Teknologisk process för PP-svetsning
Svetsning av polypropenrör är baserad på förmågan hos denna typ av plast att mjukna när den värms upp till en viss temperatur och få ett tillstånd som liknar mjuk plasticine. Med nära kontakt mellan två smälta delar uppstår processen för ömsesidig penetration (diffusion) av material, vilket resulterar i en stark koppling, som inte är sämre i hållbarhet till en holistisk struktur.
Det finns två huvudsakliga sätt att ansluta polypropenrör: butt och koppling. I det första alternativet värms ändarna på delarna samtidigt med en speciell skivlödkolv, varefter de kopplas samman; denna teknik används i stor utsträckning vid sammanfogning av rör med stor diameter i industriell konstruktion.
När den används i byggbranschen för att lägga vatten- och värmenätverk av polypropenrör med små diametrar (upp till 63 mm), är stummetoden absolut olämplig av följande skäl:
- svetsning av polypropenrör med endast en diameter kan realiseras;
- efter dockning bildas en konvex söm inuti rörledningen, vilket minskar tvärsnittet av passagekanalen - detta ökar avsevärt det hydrauliska motståndet hos en rörledning med liten diameter och minskar effektiviteten av dess användning, ökar sannolikheten för blockeringar.
- anslutningen har mindre styrka än kopplingen.
Tekniken för lödning med användning av kopplingar består i användningen av ett övergångsstycke för att sammanfoga rör (ett segment av ett konventionellt enkelskikts PP-rör) med en innerdiameter som motsvarar ytterdiametern på rörsegmenten som ska anslutas. För att utföra arbete med en speciell lödkolv värms rörets yttre yta och den inre övergångshylsan samtidigt upp, varefter delarna snabbt kopplas manuellt. En liknande procedur med uppvärmning av hylsan och den yttre rörformiga manteln utförs med det andra sammanfogade segmentet. Det är tydligt att efter införandet i kopplingen är ändarna av båda rörsektionerna nästan sammanfogade ände till ände utan en konvex söm, och om en adapter med olika diametrar används kan rörledningar av vilken storlek som helst förenas.

Ris. 5 Lödning av plaströr - en teknisk process
Vad är livslängden för polypropenrör, vilken temperatur tål de
Polypropenrör har visat sig i värmesystem. De har blivit en värdig ersättare för metallvärmeledningar.
Livslängden för polypropenrör är inte mindre än livslängden för metallrör.
PP-rör är inte rädda för korrosion, resistenta mot kemikalier som används i vardagen, dessutom, när vattnet fryser, kollapsar de inte. Därför kan polypropenrör användas i värmesystem i 25 år och i kallvattenledningar i cirka 50 år.
Styrkan och tillförlitligheten hos ett vattenförsörjningssystem av polypropen säkerställs också genom metoden för deras anslutning. Det utförs genom svetsning. Detta ger soliditet och styrka. Under drift finns det inget behov av att ständigt dra åt anslutningarna, vilket är fallet med metallrörledningar.
Vilken temperatur tål polypropenrör?
Många är fortfarande misstänksamma mot polypropenrör i värmesystem. Låt oss se vilken temperatur de tål, vad är livslängden för polypropenrör och om det är möjligt att använda dem för uppvärmning av hem.
Materialet som tas för tillverkning av rör erhålls genom polymerisation av polypropen med deltagande av metallkatalysatorer. Polypropen mjuknar vid +140C, detta material smälter vid +175C.
Det blir uppenbart att långvarig exponering för hög temperatur och övertryck kommer att leda till deformation av rörledningen.
Tillverkare garanterar normal drift av polypropenrör i värmesystemet vid temperaturer upp till + 95C. Men det finns fortfarande en säkerhetsmarginal som tillåter en kortvarig ökning av kylvätskans temperatur till en temperatur på + 140C. Men frekventa temperaturhopp till detta värde kommer att leda till en minskning av rörledningens livslängd, även om den inte kommer att smälta sig själv.
När du köper polypropenrör måste du vara uppmärksam på deras märkning. För ett kallvattenförsörjningssystem används rör av polypropen PN10 till PN25
PN20-rör kan användas upp till +60C och PN25-rör kan användas om kylvätsketemperaturen är upp till +95C.
Vilket tryck tål polypropenrör av olika typer?
Många köpare som bestämmer sig för att installera en polypropenrörledning för kallvattenförsörjning eller för uppvärmning är intresserade av hur mycket tryck de tål. Livslängden för polypropenrör kommer att bero på detta. Denna fråga är mycket viktig. Eftersom trycket i VVS-systemet eller i värmesystemet, som polypropen upplever under hela användningsperioden, påverkar produktens livslängd. Om rörledningen har en konstant hög temperatur, men lågt tryck (eller vice versa), kommer röret att hålla länge. Men om det är både högt tryck och hög temperatur i systemet samtidigt, så kommer livslängden att minska drastiskt.
För att rörledningen ska tjäna de 50 år som tillverkaren lovar är det nödvändigt att trycket i systemet är 4-6 atmosfärer och kylvätskans temperatur inte överstiger 75 grader.
Polypropenrör i värmesystemet
Polypropenrör är nu ganska populärt material för att installera ett värmesystem. De är resistenta mot deformation, nötning och kännetecknas av låg syrepermeabilitet. Dessutom klarar de perfekt temperaturer med ett minus, är inte rädda för att frysa vatten.
Men när du väljer dem måste du överväga sådana punkter:
Polypropenrör är styva, böjs inte. För att skapa konturer eller svängar måste du använda hörn, vilket inte alltid är bekvämt.
För polypropenrör tillverkas kopplingar med ett stort tvärsnitt jämfört med kopplingar för andra delar av systemet, till exempel radiatorer. Denna omständighet påverkar systemets utseende negativt.
Polypropen töjs kraftigt vid upphettning
Om systemet är gjort på ett öppet sätt, så ser det fult ut på grund av hängande rör.
Det är viktigt att inte överhetta rören under installationen, eftersom passagen kan minska när rören sätts in i kopplingarna. Ett sådant installationsfel kommer att leda till dålig prestanda hos värmesystemet.
Det rekommenderas inte att använda polypropenrör vid rörläggning av pannor. I pannrum ändras ofta temperaturen på rören, medan polypropen inte är ett lämpligt material för sådana förhållanden.
Med tanke på alla negativa punkter som beskrivs ovan är polypropenrör för värmesystem ett bra alternativ.
Vilken temperatur tål polypropenrör?
För att bestämma syftet med ett polypropenrör i utseende finns det en speciell märkning. Förutom tillverkaren och varumärket tillämpas den allmänt accepterade klassificeringen på röret.
- namn på polypropenmodifiering;
- standardproportionellt förhållande;
- nominell ytterdiameter och väggtjocklek;
- nominellt tryck;
- tillverkarens standarder.

Den maximala temperaturen på PP-rör är 95 ° C. Detta är kanske den enda nackdelen med polypropen, den tål inte höga temperaturer. Vid t 140° blir materialet mjukt och lätt deformerat och smälter vid 175°.
Temperaturen i värmesystem är inte heller designad för sådana indikatorer, så PP-rör är ganska lämpliga för att använda dem för värmeledningar.
Kortsiktiga ökningar av temperaturindikatorer leder sällan till fel, men det är viktigt att tänka på att när rören drivs vid temperaturer på 100 °, minskar deras livslängd avsevärt. De 50 år som anges av tillverkaren kan faktiskt bli ett och ett halvt år, eftersom hållbarheten beror inte bara på dess tekniska egenskaper utan också på driftsförhållandena
De 50 år som tillverkaren deklarerat kan faktiskt bli ett och ett halvt år, eftersom hållbarheten beror inte bara på dess tekniska egenskaper utan också på driftsförhållandena.
Nyanser vid lödning av polypropenrör
Lödning av propenrör kräver vissa färdigheter och erfarenhet; när de utför arbete bör oerfarna installatörer ta hänsyn till några av nyanserna:
- Polypropenrör förstärkta med ett inre aluminiumskal kräver en något längre uppvärmningstid, vilket kan bestämmas experimentellt genom att utföra experiment med sammanfogning av genvägar.
- PP-rör förstärkta med aluminium placerade under ett tunt yttre skal av polypropen kräver förberedelse för lödning, det är nödvändigt att ta bort detta aluminiumskikt till djupet av anslutningen med beslaget så att folien inte stör lödningen. För att göra detta, använd en speciell enhet för strippning - en rakapparat, tillverkad i flera versioner: manuell och för en borr. Om du måste ta itu med installationen av aluminiumförstärkta PP-rör i stora volymer, är det bättre att köpa ett munstycke för en borr (skruvmejsel) - borttagningen av aluminiumskiktet när du använder det är snabbare och med högre kvalitet än den för en perforerande modell.
- Om aluminiumförstärkningen är placerad i mitten mellan inner- och ytterrörsväggarna, rengör vanligtvis inte erfarna svetsare röret. Men om erfarenhet inte är tillräckligt, rekommenderas det att använda strippning för inre förstärkning - trimmers. Deras design skiljer sig från rakapparaterna som nämns ovan genom närvaron av en kniv som skär folien från insidan från änden av röret.

Ris. 13 Lödningssekvens av PP-rör förstärkta uppifrån med folie
- De rengör inte rörskalet på de sammanfogade delarna från smuts - detta fel leder till dålig diffusion av polypropen och ytterligare tryckavlastning av fogen.
- Klarar inte 90 graders skärning. Felet leder till det faktum att när rörsektionerna sätts in i värmemunstyckena är de inte helt nedsänkta och under installationen bildas för mycket spel mellan deras ändar - detta försvagar anslutningen och leder till ansamling av smuts i bildat spår.
- Rören i kopplingen är sammanfogade för tätt eller inte tillräckligt djupa, i det första fallet bildas en inre axel vid korsningen, vilket minskar diametern på passagekanalen. Om rören i kopplingen placeras för långt ifrån varandra bildas ett inre spår och anslutningens hållfasthetsegenskaper försämras.
- Observera inte en rät vinkel vid sammanfogning av delar. I avsaknad av ett kontrollverktyg är det ganska svårt för en nybörjare att upprätthålla en rät vinkel, eller snarare inriktningen av anslutningen, förvrängningar påverkar kvaliteten på lederna negativt och gör det svårt att installera långa sektioner i förskurna raka spår.
- Underhettade eller överhettade delar. I det första fallet kommer diffusionen att vara otillräcklig, fogen kommer senare att delamineras och en läcka kommer att uppstå, när rörskalen överhettas kommer en yta som smalnar av det genomgående hålet att uppstå inuti.
- Rotera eller korrigera delarnas position under svetsprocessen. Denna överträdelse av teknik leder till ytterligare trycksänkning av anslutningen.
- Observera inte tidsintervall vid lödning, dockning. Avvikelser från de rekommenderade tabellvärdena leder till defekter i form av överhettning eller underhettning av rörskalen, deras delaminering och följaktligen till anslutning av delar av dålig kvalitet.

Ris. 14 Hur man inte svetsar polypropenrör
Varför behöver du rörförstärkning
För att säkerställa en tillräcklig nivå av värme i lägenheterna är det nödvändigt att slå på returledningen och höja vattentemperaturen till 10 ° C. Vid nära driftstemperaturer börjar enkla polypropenrör att förlora sina egenskaper och dessutom en linjär expansion av deras dimensioner är möjlig.
När man lägger rörledningar med höga temperaturer i en betongmassa är detta särskilt viktigt.Det finns risk för betongsprickor och brott på hela värmesystemet
För att minska denna effekt och helt eliminera den, förstärks polypropenrör.
Förstärkning är förstärkningen av bärförmågan hos produktens basmaterial med ett annat material med högre styrka. Således ökas förmågan att motstå extrema temperaturer. Förstärkta rör överensstämmer helt med standarderna för värmesystemet och deformeras inte när det ökas avsevärt.
För förstärkning av rör av polypropen används material:
- aluminiumfolie applicerad på ytan;
- det inre lagret av aluminium, beläget längs hela rörets diameter, närmare den yttre ytan;
- inre lager av glasfiber;
- ett inre lager som kombinerar fiber och glasfiber.
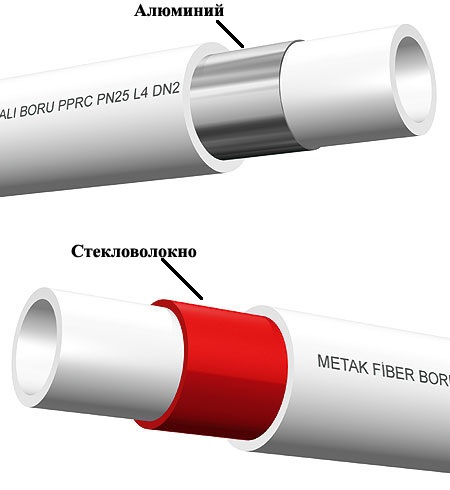
Aluminium och glasfiber kostar ungefär lika mycket. Priset beror främst på parametrarna för själva röret och tillverkaren. Ändå har glasfiberförstärkning flera fördelar jämfört med aluminium:
- under installationen krävs inte rengöring av rörets kant;
- kort lödtid för fogar (som i icke-förstärkta rör);
- det finns ingen inre delaminering på grund av smältningen av glasfiber till polypropen;
- ökar produktens styrka.
Det finns bara en nackdel med glasfiber - den linjära termiska expansionen av rör förstärkta med glasfiber är 6% högre än för rör förstärkta med aluminium.
Lödning av polypropenrör steg för steg instruktioner
En av huvudfördelarna med att ansluta polypropenrör genom lödning är installationsarbetets hastighet, dockningsprocessen och beredskapen för ytterligare installation av rör med den vanligaste diametern 25 mm tar inte mer än 15 sekunder. För att utföra arbetet utan onödiga tidskostnader, utför de ansvarsfullt alla förberedande operationer och monterar sedan rörledningen, strikt följa den tekniska processen för verksamheten.

Ris. 9 Verktyg som används för att svetsa PP-rör
1. Förberedelse av verktyg och tillbehör
Innan lödning av polypropenrör förbereds komponenter: rörsegment, T-stycken, krökar, kopplingar, adaptrar från plast till metall, ventilavstängningsventiler.
För att utföra arbetet behöver du en lödkolv och en uppsättning munstycken, samt hjälpverktyg, av vilka några ingår i enhetspaketet:
- Rörskärare, vanligtvis för att kapa rör, används saxar med en maximal tillåten skärdiameter på 40 mm, för större storlekar används kraftfullare sax eller rullklippare.
- Måttband, markör eller penna för att markera längden på det rörformiga höljet.
- Handskar för att skydda händerna från brännskador under arbetet.
- Nivå för kontroll av horisonten vid installation av vattenuttag.
- Skruvmejsel eller sexkantnyckel för att fästa fästena på värmejärnet.

Ris. 10 huvudstadier av PP-svetsning
2. Markering och skärning
För att underlätta arbetet frigör de utrymme i mitten av rummet och dukar bordet på en bekväm höjd, alla element läggs ut runt rummets omkrets enligt schemat, varefter de börjar sin sekventiella skärning med lödning. Om rörledningen löper längs rummets omkrets, börjar läggningen från ändväggen - det är bekvämare att utföra installationen. Arbetet utförs i följande ordning:
- Mät önskad sektion av röret och sätt ett märke på dess yta med en markör eller penna, gå tillbaka från slutet av avståndet, med hänsyn till uppvärmningsdjupet.
- Klipp av röret med sax för polypropenrör, försök att noggrant bibehålla en vinkel på 90 grader. Om verktyget skärps skarpt, kommer det inte att finnas någon grad på innerväggarna och röret kommer att behålla sin geometri.
- Om röret i änden har små stötar eller grader, så är detta i princip inte ett stort problem, eftersom när röret värms upp kommer de fortfarande att smälta.

Ris. 11 Lödning av PP-rör - huvudsteg
3. Lödning
För lödning av polypropen används huvudsakligen lödkolvar med plattjärn, arbetet utförs i följande ordning:
- Anslut två delar av munstycket till skruven med en insexnyckel till enheten, anslut den till nätverket och slå på värmeelementet eller båda värmeelementen genom att trycka på tangenterna.
- Den erforderliga temperaturindikatorn ställs in med en termostat, standardtemperaturen för lödning av polypropenrör är vanligtvis inställd på 260 ° C.
- Efter att indikatorn ändrar färg till grönt, vilket signalerar att värmeelementet har nått den inställda värmetemperaturen, börjar lödningen. Till en början är det bättre att utföra provarbete på korta rörskärningar, efter att ha bestämt den optimala hålltiden (för detta används tabellen för lödning av polypropenrör), börjar de svetsa huvudröret.
- De yttre eller inre ytorna på delarna som ska sammanfogas placeras samtidigt från båda sidor i värmehylsorna, för att försöka bibehålla en strikt horisontell position av delarna, för att hålla den korta ärmen, handskar används som följer med satsen. Efter en viss tid tas delarna snabbt bort från lödkolven och ansluts till varandra i ett strikt fixerat läge, och försöker hålla dem på samma axel under den tilldelade tiden.
- Efter att nedkylningstiden har förflutit är aggregatet redo för vidare drift - lödning av den andra rörsektionen i kopplingen.

Ris. 12 Rakapparater för borttagning av yttre förstärkning av PP-rör och ett exempel på deras användning