Innehåll
-
glida 1
Elev: Plekhanov A.G.
Grupp: ZOSb-0901
Föreläsare: Goncharov V.S. -
glida 2
-
glida 3
Kemiska metoder för rening av avloppsvatten inkluderar neutralisering, oxidation och reduktion. De används för att avlägsna lösliga ämnen och i slutna vattenförsörjningssystem. Kemisk rening utförs ibland som en preliminär till biologisk rening eller efter den som en metod för efterbehandling av avloppsvatten.
G
-
glida 4
Avloppsvatten som innehåller mineralsyror eller alkalier neutraliseras innan det släpps ut i vattendrag eller innan det används i tekniska processer. Vatten med pH = 6,5 ... 8,5 anses vara praktiskt taget neutrala.
Neutralisering kan utföras på olika sätt: blanda surt och alkaliskt avloppsvatten, tillsätta reagens, filtrera surt vatten genom neutraliserande material, absorbera sura gaser med alkaliskt vatten eller absorbera ammoniak med surt vatten. Nederbörd kan bildas under neutraliseringsprocessen. -
glida 5
Biokemiska metoder används för att rena hushålls- och industriavloppsvatten från många lösta organiska och vissa oorganiska (vätesulfid, sulfider, ammoniak, nitriter) ämnen. Reningsprocessen bygger på mikroorganismernas förmåga att använda dessa ämnen för näring i livets process, eftersom organiska ämnen är en kolkälla för mikroorganismer.
-
glida 6
6.3.2. Oxidation av avloppsvattenföroreningar
Följande oxidationsmedel används för rening av avloppsvatten; gasformigt och flytande klor, klordioxid, kalciumklorat, kalcium- och natriumhypoklorit, kaliumpermanganat, kaliumdikromat, väteperoxid, atmosfäriskt syre, peroxosvavelsyror, ozon, pyrolusit, etc.
Under oxidationsprocessen passerar giftiga föroreningar som finns i avloppsvatten, som ett resultat av kemiska reaktioner, till mindre giftiga, som avlägsnas från vattnet. -
Bild 7
Reduktiva avloppsvattenbehandlingsmetoder används för att avlägsna kvicksilver, krom och arsenikföreningar från avloppsvatten.
Under reningsprocessen reduceras oorganiska kvicksilverföreningar till metalliskt kvicksilver, som separeras från vatten genom sedimentering, filtrering eller flotation. För att reducera kvicksilver och dess föreningar används järnsulfid, natriumborhydrid, natriumhydrosulfit, hydrazin, järnpulver, vätesulfid och aluminiumpulver.
Det vanligaste sättet att avlägsna arsenik från avloppsvatten är att fälla ut det i form av svårlösliga föreningar med svaveldioxid. -
Bild 8
För att avlägsna föreningar av kvicksilver, krom, kadmium, zink, bly, koppar, nickel, arsenik och andra ämnen från avloppsvatten, de vanligaste reagensbehandlingsmetoderna, vars essens är att omvandla vattenlösliga ämnen till olösliga ämnen genom att tillsätta olika reagens följt av deras separation från vatten i form av nederbörd.
Kalcium- och natriumhydroxider, natriumkarbonat, natriumsulfider och olika avfall används som reagens för att avlägsna tungmetalljoner från avloppsvatten. -
Bild 9
Kända aeroba och anaeroba metoder för biokemisk rening av avloppsvatten. Den aeroba metoden är baserad på användningen av aeroba grupper av organismer, vars liv kräver en konstant tillförsel av syre och en temperatur på 20...40°C. Vid aerob behandling odlas mikroorganismer i aktivt slam eller biofilm. Anaeroba reningsmetoder fortsätter utan syretillgång; de används främst för neutralisering av sediment.
-
glida 10
Termiska reningsmetoder för avloppsvatten
Termiska metoder neutraliserar avloppsvatteninnehållande
mineralsalter av kalcium, magnesium, natrium, etc., samt organiska ämnen
stva.Sådant avloppsvatten kan neutraliseras:
- koncentration av avloppsvatten med efterföljande utsläpp av lösningen
aktiva substanser;
— Oxidation av organiska ämnen i närvaro av en katalysator.
— vätskefasoxidation av organiska ämnen.
- brandhantering.
Visa alla bilder
Elektromekanisk bearbetning
Kärnan i elektromekanisk bearbetning ligger i det faktum att en ström med hög effekt och låg spänning passerar genom kontaktytan på verktyget och arbetsstycket. Utsprången av ytskiktets mikrogrovheter utsätts för stark uppvärmning och under verktygets kraft deformeras och utjämnas, och ytskiktet förstärks på grund av det snabba avlägsnandet av värme in i metallmassan och snabb kylning. I detta fall är uppvärmning till fasomvandlingstemperaturer ett nödvändigt villkor för härdning av bearbetningslägen.
Härdningseffekten uppnås tack vare att ultrasnabba uppvärmnings- och kylhastigheter uppnås och en hög grad av kornförfining uppnås.
Elektromekanisk bearbetning kännetecknas av följande egenskaper:
- termisk och kraftpåverkan på ytskiktet utförs samtidigt;
- värmeavgivning i kontaktzonen mellan verktyget och arbetsstycket är en konsekvens av verkan av två värmekällor - extern och intern;
- den termiska cykeln (värme, hålla och kyla) är mycket kort och mäts i bråkdelar av en sekund.
Det finns olika sätt att tillföra elektrisk ström till kontaktpunkten mellan verktyget och arbetsstycket (fig. 2).
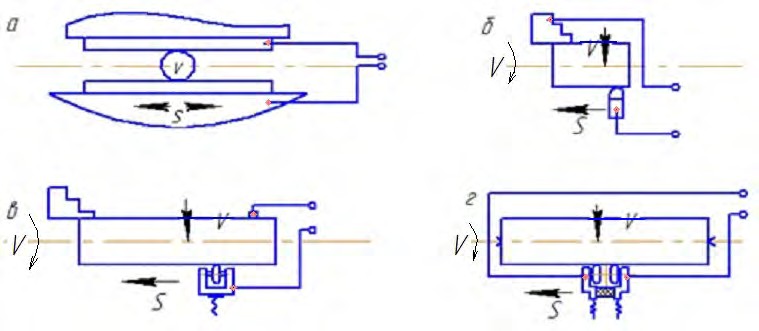
Figur 2 - Sätt att tillföra elektrisk ström: a - genom en fast kontakt; b - genom roterande utrustningselement; in - genom rullen; d - genom dubbla rullar
Var och en av de nuvarande försörjningsmetoderna har sina egna fördelar och nackdelar. Beroende på syfte och typ av utrustning för elektromekanisk bearbetning kan svarvning, fräsning, borrning och andra metallskärmaskiner användas. Det finns följande metoder för elektromekanisk härdning.
Hårt härdningsläge, vilket innebär en hög ytströmtäthet (700...1500 A/mm²), låg bearbetningshastighet (0,5...5 m/min) och låga krav på råhetsparametrar. Finfördelad martensit bildas i ytskiktet och det finns inga betydande plastiska deformationer.
Den genomsnittliga förstärkningsmoden utförs vid en ytströmtäthet på 800 A/mm² och kännetecknas av närvaron av en ferritisk-martensitisk struktur och betydande deformationer av ytskiktet. Bearbetningshastigheterna är ungefär lika med eller något högre än hastigheterna i hårt läge.
Efterbehandlingsläget kännetecknas av frånvaron av fastransformationer, låg ytströmtäthet och höga bearbetningshastigheter (10...120 m/min). Används för ythärdning. Detta ger hög prestanda.
Optimala lägen för elektromekanisk härdning gör det möjligt att uppnå inte bara de erforderliga råhetsparametrarna, utan också att erhålla en komplett struktur av ytskiktet med ökad slitstyrka.
Tryckrestspänningar i ytskiktet på grund av deformationskrafter verkar förstärkande på olika typer av brottlaster. Härdning av ytskikten ökar deras korrosionsbeständighet. Detta förklaras inte bara av den höga härdningsgraden, den speciella strukturen och dispergeringen av ytskiktet, utan också av kombinationen av gynnsamma fysiska och mekaniska egenskaper hos detta skikt.
I samband med ökningen av driftsegenskaper är det tillrådligt att använda elektromekanisk härdning för ett brett spektrum av delar som arbetar under olika förhållanden av slitagefriktion.
Magnetisk abrasiv bearbetning
Kärnan i magnetisk-slipande bearbetning är det abrasiva avlägsnandet av utsläppen genom att skapa ett magnetfält direkt i skärzonen från en extern källa.Följande används som slipverktyg: magnetiska slippulver, slipande suspensioner, magnetiska reologiska vätskor.
Rörelsen av ett metallarbetsstycke i ett magnetfält åtföljs av uppkomsten av induktionsströmmar i en alternerande riktning i det under upprepad magnetiseringsomkastning.
Slipande skärning med påläggande av dessa fenomen har ett antal funktioner. Som ett resultat av verkan av magnetiska och elektroplastiska effekter förändras hållfasthetsegenskaperna hos det bearbetade materialet, huvudsakligen i skiktet nära ytan. Krafterna som krävs för skärning och plastisk utjämning av den bearbetade ytan reduceras; förhållanden underlättas för bildandet av en yta med små råhetsparametrar och med en ökad bärarea.
Den elektriska laddningen av den behandlade ytan förstärker elektrokemiska fenomen. Detta förklarar den höga effektiviteten av användningen av kemiskt och ytaktiva skärvätskor i processerna för magnetisk slipmedelsbearbetning i jämförelse med traditionella typer av slipmedelsbearbetning.
De mekaniska egenskaperna hos magnetisk abrasiv bearbetning är:
- kontinuerlig kontakt av pulvret med den behandlade ytan, vilket gör det möjligt att öka noggrannheten för geometriska dimensioner och form, samt att minska cykliska belastningar på systemet "maskin - fixtur - verktyg - del";
- frånvaron av en styv fastsättning av slipkornen i bunten, bidrar till den spontana utjämningen av skärverktyget i förhållande till ytan som ska behandlas;
- förmågan att kontrollera verktygets styvhet gör att du kan justera borttagningen av metall från formningsytan;
- frånvaron av friktion av bindemedlet på ytan av produkten minskar avsevärt temperaturen i slipmedelsbehandlingszonen och grovheten Ra från 1,25 ... 0,32 till 0,08 ... 0,01.
Magnetiskt slippulver används i magnetiska slipmedelsprocesser. Magnetfältet skapas med hjälp av speciella magnetiska induktorer. På den aktiva ytan av magnetiska induktorer och i arbetsgapet hålls pulvret av magnetfältets krafter och pulvrets friktionskrafter mot induktorns yta. De krafter som krävs för abrasiv skärning skapas på grund av komprimeringen av pulvermediet i arbetsområdet av magnetiska krafter och distanstryck. Friktionskrafterna i pulvrets kontakt med arbetsstycket skapar ytterligare tryck i pulvermediet och vid dess gränser.
Schema för magnetisk-slipande bearbetning visas i figur 3.
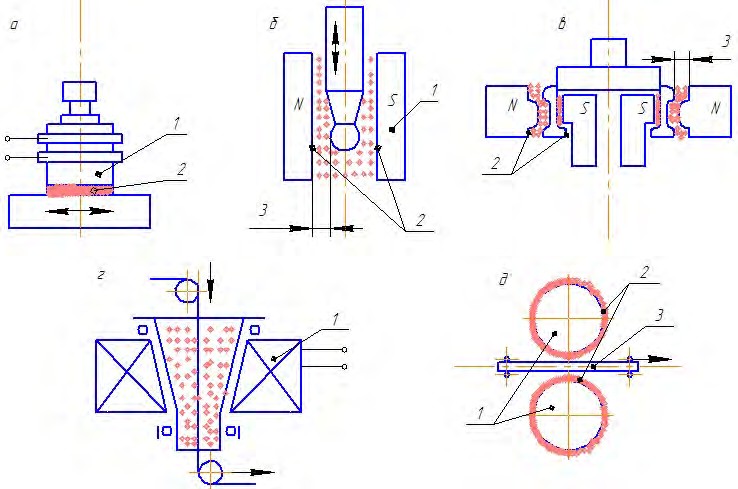
Figur 3 - Schema för magnetisk-slipande pulverbehandling: a - plana ytor; b - yttre cylindriska rotationsytor med pulver i arbetsområdet; c - formade yttre och inre ytor med pulver i arbetsspalterna; g - tråd genom att dra genom en roterande tratt; e - arkmaterial; 1- magnetisk induktor; 2 - aktiv yta; 3 - arbetsgap
Magnetisk-slipande bearbetning utförs på specialiserade maskiner utrustade med speciell teknisk utrustning för MAO. Maskinernas design förutsätter närvaron av drivenheter för arbets- och hjälprörelser, en magnetisk induktor, en pulverbehållare med en dispenser, en anordning för att rengöra arbetsområdet från avfallspulver.
Magnetisk slippulverbehandling används vid efterbehandling av tekniska operationer för att polera ytor, rengöra dem från oxid- och kemiska filmer, ta bort små grader, runda kanter, efterbearbeta och härda skär- och stansverktyg.
Visningar:
277
Skärningsmetod
Metallskärning är en av metoderna som gör att du kan bearbeta element mekaniskt på olika typer av enheter. Det svåraste är att arbeta med färgade varianter av material som är svåra att deformera. Tidigare användes plasmabehandling för att skära dem. Men med tillkomsten av lasern har denna metod förlorat sin relevans.
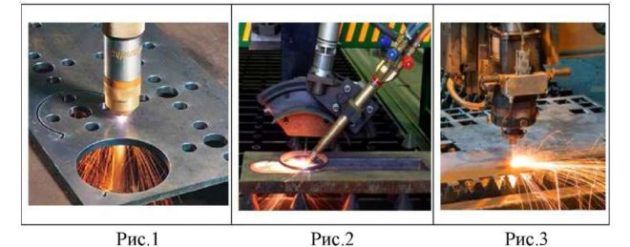 Alternativ för skärning av metall
Alternativ för skärning av metall
För närvarande används en fiberlaser som möjliggör bearbetning av materialet på andra sätt, till exempel genom borrning eller gravering. Det finns flera typer av metallskärning:
- vändning;
- borrning;
- hyvling;
- fräsning;
- slipning.
Principer för svarvning och borrning. När du vrider en del ändras dess storlek praktiskt taget inte. Svarvning innebär bearbetning på en svarv eller andra typer av anordningar, inklusive borrning och slipning.
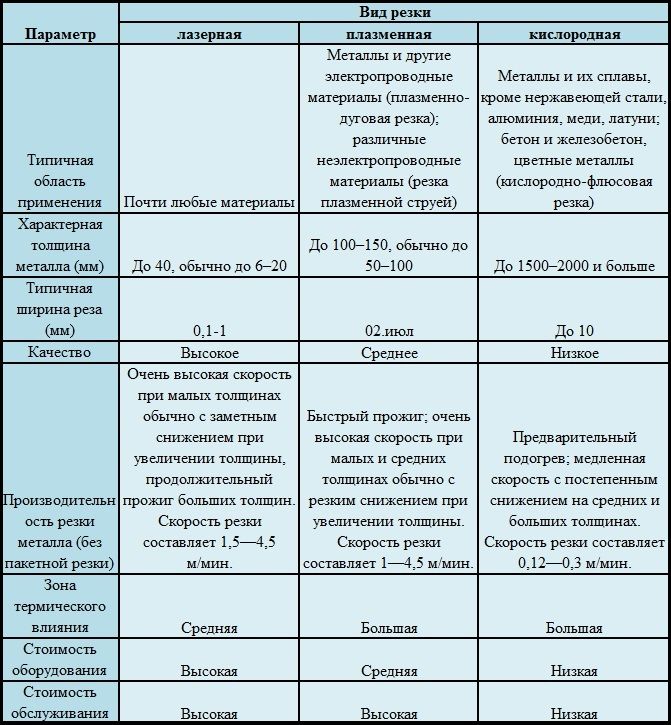 Parametrar för huvudtyperna av metallskärning
Parametrar för huvudtyperna av metallskärning
Borrning används för att skapa ett hål som ändrar utseendet på en del. Denna mekaniska metod kan utföras på vilken enhet som helst. Huvudvillkoret är närvaron av en borr och ett skruvstycke där arbetsstycket är installerat.
Hyvlingsdetaljer. Hyvlingen utförs på en specialhyvel utrustad med en fräs. Komplexiteten i denna typ av bearbetning ligger i behovet av noggranna beräkningar av tomgångs- och arbetsslag, vilket gör att fräsen kan gå in i och ut ur det bearbetade elementet.
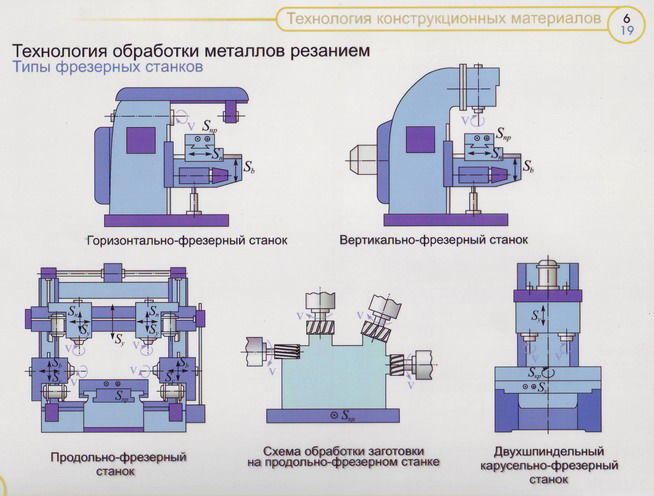
Metoder för fräsning och slipning. Fräsning är en komplex mekanisk metod som utförs på en horisontell fräsmaskin. Arbetsstycket fixeras på arbetsytan och bearbetas sedan med en fräs som verkar på arbetsstycket i en vinkel.
Metallslipning är det sista steget, vilket gör att du kan ge delens yta den nödvändiga jämnheten och ta bort överskottsskiktet. Slipning kräver inga speciella enheter. Det slutliga utseendet på delen kan ges oberoende med hjälp av en slipskiva. Under produktionsförhållanden används slipmaskiner för dessa ändamål. Cylindriska delar bearbetas genom rotation rörelser med raka och cirkulära utfodra. I fallet med ett plant arbetsstycke utförs metallslipning endast i framåtriktningen.
Relaterad video: Precisionsmetallbearbetning
https://youtube.com/watch?v=ZyqCmfg8aBQ
Ett urval av frågor
- Mikhail, Lipetsk — Vilka skivor för metallskärning ska användas?
- Ivan, Moskva — Vad är GOST för metallvalsad stålplåt?
- Maksim, Tver — Vilka är de bästa ställen för att lagra valsade metallprodukter?
- Vladimir, Novosibirsk — Vad betyder ultraljudsbearbetning av metaller utan användning av slipande ämnen?
- Valery, Moskva - Hur man smider en kniv från ett lager med dina egna händer?
- Stanislav, Voronezh — Vilken utrustning används för produktion av galvaniserade stålluftkanaler?
Allmänna egenskaper hos antimikrobiella medel
Signifikant
antalet mänskliga sjukdomar som orsakas
bakterier, virus, svampar, spiroketer och
även några helminter. Ämnen
som neutraliserar patogener
miljön eller i kroppen
människor kallas antimikrobiella
betyder att.
Farmakologisk
effekten av ämnen i denna grupp är
bakteriostatisk (förmågan
sluta växa och fortplanta sig
mikroorganismer) eller bakteriedödande
(egenskap för att neutralisera mikroorganismer).
Antimikrobiell
Medlen är indelade i två grupper:
jag.
Antiseptisk och desinfektionsmedel
anläggningar.
läkemedel,
inte uppvisar selektiv antimikrobiell aktivitet
verkar och har betydande toxicitet
för en person.
Antiseptisk
medel kan leda till döden
eller sluta växa och utvecklas
mikroorganismer på kroppens yta
människa (hud eller slemhinnor).
Desinfektion
innebär att neutralisera patogener
mikroorganismer i miljön, deras
används för rumsbehandling
linne, fat, medicinska instrument,
utrustning, patientvårdsartiklar.
Klassificering
antiseptisk och desinfektionsmedel
medel
jag.
Antiseptisk och desinfektionsmedel
medel av oorganisk natur
1.
Halogener (halogenider)
1.1.
Preparat som innehåller klor - klor
kalk, kloramin B, klorhexidin
diglukonat, klorantoin, natriumhypoklorit
1.2.
Preparat som innehåller jod - jodlösning
alkohol, jodonat, jodoform
(trijodmetan), Lugols lösning, jod-dicerin,
jodinol, povidon-jod (betadin)
2.
Oxidationsmedel - väteperoxidlösning
(väteperoxid) utspädd och
koncentrerad, kaliumpermanganat,
bensoyl pe-hydroxid (hydroxi 5, 10)
3.
Syror och baser - borsyra,
bensoesyra, ammoniaklösning,
natriumtetraborat (borax)
4.
Tungmetallsalter - kvicksilverdiklorid
(sublimat), silvernitrat, collargol,
protargol, zinksulfat, dermatol,
xeroform
II.
Antiseptisk och desinfektionsmedel
medel av organiskt ursprung
1.
Fenoler - ren fenol (karbolsyra),
björktjära, resorcinol, trikresol,
polykresulen (vagotyl)
2.
Tjära och hartser - ichthyol (ichtammol), vinizol
3.
Färgämnen - lysande grönt,
metylenblått, etakridinlaktat
(rivanol)
4.
Nitrofuranderivat - furatsilin
(Nitrofural), furoplast, furagin
(furazidin)
5.
Aldehyder och alkoholer - etylalkohol,
formaldehyd (formalin), Lysoform
6.
Rengöringsmedel - grön tvål, Zerigel,
etonium, decametoxin (septefril),
miramistin.
II.
Kemoterapeutiska läkemedel.
läkemedel,
som ger selektiva
antimikrobiell aktivitet, uppvisa
brett utbud av terapeutiska
deras handlingar används för att behandla och
förebyggande av infektionssjukdomar.
Allmän beskrivning av den tekniska processen
Bearbetning av ämnen kan göras på två sätt:
- tryck (utan spånavlägsnande);
- skärning (med spånborttagning).
I det första fallet får materialet önskad form och volym av verktygets kraft, till exempel smide. I det andra fallet avlägsnas ytskikt (tillägg) från det, till exempel fräsning, hyvling, slipning.
Bearbetning av metaller är ett av stegen för att erhålla en färdig produkt från ett arbetsstycke och kräver en preliminär förberedelse av en teknisk karta som anger de erforderliga dimensionerna och noggrannhetsklasserna. Utifrån den tekniska kartan ritas en ritning över det färdiga materialet, som också anger dimensioner och noggrannhetsklasser.
https://youtube.com/watch?v=WmTQqaIKFNc
Vibrerande mekanisk skärning
Vibrationsöverlagrad bearbetning blir mer och mer allmänt använd. Det finns två riktningar för vibrationspåverkan. Den första riktningen är förknippad med dämpning av ogynnsamma vibrationer under bearbetning, vilket orsakar en minskning av ytkvalitet, bearbetningsnoggrannhet och livslängd. Denna riktning är särskilt viktig vid skärning av svårklippta material.
Den andra riktningen är kopplad till uppnåendet av en positiv effekt i processen att pålägga vibrationer. Användningen av vibrerande skärning ger effektiv spånbrytning, samt en betydande förbättring av bearbetbarheten av en mängd olika material.
De allmänna fysiska egenskaperna för skärning med vibration är:
- kortvarig periodisk ökning av skärhastigheten;
- variabel cyklisk belastning på det deformerbara materialet;
- minskning av friktionskrafter på verktygets kontaktytor med spån och arbetsstycke;
- ökad effektivitet vid applicering av kylmedel.
I verkningsriktningen kan vibrationer vara axiella, radiella eller tangentiella.
Skärning med axiella vibrationer används för spånbrytning. Huvuddragen för vibrerande skärning med axiella svängningar är en stor förändring i matning (snitttjocklek) i en cykel av verktygssvängningar, såväl som en betydande förändring i arbetsvinklarna. I alla fall, vid svarvning, minskar slitagedjupet på fräsarnas främre yta.
Den mest effektiva användningen av axiell vibrationsskärning är vid borrning, under vilken förutsättningarna för att krossa och avlägsna spån förbättras avsevärt.Vid konventionell borrning, i processen att röra sig längs det spiralformade spåret, fastnar spånen och bildar periodiskt pluggar, vilket gör det nödvändigt att stoppa och dra tillbaka borren från hålet. Denna omständighet komplicerar automatiseringen av borrning.
Tillsammans med möjligheten till automatisering kan vibrerande borrning öka produktiviteten med 2,5 gånger och öka verktygets livslängd med tre gånger.
Skärning med radiell vibration påverkar resultatet av bearbetningen negativt - grovhetsparametrarna ökar, eftersom skäreggens rörelse under vibration är direkt fixerad på den bearbetade ytan. Skäreggens arbetsförhållanden är också otillfredsställande, eftersom en stor belastning under oscillerande rörelse uppfattas av skäreggen, vilket resulterar i ökat slitage och flisning av kanterna.
Skärning med tangentiella svängningar, d.v.s. med svängningar i riktning mot den periferiska skärhastigheten, används för att avsevärt öka produktiviteten och livslängden. Metoden visade positiva resultat vid svarvning, fräsning, brotschning, gängning, slipning, slipning av slipverktyg.
Begagnad utrustning
Maskinbearbetning används på specialiserade företag som har ett tillräckligt antal produktionsanläggningar och nödvändig utrustning.
För att ta bort ytskikten bearbetas produkten på en svarv och fräsmaskiner. De mest populära bland dem är:
- CNC-svarvcentra;
- vertikala fräsmaskiner.


Nya modeller av arbetsredskap gör det möjligt att bibehålla hög geometrinoggrannhet och ytjämnhet.
Utrustning som låter dig bearbeta materialet mekaniskt presenteras i en mängd olika. Varje företag bestämmer självständigt om behovet av att köpa en viss enhet. Till exempel, i vissa industrier installeras roterande maskiner som kan bearbeta produkter upp till 9 meter i diameter.
 Följande enheter är bland standardutrustningen som är utrustad med alla företag som bearbetar metallprodukter på mekanisk väg:
Följande enheter är bland standardutrustningen som är utrustad med alla företag som bearbetar metallprodukter på mekanisk väg:
- fräsning;
- hobbing av redskap;
- radiell borrning;
- horisontell borrning;
- vertikal borrning.
Tryckbehandlingsutrustning
Smide kan göras för hand med en hammare och städ. Den mekaniska metoden består i att använda en press nedsänkt på en uppvärmd metallyta.
Båda enheterna är mekaniska. Men hammaren slår, på grund av vilket den bearbetade ytan tar den önskade formen, och pressen utövar tryck.
Hammaren kan vara av följande typer:
- ånga;
- ånga-luft;
- faller;
- vår.
 Hammare
Hammare
Det finns också flera typer av pressanordningar:
 Tryck schema
Tryck schema
- hydraulisk;
- ånghydraulisk;
- skruva;
- friktion;
- excentrisk;
- vev;
- vår.
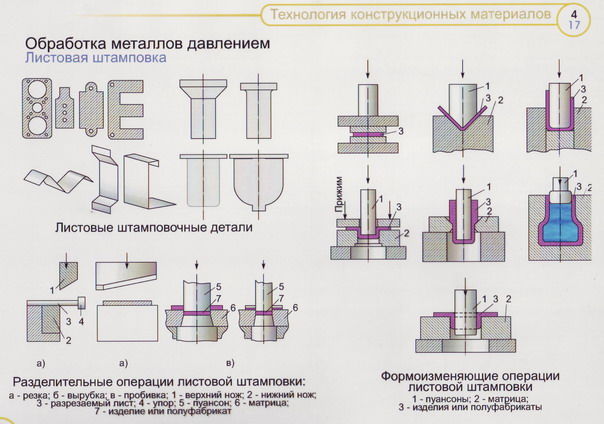
Innan man fortsätter med tryckbehandling värms metallytan upp. Men på senare år, istället för varm exponering, används kall exponering, kallad stämpling, oftare. Stämpling är lämplig för att arbeta med alla typer av metall. Det låter dig ge produkten den önskade formen utan att påverka materialets fysiska egenskaper.
De mest populära typerna av stämpling inkluderar:
- böjning;
- stretching;
- kompression;
- gjutning;
- buckling;
- demontering.
 metallstämpling
metallstämpling
Böjning används för att ändra den axiella formen på ett metallelement och utförs med hjälp av ett skruvstycke monterat på bockningsformar och pressar. Stretching utförs på en spinnmaskin och används för att skapa komplexa produkter. Genom kompression reduceras tvärsnittet av delen som har håligheten. Formning används för att skapa element av rumsliga former. För att utföra dessa arbeten används speciella gjutformar.
Presentation om ämnet Biologiska metoder för rening av avloppsvatten. Principen för biologisk rening av avloppsvatten är att mikrober under vissa förutsättningar kan bryta ner organiskt material. transkript
1
Biologiska reningsmetoder för avloppsvatten
2
Principen för biologisk rening av avloppsvatten är att mikrober under vissa förutsättningar kan bryta ner organiskt material till enkla ämnen som vatten, koldioxid etc.
3
Biologiska metoder för rening av avloppsvatten kan delas in i två typer, beroende på vilka typer av mikroorganismer som är involverade i behandlingen av avloppsvattenföroreningar: 1. aeroba biologiska metoder för rening av avloppsvatten från industri och hushåll (mikroorganismer behöver syre för sin vitala aktivitet) utan syre).
4
Reningsmetoder för avloppsvatten som involverar aeroba bakterier delas in efter vilken typ av tank i vilken avloppsvattnet oxideras. Behållaren kan vara en biodamm, ett biologiskt filter eller ett filtreringsfält.
5
Principer för drift av aeroba behandlingsmetoder: a) med aktivt slam (aerotankar); b) med biofilm (biofilter), c) med aktivt slam och biofilm (bioten).

6
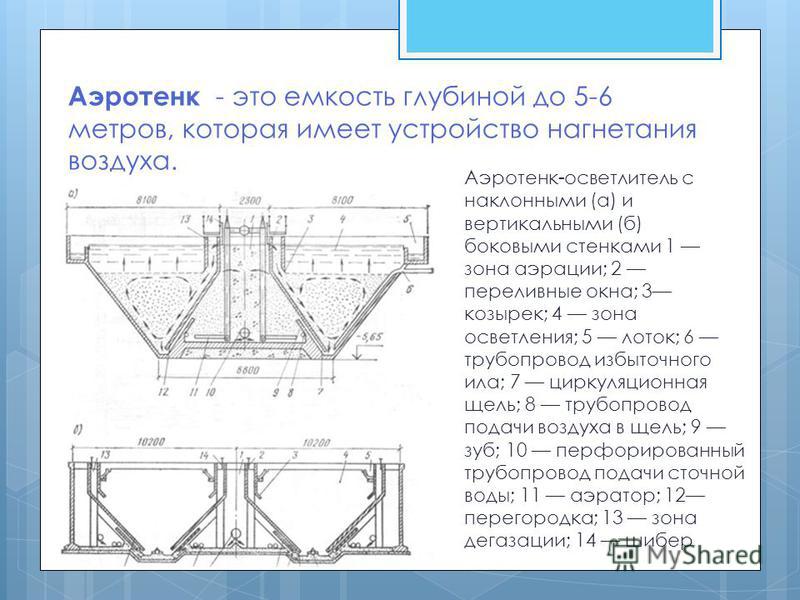
En aerotank är en container upp till 5-6 meter djup, som har en luftinsprutningsanordning. Aerotank-klarare med lutande (a) och vertikala (b) sidoväggar 1 luftningszon; 2 bräddavloppsfönster; 3 visir; 4 förtydligande zon; 5 bricka; 6 överskottsslamrörledning; 7 cirkulationsgap; 8 rörledning för tillförsel av luft till slitsen; 9 tand; 10 perforerad avloppsledning; 11 luftare; 12 partition; 13 avgasningszon; 14 grind
7
Aerotanks-displacers används för att behandla hushålls- och industriavloppsvatten med en koncentration av föroreningar i termer av BODp som inte överstiger 500 mg / dm 3.

8
Aerotanks-mixers (aerotanks av fullständig blandning) kännetecknas av en enhetlig tillförsel av källvatten och aktivt slam längs strukturens längd och ett enhetligt avlägsnande av slamblandningen.

9
Biologiskt filter Ett biologiskt filter är en behållare fylld med grovt material. Kolonier av mikroorganismer lever på partiklarna av detta material.
10
I ett konventionellt biofilter kan nitrifikations- och denitrifikationsprocesser utföras tillsammans med biologisk nedbrytning av organiska ämnen i avloppsvatten. nitrifikatorer omvandlar ammoniumkväve till kväve av nitriter och nitrater denitrifierare omvandlar nitratkväve till molekylärt kväve eller andra flyktiga former av kväve Höga belastningar på organiska ämnen faller på biocenosen i den övre delen av biofiltret, därför bildas en biofilm i denna del, bestående av heterotrofer som intensivt oxiderar avfallsorganiska ämnen vatten.
11
Beroende på typen av laddningsmaterial är alla biofilter indelade i två kategorier: med volymetrisk belastning I biologiska filter med volymetrisk belastning används krossad sten av starka stenar, småsten, slagg och expanderad lera. med plana In-filter med plan belastning - plaster som klarar temperaturer på 6 - 30 0C utan förlust av hållfasthet.
12
Enligt den allmänt accepterade klassificeringen särskiljs biofilter med volymetrisk belastning: dropptorn med hög belastning med platt belastning med hård fyllning hård block mjuk belastning
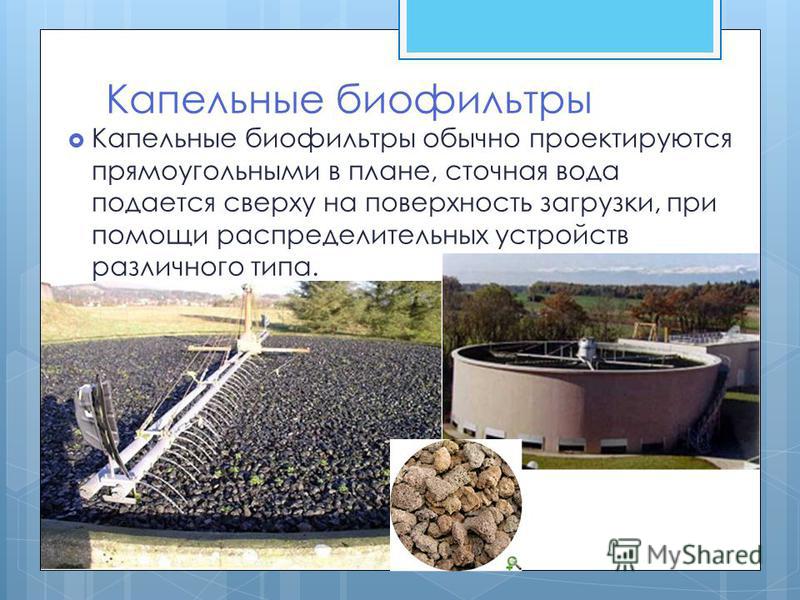
13
Droppbiofilter Droppbiofilter är vanligtvis utformade rektangulära i plan, avloppsvatten tillförs ovanifrån till lastytan med olika typer av ställverk.
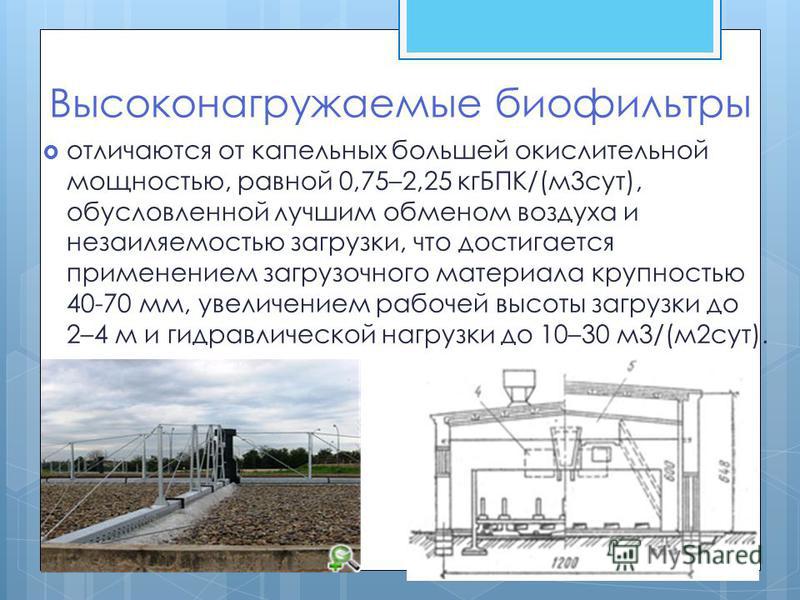
14
Högbelastade biofilter skiljer sig från droppbiofilter i en högre oxiderande effekt lika med 0,75–2,25 kgBOD/(m 3 dygn), på grund av bättre luftväxling och icke-slambelastning, vilket uppnås genom att använda lastmaterial med en partikelstorlek på mm, öka arbetslasthöjden till 2–4 m och hydraulisk last upp till 10–30 m3/(m2 dygn).
15
Plattbelastningsfilter För att öka genomströmningen av biofilter används en plattladdning, vars porositet är %. Arbetsytan för biofilmbildning är från 60 till 250 m 2 /m 3 belastning.

16
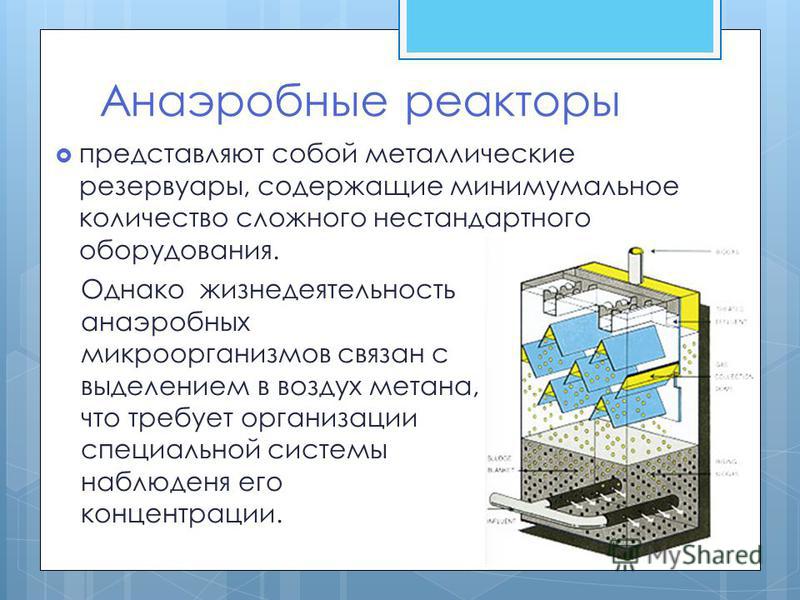
Anaeroba reaktorer Den vitala aktiviteten hos anaeroba mikroorganismer är dock förknippad med frisättningen av metan i luften, vilket kräver att ett speciellt system för övervakning av dess koncentration organiseras. är metalltankar som innehåller en minsta mängd komplex icke-standardutrustning.
17
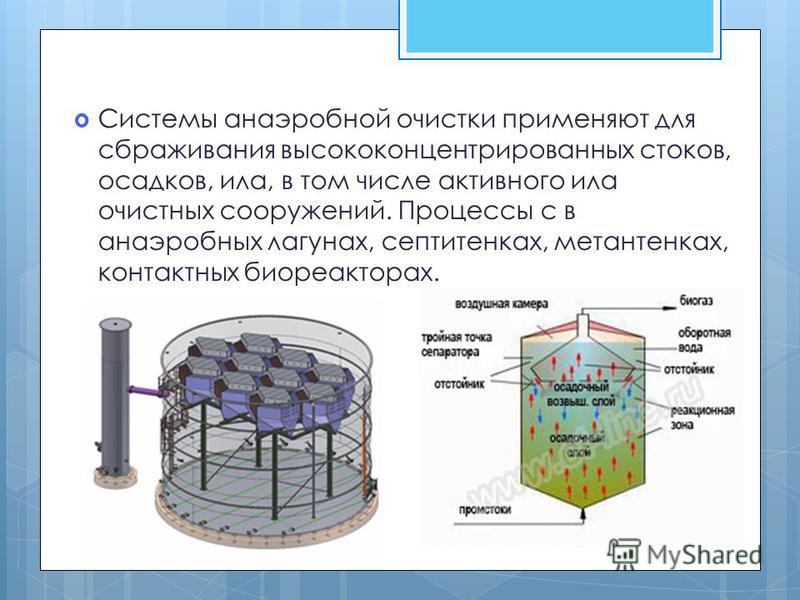
Anaeroba reningssystem används för jäsning av högkoncentrerat avloppsvatten, utfällning, slam, inklusive aktivt slam från reningsanläggningar. Processer i anaeroba laguner, septiktankar, rötkammare, kontaktbioreaktorer.
18
Tack för din uppmärksamhet!
Kemiska steriliseringsmedel
Förstörelse
mikroorganismer genom kemikalier
ämnen kallas desinfektion
(från lat.
infektion
- infektion och franska. negativ
prefix des).
Kemikalier används för
förstörelse av patogena mikroorganismer
i föremål i den yttre miljön - vid arbetet
plats, inomhus, på arbetskläder,
händer, teknisk utrustning och
lager.
TILL
ämnen som används för ändamålet
desinfektion, ett antal
krav:
- de
måste vara lättlöslig i vatten;
- v
kort tid att visa bakteriedödande
handling;
- inte
har en toxisk effekt på
människor och djur;
- inte
orsaka skador på desinficerade
föremål.
Desinfektionsmedel
ämnen är uppdelade i flera
grupper:
1.
Klorhaltiga föreningar (klor
kalk, natriumhypoklorit, kloramin,
pantocid, klordesinsulfoklorantin och
etc.).
2.
Föreningar baserade på jod och brom
(jodpyrin, dibromantin).
3.
Oxidationsmedel (väteperoxid, permanganat
kalium, etc.).
4.
Fenoler och deras derivat (fenol, lysol,
kreolin, hexaklorofen).
5.
Tungmetallsalter (natriummertiolat,
frätande sublimat).
Antimikrobiell
syror och deras
salter (borsyra, salicylsyra), alkalier, alkoholer
(70 % etanollösning) aldehyder
(formaldehyd).
Utfärdad
även bakteriedödande tvålar: fenoliska,
tjära, "Hygiene", innehållande 3-5 %
hexaklorofen.
Utrustning för mekanisk rening av avloppsvatten
För att rengöringsprocessen ska ske så grundligt som möjligt används olika anläggningar:
Galler håller element från stora till medelstora. Gallren är monterade i vätskeflödets riktning, och elementen kan installeras lutande eller vertikalt, men det är nödvändigt att utrusta gallrens bihålor med raktänder som tar bort skräp och skickar avfall till bältet. Därefter skickas skräpet till krossen, om metoden inte omedelbart innebär installation av krossgaller för att fånga och mala skräpet.
Sandfällor används för att hålla partiklar med låg specifik vikt. På grund av det faktum att den specifika vikten för även små partiklar är större än den specifika vikten för vatten, lägger sig inneslutningarna till botten. Därför beror sandfångarnas funktionalitet direkt på vattenflödets hastighet. Som regel är utrustningen konstruerad för att hålla element högst 0,25 mm, medan flödeshastigheten är speciellt reglerad: 0,15-0,3 m/s med horisontellt flöde
Det är viktigt att förstå att vattenrörelsen måste vara rätlinjig eller cirkulär, men horisontell, bara i det här fallet kommer elementen i sandfällorna att fungera med full styrka. Metoden för rengöring av utrustning kan vara antingen att använda en pump som suger ut den uppsamlade sanden eller med hjälp av skrapor, skruvar, hydrauliska hissar vid centraliserade reningsverk
Sandfällor kan rengöra strömmar med 75% av mineralföroreningar - detta är en nästan idealisk indikator.
Sedimenteringstankar används också som utrustning för att separera mekaniska föroreningar från avloppsvatten. Det finns många typer av sedimenteringstankar:
primär, monterad framför biobehandlingsstationer;
sekundära, som installeras efter bioprocessstationer.
Enligt deras designegenskaper kan sedimentationstankar vara horisontella, radiella och vertikala.
- Slambäddar ingår också i processen för mekanisk rening av avloppsvatten. De används för att samla sediment som finns kvar i sedimenteringstankar och andra strukturer. Processen för torkning och distribution av utsläpp sker exakt på slamplatserna, medan luftfuktigheten minskar till 75%, vilket minskar utsläppsvolymen med 3-8 gånger. Som struktur är en plats en plats avgränsad av jordvallar. Efter torkning samlas slamresterna upp och avlägsnas, och vätskeströmmen, renad på detta sätt, kommer delvis in i jorden, delvis avdunstar. Resten av det interstitiella vattnet pumpas till reningsverk, där biologisk rening redan används på grund av innehållet av ett stort antal fina partiklar som inte kan fällas ut av mekaniska fällor.
Det är värt att komma ihåg att processen för mekaniskt avlägsnande av föroreningar inte alltid helt släpper ut skadliga ämnen och biologisk behandling av strömmar krävs.


