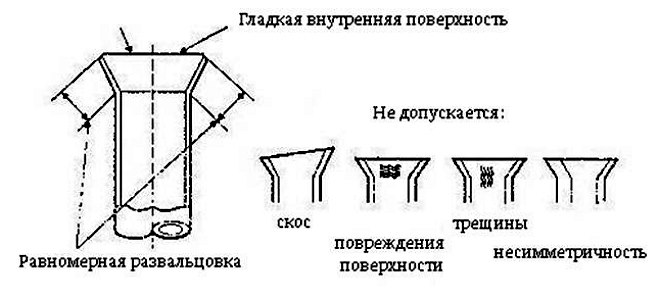
Schema för korrekt fackling och exempel på felaktigt utförd operation
Prov
Detta är ett konformat ämne gjord av en hårdare metallegering än koppar. Fördelarna med en sådan enhet är lågt pris och användarvänlighet. Samtidigt kan dess användning åtföljas av brott i väggarna på en kopparprodukt, vilket ger en låg kvalitet på blossning.

Med den här enklaste enheten kan du blossa ett rör, men det finns ingen anledning att prata om kvaliteten på arbetet
Mekanisk bloss
Den huvudsakliga arbetskroppen för denna anordning är en hårdlegeringsvals, som, rullande längs kanten av kopparröret, ger den senare den erforderliga konfigurationen. Användningen av en mekanisk expander gör det möjligt att utföra enhetlig deformation av den bearbetade delen av röret, för att bilda väggar av samma tjocklek i dess ände med hög kvalitet på deras inre yta.

Handverktyg kan ge högkvalitativ fackling och god arbetshastighet
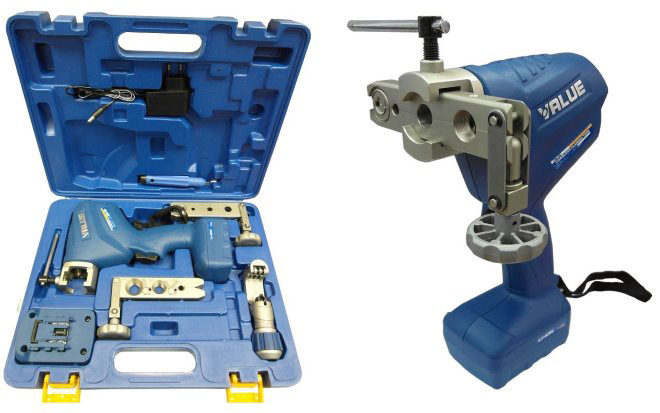
Elektriskt driven bloss
En sådan anordning med en hel uppsättning utbytbara munstycken, med alla fördelarna med ett mekaniskt verktyg, gör att du kan utvidga kopparrör med högre produktivitet och mindre arbete. Den enda nackdelen med en elektrisk facklamaskin är kanske dess ganska höga pris.
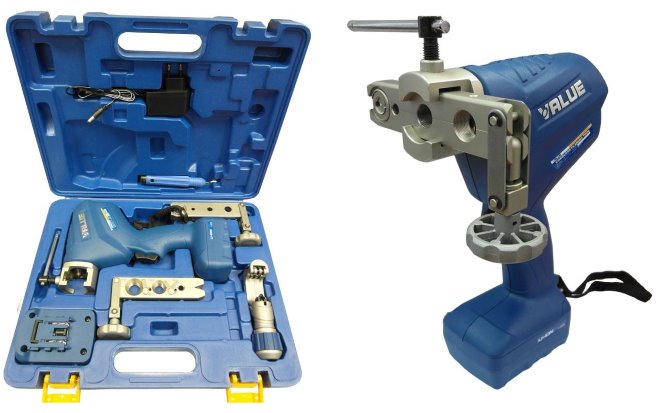
Batteriet i denna facklingsmaskin räcker cirka 100 operationer.
Expander
En sådan manuell anordning, som arbetar på principen om en spakmekanism, gör att du kan flänsa änden av röret i en rörelse. Med en enkel design har en sådan anordning också ett antal betydande nackdelar, varav den viktigaste är oförmågan att kontrollera arbetsstyckets väggtjocklek. Således garanterar inte användningen av en expander, som oftast väljs av dem som gör blossningen med sina egna händer, ett högkvalitativt resultat.
Får en konisk klocka
För att förstå tekniken i processen kan vi ta exemplet med att expandera kopparrör. Arbetsordningen är följande:
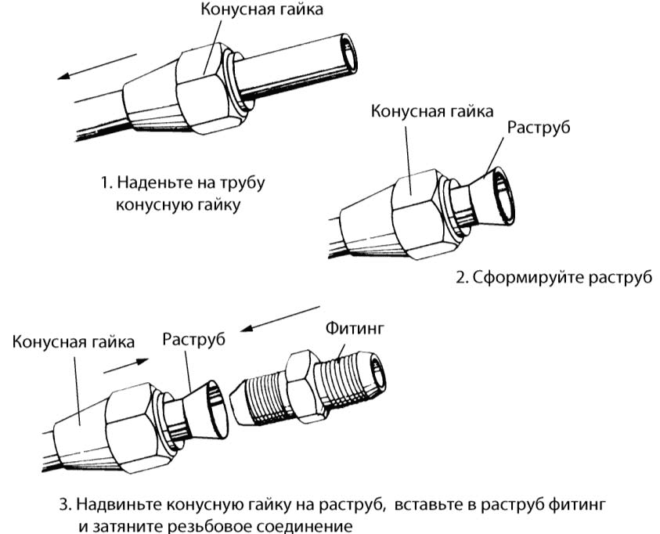 Schema för drift av den koniska klockan
Schema för drift av den koniska klockan
- Röret trimmas försiktigt. För högkvalitativ utvidgning måste vinkeln mellan ändytan och planet vara strikt 90 grader.
- Metallbearbetning av arbetsdelen består i att rengöra och ta bort grader och oxider.
- En gängad hylsa sätts på röret.
- Arbetsstycket kläms fast i bädden i landningshålet med lämplig diameter. Änden av röret (arbetsdelen) ska sticka ut några millimeter ovanför bädden.
- Skruva på skruven, vila den utvidgade konen mot änden och applicera tryck tills deformationen av sektionen når gränsen - en kjol avfasad i en vinkel på 45 grader kommer att bildas.
- Arbetsstycket tas bort från ramen, hylsan flyttas till den bearbetade kanten.
För att göra det lättare att arbeta med en kon på arbetsstycket är det bättre att täcka arbetsytan med ett smörjmedel.Flytta skruven fram och tillbaka, gradvis uppnå önskat resultat - detta kommer att hjälpa till att undvika eventuella metallbrott i deformationsområdet.
Att arbeta med en manuell expander har sin egen algoritm för åtgärder:
 Hur man använder en manuell rörexpander
Hur man använder en manuell rörexpander
- Änden av arbetsstycket monteras på en lämplig diameter på huvudet tills det stannar (det finns flera diametrar).
- Medan det stationära handtaget hålls, flyttas det rörliga handtaget runt omkretsen och sprider därigenom huvudets käftar. Arbetet utförs utan våld, för att inte bryta röret.
- Efter att ha uppnått utvidgningen av diametern tas arbetsstycket bort från verktyget.
- Kontrollera att det andra röret är lätt att komma in i den resulterande hylsan.
Tips för val av verktyg
Att utvidga ett kopparrör, med tanke på den höga plasticiteten hos dess material, är inte svårt. För att uppnå högkvalitativ prestanda för en sådan teknisk operation bör dock endast ett specialiserat verktyg användas. Att utföra fackling med de enklaste enheterna, som inkluderar ämnen och expanderare, kan åtföljas av ett antal negativa konsekvenser.
- Väggarna på rören, om de är av liten tjocklek, kommer att fastna.
- Avbrott kan uppstå i rörens väggar som kommer att påverkas av ett sådant instrument.
- I detta fall är det praktiskt taget omöjligt att uppnå en enhetlig tjocklek på rörväggarna, vilket i slutändan kommer att påverka tillförlitligheten hos fogen som bildas.

I en speciell anordning är kopparröret fixerat strikt vinkelrätt, och deformationen sker exakt längs konen
Samtidigt har användningen av anordningar speciellt utformade för att utföra fackling följande fördelar.
- På grund av den gradvisa (som utförs steg för steg för varje pass av verktygsrullarna) deformation av rörväggarna, är förekomsten av brott i den praktiskt taget utesluten.
- Enhetligheten i kopparrörets väggtjocklek uppnås, även om denna parameter initialt inte var enhetlig.
- Den inre ytan av röret efter utvidgning blir perfekt slät och jämn.
Användningen av en speciell anordning låter dig dessutom snabbt och effektivt flamma änden av röret, även för dem som aldrig har utfört en sådan procedur med sina egna händer.

Utvidgningssatsen kan innehålla: excentrisk utvidgning, brotsch, röravskärare, rörexpander och rörböjningsfjädrar
För att facklingen ska kunna utföras effektivt bör särskild uppmärksamhet ägnas åt valet av verktyg. I det här fallet är det nödvändigt att ta hänsyn till sådana parametrar som:
- egenskaper hos materialet från vilket röret är tillverkat, särskilt graden av dess plasticitet;
- produktens inre diameter;
- dess yttre diameter;
- blossande djup;
- avståndet vid vilket produkten kommer att sticka ut ovanför verktygets arbetsdel;
- avståndet mellan mitten av de inre hålen i kopparrören (om den valda enheten låter dig flamma flera produkter samtidigt);
- väggtjocklek på arbetsstycken;
- behovet av att bilda spår på den bearbetade delen av kopparröret;
- närvaron av anslutande sömmar på arbetsstyckets yta.