Typer av polypropenrör
Livslängden för produkter beror på mediets temperatur och trycket som skapas i dem. Med rätt val av materialtyp är det möjligt att avsevärt utöka dess operativa kapacitet.
Det finns 4 typer av rörmaterial som har olika egenskaper beroende på temperaturen för deras drift.
|
Produkttyp och motsvarande märkning |
Syfte | Medeltemperatur, С |
Arbetstryck, MPa |
|
PN10 |
För kallvattenförsörjning och golvvärme | 20 för kallvattenförsörjning, 45 för varma systemgolv | 1 |
| PN16 | För kall- och varmvattenförsörjning | Upp till 60 |
1,6 |
|
PN20 |
För varmvattenförsörjning | Upp till 80 | 2 |
| PN25 | För centralvärmesystem, förstärkta produkter, varmvattenförsörjningssystem | Upp till 95 |
2,5 |
Material av märket PN10 avser produkter avsedda för kallvattenförsörjning. De klarar inte av miljöns höga temperatur. Den andra typen, märkt PN16, avser produkter av blandad typ och är designad för kall- och varmvattenförsörjning, men med en begränsad driftstemperatur. PN20 och PN25 är material avsedda för varmvattenförsörjning. Sådana rörledningar kan motstå höga temperaturer, och produkter märkta PN25 är dessutom förstärkta med metall, vilket ökar deras livslängd och förmåga att motstå högt tryck och temperaturförhållanden.
Rörsvetssats
Om svetsning av polypropenprodukter måste utföras regelbundet, är det lämpligt att köpa en speciell svetssats, som omedelbart säljs i en lämplig resväska. Dess genomsnittliga kostnad är cirka hundra dollar, och den består av:

- värmeelement;
- Teflonmunstycken av olika storlekar;
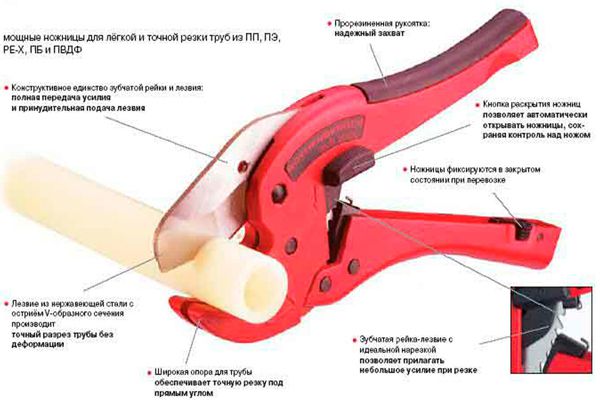
- sax för skärning av polypropenrör;
- bultar som är fästa på munstyckets värmeelement;
- nivå;
- stöd för värmeelementet;
- sexkant för åtdragning av bultar.
I det fall då svetsarbete utförs då och då är det mer rationellt att hyra svetsutrustning.
Typer och syfte
Polypropenrör finns i fyra färger - grönt, grått, vitt och svart. Endast svarta skiljer sig i egenskaper - de har ökat motstånd mot ultraviolett strålning och används när man lägger ett bevattningssystem på marken. Alla de övriga har liknande egenskaper och läggs inomhus eller nedgrävda i marken.
Efter överenskommelse är polypropenrör av följande typer:
- För kallt vatten (temperatur upp till +45°C). Det är lätt att särskilja dem med den längsgående blå randen.
- För varmvattenförsörjning (uppvärmning upp till +85°C). Ett utmärkande drag är en röd rand.
-
Universal (maximal uppvärmning upp till +65-75°C beroende på tillverkare). Två ränder appliceras sida vid sida - blå och röd.
För både kall- och varmvatten finns rör med olika egenskaper. Detta visas på etiketten:
- PN10 används uteslutande i kallvattenförsörjningssystem (upp till +45°C) med lågt tryck (upp till 1 MPa). De har en liten väggtjocklek. Inte lämplig för höghus.
- PN16. Ofta märkta som universella, men används oftare för kallt vatten - de tål uppvärmning av mediet upp till + 65 ° C och tryck upp till 1,6 MPa.
- PN20. Tjockväggiga rör, som kan transportera medium med temperaturer upp till +80°C, tål tryck upp till 2 MPa. Används vid distribution av varmvatten och värmesystem.
- PN25. Dessa är förstärkta polypropenrör (folie eller glasfiber). På grund av närvaron av ett förstärkningsskikt har de ofta en mindre väggtjocklek än PN20. Medium uppvärmningstemperatur - upp till +95°C, tryck - upp till 2,5 MPa. De används för varmvattenförsörjning och uppvärmning.
Alla tillverkas i olika diametrar - upp till 600 mm, men i lägenheter och privata hus används de huvudsakligen i storlekar från 16 mm till 110 mm.
Observera att innerdiametern anges, eftersom väggtjockleken kan variera.
Steg två. Svetsning av polypropenrör

Denna procedur kommer att kräva en elektrisk sticksåg (skärning av polypropen) och speciell svetsutrustning.

Steg ett.
Medan apparaten värms upp görs de nödvändiga mätningarna, rören markeras och skärs.
Steg två.
Ändarna på de produkter som planeras att kopplas samman rengörs noggrant och avfettas.
Steg tre.
Med hjälp av en penna markeras djupet för varje produkts inträde i hylsan. Det är karakteristiskt att det samtidigt ska finnas minst ett millimeters mellanrum, så att rören inte vilar mot kopplingen av beslaget.
Steg fyra.
Ett PP-rör med en koppling sätts på hylsan i enlighet med de gjorda märkena, och uppvärmningen av alla element måste ske samtidigt.
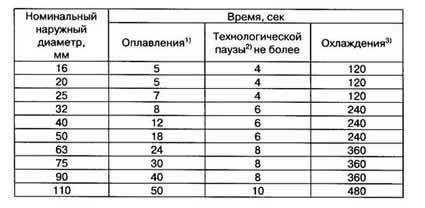
Uppvärmningens varaktighet beror inte bara på produkternas diameter utan också på svetsdjupet (detta kan hittas i tabellen nedan).
Steg fem.
Efter en viss tid tas produkterna bort och kopplas ihop, med liten ansträngning, sittande ovanpå varandra. Det är förbjudet att rotera elementen längs den axiella linjen.

Steg sex.
Inom några sekunder efter anslutningen utförs den primära justeringen, sedan är elementen äntligen fixerade.

Om det inte finns några luckor kvar vid korsningen, kan den (anslutningen) anses vara av hög kvalitet.
Tillverkning av svetsmaskiner
Med tanke på att en mer eller mindre bra kostar över tusen rubel är det billigare att hyra den eller göra den själv. Om det senare valdes, bör du förbereda dig för arbete:

Åtgärdssekvensen bör vara som följer.
Steg ett.
För att förbättra värmeöverföringen behandlas järnsulan med termisk pasta, sedan fixeras en teflonhylsa. Placeringen av den senare bestäms i förväg - den breda delen upp eller ner.
Steg två.
En skarp "näsa" sågas av för mer bekvämt arbete nära väggarna.
Steg tre.
Uppvärmningen av strykjärnet utförs tills enheten stängs av en andra gång.
Steg fyra.
Det är bra om strykjärnet är utrustat med en temperatursensor - detta gör att du kan exakt bestämma uppvärmningstemperaturen. Men det finns en enklare väg - genom bly. Denna metall smälter vid 230ᵒС och högre, vilket ungefär sammanfaller med den temperatur som krävs för svetsning.
Ytterligare teknologi är identisk med den som beskrivs ovan.
Nödvändiga verktyg
Passande;
Polypropenrör själva;
Speciella apparater för svetsning av sådana rör;
Svetsmaskin
En bågfil för att skära dem, en speciell skärare säljs ofta komplett med en svetsmaskin; för stora volymer arbete kan du använda en ringskärare eller speciell sax;
Avfettningsmedel (etyl- eller isobutylalkohol); aceton i detta fall är förbjudet att använda, eftersom det kan mjuka upp plasten;
Fasare: Dess insida liknar en pennvässare, men eftersom fasningen måste skäras jämnt, är knivarna placerade i en annan vinkel; du kan byta ut bevelern med en vanlig fil och en kniv;
 Beveler för plaströr
Beveler för plaströr
Rakapparat: ett verktyg för att ta bort det förstärkta lagret (om våra rör har ett lager av förstärkning).
 Rakapparat
Rakapparat
Råd.
Rör som passar nära värmepannan (på ett avstånd av mindre än en halv meter) bör endast tillverkas av metall. De är anslutna till polypropen med hjälp av adaptrar från en svetsfog till en gängad.
Arbeta med polypropenrör
Dagens polypropenrörinstallationssystem innehåller alla nödvändiga element för att ansluta rör av olika storlekar, konturer, beslag, fästelement och inneslutningar.Monteringsprocessen är ganska enkel och, med nödvändiga kunskaper, är den snabb.
Uppsättningen av element kan anpassas som du vill, så att resultatet blir ett helt unikt system. Komplexiteten och utrustningen beror bara på kundens preferenser och önskemål, det vill säga dig. Den enda egenskapen som vissa tillskriver nackdelarna med polypropen är den svetsade anslutningsmetoden. Efter svetsning är det inte längre möjligt att separera rören och rätta till felet. Därför måste du tänka över allt i förväg och försöka undvika felaktigheter i handlingar.
Om vi bryter ner rörsvetsprocessen i separata steg kommer det att se ut så här:
- Med en lödkolv för polypropen är det nödvändigt att värma båda delarna som du vill fästa på varandra.
- Efter att du behöver ansluta de uppvärmda delarna;
- Ta bort de redan fästa elementen från apparaten efter en kort tid.
Svetsning ger elementen en så stark koppling att det är nästan omöjligt att separera delarna utan att bryta dem. Det är därför polypropenrör anses vara av hög kvalitet, hållbara och klara nästan alla tryck.
Huvudstadier i arbetet
1. Vi tar ett rör av rätt storlek.
2. Vi rengör dess kanter från grader som bildas under skärning med en fil eller beveler.
3. Vi markerar med en penna i slutet av röret (se bild) vilken sektion vi behöver för att smälta, det vill säga vi skisserar platsen där beslaget ska sättas på.
 Vi skisserar platsen för lödning med en penna
Vi skisserar platsen för lödning med en penna
4. Vi bearbetar röret och armaturen med ett avfettningsmedel.
5. Fäst svetsmaskinen ordentligt vid bordet.
6. Dess sats innehåller munstycken med olika diametrar. Vi tar de erforderliga munstyckena (ett för beslaget och ett för röret) och fäster dem på båda sidor av enheten.
7. Ställ in temperaturen på 260°.
8. Så fort lamporna slocknar (det betyder att enheten har värmts upp tillräckligt) kan du börja arbeta. Den genomsnittliga uppvärmningstiden är 2-3 minuter.
9. Vi sätter på varma munstycken (det finns två av dem) en beslag och ett rör till ett pennmärke. För mycket tryck på delarna som ska svetsas eller rotera dem bör inte vara.
 Stumsvetsmaskin. Beslag och rör sätts på varma munstycken
Stumsvetsmaskin. Beslag och rör sätts på varma munstycken
10. Vi räknar den föreskrivna tiden. Uppvärmningstiden anges alltid i bruksanvisningen. Till exempel, för ett 25 mm rör är det exakt 7 sekunder).
 Uppvärmningstiden för enheten beror på rörets diameter
Uppvärmningstiden för enheten beror på rörets diameter
11. Ta snabbt och noggrant bort de uppvärmda delarna, håll lätt i svetsmaskinen.
12. Vi förbinder dem med varandra. Överdrivet tryck på dem eller rotation är också oacceptabelt.
13. Vi väntar i några sekunder.
14. Om vi gjorde allt rätt får vi en perfekt jämn, homogen koppling.
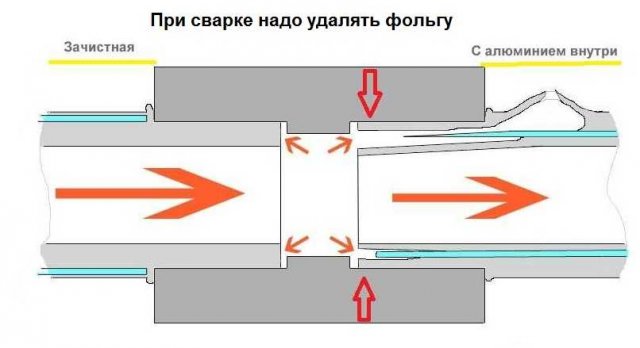
Det förstärkta lagret på anslutningssegmentet måste tas bort, annars blir anslutningen inhomogen och ömtålig;
När du köper en enhet är det inte nödvändigt att spendera extra pengar och köpa en modell med en termostat, eftersom vi behöver en enda temperaturregim på 260 ° C; användning av andra lägen kan resultera i dålig anslutning;
Vatten måste rinna fritt genom rören; så att ett hinder i form av frusen plast inte bildas vid lödningsplatsen, lägg inte för mycket tryck på de smälta delarna vid anslutning; dock är lågt tryck också oacceptabelt - längden på anslutningen för pålitlig fästning kommer inte att räcka; detta kan leda till bildandet av turbulens och tryckfall i systemet;
Grundregeln för sådan lödning är: beslaget sätts på munstycket först, och först sedan röret; nedräkningen startar när båda delarna är på maskinen;
Polypropen griper på 4-8 sekunder, men du bör inte släppa den omedelbart - för att den ska frysa helt måste du vänta 20-30 sekunder;
Delar under kylning måste vara orörliga, minsta förskjutning kan bryta anslutningens täthet; därför, före lödning, är det bättre att förbereda speciella klämmor för att fixera dem; du kan göra dem från valfri trästång eller stark tråd;
Det är förbjudet att kyla den resulterande noden med vatten eller en stråle av kall luft - anslutningen kommer att vara ömtålig;
Värm inte upp röret och monteringen mer än den tilldelade tiden - polypropen kommer att deformeras; med mindre tid för uppvärmning blir anslutningen av delar svårt;
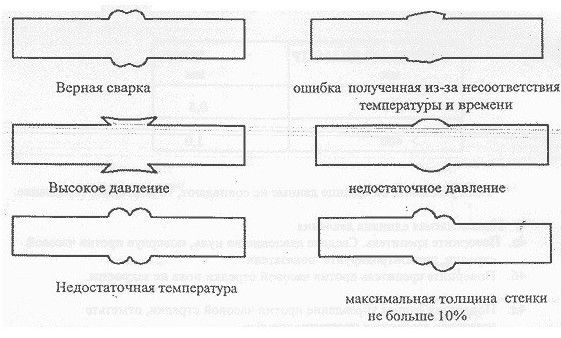
Vid korrekt svetsning bör en del av plasten bilda ett lätt inflöde på hylsan;
Du kan kontrollera kvaliteten på ditt arbete genom att halvera den anslutna sektionen; du bör se i korsningen en jämn monolitisk anslutning utan deformationer och tomrum.
Avloppssystem från PP-rör
Som noterats tidigare används polypropenrör aktivt idag i arrangemanget. Installationsproceduren i det här fallet har sina egna nyanser.

Internt avlopp
Det finns ett antal regler som måste följas vid installation av avlopp i huset.
- Rörledningen läggs i vinkel i riktning mot avloppsröret (ca 3 cm per linjär meter).
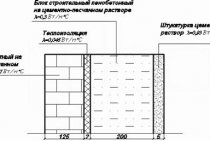
- Om rummet inte är uppvärmt, är rören extra isolerade med mineralull.
- Gör inga skarpa svängar i en vinkel på 90ᵒ, så kallade halvböjar används istället.
- Ventilation av fläkttyp är en obligatorisk komponent i avloppssystemet, vilket kommer att förhindra att en obehaglig lukt tränger in i hemmet.
- Toaletten ansluts först efter handfatet, annars kommer vattentätningen att gå sönder.
Utomhus avlopp

Steg ett.
Diametern på rören bestäms, främst beroende på antalet personer som bor i huset.
Steg två.
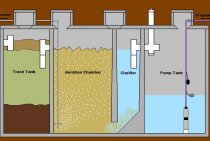
Ett dike grävs från avloppsröret till en septiktank eller avloppsbrunn. Samtidigt observeras en lutning, beroende på jordfrysningslinjen, eller så är rörledningen isolerad med mineralull.


Steg tre.
Botten är täckt med en "kudde" av sand. Dess tjocklek bör vara minst 20 cm.
Steg fyra.
Pipeline läggs
Det är viktigt att undvika eventuell hängning, annars kommer anslutningarna snart att kollapsa.
Borrning sker med en konformad stålspets. Liknande teknik används vid konstruktion av:
Horisontell borrning av ett dike för rörledningen utförs med hjälp av specialutrustning med tryckverkande domkraftspumpar. Borrning sker med en konformad stålspets. Liknande teknik används vid konstruktion av:
- bil- och järnvägsvägar;
- rörledningar till källare;
- motorvägar till fungerande brunnar.
Gör-det-själv-installation av en PP-rörledning hjälper till att spara mycket, men bara om det görs korrekt.
Produkter gjorda av polypropen används som regel när man skapar dränerings- och bevattningssystem, såväl som när man lägger ett vattenförsörjningssystem eller arrangerar ett värmesystem. Polypropen tillhör klassen polyolefiner, vilket innebär att alla produkter tillverkade av detta material kännetecknas av en hög grad av miljösäkerhet.
Dessutom kan dräneringssystem av polypropen pågå mycket länge, medan kostnaden för deras drift kommer att vara minimal. Men när du arbetar med sådana produkter måste du veta hur man svetsar polypropenrör på ett sådant sätt att de inte deformeras
och förhindra läckage.
DIY svetsning
Arbetet bör utföras i ett väl ventilerat utrymme. Polypropen, när den värms upp, kan frigöra giftiga ämnen, och de kan vara skadliga för hälsan och orsaka förgiftning.
Steg för steg instruktioner för svetsning:
- Först installeras det nödvändiga munstycket av rätt storlek på lödkolven;
- För att smälta polypropen måste en temperatur på 260 grader uppnås;
- Förbered delar för anslutning, utför deras rengöring och korrekt placering;
- Sedan tas lödkolven i drift;
- Det är nödvändigt att vänta på den tid som krävs för uppvärmning, och detta indikeras av sensorns gröna färg.
 Vid lödning är det bättre att placera enheten på ett sådant sätt att den står stadigt
Vid lödning är det bättre att placera enheten på ett sådant sätt att den står stadigt
Därefter läggs röret och kopplingen samtidigt på ämnet och lödverktyget. Röret sätts in i ämnet. Beslaget placeras på utsidan. Den trycks in hela vägen, och röret trycks in till det färdiga märket. Huvudsaken är att hålla tiden rätt.
Om verktyget värms upp dåligt, kommer diffusionsnivån att vara liten, och detta kommer att bryta mot legeringens kvalitet. En hög temperatur leder till överhettning av delarna. Den optimala tiden beror på diametern på röret och kopplingarna.
Efter uppvärmning är det viktigt att genast docka. Huvudregeln är att tolerabiliteten respekteras
De första sekunderna tillåter en korrigering, men ingen vändning tillåts. Samtidigt krävs det att inte rusa och inte dra, följa den gyllene medelvägen.
Etapp tre. Installation av rörledning
När du lägger motorvägen behöver du:
- rör;
- tees;
- Kulventiler;
- pluggar;
- adaptrar;
- böjer sig;
- kopplingar;
- löstagbara anslutningselement;
- gängade beslag;
- plastklämmor.
Först och främst utförs installationen av huvudelementen i systemet (VVS, radiatorer, pannor, etc.), varefter den framtida motorvägen markeras i enlighet med det utarbetade projektet. Rörledningens element är sammankopplade med hjälp av kopplingar.
Om vi pratar om uppvärmning eller varmvatten, så tas hänsyn till termisk expansion. För att kompensera för det senare är det önskvärt att använda mobila anslutningar. När du installerar en sluten rörledning, dikas väggarna först (på lämpliga ställen görs ett spår med två rördiametrar breda).
Rörledningen får fyllas med vätska först efter det att en timme har förflutit från slutet av installationen. Ett hydrauliskt test kan utföras först efter en dag.


Varför polypropen
Idag tillhandahåller rörtillverkare ett stort utbud av produkter för att lägga vattenförsörjning, avlopp eller värmesystem. Du kan köpa rör av metall-plast, metall eller polypropen. Idag föredrar ett ökande antal konsumenter att välja polypropenrör, som har många fördelar:
- korrodera inte;
- lätt att installera;
- kräver inte konstant reparation;
- hållbar och pålitlig i drift;
- kan läggas inuti en vägg eller golv;
- är betydligt billigare än metallrör.
Polypropenrör kan användas för installation av värmesystem, för vattenledningar och för avlopp.
Vilka rör är rätt för dig
För att välja polypropenrör behöver du veta:
- de förhållanden under vilka rören kommer att drivas;
- vätsketryck i systemet och dess temperatur;
- den erforderliga genomströmningen av produkten, som bestämmer arbetsdiametern.
Polypropenrör har en speciell märkning beroende på produktens syfte.
- PPH
- ventilation, kallvattenförsörjning. - PPB
– system för kallvattenförsörjning, uppvärmning. - PPR
– system för varm- och kallvattenförsörjning, uppvärmning.
Rör med PPR-märkning
- är universella. Därför är de mest efterfrågade. De är mycket motståndskraftiga mot både höga och negativa temperaturer.
Etapp ett. Att utarbeta ett projekt
Installationsarbetet bör börja med utformningen av den framtida motorvägen. Ett viktigt kriterium här är ergonomi, så att antalet varv och anslutningselement ska hållas till ett minimum.

När du arrangerar ett värmesystem är ett väldesignat projekt särskilt viktigt, där platsen för sådana element som:
- kopplingar;
- adaptrar;
- fästelement;
- hörn;
- uppvärmningsutrustning.
Ledningen är ansluten till radiatorerna på ett- eller tvårörssätt, från sidan eller från botten.

VVS

Här är motorvägen ansluten till ett centraliserat system för att förse de nödvändiga VVS-armaturer - en toalettskål, handfat, en panna, etc. Det finns två sätt att utföra ledningar.
Metod nummer 1.
Öppna alternativ. Horisontella rör installeras något över golvnivån, och vertikala rör installeras uteslutande i hörnen. Allt detta gör rörledningen mindre märkbar.
Metod nummer 2.
Stängt alternativ. Det är extremt svårt att utföra, eftersom det innebär att preliminärt utföra de mest exakta beräkningarna. Rör (nödvändigtvis solida) är immurerade i väggarna, och varje fog bör ha fri tillgång.

Dessutom kan VVS vara:
- sekventiell typ (det mest budgetmässiga och enklaste alternativet att implementera);
- kollektortyp (en uppsamlare används vid tillförsel av vatten);
- med genomgående uttag (lite populärt).
Stadier av arbetssvetsningsprocessen
Efter att ha mätt den erforderliga längden på röret, gör ett märke på det med en markör. Med en rörskärare eller sax, skär produkten i en vinkel på 90º mot axeln. Verktyget måste vara tillräckligt vasst så att röret inte deformeras.

Röret skärs i en vinkel på 90º mot axeln
Kanten på den förstärkta produkten måste rengöras, bli av med det översta lagret och folien. Utan detta steg kommer aluminiumfolien, som är en del av rören, att komma i kontakt med vätskan under drift. Som ett resultat kommer korrosion av det förstärkta lagret att leda till en kränkning av sömmens integritet. En sådan anslutning kommer att läcka med tiden.

Kanten på armerade rör rengörs
För icke förstärkta produkter i änden av röret anges svetsdjupet, med fokus på längden på monteringshylsan. En annan viktig punkt vid förberedelse av rör för svetsning är avfettning av ytan. Behandling av korsningen med alkohol kommer att ge en mer tillförlitlig kontakt med delarna.
Förbereda svetsmaskinen
Innan du svetsar plaströr är det nödvändigt att förbereda svetsmaskinen. Den handhållna enheten är fixerad på en plan yta. Maskindelar måste vara rena och fria från defekter. Rengör dem med en trasa indränkt i alkohol. Värmeelementen sätts på när verktyget är avstängt. En dorn används för att smälta en koppling, en hylsa används för att smälta ett rör.

Uppvärmningstiden för delar för svetsning bestäms enligt tabellen
Därefter ansluts enheten till nätverket. Samtidigt ska indikatorerna på enhetens kropp tändas. En av dem signalerar att enheten är ansluten till nätverket. Den andra, efter att ha uppnått den erforderliga uppvärmningstemperaturen, ska slockna. Efter att indikatorn slocknat är det önskvärt att fem minuter passerar och först då börjar svetsprocessen. Denna tid beror på omgivningstemperaturen och varar från 10 minuter till en halvtimme.
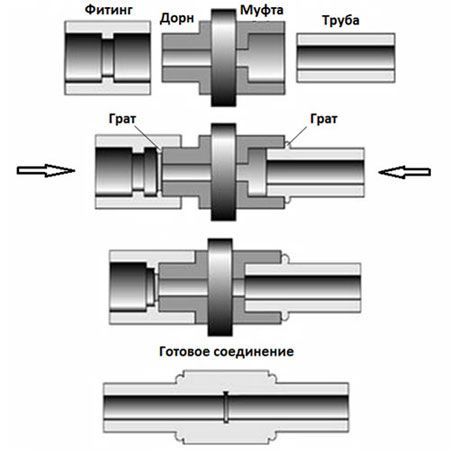
Vad är svetsprocessen?
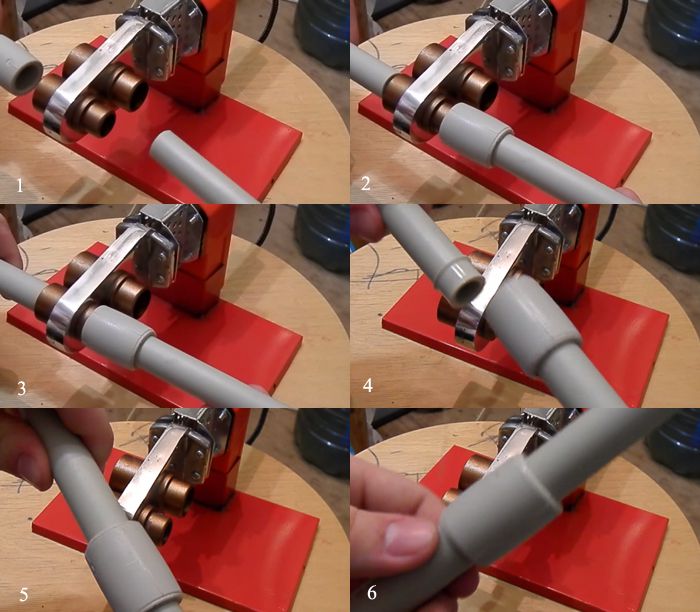
Efter att ha värmt upp apparaten, sätt kopplingen på dornen och för in röret i hylsan. Detta görs samtidigt och med liten ansträngning.

Efter uppvärmning av enheten sätter du beslaget på dornen och sätter in röret i hylsan
För att veta hur man korrekt svetsar polypropenrör är det nödvändigt att ta hänsyn till uppvärmningstiden. Den korrekta perioden gör att delarna värms upp till önskad temperatur och inte smälter. Det beror på diametern på röret.
Efter den nödvändiga tidsperioden tas delarna bort från apparaten och ansluts. I detta fall måste röret gå in i anslutningen strikt upp till märket. Under denna process är det förbjudet att rotera delarna längs axeln.

I processen att ansluta delar är det förbjudet att rotera produkter längs axeln
Efter sammanfogning av delarna är mekanisk påverkan på sömmen inte tillåten förrän den har svalnat helt. Med förbehåll för tekniken ska resultatet bli en stark och tät söm.
Artikeln ger de nödvändiga rekommendationerna om hur man korrekt svetsar rör, med en detaljerad beskrivning av varje steg. Genom att omsätta dessa tips i praktiken kan du självständigt genomföra en rörledning för vattenförsörjning eller uppvärmning. Huvudsaken är att välja rätt rör och följa processtekniken. Först då kommer polypropenrörledningen att fungera under lång tid och oavbrutet.
Gjutjärn har inte använts i moderna vattenförsörjnings- och värmesystem på länge. Den ersattes av lätt, lättinstallerad och icke-frätande plast. Idag kommer vi att prata om svetsning av polypropenrör med egna händer för nybörjare - huvudstadierna i denna process och dess krångligheter.
Varför polypropen är bättre för svetsning än metall
En mängd olika armbågar och beslag, såväl som profil- och rundböjar gjorda av polypropen, är välförtjänt populära eftersom:
- Efter ordentligt svetsade bildar de monolitiska delar som kan hålla mer än femtio år.
- Under drift minskar de inte sin genomströmning.
- De har en mycket hög motståndskraft mot olika hushållskemikalier.
- Kostnaden för sådana produkter är flera gånger lägre än kostnaden för liknande produkter tillverkade av metall.
Dessutom, om produkten väljs korrekt och svetsningen görs med hög kvalitet, kan vi säga att polypropenrör i många fall helt enkelt är ett idealiskt element i motsvarande system, inklusive.